Сталь 40х обозначение на чертеже
Обновлено: 20.05.2024
Сталь 40Х относится к конструкционным легированным сталям и применяется для изготовления следующих деталей:
- оси,
- валы,
- вал-шестерни,
- плунжеры,
- штоки,
- коленчатые и кулачковые валы,
- кольца,
- шпиндели,
- оправки,
- рейки,
- зубчатые венцы, болты,
- полуоси,
- втулки и другие улучшаемые детали повышенной прочности.
Расшифровка стали 40Х
Число 40 указывает среднее содержание углерода в сотых долях процента, т.е. среднее содержание углерода в стали 40Х равно 0,4%.
Буква Х указывает среднее содержания хрома до 1,5%.
Химический состав, % (ГОСТ 4543-71)
| C, углерод | Mn, марганец | Si, кремний | P, фосфор | S, сера | Cr, хром | Ni, никель | Cu, медь | As, мышьяк |
| 0,36-0,44 | 0,5-0,8 | 0,17-0,37 | не более 0,25 | не более 0,04 | не более 0,035 | не более 0,25 | не более 0,25 | не более 0,08 |
Химический состав, % (ГОСТ 4543-2016)
| Марка стали | Массовая доля элементов, % | |||||||||
| C | Si | Mn | Cr | Ni | Mo | Al | Ti | V | B | |
| 40Х | 0,36-0,44 | 0,17-0,37 | 0,50-0,80 | 0,80-1,10 | — | — | — | — | — | — |
- В стали 40Х допускается массовая доля остаточных элементов, не более: вольфрама — 0,20 %, молибдена — 0,11 %, ванадия — 0,05 % и остаточного или преднамеренно введенного титана (за исключением стали марок,
перечисленных в примечании 1 настоящей таблицы) — не более 0,03 %. - Знак «-» означает, что массовую долю данного элемента не нормируют и не контролируют, если иное не указано в 7.1.2.3 ГОСТ 4543-2016.
Твердость по Бринелю ГОСТ 4543-2016
Твердость по Бринеллю металлопродукции в отожженном (ОТ) или высокоотпущенном
(ВО) состоянии, а также горячекатаной и кованой металлопродукции, нормализованной с последующим
высоким отпуском (Н+ВО), диаметром или толщиной свыше 5 мм должна соответствовать нормам,
указанным в таблице
| Марка стали | Твердость НВ, не более |
| 40Х | 217 |
Примечание: Согласно ГОСТ 4543-71 твердость калиброванного проката в отожженном или высокоотпущенном состоянии, а также горячекатаного проката в нормализованном с последующим высоким отпуском состоянии может быть на 15 единиц НВ больше.
Свариваемость
Трудносвариваемая.
Способы сварки:
- РДС (ручная дуговая сварка), ЭШС (электрошлаковая сварка). Необходимы подогрев и последующая термообработка.
- КТС (контактная сварка) — необходима последующая термообработка.
Применение стали 40Х для корпусов, крышек, фланцев, мембран и узла затвора, изготовленных из проката, поковок (штамповок) (ГОСТ 33260-2015)
| Марка стали | НД на поставку | Температура рабочей среды (стенки), °С | Дополнительные указания по применению |
| 40Х ГОСТ 4543 | Поковки ГОСТ 8479. Сортовой прокат ГОСТ 4543 | От -40 до 450 | Для несварных узлов арматуры с обязательным проведением термообработки (закалка и высокий отпуск) при температуре рабочей среды (стенки) ниже минус 30°С до минус 40°С |
Применение стали 40Х для крепежных деталей арматуры (ГОСТ 33260-2015)
Допускается применять крепежные изделия из сталей марки 40Х при температурах ниже минус 40°С до минус 60°С, если при испытании на ударный изгиб образцов типа 11 по ГОСТ 9454 при рабочих отрицательных температурах ударная вязкость не будет ниже 300 кДж/м (3 кгс·м/см ) ни на одном из испытуемых образцов.
Применение стали для изготовления шпинделей и штоков (ГОСТ 33260-2015)
| Марка стали | НД на поставку | Температура рабочей среды, °С | Дополнительные указания по применению |
| 40Х ГОСТ 4543 | Сортовой прокат ГОСТ 4543, ГОСТ 1051 | От -40 до 450 | Применяются после улучшающей термообработки (закалка и высокий отпуск) |
Применению стали 40Х для деталей арматуры и пневмоприводов, не работающих под давлением и не подлежащих сварке, предназначенных для эксплуатации в условиях низких температур
| Марка стали | Закалка + отпуск при температуре, °С | Примерный уровень прочности, Н/мм (кгс/мм 2 ) | Температура применения не ниже, °С | Использование в толщине не более, мм |
| 40Х | 500 | 1000(100) | -60 | 30 |
Стойкость стали 40Х против щелевой эрозии
| Группа стойкости | Балл | Эрозионная стойкость по отношению к стали 12X18H10T |
| Пониженной стойкости | 4 | 0,15-0,25 |
Применение стали 40Х для изготовления основных деталей арматуры атомных станций
| Марка стали | Вид полуфабриката или изделия | Максимально допустимая температура применения, °С |
| 40Х ГОСТ 4543 | Поковки. Крепеж | 500 |
Технологические свойства
- Температура ковки, °С: начала 1250, конца 800. Сечения до 350 мм охлаждаются на воздухе.
- Обрабатываемость резанием — Kv тв.спл = 1,2 и Kv б.ст = 0,95 в горячекатаном состоянии при HB 163-168 и σв = 610 МПа.
- Флокеночувствительность — чувствительна.
- Склонность к отпускной хрупкости — склонна.
Механические свойства стали 40Х по ГОСТ 4543-2516
Механические свойства металлопродукции, определяемые при температуре 20°С (-10/+15°С) на продольных термически обработанных образцах или образцах, изготовленных из термически обработанных заготовок, должны соответствовать нормам, указанным в таблице
| Режим термической обработки | Закалка | Температура, °С | 860 |
| Среда охлаждения | Масло | ||
| Отпуск | Температура, °С | 500 | |
| Среда охлаждения | Вода или масло | ||
| Механические свойства, не менее | Предел текучести σт, Н/мм 2 | 785 | |
| Временное сопротивление σв, Н/мм 2 | 980 | ||
| Относительное удлинение δ5, % | 10 | ||
| Относительное сужение Ψ, % | 45 | ||
| Ударная вязкость KCU, Дж/см 2 | 59 | ||
| Размер сечения заготовок для термической обработки (диаметр круга или сторона квадрата), мм | 25 | ||
Механические свойства по ГОСТ 4543-71 при нормальной температуре
Предел текучести σт, Н/мм 2 (кгс/мм 2 ), не менее — 785(80);
Временное сопротивление σв, Н/мм 2 (кгс/мм 2 ), не менее — 980(100);
Относительное удлинение δ5, %, не менее — 10;
Относительное сужение Ψ, %, не менее- 45;
Ударная вязкость KCU, Дж/см 2 (кгс*м/см 2 ), не менее — 59(6);
Ударная вязкость KCU
| Термообработка | KCU, Дж/см 2 , при температуре, °С | |||
| +20 | -20 | -40 | -70 | |
| Закалка с 850 °С в масле; отпуск при 650 °С | 160 | 148 | 107 | 85 |
| Закалка с 850 °С в масле; отпуск при 580 °С | 91 | 82 | — | 54 |
Механические свойства
| ГОСТ | Состояние поставки | Сечение, мм | КП | σ0,2, МПа | σв, МПа | δ5, % | Ψ, % | KCU, Дж/см 2 | Твердость HB, не более |
| не менее | |||||||||
| ГОСТ 4543-71 | Пруток. Закалка с 860 °С в масле, отпуск при 500 °С, охл. в воде или в масле | 25 | — | 780 | 980 | 10 | 45 | 59 | — |
| ГОСТ 8479-70 | Поковка: | ||||||||
| нормализация | 500-800 | 245 | 245 | 470 | 15 | 30 | 34 | 143-179 | |
| 300-500 | 275 | 275 | 530 | 15 | 32 | 29 | 156-197 | ||
| закалка+отпуск | 500-800 | 275 | 275 | 530 | 13 | 30 | 29 | 156-197 | |
| нормализация | До 100 | 315 | 315 | 570 | 17 | 38 | 39 | 167-207 | |
| 100-300 | 14 | 35 | 34 | ||||||
| закалка+отпуск | 300-500 | 315 | 315 | 570 | 12 | 30 | 29 | 167-207 | |
| 500-800 | 11 | 30 | 29 | ||||||
| нормализация | До 100 | 345 | 345 | 590 | 18 | 45 | 59 | 174-217 | |
| 100-300 | 345 | 17 | 40 | 54 | |||||
| закалка+отпуск | 300-500 | 14 | 38 | 49 | |||||
| До 100 | 395 | 395 | 615 | 17 | 45 | 59 | 187-229 | ||
| 100-300 | 15 | 40 | 54 | ||||||
| 300-500 | 13 | 35 | 49 | ||||||
| До 100 | 440 | 440 | 635 | 16 | 45 | 59 | 197-235 | ||
| 100-300 | 14 | 40 | 54 | ||||||
| До 100 | 490 | 490 | 655 | 16 | 45 | 59 | 212-248 | ||
| 100-300 | 13 | 40 | 54 | ||||||
Механические свойства в зависимости от сечения
| Сечение, мм | σ0,2, МПа | σв, МПа | δ5, % | Ψ, % | KCU, Дж/см 2 | Твердость НВ |
| 101-200 | 490 | 655 | 15 | 45 | 59 | 212-248 |
| 201-300 | 440 | 635 | 14 | 40 | 54 | 197-235 |
| 301-500 | 345 | 590 | 14 | 38 | 49 | 174-217 |
Примечание: Закалка с 840-860 °С в масле; отпуск при 580-650 °С, охл. на воздухе.
Механические свойства в зависимости от температуры отпуска
| tотп. °С | σ0,2, МПа | σв, МПа | δ5, % | Ψ, % | KCU, Дж/см 2 | Твердость HB |
| 200 | 1560 | 1760 | 8 | 35 | 29 | 552 |
| 300 | 1390 | 1610 | 8 | 35 | 20 | 498 |
| 400 | 1180 | 1320 | 9 | 40 | 49 | 417 |
| 500 | 910 | 1150 | 11 | 49 | 69 | 326 |
| 600 | 720 | 860 | 14 | 60 | 147 | 265 |
Примечание: Закалка с 850 °С в воде.
Механические свойств при повышенных температурах
| tисп. °С | σ0,2, МПа | σв, МПа | δ5, % | Ψ, % | KCU, Дж/см 2 |
| Закалка с 830 °С в масле; отпуск при 550 °С | |||||
| 200 | 700 | 880 | 15 | 42 | 118 |
| 300 | 680 | 870 | 17 | 58 | — |
| 400 | 610 | 690 | 18 | 68 | 98 |
| 500 | 430 | 490 | 21 | 80 | 78 |
| Образец диаметром 10 мм, длиной 50 мм, кованый и отожженный; скорость деформирования 5 мм/мин; скорость деформации 0,002 1/с | |||||
| 700 | 140 | 175 | 33 | 78 | — |
| 800 | 54 | 98 | 59 | 98 | — |
| 900 | 41 | 69 | 65 | 100 | — |
| 1000 | 24 | 43 | 68 | 100 | — |
| 1100 | 11 | 26 | 68 | 100 | — |
| 1200 | 11 | 24 | 70 | 100 | — |
Термообработка ГОСТ 4543-71

Примечание: Размер сечения заготовки для термической обработки
(диаметр круга или сторона квадрата), мм, не менее — 25.
Обозначение стали на чертеже
Слово сталь происходит от немецкого «Stahl», что значит сплав на железной основе с содержанием углерода менее 2% .
Предел в два процента обусловлен тем, что почти совпадает с пределом максимальной растворимости, который по последним данным составляет 1,9% , для простой нелегированной стали.
Сталь подразделяется на:
а ) углеродистую или простую, в которой по мимо углерода содержит ёщё и такие элементы как – кремний, фосфор, марганец, сера и прочие примеси неизбежные при существующих промышленных методах получения железных сплавов;
б ) легированную или сложную, содержащую легирующие компоненты – вольфрам, молибден, хром, марганец никель, титан, алюминий и др.
Сталь углеродистая обыкновенного качества, широко применяется в машиностроении. Цифры, входящие в состав обозначение марки стали, обозначают содержание углерода в десятых долях процента.
Пример обозначения: Ст 4 кп ГОСТ 380 – 94
Примерное назначение углеродистой стали
обыкновенного качества ГОСТ 380 – 94
Неответственные строительные конструкции, прокладки, шайбы, кожухи (свариваемость хорошая).
Малонагруженные детали металлоконструкций – заклепки, шайбы, шплинты, прокладки, кожухи (свариваемость хорошая).
Детали металлоконструкций – рамы, оси, ключи, валики, цементируемые детали (свариваемость хорошая).
Детали, к которым предъявляются требования высокой твёрдости поверхностного слоя металла и невысокой прочности сердцевины, получаемые в результате технологического процесса цементации или цианирования – крюки кранов, кольца, цилиндры, шатуны, крышки.
Детали с невысокими требованиями к прочности – валы, оси, пальцы, тяги, крюки, болты, гайки.
Детали при повышенных требованиях к прочности – валы, оси, звездочки, крепежные детали, зубчатые колеса, шатуны.
Детали с высокой прочностью – валы, оси, бойки молотов, шпиндели, муфты кулачковые и фрикционные, цепи.
Сталь углеродистая качественная конструкционная. Число, входящее в состав обозначения марки стали, указывает на содержание углерода в сотых долях процента. Если в обозначении марки стали рядом с числом стоит буква Г , например 65Г, это означает, что в стали содержится марганец.
Пример условного обозначения: Сталь 45 ГОСТ 1050 – 88
Примерное назначение углеродистой качественной
конструкционной стали ГОСТ 1050 – 88
Зубчатые колеса коробок передач, грузоподъемные кованые крюки, серьги, барабаны грузи подъемных механизмов, болты, гайки, винты заклепки, кулачки, подвижные шпонки, планки направляющих, втулки, пальцы, оси, упоры.
Оси и рычаги коробок передач и тормозов, валики, ролики, зубчатые колеса, поршневые и шатунные пальцы, болты, шурупы, грузоподъемные крюки, гайки для крюков, упоры, кулачки.
Зубчатые колеса, поршни, шпонки, оси, валы, шатуны, муфты, фланцы, серьги, втулки, рычаги и пр.
Оси, тяги, валы, шатуны, штоки, рычаги, зубчатые колеса, рукоятки, ступицы, гаечные ключи, фланцы, диски, гайки, винты, болты, плунжеры, втулки кольца, упоры, штифты.
Коленчатые и карданные валы, шлицевые валы, шатуны, зубчатые колеса и рейки, диски сцепления, поршни, шпонки, клинья и планки направляющих, рукоятки, ступицы, фиксаторы, втулки, вилки.
Пружины спиральные (из холоднотянутой проволоки), пружинные шайбы, тормозные и фрикционные диски, упорные кольца.
Сталь легированная конструкционная.
Легированная сталь это сплав, в состав которого помимо углерода и железа, входят легирующие элементы. В зависимости от процентного содержания и сочетания химических элементов меняются механические, и эксплуатационные свойства стали, такие как – прочность, жаростойкость, износостойкость, устойчивость к коррозии и др.
Легированные стали, в зависимости от содержания легирующих элементов, называют:
- до 2,5% – низколегированная;
- от 2,5 до 10% – среднелегированная;
- более 10% – высоколегированная.
На содержание углерода указывает число в названии марки стали и исчисляется в сотых долях процента. Буква X указывает на наличие хрома.
Пример обозначения: Сталь 40 Х ГОСТ 4543 – 71
Примерное назначение легированной
конструкционной стали ГОСТ 4543 – 71
Поршневые пальцы, валики, зубчатые колеса.
Зубчатые колеса, коленчатые валы, втулки, плунжеры, направляющие планки, копиры, кулачки.
Валики, оси, зубчатые колеса, шатуны, ответственные болты, шпильки, гайки.
Зубчатые колеса, червячные и шлицевые валы, оси шпиндели, упорные кольца, штоки, рессоры.
Шлицевые и коленчатые валы, цепные звенья, зубчатые колеса, червяки.
Сталь инструментальная углеродистая применяется для изготовления инструментов. В обозначении инструментальной стали число указывает на среднее содержание углерода в десятых долях процента.
- У – значит углеродистая
- Г – повышенное содержание марганца в стали
- А – высококачественная сталь
Пример обозначения: Сталь У8 ГОСТ 1435 – 99
Некоторые марки инструментальной углеродистой стали ГОСТ 1435 – 99
Условное обозначение профилей проката
При изображении металлических конструкций на схемах и чертежах обозначаются профили прокатной стали, из которой они изготовлены, а также другие элементы. Согласно действующим правилам и нормам указывать их следует как в выносных надписях, так и в текстовых документах.
Название и профиль стального проката определяется на основании формы его поперечного сечения. Сейчас самыми распространенными профилями стального проката являются: угловая равнополочная, угловая неравнополочная, тавровая, двутавровая, зетовая, швеллер. Размеры всех этих и других профилей указываются в специальных справочниках на стальной прокат, а также в ГОСТах.
На чертежах в разрезах и видах профили проката указываются при помощи контурных изображений, при этом скругления уклонов и углов полок не отображаются. С правой стороны от графического изображения профиля проставляются значения следующих величин:
- Толщина и ширина полки (для уголка)
- Диаметр стержня (для круглой стали)
- Номер профиля (для швеллера и двутавра)
- Внутренний даиметр и толщина стенки (для трубы)
- Ширина и толщина листа (для полосовой стали)
В тех случаях, когда элемент металлической конструкции состоит из нескольких идентичных профилей, то их количество указывается перед обозначением, к примеру: 3 L 150 × 65 × 7 .
Если проект предполагает применение в конструкции не только стали, но и других металлов (к примеру, алюминия), то для того, чтобы обозначить элементы, которые из них изготавливаются, перед указанием профилей наносятся специальные буквенные символы. Они соответствуют первым буквам названия металла, например: Ал L 60 × 6 .
Чтобы обозначить на схемах расположение таких конструктивных элементов, как фермы, балки, колонны и связи, используются условные изображения.
Чаще всего для соединения друг с другом различных элементов металлических конструкций используются сварные швы, а иногда – заклепки.
Процесс прокатки металла
В современной экономике производство различных металлов имеет немалое значение. Как показывает практика, от того, насколько хорошо в той или иной стране развито металлургическое производство, зависит степень обеспеченности металлами машиностроительных, транспортных, строительных предприятий, сельского хозяйства, а также многих других отраслей. С точки зрения технологии, последней стадией металлургического производства является получение готового проката.
Его непосредственным изготовлением занимаются специализированные прокатные производства. Они оснащены технологическим оборудованием, обрабатывающим практически весь объем стали, который выплавляется в сталеплавильных цехах. Эти машины называются прокатными станами и представляют собой сложный комплекс механизмов, узлов и деталей, предназначенных для осуществления пластической деформации металла. Прокатные станы обладают большой мощностью, а придание стали необходимой формы производится с помощью ее прохождения между валками.
Конструктивно современные прокатные станы состоят из трех основных узлов: рабочих клетей, электродвигателей и передаточных устройств. Рабочие клети состоят из валков, станин, проводки, установочных механизмов и плитовин. Электродвигатели необходимы для вращения валков через передаточные механизмы, которые, в свою очередь, состоят из шпинделей, шестерен, муфт.
По сути дела, в промышленном производстве прокатка – это разновидность обработки металла давлением, при которой ему придается требуемая форма путем сжатия между вращающитмися валками. При этом заготовка вытягивается и сжимается в поперечнике. Профиль готового изделия зависит от профиля отверстий валков, которые сжимают исходную заготовку.
Обозначение термообработки на чертежах
В технике под термической обработкой подразумевается такая технология обработки металлов и сплавов при которой в результате теплового воздействия происходит изменения их свойств в необходимом для нас направлении. В ходе этого процесса происходят структурные изменения обрабатываемых материалов. Таким образом, изменение строения их кристаллических решеток является основной и единственной задачей, которую решает термообработка.
Чертежи тех деталей, которые в ходе изготовления предполагается подвергать термической, химико-термической и другим разновидностям обработки, согласно ГОСТ 2.310–68 должны содержать показатели свойств, которые будут получены в результате проведения необходимых технологических процессов. К примеру:
• Твердость: НВ (по Бринелю), HV (по Виккерсу), HRA (по Роквеллу, шкала А ), HRB (по Роквеллу, шкала В ), HRCэ (по Роквеллу, шкала Сэ );
• Ударная вязкость: ( σв ) ;
• Предел упругости: ( σу ) ;
• Предел прочности: ( ак ) .
Для обозначения глубины обработки на технических чертежах используется символ h .
Чтобы обозначить глубину, на которую должна производиться обработка, а также необходимую твердость материала, используются предельные значения « от…до », к примеру: h0,6…0,8; 30…35 HRC .
Тогда, когда это обосновано с технической точки зрения, действующие стандарты допускают обозначать эти величины их номинальными значениями с указанием предельных отклонений, к примеру: 0,8±0,1; (43±3) НRС .
При нанесении текстовой информации о величинах свойств материалов на чертеже допускается применять знаки ≤ или ≥ , например: σв ≥ 1300 кгс/см 2 , твердость ≥ 650 HV и т.п.
Выбор проекции
Поверхности деталей, которые в ходе их изготовления должны подвергаться термической обработке, на чертежах отмечаются утолщенной штрихпунктирной линией. При этом используется та проекция изделия, на которой такое обозначение будет ясно определено.
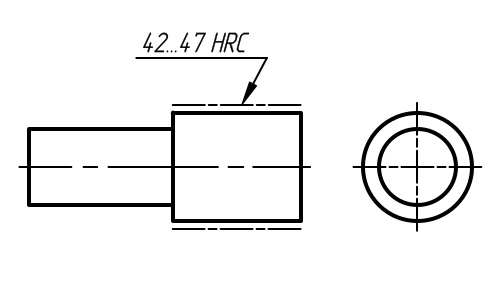
Термическая обработка поверхности
Поверхности изделий, которые в ходе производственного цикла должны быть термически обработанными, можно отметать и на прочих проекциях. Надписи, содержащие показатели свойств материала, которые относятся к одним и тем же поверхностям, должны наноситься только один раз.
Обозначение термообработки на чертежах
Нередко при составлении чертежей бывает так, что те надписи, которые служат для указания размеров и свойств материалов подвергаемых обработке поверхностей, могут существенно затруднить чтение технической документации. Чтобы этого избежать, действующими стандартами допускается их указание на упрощенном изображении, приводимом дополнительно.
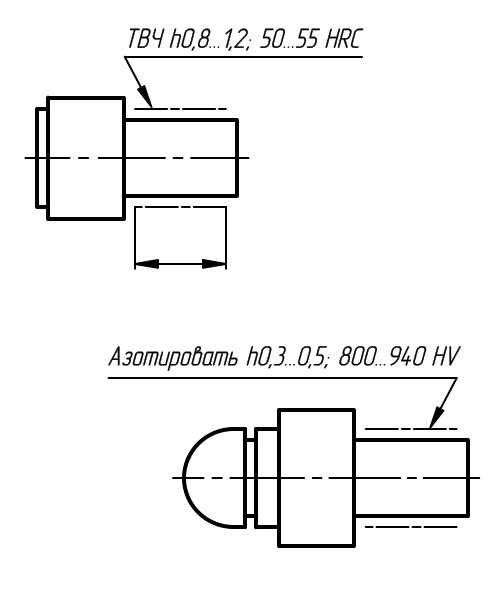
Наименование обработки
Существуют разновидности термической обработки, результаты проведения которой контролю не подвергаются (таковой, к примеру, является отжиг). Кроме того, технологический процесс изготовления деталей нередко предполагает проведения только одного вида обработки, гарантирующего достижения всех требуемых свойств материала и долговечности изготавливаемой детали. Их также допускается указывать на технических чертежах. Они обозначаются теми словами или условными сокращениями, которые принято использовать в научно-технической литературе.
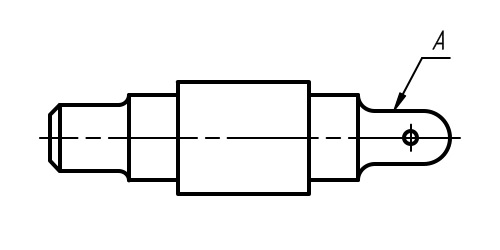
Указание на чертеже термообработки
Место испытания твердости
В случае если это необходимо, место проверки показателя твердости обозначают на чертеже в зоне требуемой твердости.
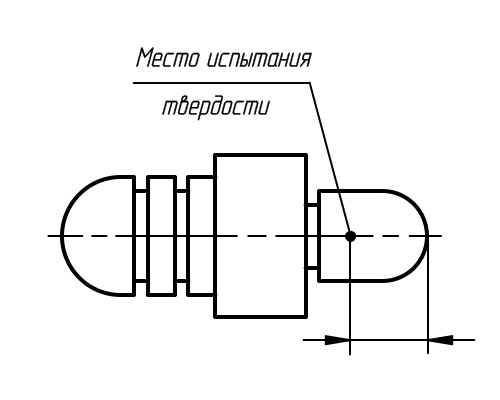
Место испытания твердости
Запись в технических требованиях
В тех случаях, когда согласно технологии изготовления детали вся ее поверхность подвергается одному виду обработки, это указывается на чертеже в технических требованиях, к примеру: « Отжечь », « Цементировать 0,5. 0,6 мм; 53. 60 HRC » « 30..35HRC ».
В тех случаях, когда согласно технологии изготовления детали одному виду обработки подвергается большая ее часть, а остальные части подлежат предохранению от такого воздействия, то технические требования должны содержать запись следующего типа: « 35. 40 НRС, кроме места, обозначенного особо », « 45. 50 HRC, кроме поверхности А » и т.д.
Изменение свойств металлов
Термообработка на чертежах
В тех случаях, когда должны быть обработаны участки или поверхности изделий, которые определяются техническим понятием или термином (к примеру, поверхности, обозначаемые буквенными символами, поверхности зубчатого колеса или зубьев, хвостовики режущих инструментов или же их рабочие части), то действующие стандарты допускают их не обозначать с помощью утолщенной штрихпунктирной линии, в случае если это не приведёт к неправильному пониманию чертежа. В технических же требованиях делается надпись следующего типа: « Поверхность В – 40. 45 НRС », « Хвостовик h0,7. 0,9 мм; 45. 50 НRС » и т.п.
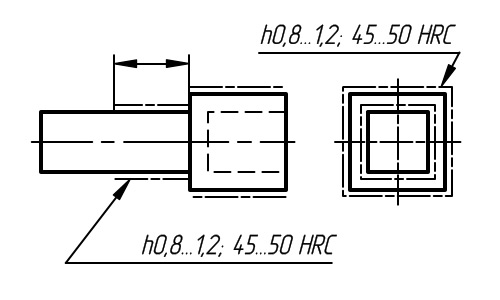
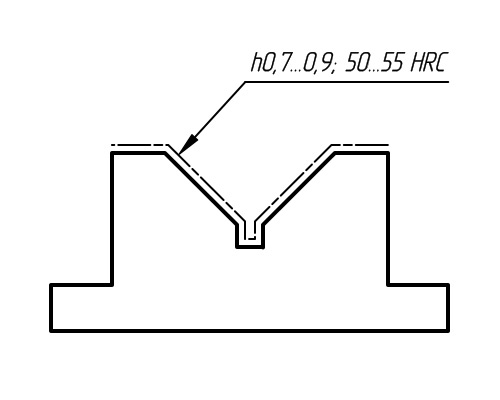
Обработка участков изделия
В тех случаях, когда обработке подвергаются отдельные участки деталей, то они должны быть на чертежах отмечены утолщенной штрихпунктирной линией. Она проводится на расстоянии 0,8…1 мм от них и указываются определяющие размеры поверхности. Кроме того, все показатели свойств материала, а также, если это необходимо, способы их получения, указываются на полках линий-выносок.
Изменение свойств металла при нагреве
В тех местах, где те размеры, которые определяют подвергаемые обработке поверхности, ясны из данных чертежа, их можно не проставлять.
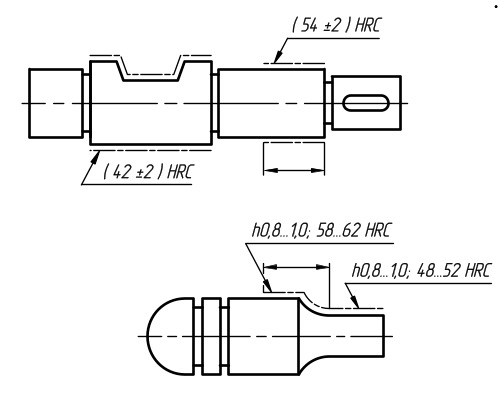
Термическая обработка деталей
В тех случаях, когда требования к свойствам материала детали различны для разных участков ее поверхности, то все они должны указываться по отдельности.
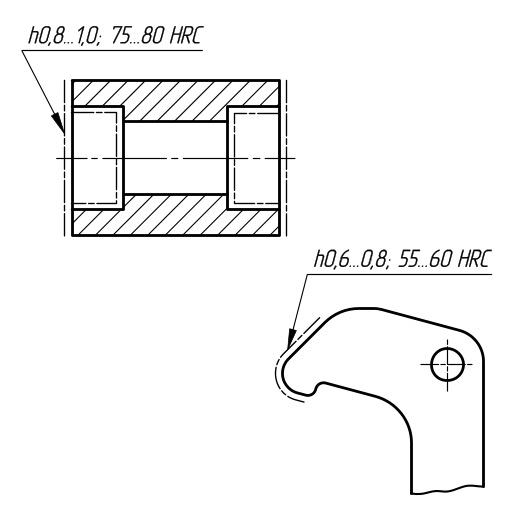
Симметричные участки обработки
В тех случаях, когда симметричные поверхности или участки деталей обрабатываются одинаково, все они отмечаются утолщенной штрихпунктирной линией. Указание свойств материала делается только один раз.
Сталь 40 конструкционная углеродистая качественная
Сталь 40 относится к конструкционным углеродистым нелегированным специальным качественным сталям. Сталь марки 40 рекомендуется для изготовления крепежных деталей.
Химический состав, % (ГОСТ 1050-88)
| С | Si | Mn | Cr | S | P | Cu | Ni | As |
| не более | ||||||||
| 0,37-0,45 | 0,17-0,37 | 0,50-0,80 | 0,25 | 0,04 | 0,035 | 0,25 | 0,25 | 0,08 |
Химический состав, % (ГОСТ 1050-2013)
| Марка стали | Массовая доля элементов, % | |||||||
| C | Si | Mn | P | S | Cr | Ni | Cu | |
| не более | ||||||||
| 40 | 0,37-0,45 | 0,17-0,37 | 0,50-0,80 | 0,030 | 0,035 | 0,25 | 0,30 | 0,30 |
Применение
После поверхностного упрочнения с нагревом ТВЧ сталь марки 40 применяется для изготовления деталей средних размеров, к которым предъявляются требования высокой поверхностной твердости и повышенной износостойкости при малой деформации, например:
- длинные валы,
- ходовые валики,
- зубчатые колеса.
После улучшения сталь 40 применяется для изготовления следующих деталей:
- коленчатые валы,
- шатуны,
- зубчатые венцы,
- маховики,
- зубчатые колеса,
- болты,
- оси.
В нефтяной, нефтехимической и газовой промышленности сталь марки 40 применяется для изготовления:
- муфт насосных штанг,
- валов центробежных насосов,
- компрессоров,
- роторов,
- штоков грязевых насосов,
- стволов и переводников вертлюгов,
- переводников для рабочих и бурильных труб,
- корпусов колонковых долот,
- пальцев крейцкопфов грязевых насосов,
- роликов превентора,
- конических шестерен,
- фиксаторов и шпонок буровых станков,
- цепных колес буровых лебедок,
- штифтов,
- упорных винтов,
- скалок насосов,
- цапф и т. д
Применение стали 40 для изготовления шпинделей и штоков (ГОСТ 33260-2015)
| Марка стали | НД на поставку | Температура рабочей среды, °С | Дополнительные указания по применению |
| 40 ГОСТ 1050 | Сортовой прокат ГОСТ 1050 | От -40 до 425 | Применяется после термообработки (закалка и высокий отпуск) при температуре ниже минус 31°С до минус 40°С |
Применение стали 40 для изготовления крепежных деталей (ГОСТ 32569-2013)
| Марка стали | Технические требования | Допустимые параметры эксплуатации | Назначение | |
| Температура стенки, °С | Давление среды, МПа (кгс/см 2 ), не более | |||
| Сталь 40 ГОСТ 1050, ГОСТ 10702 | СТП 26.260.2043 | От -40 до 425 | 10 (100) | Шпильки, болты |
| 16 (160) | Гайки | |||
| От -40 до 450 | 16 (160) | Шайбы | ||
Пределы применения, виды обязательных испытаний и контроля стали 40 для фланцев для давления свыше 10 МПа (100 кгс/см 2 ) (ГОСТ 32569-2013)
| Марка стали, стандарт или ТУ | 40 ГОСТ 1050 | |
| Технические требования | ГОСТ 9399 | |
| Наименование детали | Фланцы | |
| Предельные параметры | Температура стенки, °С, не более | От -40 до +200 |
| Давление номинальное, МПа (кгс/см 2 ) не более | 32 (320) | |
| Обязательные испытания | σ0,2 | + |
| σв | + | |
| σ | + | |
| f | + | |
| KCU | + | |
| HB | + | |
| Контроль | Дефектоскопия | + |
| Неметаллические включения | — | |
Стойкость стали 40 против щелевой эрозии
| Группа стойкости | Балл | Эрозионная стойкость по отношению к стали 12X18H10T |
| Нестойкая | 6 | 0,005-0,05 |
ПРИМЕЧАНИЕ
Коэффициент эрозионной стойкости материала представляет собой отношение скорости эрозионного износа материала к скорости эрозионного износа стали 12Х18Н10Т (принятой за 1).
Температура критических точек, °С
Термообработка
Детали из стали марки 40 подвергаются нормализации при температуре 860-880° С или закалке в воде с температуры 840-860° С с последующим отпуском; температура отпуска устанавливается в зависимости от требуемых механических свойств. Так, например, детали буровых установок (шестерни, фиксатор, шпонки) превентора (плита основной опоры, ролики) подвергаются отпуску при температуре 550° С, цепные колеса буровой лебедки — при температуре 500 С.

Твердость HB для металлопродукции из стали 40 (ГОСТ 1050-2013)
| Марка стали | Твердость HB, не более, для металлопродукции | |||
| горячекатаной и кованой | калиброванной и со специальной отделкой поверхности | |||
| без термической обработки | после отжига или высокого отпуска | нагартованной | после отжига или высокого отпуска | |
| 40 | 217 | 187 | 241 | 197 |
Механические свойства металлопродукции (ГОСТ 1050-2013)
| Марка стали | не менее | |||
| Предел текучести σт, Н/мм 2 | Временное сопротивление σв, Н/мм 2 | Относительное удлинение δ5, % | Относительное сужение Ψ, % | |
| 40 | 335 | 570 | 19 | 45 |
Механические свойства проката
| ГОСТ | Состояние поставки | Сечение, мм | σ0,2, МПа | δ5(δ4), % | Ψ, % | KCU, Дж/см 2 | Твердость HB, не более |
| не менее | |||||||
| ГОСТ 1050-88 | Сталь горячекатаная, кованая калиброванная и серебрянка 2-й категории после нормализации | 25 | 570 | 19 | 45 | 59 | — |
| Сталь калиброванная 5-й категории: | |||||||
| после нагартовки | — | 610 | 6 | 35 | — | — | |
| после отжига или высокого отпуска | — | 510 | 14 | 40 | — | — | |
| ГОСТ 10702-78 | Сталь калиброванная и калиброванная со специальной отделкой после отпуска и отжига | — | До 590 | — | 40 | — | 197 |
| ГОСТ 4041-71 (образцы поперечные) | Лист термообработанный 1 и 2-й категорий | 4-14 | 510-650 | 21 | — | — | 167 |
| ГОСТ 1577-93 | Лист нормализованный или горячекатаный | 80 | 560 | 20 | — | — | — |
| Лист отожженный или высокоотпущенный | 80 | 520 | 21 | — | — | — | |
| Полоса нормализованная или горячекатаная | 6-25 | 570 | 19 | 45 | — | — | |
| ГОСТ 16523-89 (образцы поперечные) | Лист горячекатаный | До 2 | 510-660 | (16) | — | — | — |
| 2-3,9 | (17) | — | — | — | |||
| Лист холоднокатаный | До 2 | 510-600 | (17) | — | — | — | |
| 2-3,9 | (18) | — | — | — | |||
| ГОСТ 2284-79 | Лента холоднокатаная отожженная | 0,1-4 | 450-700 | (14) | — | — | — |
| Лента нагартованная, класс прочности Н2 | 0,1-4 | 850-1050 | — | — | — | — | |
| ГОСТ 10234-77 | Лента отожженная плющеная | 0,1-4 | До 700 | 10 | — | — | — |
Механические свойства поковок (ГОСТ 8479-70)
| Термообработка | Сечение, мм | КП | σ0,2, МПа | σв, МПа | δ5, % | Ψ, % | KCU, Дж/см 2 | Твердость НВ, не более |
| не менее | ||||||||
| Нормализация | 300-500 | 215 | 215 | 430 | 18 | 40 | 44 | 123-167 |
| 500-800 | 16 | 35 | 39 | |||||
| 100-300 | 245 | 245 | 470 | 19 | 42 | 39 | 143-179 | |
| 300-500 | 17 | 35 | 34 | |||||
| До 100 | 275 | 275 | 530 | 20 | 40 | 44 | 156-197 | |
| 100-300 | 17 | 38 | 34 | |||||
| Закалка+отпуск | 300-500 | 275 | 275 | 530 | 15 | 32 | 29 | 156-197 |
| 500-800 | 13 | 30 | 29 | |||||
| 100-300 | 315 | 315 | 570 | 14 | 35 | 34 | 167-207 | |
| До 100 | 345 | 345 | 590 | 18 | 45 | 59 | 174-217 | |
Механические свойства после закалки с 850 °С в масле
| tотп, °С | σ0,2, МПа | σв, МПа | δ5, % | Ψ, % | KCU, Дж/см 2 | Твердость НВ, не более |
| 200 | 750 | 930 | 7 | 45 | 29 | 267 |
| 300 | 710 | 860 | 8 | 51 | 69 | 247 |
| 400 | 640 | 790 | 10 | 57 | 88 | 225 |
| 500 | 550 | 730 | 12 | 62 | 127 | 208 |
| 600 | 450 | 660 | 16 | 66 | 167 | 188 |
| 700 | 380 | 620 | 17 | 71 | 206 | 170 |
Механические свойства при повышенных температурах [81]
| tисп, °С | σ0,2, МПа | σв, МПа | δ5, % | Ψ, % |
| 700 | 99 | 140 | 48 | 85 |
| 800 | 70 | 110 | 53 | 97 |
| 900 | 54 | 71 | 55 | 100 |
| 1000 | 28 | 58 | 69 | 100 |
| 1100 | 24 | 37 | 60 | 100 |
| 1200 | 16 | 26 | 87 | 100 |
| 1300 | 12 | 18 | 56 | 100 |
ПРИМЕЧАНИЕ. Образец диаметром 6 мм и длиной 80 мм, прокатанный. Скорость деформирования 16 мм/мин; скорость деформации 0,009 1/с.
Ударная вязкость KCU [28]
| Термообработка | KCU, Дж/см 2 , при температуре, °С | ||
| +20 | -40 | -80 | |
| Закалка с 850 °С в воде; отпуск при 400 °С | 78 | 55 | 51 |
Предел выносливости [140]
| Термообработка | σ-1, МПа |
| Отжиг при 850 °С, σ0,2 = 275 МПа, σв = 520 МПа | 231 |
| Закалка с 845 °С, в воду; отпуск при 550 °С, σ0,2 = 600 МПа, σв = 710 МПа, НВ 209 | 393 |
| Закалка с 845 °С в масло; отпуск при 430 °С, σ0,2 = 415 МПа, σв = 630 МПа | 230 |
ПРИМЕЧАНИЕ. σ 400 1/100000 = 100 МПа; σ 450 1/100000 = 50 МПа; σ 500 1/100000 = 30 МПа; σ 400 1/10000 = 260 МПа; σ 500 1/10000 = 70 МПа; σ 400 1/100000 = 190 МПа; σ 500 1/100000 = 44 МПа.
Технологические свойства [81]
Температура ковки, °С: начала 1250, конца 800. Охлаждение заготовок сечением до 400 мм на воздухе.
Свариваемость — ограниченно свариваемая. Способы сварки: РДС, АДС под флюсом и газовой защитой, ЭШС. Рекомендуется подогрев и последующая термообработка. КТС без ограничений.
Обрабатываемость резанием — Kv тв.спл = 1,2 и Kv б.ст = 1,05 в горячекатаном состоянии при НВ 170 и ав= 520 МПа.
Флокеночувствительность — не чувствительна.
Склонность к отпускной хрупкости — не склонна.
Прокаливаемость, мм (ГОСТ 1050-88) [51]
Полоса прокаливаемости стали 40 после нормализации при 850 °С и закалки с 850 °С приведена на рисунке ниже.
Читайте также: