Сталь 50 зубчатое колесо
Обновлено: 04.05.2024
Существуют следующие способы изготовления зубчатых колес (обработки зубьев):
- литье (без последующей механической обработки зубьев), для современных машин этот способ применяют редко;
- накатка зубьев на заготовке (также без последующей их обработки);
- нарезание зубьев (т. е. зубья получаются в процессе механической обработки заготовки).
Способ изготовления зубчатых колес выбирают в зависимости от их назначения и по технологическим соображениям.
Для отдельных конструкций машин в массовом производстве применяют способ накатки зубьев. Возможны также штамповка, протягивание и. т. д. В этом случае форма инструмента повторяет очертания впадины зубьев). В большинстве же случаев зубчатые колеса изготовляют нарезанием.
Зубья нарезают, как правило, методами копирования и обкатки. Копирование заключается в прорезании впадин между зубьями с помощью тисковой (рис. 2) или пальцевой (рис. 3) фрезы.
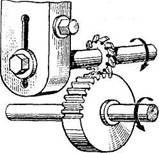
Рис. 2. Нарезание зубьев методом копирования дисковой фрезой
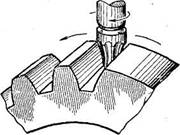
Рис. 3. Нарезание зубьев пальцевой фрезой
Обработка зубьев по методу обкатки производится инструментами очертаниями, отличными от очертаний нарезаемых зубьев, долбяком (рис.4 - зуб наружного зацепления, рис.5 - зуб внутреннего зацепления), червячной фрезой (рис.6) или инструментальной рейкой (рис.7):
Достоинством метода обкатки (огибания) является то, что он позволяет одним и тем же инструментом изготовлять колеса с зубьями различное формы. Изменяя относительное расположение инструмента и заготовки на станке, можно получать зубья различной формы и толщины (передачи со смещением).
Обкатка по сравнению со способом копирования обеспечивает большую точность и производительность.
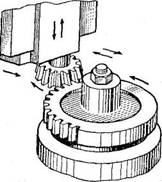
Рис.4. Нарезание зубьев наружного зацепления.

Рис.5. Нарезание зубьев внутреннего зацепления
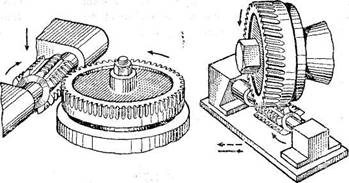
Рис.6. Нарезание зубьев червячной фрезой

Рис.7. Нарезание зубьев инструментальной рейкой
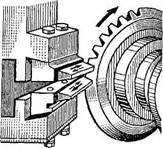
Рис.8. Нарезание зубьев конического колеса
Для достижения высокой точности и малой шероховатости поверхности зубьев после нарезания производится их отделка.
Способы отделки зубьев:
- шлифование - производится методом копирования или обкатки шлифовальным кругом;
- шевингование - выполняется специальным инструментом шевер-шестерней или шевер-рейкой (обкатывая обрабатываемое колесо, шевер отделывает зубья до требуемых точности и шероховатости поверхности);
- притирка - производится с помощью специального чугунного колеса (притира), находящегося в зацеплении с обрабатываемым колесом.
В зависимости от способа получения заготовки зубчатые колеса подразделяют на литые (рис.9), кованые или штампованные, изготовленные механической обработкой (рис. 10), сварные (рис.11).
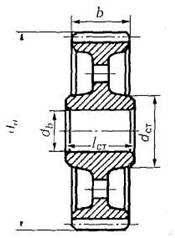
Рис. 9. Литое зубчатое колесо
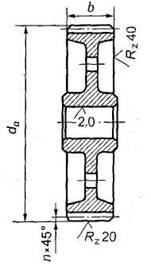
Рис. 10. Кованое или штампованное
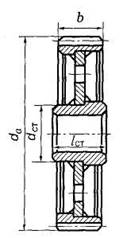
Рис. 11. Сварное зубчатое колесо колесо, механически обработанное
Зубчатые колеса, у которых диаметр впадин незначительно превышает диаметр вала в месте посадки зубчатого колеса, изготовляют за одно целое с валом. Такую конструкцию (рис. 12) называют валом-шестерней. В остальных случаях зубчатое колесо выполняется отдельно, после чего насаживается на вал.
Рис. 12. Вал-шестерня
Колеса диаметром меньше 400 мм имеют форму диска с выточками (см. рис.9) или без выточек. Чаще всего эти колеса изготовляют из поковок. Колеса диаметром более 400-500 мм изготовляют со спицами (рис.13) различного сечения.
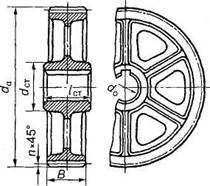
Рис. 13. Зубчатое колесо со спицами
При конструировании колеса наиболее важным требованием является его жесткость. Основные соотношения элементов зубчатых колес в зависимости от их конструкции приведены в специальных справочниках.
Для экономии высокопрочных дорогостоящих материалов изготовляют сборные конструкции — бандажированные колеса (рис. 14). В этом случае зубчатый венец колеса изготовляют из качественной стали, а центральную часть делают из менее дорогого материала (например, чугуна).
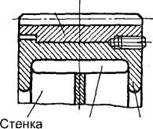
Рис. 14. Зубчатый венец бандажированного колеса
Для изготовления зубчатых колес применяют следующие материалы:
- сталь углеродистую обыкновенного качества марок Ст5, Ст6; качественную сталь марок 35, 40, 45, 50, 55; легированную сталь марок 12ХНЗА, 30ХГС, 40Х, 35Х, 40ХН, 50Г; сталь 35Л, 45Л, 55Л;
- серый чугун марок СЧ10, СЧ15, СЧ20, СЧ25, СЧ30, СЧ40, высококачественный чугун марок ВЧ50-2, ВЧ45-5;
- неметаллические материалы (текстолит марок ПТК, ПТ, ПТ-1, лигнофоль, бакелит, капрон и др.).
Практикой эксплуатации и специальными исследованиями установлено, что нагрузка, допускаемая по контактной прочности зубьев, определяется в основном твердостью материала. Высокую твердость в сочетании с другими характеристиками, а следовательно, малые габариты и массу передачи можно получить при изготовлении зубчатых колес из сталей, подвергнутых термообработке. Сталь в настоящее время — основной материал для изготовления зубчатых колес и в особенности для зубчатых колес высоконагруженных передач (табл.1).
Таблица 1. Механические свойства сталей
| Марка стали | Термообработка | Толщина или диаметр, мм | Твердость | , МПа | , МПа | |
| поверхности (НВ) или HRC | сердцевины (НВ) или HRC | |||||
| Ст. 5 | Горячекатанный | - | - | - | 500…640 | 260… |
| нормализация улучшение улучшение и закалка объем | Любая 80/125 50/80 до (20) 50 | - | 180 – 206 235 – 262 268 – 302 230 - 260 | 820 (920) | 640 (730) | |
| 20Х | Нормализ. Ц. 3.0.200 0 С | До 100 До 60 | 56…60 | - - | ||
| 18Х ГТ | Ц. 3.0.200 0 С Ц. 3.0.180 0 С | Образцы до 160 | - 58…62 | - > (240) | ||
| 25Х ГТ | Ц. 3.0.200 0 С Ц. 3.0.190 0 С | Образцы до 40 | - 58…62 | - 30…45 | - | - |
| 12ХНЗА | Ц. 3.0.180 0 С Ц. 3.0.200 0 С | до 100 | 58…63 56…62 | (300) (250) | ||
| 25Х ГМ | Н. 3.0.200 0 С Ц. 3.0.190 0 С | Образцы 40…75 | - 58…61 | - > (250) | - | - |
| 40Х | Нормализа. улучшение Улучшение У+3 ТВЧ 3.0.560 0 С 3.0.200 0 С | до 100 до 200 до 125 до 125 до 20 | (170…220) - - 45…50 - - | - (235…260) (270…300) (270…300) - > 46 | ||
| 40Х Н | Нормализ. улучшение Улучшение 3. 0. 650 0 С 3. 0. 170 0 С 3. 0. 220 0 С | до 700 200/315 125/200 до 40 до 500 | - - - - > 46 48…54 | - - (270…300) - - - | - | - |
| 35ХГСА | 3. 0. 650 0 С 3. 0. 240 0 С 3. ТВЧ 0. 200 0 С | до 100 до 30 до 100 | - 44…52 > 48 | (250…300) > 44 - | - | - |
| 38Х2МЮА | 3. 0. 640 0 С Азотирован. | - | - 850…1000 | - - | - | - |
| Твердость | Материал | Замечания | |
| Улучшение (закалка до малой твердости) | НB =260-300 | Ст.40 Ст.45 Cт.40X Ст.45Х и др. | Окончательная нарезка зубьев после термообработки во избежание коробления |
| Закалка | HRC =40-50 | Ст.40Х Ст.40ХН и др. | Необходима шлифовка зубьев по профили для устранения коробления |
| Цементация и закалка | HRC = 56-63 | Ст.20Х Ст.18ХГТ Ст.12ХНЗА Ст.20ХНЗА Ст.18ХНЗА | Окончательная обработка зубьев до термообработки. Коробление невелико. |
| Закалка ТВЧ | НRC = 50-60 | Ст. 45 Ст.40Х | Только для крупных шестерен с модулем >8 |
Важнейшими критериями работоспособности зубчатых колёс приводов являются объёмная прочность зубьев и износостойкость их активных поверхностей. Нагрузочная способность хорошо смазанных поверхностей ограничивается сопротивлением выкрашиванию. Для уменьшения расхода материалов назначают высокую твёрдость трущихся поверхностей.
Несущая способность зубчатых передач по контактной прочности тем выше, чем выше поверхностная твердость зубьев. Повышение твердости в два раза позволяет уменьшить массу редуктора примерно в четыре раза.
В зависимости от твердости (или термообработки) стальные зубчатые, колеса разделяют на две основные группы: твердостью Н < 350 НВ — зубчатые колеса, нормализованные или улучшенные; твердостью Н >350 НВ — с объемной закалкой, закалкой ТВЧ, цементацией, азотированием и др. Эти группы различны по технологии, нагрузочной способности и способности к приработке.
При Н>350 НВ (вторая группа материалов) твердость выражается обычно в единицах Роквелла— HRC (1HRC = 10 HB).
Объемная закалка — наиболее простой способ получения высокой твердости зубьев. При этом зуб становится твердым по всему объему. Для объемной закалки используют углеродистые и легированные стали со средним содержанием углерода 0,35. 0,5% (стали 45, 40Х, 40ХН и т. д.). Твердость на поверхности зуба 45. 55 HRC.
Недостатки объемной закалки: коробление зубьев и необходимость последующих отделочных операций, понижение изгибной прочности при ударных нагрузках (материал приобретает хрупкость); ограничение размеров заготовок, которые могут воспринимать объемную закалку. Последнее связано с тем, что для получения необходимой твердости при закалке скорость охлаждения не должна быть ниже критической. С увеличением размеров сечений детали скорость охлаждения падает, и если ее значение будет меньше критической, то получается так называемая мягкая закалка. Мягкая закалка дает пониженную твердость.
Цементация(насыщение углеродом поверхностного слоя с последующей закалкой) — длительный и дорогой процесс. Однако она обеспечивает очень высокую твердость (58. 63HRC). При закалке после цементации форма зуба искажается, а поэтому требуются отделочные операции. Для цементации применяют низкоуглеродистые стали простые (сталь 15 и 20) и легированные (20Х, 12ХНЗА и др.). Легированные стали обеспечивают повышенную прочность сердцевины и этим предохраняют продавливание хрупкого поверхностного слоя при перегрузках. Глубина цементации около 0,1 . 0,15 от толщины зуба, но не более 1,5. 2 мм.
Нитроцементация - насыщение углеродом в газовой среде. При этом по сравнению с цементацией сокращаются длительность и стоимость процесса,- упрочняется тонкий поверхностный слой (0,3. 0,8 мм) до 60. 63 HRC, коробление уменьшается, что позволяет избавиться от последующего шлифования. Нитроцементация удобна в массовом производстве и получила широкое применение в редукторах общего назначения, в автомобилестроении и других отраслях - материалы 25ХГМ, 25ХГТ и др.
Азотирование (насыщение поверхностного слоя азотом) обеспечивает не меньшую твердость, чем при цементации.
Малая толщина твердого слоя (около 0,1. 0,6 мм) делает зубья чувствительными к перегрузкам и непригодными для работы в условиях повышенного абразивного износа (например, плохая защита от загрязнения). Степень коробления при азотировании мала. Поэтому этот вид термообработки особенно целесообразно применять в тех случаях, когда трудно выполнить шлифование зубьев (например, колеса с внутренними зубьями). Для азотируемых колес применяют молибденовую сталь 38ХМЮА или ее заменители 38ХВФЮА и 38ХЮА. Заготовку зубчатого колеса, предназначенного для азотирования, подвергают улучшению в целях повышения прочности сердцевины..
При отсутствии абразивного износа целесообразно применять так называемое мягкое азотирование на глубину 10. 15 мкм. Оно значительно проще, обеспечивает минимальное коробление и позволяет получать зубья 7-й степени точности без отделочных операций. Для мягкого азотирования применяют улучшенные хромистые стали типа 40Х, 40ХФА, 40Х2НМА.
Как было отмечено, высокая твердость зубьев значительно повышает их контактную прочность. В этих условиях решающей может оказаться не контактная, а изгибная прочность. Для повышения изгибной прочности высокотвердых зубьев рекомендуют проводить упрочнение галтелей путем дробеструйного наклепа, накатки и т. п.
В зависимости от способа получения заготовки различают литые, кованые, штампованные колеса и колеса, изготовляемые из круглого проката. Стальное литье обладает пониженной прочностью и используется обычно для колес крупных размеров, работающих в паре с кованой шестерней.
В зависимости от вида изделия, условий его эксплуатации, требований к габаритным размерам и квалиметрическим характеристикам, выбирают материалы зубчатых колес и необходимую термообработку.
На практике применяют следующие варианты химико – термической обработки (Т.О.):
Детали машин
Выбор материала зубчатых колес зависит от назначения передачи и условия ее работы, а также габаритных размеров. При этом необходимо обеспечить контактную и изгибную прочность зубьев колес, сопротивление заеданию и изнашиванию.
Чаще всего для изготовления зубчатых колес применяют стали, реже – чугуны и пластмассы. Еще реже для изготовления зубчатых колес используют другие материалы - цветные металлы, и даже камень и дерево.
Зубчатые колеса из стали
Основными материалами для изготовления зубчатых колес силовых передач служат термически обрабатываемые стали. В зависимости от твердости рабочих поверхностей зубьев после термообработки зубчатые колеса можно условно разделить на две группы.

Первая группа – зубчатые колеса с твердостью поверхностей зубьев Н ≤ 350 НВ. Материалами для колес этой группы служат углеродистые стали марок 40, 45, 50Г, легированные стали марок 40Х, 45Х, 40ХН и др.
Термообработку – улучшение, нормализацию – производят до нарезания зубьев. Твердость сердцевины зуба и его рабочей поверхности для улучшенных колес одинакова. Колеса при твердости поверхностей зубьев Н ≤ 350 НВ хорошо прирабатываются и не подвержены хрупкому разрушению.
Применяют зубчатые колеса первой группы в слабо- и средненагруженных передачах. В настоящее время область применения улучшенных зубчатых передач сокращается.
Твердость шестерни прямозубой передачи рекомендуется принимать на 25…30 НВ больше твердости колеса. Это способствует прирабатываемости, сближению долговечности шестерни и колеса, повышению сопротивления заеданию зубчатых колес.
Для косозубых передач твердость рабочих поверхностей зубьев шестерни желательна по возможности большая, поскольку с ее ростом увеличивается несущая способность передачи по критерию контактной прочности.
Если в прямозубой передаче в процессе зацепления пары зубьев контактная линия зацепления движется параллельно основанию зуба, то в косозубой передаче контактная линия зацепления наклонена к основанию зуба и проходит одновременно по поверхностям головки и ножки зубьев.
Ножки зубьев обладают меньшей стойкостью против выкрашивания, чем головки, так как у них неблагоприятное сочетание направления скольжения и перекатывания зубьев. Следовательно, ножка зуба колеса, работающая с головкой зуба шестерни, начнет выкрашиваться в первую очередь. При этом вследствие наклона контактной линии нагрузка (полностью или частично) передается на головку зуба колеса, работающую с ножкой зуба шестерни. Слабая ножка зуба колеса разгружается, и выкрашивание уменьшается.
Дополнительная нагрузка ножки зуба шестерни не опасна, поскольку она изготовлена из более стойкого материала. Применение высокотвердой шестерни позволяет дополнительно повысить нагрузочную способность косозубых передач до 30%.
Повышение твердости достигают применением различных методов поверхностного упрочнения.
Вторая группа – колеса с твердостью рабочих поверхностей Н > 45 HRC (Н > 350 НВ). При Н > 350 НВ твердость материала измеряется по шкале HRC (1 HRC = 10 НВ). Высокая твердость поверхностных слоев материала при сохранении вязкой сердцевины достигается применением поверхностного термического или химико-термического упрочнения: поверхностной закалки, цементации и нитроцементации с закалкой, азотирования.
Поверхностная закалка зубьев с нагревом токами высокой частоты (ТВЧ) в течение 20…50 с целесообразна для зубчатых колес с модулем более 2 мм. При малых модулях мелкий зуб прокаливается насквозь, что приводит к его короблению и делает зуб хрупким.
Для закалки ТВЧ применяют стали марок 45, 40Х, 40ХН, 35ХМ. Твердость на поверхностях зубьев Н = 45…53 HRC.
Цементация – длительное поверхностное насыщение углеродом на глубину 0,3 m (модуля зацепления) с последующей закалкой. Наряду с большой твердостью (Н = 56…63 HRC) поверхностных слоев цементация обеспечивает и высокую прочность зубьев на изгиб.
Для цементации применяют стали марок 20Х, 12ХНЗА, 18ХГТ.
Азотирование (насыщение азотом) обеспечивает особо высокую твердость (Н = 58…65 HRC) поверхностных слоев зубьев. Оно сопровождается малым короблением и позволяет получить зубья высокой точности без доводочных операций.
Азотированные колеса не применяют при ударных нагрузках (из-за опасности растрескивания тонкого упрочненного слоя толщиной 0,2…0,3 мм) и при работе в загрязненной абразивом среде (из-за опасности истирания).
Для азотируемых колес применяют стали марок 38Х2МЮА, 40ХНМА.
Нитроцементация – насыщение поверхностных слоев зубьев углеродом и азотом с последующей закалкой – обеспечивает им высокую прочность, износостойкость и сопротивление заеданию. Процесс нитроцементации протекает с достаточно высокой скоростью. В связи с тем, что толщина насыщенного слоя и деформации малы, последующее шлифование зубьев не применяют.
Зубья колес с твердостью Н > 45 HRC нарезают до термообработки. Отделку зубьев производят после термообработки.
Передачи с твердыми (Н > 45 HRC) рабочими поверхностями зубьев плохо прирабатываются, и обеспечивать в таких передачах разность твердости зубьев шестерни и колеса не требуется.
Выбор марок сталей для зубчатых колес
Без термической обработки механические характеристики всех сталей близки, поэтому применение легированных сталей без термообработки нерационально ввиду их более высокой стоимости.
Прокаливаемость сталей различна: высоколегированных – наибольшая, углеродистых – наименьшая. Стали с плохой прокаливаемостью при больших сечениях заготовок нельзя термически обработать до высокой твердости. Поэтому марку стали для зубчатых колес выбирают с учетом размеров их заготовок (поковок). Окончательно решить вопрос о пригодности заготовки можно после проведения прочностных расчетов и определения геометрических размеров зубчатой передачи.
На рис. 1, а – в показаны эскизы заготовок червяка, вала-шестерни и колеса с выемками.
Характеристики механических свойств сталей, применяемых для изготовления зубчатых колес, после термообработки приводятся в справочных таблицах.
При поверхностной термической или химико-термической обработке зубьев механические характеристики сердцевины зуба определяет предшествующая термическая обработка (улучшение).
Характеристики сталей зависят не только от химического состава и вида термообработки, но и от предельных размеров заготовок.
Расчетные размеры заготовки Dзаг и Sзаг (рис. 1) не должны превышать предельных значений D и S , приводимых в справочных таблицах для данного вида стали.
Применяют следующие стали и виды термической обработки (ТО):
I – марки сталей одинаковы для колеса и шестерни: 45, 40Х, 40ХН, 35ХМ. ТО колеса – улучшение, твердость 235…262 НВ. ТО шестерни – улучшение, твердость 269…302 НВ.
II – марки сталей одинаковы для колеса и шестерни: 40Х, 40ХН, 35ХМ. ТО колеса – улучшение, твердость 235…262 НВ, ТО шестерни – улучшение с последующей закалкой ТВЧ, твердость 45…50 HRC, 48…53 HRC и др. (зависит от марки стали).
III – марки сталей одинаковы для колеса и шестерни: 40Х, 40ХН, 35ХМ. ТО колеса и шестерни одинакова – улучшение с последующей закалкой ТВЧ, твердость 45…50 HRC, 48…53 HRC и др. (зависит от марки стали).
IV – марки сталей различны для колеса и шестерни. Для колеса: 40Х, 40ХН, 35ХМ. ТО колеса – улучшение и последующая закалка ТВЧ, твердость 45…50 HRC, 48…53 HRC (зависит от марки стали). Марки сталей для шестерни: 20Х, 20ХНМ, 18ХГТ. ТО шестерни – улучшение, затем цементация и закалка; твердость 56…63 HRC.
V – марки сталей одинаковы для колеса и шестерни: 20Х, 20ХНМ, 18ХГТ. ТО колеса и шестерни одинакова – улучшение, затем цементация и закалка; твердость 56…63 HRC.

Несущая способность зубчатых передач по контактной прочности тем выше, чем выше поверхностная твердость зубьев.
Наибольшие контактные напряжения σH возникают в тонком поверхностном слое материала зубьев. Поэтому для повышения его контактной прочности достаточно упрочнить только поверхностный слой зубьев. Для зубчатых передач толщина этого слоя составляет (0,2…0,3) m – модуля зацепления.
На практике это достигается поверхностными термическими или химико-термическими упрочнениями, которые в несколько раз повышают нагрузочную способность передач по сравнению с улучшенными сталями.
Однако при назначении твердости рабочих поверхностей зубьев следует иметь в виду, что большей твердости соответствуют более сложная технология изготовления зубчатых колес и небольшие размеры передачи.
Стальное литье
Стальное литье применяют при изготовлении крупных зубчатых колес ( d0 > 500 мм). Марки сталей – 35Л…55Л. Литые колеса подвергают нормализации.
Чугуны
Чугуны применяют для изготовления зубчатых колес тихоходных открытых передач. Марки серых чугунов – СЧ20…СЧ35, а также высокопрочных чугунов – ВЧ35…ВЧ50 (с шаровидным графитом и добавкой магния).
Зубья чугунных колес хорошо прирабатываются, могут работать в условиях ограниченного смазывании.
Существенный недостаток - пониженная прочность на изгиб, поэтому габариты чугунных колес значительно больше, чем стальных.
Пластмассы
Пластмассы в качестве материала зубчатых колес применяют в быстроходных слабонагруженных передачах для шестерен, работающих в паре с металлическими колесами.
Зубчатые колеса из пластмасс отличаются бесшумностью работы, плавностью хода, неприхотливостью к смазыванию.
Наиболее широко в качестве материала зубчатых колес используется текстолит (марок ПТ и ПТК), капролон , полиформ-альдегид , фенилон .
Выбор режимов термообработки для стали 50Н

Сталь 50 — конструкционная углеродистая качественная сталь, трудносвариваемая, сталь относится к ограниченно сваривающимся сталям, которые склонны к образованию трещин при сварке обычными способами. Сварка осуществляется РДС и КТС. Необходим подогрев и последующая термообработка. Для сварки Ст.50 рекомендуется применять электроды УОНИ13/45, УОНИ13/55. Хорошие результаты дает сварка постоянным током прямой полярности.
Не склонна к флокеночувствительности, склонность к отпускной хрупкости отсутствует. Обрабатываемость резанием в горячекатанном состоянии при HB 196-202 и σв=650 МПа, К υ тв. спл=1,0 и Кυ б.ст=0,7. Ковку производят при температурном режиме от 1250 до 800 0С, охлаждение на воздухе заготовок сечением до 400 мм. Из стали 50 изготавливаются зубчатые колеса, прокатные валки, штоки, тяжелонагруженные валы, оси, бандажи, малонагруженные пружины и рессоры, лемехи, пальцы звеньев гусениц, муфты сцепления коробок передач, корпуса форсунок и другие детали, работающие на трение. Cталь 50 применяют главным образом в литых деталях и при изготовлении инструмента.
Что такое микроструктура стали?
Обычно под микроструктурой понимают микроструктуру при комнатной температуре. При повышенных температурах различные фазы и их смеси также составляют микроструктуру стали — высокотемпературную. Эту микроструктуру нельзя увидеть в световой микроскоп, а можно только смоделировать, например, на компьютере.
Микроструктуру определяют главным образом с помощью оптического микроскопа путем осмотра полированной и травленой поверхности стали. Каждый микроскопический компонент стали имеет под микроскопом характерный вид, что позволяет оценивать и анализировать микроструктуру. К этим микроскопическим компонентам относятся: — фазы – феррит, аустенит, цементит и неотпущенный мартенсит; — смеси фаз – перлит, бейнит и отпущенный мартенсит.
Механические свойства стали в значительной степени определяются именно ее микроструктурой.
Поставка сталь 50
механические свойства, химический состав. Где применяется сталь 50.
Сталь 50-й марки отличается повышенным содержанием марганца, который наделяет сплав износостойкостью, а готовому изделию помогает противостоять силам трения. В промышленности это пружины, зубчатые колёса, малонагруженные рессоры, бандажи, а также роторы электрических машин. Еще один популярный «полуфабрикат», выполненный из стали 50, это ремизная луженая термообработанная проволока.
Процентное содержание химических элементов
Как и в любой углеродистой стали, помимо 97-процентной доли железа (Fe), особого внимания заслуживает количество углерода (С). Как становится понятно из названия, в данном сплаве средняя величина углерода в сотых долях процента равна 0,5. Таким образом, химический состав этого конструкционного материала будет выглядеть так:
- Fe – ~97%
- Mn – 0,5 – 0,8%
- C – 0,47 – 0,55%
- Si – 0,17 – 0,37%
- S – не более 0,04%
- P – не более 0,035%
- Cr – не более 0,25%
- Ni – не более 0,25%
- Cu – не более 0,25%
- As – не более 0,08%
Применение стали 50 и ГОСТы

Кроме вышеперечисленных изделий данный сплав идет на выпуск кузнечных топоров. Твердость данного материала составляет HB 10-1 = 207 МПа, при этом твердость в Rc может варьироваться в зависимости от способа обработки стали 50. При изготовлении топоров или гаечных ключей заготовки закаливаются в воде, после чего отпускаются при t=350-400° (45-60 мин.). В данном случае удается добиться твёрдости Rc = 40-45. Если же сплав применяется для получения рабочих частей кулачковых молотков, кирок или мотыг, то после закалки отпуск производят при t=240-300° (20-40 мин). Это позволяет получить твёрдость Rc = 51.
Среди прочих изделий, получаемых из 50-й стали – практически полный ассортимент элементов и узлов промышленного оборудования, работающих на трение. Зубчатое колесо, шток, прокатный вал, ось, бандаж, лемехи, палец звенья гусеницы, муфта сцепления, корпус форсунки – всё это обычно производят из стали 50.
В производство этот конструкционный углеродистый сплав может поступать в виде фасонного сортового проката:
Сталь 50а: физические и механические свойства
Это обычная конструкционная углеродистая сталь, для которой характерны следующие свойства:
Механические свойства проката сталь 50
| ГОСТ | Состояние поковки | Сечение, мм | σв(МПа) | δ5 (δ4 ) (%) | ψ % |
| не менее | |||||
| 1050-88 | Сталь горячекатаная, кованая, калиброванная и серебрянка 2-й категории после нормализации | 25 | 630 | 14 | 40 |
| Сталь калиброванная 5-й категории: | |||||
| после нагартовки | Образцы | 660 | 6 | 30 | |
| после отжига или высокого отпуска | Образцы | 560 | 12 | 40 | |
| 1577-93 | Листы отожженные или высокоотпущенные | 80 | 580 | 17 | — |
| 16523-70 (Образцы поперечные) | Лист горячекатаный | До 2 | 540-720 | -12 | — |
| 2-3,9 | -13 | — | |||
| Лист холоднокатаный | До 2 | 540-720 | -13 | — | |
| 2-3,9 | -14 | — | |||
Микроструктурный анализ углеродистых конструкционных сталей
В настоящее время все большим спросом пользуются быстро возводимые конструкции из стали: ангары, фермы, навесы, павильоны, склады и т.д.). Металлоконструкция обладает множеством существенных преимуществ по сравнению с другими способами возведения зданий: меньшей массой (если сравнить с железобетонными изделиями), простотой и серийностью изготовления, легкостью монтажа и демонтажа, удобством и высокой скоростью возведения, возможностью осуществления монтажа крупными блоками, транспортабельностью, легкостью, прочностью и долговечностью, надежностью в эксплуатации.
Несмотря на ряд достоинств металлоконструкций перед другими строительными конструкциями (кирпичными, железобетонными и т.д.), у них есть существенный недостаток. Хотя углеродистая сталь и является негорючим материалом, но она обладает высокой чувствительностью к высоким температурам и к действию окислительной атмосферы воздуха. Сталь в условиях пожара быстро прогревается, что заметно снижает её прочностные свойства см. рис.1.
Нередко в зданиях и сооружениях, содержащих стальные несущие конструкции возникают пожары. Пожары в современных условиях являются одной из главных опасностей человечества, наносящей огромный материальный ущерб экономике. Опасные факторы пожара значительно снижают прочность стали. Следует отметить, что при нагревании стали выше 300°С её предел прочности снижается. На рисунке 1 показана зависимость от температуры модуля упругости Е, предела текучести σтр, предела прочности σвр и удлинения при разрыве δ для малоуглеродистой стали (например: из Ст3 изготавливают швеллеры, уголки и т.д.) в интервале 0-500°С. Как видно из приведенных кривых, модуль упругости в пределах изменения температуры до 300° С практически не меняется. Более существенные изменения претерпевают величина σвр и, особенно, δ, причем имеет место, как говорят, «охрупчивание» стали — удлинение при разрыве уменьшается. При дальнейшем увеличении температуры пластичные свойства стали восстанавливаются, а прочностные показатели быстро падают.

Рисунок 1. Зависимость механических свойств малоуглеродистой стали от температуры.
Как изменяются механические свойства сталей под воздействием высоких температур показано на рисунке 1, а как изменяется микроструктура сталей? На этот вопрос сможет ответить микроструктурный анализ.
Микроструктурный анализ (микроанализ) – это метод исследования внутреннего строения (микроструктуры) металлов и сплавов с помощью металлографических микроскопов при увеличении от 50 до 2000 раз. Микроструктурный анализ позволяет: изучить форму, величину и взаимное расположение зерен, из которых состоит металл (сплав); определить структурно-фазовый состав сплавов; определить неметаллические включения и внутренние дефекты кристаллического строения сплавов; установить, какие изменения внутреннего строения происходят в исследуемом материале (сплаве) под влиянием различного рода воздействий при термической и химико-термической обработке, обработке давлением, сварке и пр. Залогом успеха при проведении микроструктурного анализа является качественная подготовка микрошлифа. Методика подготовки микрошлифа следующая:
Шлифование образца
Плоскость образца шлифуют вручную или на специальных станках (рис. 2).
Шлифование начинают на грубых (крупнозернистых) с абразивным зерном Р 240 до Р600) абразивных бумагах до полного удаления неровностей, наследованных от вырезки образца . Далее переходят к более мелкозернистым абразивным бумагам для уменьшения шероховатости поверхности и заканчивают шлифование на микронных бумагах (Р1500). При переходе с одного номера абразивной бумаги к другому необходимо каждый раз образец механически очищать от абразива и поворачивать на 90º к направлению перемещения его на предыдущей бумаге. Заканчивать шлифование на используемой бумаге следует после полного удаления рисок (царапин), созданных на предыдущей бумаге (рис. 3б).
Полирование образца
Полирование шлифов производят на полировальной установке (станке) с вращающимся металлическим диском, обтянутым тонким сукном, фетром или другим материалом. На ткань полировального круга периодически наносят суспензию (водная взвесь окиси хрома (Cr2O3) в виде мелкозернистого порошка) или автомобильную полировальную пасту, предварительно взбалтывая ее. Поверхность микрошлифа должна приобрести зеркальную поверхность (рис. 3в).

Рисунок 2. Обработка микрошлифа на установке «ШЛИФ – 2М»

Рисунок 3. Подготовка микрошлифа:
а — образец изъятый с места аварии для исследования; б – отшлифованный микрошлиф; в – отполированный микрошлиф; г – протравленный микрошлиф
Выявление микроструктуры образца
На отполированный микрошлиф с помощью ватной палочки наносят 3-4% спиртовой раствор азотной кислоты (для углеродистых сталей), затем выдерживают 2-3 секунды до появления признаков протравки, затем нейтрализуют действие травящего состава техническим спиртом, после чего просушивают поверхность шлифа промоканием фильтровальной бумагой (см. рис.3г). Время травления зависит от концентрации реактива, природы металлического материала и, как правило, устанавливается экспериментально по изменению отражательной способности и цвета поверхности шлифа. Признаком достаточной степени травления является исчезновение зеркальности поверхности и приобретение ею светломатового оттенка.
Изучение микроструктуры образца на металлографическом микроскопе
Подготовленный микрошлиф устанавливают на предметный столик металлографического микроскопа с компьютерной обработкой данных, настраивают резкость и контрастность изображения и фотографируют микроструктуру образца. Данный метод приобрел особую актуальность с связи с возросшими темпами строительства быстровозводимых конструкций со стальным несущим каркасом. Известно, что в строительстве быстровозводимых конструкций применяются низкоуглеродистые стали обыкновенного качества марок Ст1, Ст2, Ст3. (например: из Ст3 изготавливают швеллеры, из Ст1, Ст2, Ст3 изготавливают катанку для арматуры, уголки, а из Ст 10, 15, 20 трубы). Такие стали содержат небольшое количество углерода и обладают высокой вязкостью, поэтому такие стали устойчивы к зарождению и распространению усталостных трещин. Усталостные трещины, возникающие в структуре металла очень опасны, так как могут приводить к разрушению конструкции. Микроструктура низкоуглеродистой Ст 3 представляет из себя мелкокристаллическую двухфазную систему, состоящую из перлита (мелкодисперсная механическая смесь феррита и цементита) и феррита. см. рис. 4а.

Рисунок 4. Микроструктура Ст 3 (увеличение х 400)
а — Микроструктура Ст3 без перегрева (черные кристаллы – перлит, белые — феррит); б – Микроструктура Ст3 после воздействия высокой температуры (Т=1100 ºС)
На рисунке 4 мы видим микроструктуры Ст3 до теплового воздействия (рис.4 а) и после воздействия высокой температуры в окислительной атмосфере воздуха (рис.4б).
Ст 3, не подверженная воздействию высокой температуры имеет мелкозернистую структуру, а Ст3, побывавшая в условиях пожара обладает крупнозернистой структурой. Чем меньше размеры кристаллов феррита (кристаллы белого цвета), тем выше прочность и твердость стали. При воздействии высокой температуры кристаллы феррита начинают увеличиваться в размерах, т.к. при большей поверхности кристалла он будет обладать меньшей свободной энергией. Соответственно если эксперт, при изучении микрошлифа стали видит крупнокристаллическую структуру, то он может судить с определенной степенью точности о потере прочности данной конструкции.
Механические свойства сталь 50 при повышенных температурах
| Температура испытаний, °С | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % |
| Образец диаметром 10 мм, длиной 50 мм, деформированный. Скорость деформирования 5 мм/мин. Скорость деформации 0,002 1/с | ||||
| 700 | 87 | 115 | 39 | 97 |
| 800 | 45 | 81 | 45 | 100 |
| 900 | 16 | 50 | 43 | 100 |
| 1000 | 11 | 36 | 35 | 100 |
| 1100 | 8 | 28 | 41 | 100 |
| 1200 | 8 | 22 | 49 | 100 |
Микроструктура стали: феррит, перлит, цементит
Микроструктура при комнатной температуре незакаленных сталей — которые медленно охлаждались от температуры аустенитизации – однозначно зависит от содержания в них углерода.
Эвтектоидные стали (0,77 % углерода) являются обычно полностью перлитными.
Микроструктура доэвтектоидных сталей — углерода менее 0,77 % — обычно представляют собой массивы перлитных зерен с ферритом по границам зерен.
Заэвтектоидные стали — содержание углерода более 0,77 % — содержат перлитные зерна с цементитом по границам зерен.
В доэвтектоидных сталях с содержанием углерода менее 0,2 % доминирующим компонентом микроструктуры становятся зерна феррита с перлитом, который различным образом распределяется между ферритом.
Стальной прокат часто проявляет полосчатую микроструктру, которая представляет собой перемежающиеся полосы ферритных и перлитных зерен, вытянутых по направлению механической деформации при прокатке, ковке или других видах обработки металлов давлением.
Читайте также: