Сталь для лазерной резки
Обновлено: 06.05.2024
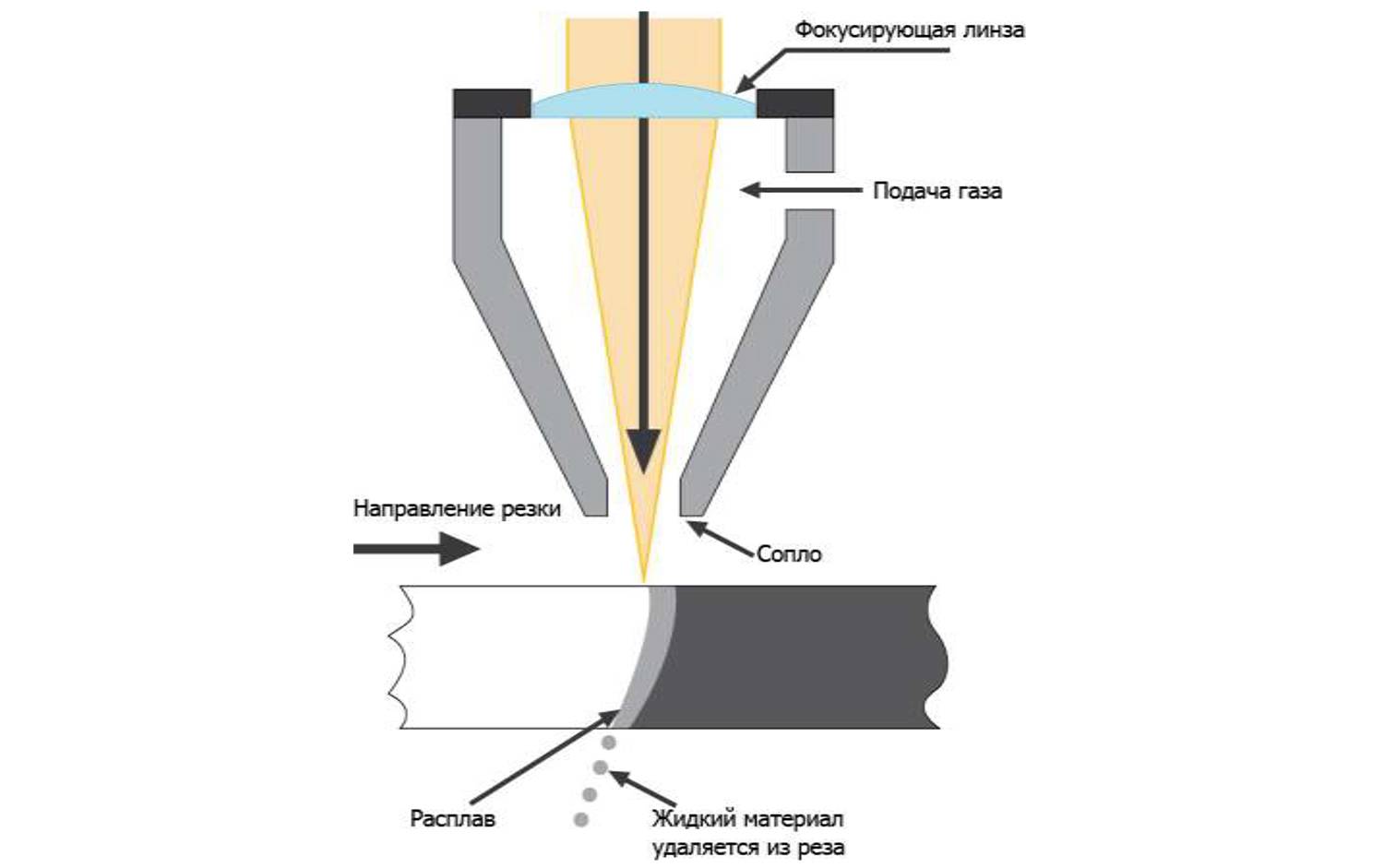
Технология лазерной резки металла подразумевает воздействие на поверхность заготовки или листа направленным пучком лазерных лучей. Интенсивное нагревание области резания запускает в структуре материала один из следующих процессов:
- Плавление. Так называют разогрев материала до температуры его плавления – перехода из твердого в жидкое состояние. При условии правильно подобранного режима воздействия и температуры лазерного луча плавление осуществляется только в зоне воздействия лазера без влияния на соседние области возле линии реза. Одновременно удается получить ровные срезы листа или заготовки, которые не требуют дополнительной зачистки или шлифовки. Одновременно с термическим воздействием на сплав осуществляется подача на поверхность металла сжатого газа, который выдувает расплавленные фрагменты из области воздействия, исключая образование оплавленных срезов. Если речь идет об обработке алюминия или нержавеющей стали, вместо кислорода на поверхность материала подается химически нейтральный азот. Его применение позволяет избежать окисления металла в области теплового воздействия и изменения его структуры. Работа лазерного луча управляется с помощью специального программного обеспечения, в котором учтены физико-химические свойства сплава и толщина заготовки. Результат – высокая производительность, точность раскроя и его экономичность.
- Горение. Такая технология резки металла лазером применяется только для черных сплавов и подразумевает воздействие на поверхность листа кислорода, обеспечивающего интенсивный процесс сгорания излишков материала. В числе преимуществ данной методики – высокая скорость обработки и низкая себестоимость, а в числе недостатков стоит отметить риск обгорания кромок детали вследствие термического воздействия. Из-за необходимости дополнительной обработки такой заготовки говорить об экономической целесообразности метода не приходится.
- Испарение. Эта технология резки металла целесообразна при работе с деталями небольшой толщины. Импульсное воздействие лазерного луча позволяет бережно воздействовать на линию реза, исключая разрушение соседних участков заготовки. Нагрев линии раскроя может составлять до 2500 градусов, что требует применения оборудования высокой мощности и обуславливает значительные энергетические затраты. Сравнительно высокая себестоимость метода испарения существенно ограничивает область его применения.
Все перечисленные методы лазерной резки металла сегодня выполняются на высокоточном фирменном оборудовании с применением лучших образцов расходных материалов. Такой подход позволяет устранить часть ограничений по применению того или иного способа, а также добиться неизменно высокого качества готовых деталей и элементов конструкций.
Какое оборудование применяется для лазерной резки
Многообразие современного оборудования для лазерной резки предусматривает введение особой классификации, упрощающей выбор станка или механизма для раскроя конкретного вида сплава. В зависимости от источника лазерного луча различают:
- Твердотельное оборудование, в осветительный модуль которого вмонтировано твердое рабочее тело и газоразрядная лампа повышенной мощности. В роли расходного материала выступает стержень из рубина или неодима, а аккумулирование лазерного потока осуществляется с применением системы зеркал. Благодаря многократным отражениям удается точно сфокусировать лазерный луч на линии резания, добиваясь высокой точности раскроя и снижая вероятность образования брака. Область применения оборудования данного типа – резка деталей – лазерная резка заготовок из меди, серебра, латуни или алюминия.
- Газовое оборудование. Углекислый газ в смеси с азотом и гелием обеспечивает активизацию электрических разрядов и их концентрацию, а мощность луча усиливает несложная зеркальная конструкция.
- Газодинамические устройства. Оборудование высокой мощности, позволяющее получить на выходе до 2700 градусов. Прохождение газа через сопло активизирует слабый лазерный луч и в разы увеличивает уровень его мощности, позволяя с легкостью раскраивать самые тугоплавкие виды металла. Вместе с газовым оборудованием такие устройства используются в раскрое пластика, металла или стекла.
От чего зависит качество резки лазером
Говорить о качестве лазерной резки металла позволяют:
- высокая точность резания;
- отсутствие шероховатостей на срезе;
- идеально ровный край, не имеющий признаков дефектов и не нуждающийся в дополнительной обработке, что увеличивает себестоимость раскроя заготовки.
Чтобы добиться требуемых результатов, при выборе оборудования и технологии резания следует учитывать рабочие характеристики используемого оборудования, материал и габариты детали, точность разработки макета и особенности гибкой настройки станка с учетом типа сплава и толщины заготовки. При условии выполнения данных требований точность раскроя будет составлять не более 0,1 мм без ущерба для высокого уровня производительности. Что касается скорости лазерной резки, на нее оказывают влияние толщина металла, его уровень теплопроводности и рабочая мощность используемого оборудования. Чем эффективнее сплав отводит тепло, тем больше энергии требуется для резания, и тем выше будет себестоимость услуги.
Особенности лазерной резки некоторых металлов
Методы лазерного раскроя металлических сплавов имеют свои особенности для каждого конкретного вида сплава.
Углеродистые и стальные сплавы конструкционного типа
Раскрой заготовок из указанных сплавов осуществляется с применением твердотельных или газовых видов лазерного оборудования с длиной волны от 1,07 до 10,6 мкм. В качестве дополнительного газового состава применяется кислород. Существует вероятность образования на торце следов оплавленного металла. Благодаря оптимальной прочности металла удается получить при раскрое аккуратный и ровный срез заготовки. Метод применяется для листов или деталей толщиной не более 25 мм, при превышении данного показателя качество работы ухудшается, и лазерный раскрой становится менее выгодным.
Нержавеющие стали
Для лазерной резки данного вида сплавов применяется лазер волоконного типа или газовое оборудование. При попытке лазерной резки данного типа сталей существует высокий риск образования шлаков в канале резания из-за присутствия в сплаве значительного объема легирующих элементов. Кроме того, при интенсивном тепловом воздействии нередко образуются тугоплавкие оксиды, замедляющие процесс резки из-за образования препятствия на пути лазерного потока. Поэтому перед началом работ рекомендуется точно отрегулировать поток газа. Толщина металла для получения ровного торца – до 15 мм.
Алюминиевые сплавы
Алюминий считается достаточно сложным металлом для лазерной резки, что обусловлено повышенной теплопроводностью, увеличенными оптическими параметрами и быстрым окислением. Для точного и ровного среза необходимо использовать оборудование повышенной мощности, что обеспечит высокую производительность и бережное воздействие на чувствительный металл. Структура на поверхности реза имеет характерную пористость, на нижней кромке присутствуют следы грата. Исключить интенсивное окисление позволяет использование вместо кислородной смеси азота. К обработке допускаются детали толщиной до 10 мм, раскрой которых выполняют на твердотельном оборудовании, реже – на станках газового типа.
Медные сплавы
Лазерная резка медных сплавов немало осложнена повышенной теплоемкостью этого металла, быстрым плавлением и увеличенным коэффициентом отражения энергии. Поэтому для раскроя используется твердотельное оборудование с импульсным режимом воздействия. Максимально допустимая толщина заготовки составляет не более 6 мм, а при использовании оборудования с углекислым газом – не более 2 мм. Волоконные лазеры при раскрое меди не используют из-за высокого риска обратного отражения с последующим разрушением рабочего узла вследствие интенсивного термического воздействия.

Практическое применение лазерной резки
Добиться высокой точности и качества лазерного раскроя материалов позволяет соблюдение последовательности работ:
- формирование эскиза с отражением основной концепции будущей детали;
- построение макета на основе выбранного материала;
- изготовление пробного образца на станке с ЧПУ;
- проверка качества готового изделия с внесением необходимых корректировок;
- запуск детали в массовое производство.
При создании пробного образца особое внимание уделяется качеству макета, а также выбору точных параметров воздействия на заготовку с учетом толщины листа и физико-химических параметров используемого сплава. Чтобы снизить вероятность брака при массовом производстве продукции, необходимо соблюсти ряд требований:
- все контуры выполняются в натуральном масштабе;
- внутренние и внешние контуры имеют замкнутую линию;
- наложение одной линии на другую вызовет многократное прохождение лазера по одной и той же линии, поэтому данный момент следует исключить;
- в используемую программу следует внести данные о типе сплава и количестве изготавливаемых деталей.
Использование специального программного обеспечения позволяет добиться высокой точности раскроя и исключить неблагоприятное воздействие на материал вследствие интенсивного нагрева структуры.
Процесс ценообразования при оказании услуг лазерной резки
Расчет стоимости услуги лазерной резки осуществляется на основании целого набора факторов:
- Вид сплава. Резка черных металлов обычно дешевле, тогда как раскрой стальных и алюминиевых сплавов, титана, меди и латуни имеет более высокую себестоимость.
- Толщина листа. Чем толще заготовка, тем дороже обойдется ее раскрой. Стоимость услуги в данном случае рассчитывается на основании точного расчета в зависимости от указанных заказчиком параметров.
- Сложность профиля, который необходимо получить с применением метода лазерной резки. Чем сложнее линия реза, тем выше цена выполненной услуги.
Важно: стоимость резки может меняться в зависимости от сложности поставленной задачи и дополнительных требований заказчика. Окончательная цена обсуждается до момента подписания договора. Уточнить прочие условия сотрудничества и обсудить возможность раскроя детали из заготовок определенной толщины можно, позвонив сотрудникам компании ООО «Премьер Лазер» по указанному телефону.
Особенности лазерной резки листовой стали

Представлено описание автоматизированного лазерного комплекса с квантовым генератором мощностью 8 кВт, качество пучка которого не хуже, чем у одномодового лазера. Показана возможность использования такого комплекса в заготовительном производстве для резки листовых углеродистых и нержавеющих сталей. Контроль качества материала заготовок показал, что его свойства соответствуют стандартам.
Ключевые слова: технологические газовые лазеры, самофильтрующие резонаторы, газолазерная резка листового металла, технологические параметры, структура и свойства заготовок
Введение
Среди лазерных технологий, используемых в настоящее время в машиностроительных отраслях промышленности, наиболее широкое распространение получила газолазерная резка металлических и неметаллических материалов [1–3]. Особенно эффективным оказалось применение лазерной резки в заготовительном производстве [1]. Широкий диапазон толщин и марок разрезаемых материалов, практически любые параметры вырезаемых деталей позволяют изготавливать детали различных типоразмеров и геометрической сложности.
Основные преимущества лазерной резки следующие:
- повышение качества обработки за счет минимальных зон термического влияния, снижения тепловых деформаций, отсутствия силового воздействия инструмента на деталь;
- повышение скорости обработки (в несколько раз по сравнению с традиционными методами механообработки);
- сокращение в несколько раз затрат времени на подготовку производства при освоении выпуска новой продукции;
- увеличение коэффициента использования материала за счет внедрения системы оптимального раскроя;
- высокое качество реза конструкционных сталей, позволяющее во многих случаях производить сварку встык без предварительной механической обработки;
- отсутствие смещения кромок реза;
- возможность изготовления деталей с углублениями в виде острых углов, переходов без радиусов, тонких перемычек (толщиной менее 1–2 мм), а также получения отверстий малого диаметра (в отличие от высечки круглым универсальным инструментом).
С помощью технологии лазерной резки можно производить раскрой листового материала по сложному контуру с точностью от 100 до нескольких микрометров.
Современные лазерные раскройные комплексы позволяют выполнять раскрой тонколистовых материалов со скоростью до 120 м/мин с погрешностью не более 100 мкм. Для максимального увеличения толщины разрезаемых листов и скорости резки необходимо повышать мощность излучения лазера, поэтому в последние годы осуществляется промышленное освоение технологии лазерной резки на уровне мощности 5 ÷ 6 кВт.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Основные характеристики технологического лазера — его мощность и качество пучка. Как известно, требования высокой мощности и высокого качества пучка являются противоречивыми [4]. В большинстве промышленных лазеров применяются устойчивые резонаторы, поэтому в них при увеличении мощности излучения возбуждаются моды высших порядков, что приводит к ухудшению качества пучка. Для разрешения данного противоречия в [5] предложено применить в технологическом СО2-лазере самофильтрующий резонатор (SFUR). При использовании такого резонатора авторам работ [6–8] удалось получить мощность излучения, большую, чем в лазере с одномодовым (ТЕМ00) резонатором такой же длины, и сохранить качество пучка, соответствующее лазеру с одномодовым резонатором.
В данной работе приводятся результаты разработки технологии лазерной резки с использованием мощного СО2-лазера с самофильтрующим резонатором.
Экспериментальная установка и параметры резки металла.
Для отработки технологии резки использовался автоматизированный лазерный технологический комплекс, созданный в Институте теоретической и прикладной механики СО РАН на основе непрерывного СО2-лазера мощностью до 8 кВт [9–11]. В лазере применен многопроходный самофильтрующий резонатор, позволяющий формировать излучение с расходимостью, близкой к дифракционной при высокой мощности излучения [6–8].
Схема экспериментальной установки приведена на рис. 1. Диаметр пучка на входе в резак можно корректировать с помощью входящего в состав лучепровода зеркального телескопа. Излучение фокусируется с помощью линзы (ZnSe) с фокусным расстоянием 190,5 мм. Измерения распределения в фокусе линзы выполнялись методом вращающегося цилиндра [12]. На рис. 2 показано распределение интенсивности излучения в фокальном пятне пучка, при котором производилась резка (кривая 1). Измерения проводились при


мощности [11]. В ходе экспериментов проводился периодический контроль распределения в фокальном пятне с целью выявления возможных искажений, вносимых фокусирующей линзой или элементами оптического тракта. На рис. 2 представлен также пример искаженного пучка (кривая 2). Такому распределению соответствует худшее качество реза. Эксперименты проводились только с неискаженным пучком.
Лазерный рез формировался совместным воздействием на металл лазерного пучка и струи кислорода. Струя создавалась в коническом сопле с углом сужения 30◦ . Для получения качественного реза в установке предусмотрена возможность изменения диаметра сопла в пределах 0,5 ÷ 3,0 мм, давления газа (до 16 атм) и расположения фокуса линзы относительно плоскости разрезаемого листа. Для резки металла использовался технологический стол, обеспечивающий двухкоординатное программируемое перемещение резака со скоростью до 50 м/мин. Расстояние от среза сопла до плоскости листа устанавливалось и автоматически поддерживалось с помощью емкостного датчика. Диапазон размера зазора в режиме слежения составлял 100 ÷ 2000 мкм.
В качестве экспериментальных материалов использовались углеродистая сталь Ст. 3 и нержавеющая сталь 12Х18Н10Т. Основной задачей исследований являлось установление зависимостей скорости резки, ширины реза и качества поверхности реза от мощности излучения. Выбор этих параметров обусловлен тем, что скорость резки определяет производительность комплекса, ширина реза — потери металла, а состояние поверхности реза — возможность использования деталей или заготовок без дополнительной механической обработки.
На рис. 3 приведены зависимости скорости резки углеродистой стали от мощности используемого излучения и толщины обрабатываемого материала. Измерялись верхняя и нижняя границы скорости. Верхняя граница определена как предельная скорость, при которой начинаются непрорезы и заплавы на листе, что приводит к значительному ухудшению качества нижней кромки разрезаемого материала. Нижняя граница скорости характеризуется возникновением автогенного режима резки и резким ухудшением качества

разрезаемой поверхности. На листе толщиной 1,5 мм нижнюю границу скорости зарегистрировать не удалось. На рис. 3 видно, что верхняя граница скорости резки линейно возрастает с увеличением мощности излучения, в то время как нижняя граница практически не меняется (для конкретной толщины материала). Естественно, что высокоскоростные режимы резки предпочтительнее с точки зрения производительности. Однако при окончательном выборе режима резки нужно учитывать чистоту плоскости реза.
Важным параметром реза является его ширина. Эта величина связана как с мощностью используемого излучения, так и со скоростью резки. На рис. 4 приведены зависимости ширины реза листовой стали Ст. 3 толщиной 5 мм от скорости при различной мощности излучения. Ширина реза уменьшается при увеличении скорости резки и возрастает при повышении мощности излучения (рис. 5). Проведенные измерения позволяют определить значения удельной энергии излучения при различной толщине разрезаемого материала P = W/(V dh). Согласно расчету удельная энергия, необходимая для нагрева до температуры плавления и расплавления единицы объема стали, составляет 12 Дж/мм3 .
Удельная энергия излучения монотонно уменьшается с увеличением толщины разрезаемого материала (рис. 6). Однако измеренное значение P больше расчетного. Можно



предположить, что уменьшение удельной энергии излучения при резке заготовок большой толщины может быть обусловлено более эффективным использованием струи кислорода.
Для иллюстрации изменения геометрии реза в поперечном сечении на рис. 7 приведены фотографии разрезов стали толщиной 5 мм при скорости резки 1,2 м/мин, полученных при различной мощности излучения. На выходе наблюдается некоторое расширение канала резки. Четко прослеживается зависимость формы и ширины реза от мощности используемого излучения. Можно отметить также наличие расширяющихся и сужающихся участков резов и непрямолинейность границ.
Механические свойства и структура образцов после лазерной резки.
Наиболее эффективна газолазерная резка тонколистового металла. Однако необходимо убедиться в том, что резка не оказывает негативного влияния на свойства обрабатываемого материала. Для проверки были изготовлены две партии листовых образцов после лазерной резки в среде кислорода. Первая партия: материал — сталь Ст. 3, толщина листа 1,5 мм; вторая партия: материал — сталь 12Х18Н10Т, толщина листа 1,0 мм. Исследовались образцы прямоугольной формы с размерами 100 × 10 мм. Образцы испытывались на растяжение на универсальной разрывной машине Instron-1185 при скорости деформирования 5 · 10−4 с −1 (скорость движения подвижного захвата 1 мм/мин). Температура испытания комнатная.
Установлено, что образцам из нержавеющей и углеродистой стали в выбранных условиях соответствуют деформационные кривые без особенностей типа “зуб” и “площадки текучести”, поэтому определялся условный, а не физический предел текучести [13].
Результаты механических испытаний образцов после лазерной резки приведены в табл. 1, 2. Временное сопротивление и относительное удлинение при разрыве стали Ст. 3 (табл. 1) удовлетворяют требованиям ГОСТ 16523-70: σв = 370 ÷ 480 МПа, δ > 22 % [14]. Условный предел текучести для листовой стали Ст. 3 не регламентируется. Однако согласно [15] он не должен быть ниже 205 МПа. Механические свойства образцов из стали 12Х18Н10Т (табл. 2) существенно превышают требования ГОСТ 5582-75: σ0,2 > 205 МПа, σв > 530 МПа, δ > 40 % [14]. Для одного образца из стали Ст. 3 значение σ0,2 составляло менее 205 МПа, что могло быть обусловлено неблагоприятной микроструктурой материала, сформировавшейся после газолазерной резки.
Исследования микроструктуры проводились на поперечных шлифах. Способ изготовления шлифов традиционный: механическая шлифовка, механическая полировка алмазной пастой АСМ 10/71 НВЛ и химическое травление. Шлифы анализировались на микроскопе

Neophot-21. Образцы из стали Ст. 3 протравливались в 4 %-м спиртовом растворе HNO3, а образцы из стали 12Х18Н10Т — в “царской водке” (75 % HCl + 25 % HNO3).
Рекомендуем статьи по металлообработке
На рис. 8 видно, что структура образцов из стали Ст. 3 является феррито-перлитной. Зерна феррита и колонии перлита имеют полиэдрическое строение. Зона термического влияния травится сильнее и четко видна на микрофотографии. Результаты анализа структурных характеристик материала, представленных в табл. 3, позволяют сделать следующий вывод: в зоне термического влияния происходит существенное измельчение зерен, что, по-видимому, обусловливает повышение микротвердости почти в два раза.
Типичная структура образцов из стали 12Х18Н10Т представлена на рис. 9. Здесь также имеется зона термического влияния, но ее поперечный размер меньше, чем в образцах из стали Ст. 3 (примерно 75 мкм и 90 мкм соответственно). Измельчение зерна в зоне термического влияния меньше, чем в образцах из стали Ст. 3. Отметим также, что размер зерна основного металла в образцах из стали 12Х18Н10Т составлял приблизительно 5 мкм и был значительно меньше размера ферритного зерна в образцах из стали Ст. 3 (примерно 17 мкм).
Результаты микроструктурных исследований позволяют предположить, что на механические свойства образцов из стали Ст. 3 могло оказать воздействие наличие зоны термического влияния. Для проверки этого предположения у части образцов зона термического влияния удалялась фрезерованием (по 200 мкм с каждой длинной стороны). Затем на таких образцах определялись механические характеристики (см. табл. 1). Удаление зоны термического влияния практически не оказало воздействия на прочностные свойства стали Ст. 3. Можно лишь отметить увеличение пластичности приблизительно на 20 %. Некоторое уменьшение пластичности после лазерной резки, очевидно, обусловлено повышенной микротвердостью этой зоны (см. табл. 3). Однако в обоих состояниях осредненные механические характеристики удовлетворяют требованиям ГОСТ 16523-70. Наличие


образцов с достаточно низким условным пределом текучести обусловлено особенностью свойств исходного материала.
Аналогичная операция с образцами из стали 12Х18Н10Т, как и следовало ожидать, никакого влияния на средние механические свойства материала не оказала (см. табл. 2).
Заключение
Разработанный в Институте теоретической и прикладной механики СО РАН автоматизированный технологический комплекс на основе CO2-лазера мощностью до 8 кВт с самофильтрующим резонатором может быть эффективно использован в заготовительном производстве для раскроя листовых углеродистых и специальных сталей. Такой комплекс позволяет по заданной программе производить вырезку заготовок толщиной до 20 мм со скоростью до 1 м/мин. При этом погрешность размеров заготовок не превышает 100 мкм и обеспечивается качество поверхности реза, при котором не требуется дополнительная механическая обработка. Контрольные исследования механических характеристик и микроструктуры материала заготовок после газолазерной резки показали, что эта операция не ухудшает свойств металла и поэтому не требует корректирующей финишной термической обработки.
Каким газом лучше резать металл на лазерном станке: азот, кислород или воздух?
Лазерная резка металла не обходится без вспомогательного газа. Его подают в зону реза в сжатом виде, для чего используются специальные сопла. При резке металла лазером материал в месте воздействия расплавляется оптическим лучом, а с помощью потока газа удаляются излишки расплава, пары металла. Важно, чтобы сохранялся четкий контур. Помимо этого, вспомогательный газ выполняет еще несколько функций:
- охлаждение краев разреза, благодаря чему отсутствуют тепловые деформации, и это является одним из основных преимущества лазерной резки;
- защита оптики излучателя от расплавленного металла;
- сжатый газ в зародыше гасит возможность образования плазмы, которая может неконтролируемо изменять параметры резки.
Если использовать инертный газ, края разреза отсекаются от воздействия воздуха. Активный газ наоборот, включается в тепловую реакцию и ускоряет процесс резки.
В какой среде режут металл лазером
При лазерном раскрое металла применяется несколько видов газов:
- кислород — активный газ, ускоряет реакцию окисления;
- аргон, гелий, другие вещества из этой группы — они являются инертными газами, не взаимодействуют и препятствуют окислению;
- азот — его можно назвать условно инертным газом, поскольку он вступает в химические реакции, образует соединения, но не участвует в процессе окисления.
- атмосферный воздух.
Каждый вид газов имеет свои преимущества и недостатки. Чистые инертные газы используются редко в силу своей дороговизны. Чаще всего применяют кислород, азот и сжатый воздух. Выбор зависит от параметров обработки, вида металла.
Кислород и азот закачиваются под давлением в газовые баллоны, каждый в свои, хотя существуют и другие способы хранения. Для подачи газа в зону реза достаточно установить на баллон редуктор для регулировки давления, и соединить его шлангом со станком.
Атмосферный воздух подается при помощи компрессора, с помощью которого в магистраль нагнетается нужное давление. Обычно это несколько атмосфер. При использовании сжатого воздуха необходима эффективная система очистки. Примеси масла, частицы воды оседают на защитном стекле лазерной головки, что делает его менее прозрачным. В конечном итоге светопроницаемость стекла быстро снижается, его приходится менять. Помимо стекла загрязняется вся воздушная магистраль.
Воздух используется еще и в пневматических системах, а не только для резки. Как правило, лазерные станки по металлу поставляются со встроенной системой очистки воздуха, предназначенного для пневматики, поэтому дополнительные фильтры не нужны.
Каким газом лучше резать металл, кислородом или азотом
С экономической точки зрения выгоднее кислород. Азот обходится дороже. В технологическом плане все зависит от того, какой металл подлежит раскрою.
Кислород
Эти газ является окислителем, он участвует в экзотермических реакциях и действует как катализатор. С увеличением количества выделяемого тепла ускоряется процесс резки, станок работает эффективнее и быстрее.
Но действие окислителя распространяется и на кромки, а это крайне нежелательно. Если точно рассчитать параметры, этот побочный эффект при обработке черной и низколегированной стали можно нивелировать. При раскрое нержавеющей стали процесс контролировать значительно сложнее.
Под действием высоких температур и избыточной концентрации кислорода металл кромки окисляется, и попросту горит, при этом весьма вероятен прожиг материала. Соответственно, металл теряет свое главное свойство — противостоять коррозии. То есть лазерная резка нержавеющей стали в кислородной среде не позволяет добиться качественного раскроя и превращает материал кромки из нержавейки в ржавейку.
Этот газ считается условно инертным, его содержание в атмосферном воздухе превышает 70%, поэтому получать его легко. В отличие от аргона он соединяется с другими веществами, участвуют в химических реакциях. Инертными его считают, потому что он не является окислителем, горения, и образования плазмы в среде азота не происходит. Этому способствует охлаждение металла в зоне реза и эффективное удаление расплава. С помощью азота разрезают следующие материалы
- нержавеющая сталь;
- высоколегированная сталь;
- никель:
- алюминий.
Азот позволяет обрабатывать и черные металлы, но здесь он сильно уступает по производительности кислороду. Процессом окисления, вызываемым кислородом, можно пренебречь, поскольку нержавеющих свойств изначально не было, и сохранять нечего.
Существуют материалы, которые невозможно качественно разрезать азотом, не говоря уже о кислороде. Один из них — достаточно распространенный в определенных сферах титан. Азоту не хватает инертности, он вступает с титаном в реакцию, и в итоге начинает крошиться, меняет свойства и структуру. В данном случае необходим газ с более выраженными нейтральными свойствами, каким является аргон. Он не взаимодействует ни с какими материалами.
Если использовать сжатый воздух
Лазерная резка металла в среде атмосферного воздуха не обладает преимуществами азотной и кислородной резки. Основное достоинство — экономическая выгода за счет доступного сырья. Достаточно обзавестись компрессором и закачивать бесплатный воздух. Но не все так просто.
Во-первых, скорость резки в воздухе немного выше, чем в азоте, поскольку какое-то количество кислорода в нем содержится. Но она намного уступает производительности в кислородной среде. Удлинившийся по времени процесс увеличивает затраты электроэнергии, а вместе с ней и стоимость обработки.
Во-вторых, воздух нуждается в фильтрации. Пары масла и капли влаги негативно влияют на защитные стекла лазерных излучателей. Это требует регулярной замены фильтров, а иногда и очистки всей магистрали, если она все же засорилась, что связано с дополнительными затратами.
В-третьих, давление воздуха в станке должно составлять 1,6–1,8 МПа. Чтобы получить его после всех систем очистки и фильтрации, на входе компрессор должен накачивать 20 —25 МПа. Такой агрегат стоит серьезных денег. Операционные платежи при использовании воздуха, конечно меньше, чем при использовании газов. Но тут необходимо взвесить, насколько быстро окупятся первоначальные вложения.
Получается, что воздух все же не бесплатен, помимо текущих расходов требует серьезных разовых вложений. В воздушной среде можно резать материалы толщиной не больше 1,5 мм. При раскрое нержавеющей стали кромка желтеет, такое действие оказывает содержащийся в воздухе кислород. Если предполагается работать с разными металлами, лучше использовать газы.
Каким должно быть давление газа при лазерной резке металла
Азот и кислород подаются в рабочую голову от баллона через редуктор. Для корректной работы на кислороде необходимо точно и оперативно регулировать давление, для чего станки Rabbit и Elixmate оборудуются специальным регулятором давления SMC японского производства.
В первой фазе процесса резки лазерный луч должен пробить металл насквозь, для этого необходимо поддерживать давление в диапазоне 0,15 – 0,2 МПа. В дальнейшем поддерживается давление 0,5–0,6 МПа, и этот перепад обеспечивает регулятор давления. Когда нет угрозы разбрызгивания расплавленного металла, и пробивать и резать металл можно при более высоком, но одинаковым давлением газа. Следует помнить, что на регулятор нельзя подавать давление, превышающее 1 МПа. Он или сбросит избыток, или выйдет из строя.
При использовании азота нормальное давление составляет 1,6–1,8 МПа, то есть в 3 раза больше, чем расход кислорода. Этим и обусловлена дешевизна кислородной резки. Но при использовании кислорода необходимо точно настраивать оборудование и параметры процесса. Даже небольшие отклонения приводят к существенному ухудшению качества реза.
В чем хранится газ
Газ поставляется в следующих емкостях:
- баллоны по 40 или 70 л. Это не самый оптимальный вариант, такие баллоны приходится часто менять;
- матрица баллонов — представляет собой 25 единиц, обвязанных шлангами. Такого количества хватает на длительное время, но возникают сложности заправкой и транспортировкой, они занимают много места;
- газификатор — сосуд увеличенной емкости, в котором газ содержится в сжиженном виде. Это наиболее предпочтительный вариант, поскольку такой газ чище и его расход меньше.
Не стоит гнаться за сверхчистым газом, с большим количеством девяток после запятой. Достаточно иметь степень очистки 99,99%.
Специалисты компании ALL-READY обладают большим опытом настройки лазерных станков, оптимизации процесса обработки. Если вы запишетесь на трехдневные курсы, все непонятные термины и параметры перестанут быть загадкой, станут ясны все нюансы работы с лазерным оборудованием для резки металла.
Лазерная резка материалов большой толщины
Лазерная резка толстого металла
Технология лазерной резки подразумевает воздействие на поверхность заготовки направленного луча лазера, который расплавляет металл и вызывает его полное сгорание с образованием ровного края, не требующего дополнительной обработки и шлифовки. Высокое качество резания обусловлено следующими особенностями лазерного потока:
- высокая точность направленности, что позволяет получить деталь с размерами, точно соответствующими требованиям проектной документации;
- монохроматичность, стабильность длины и частоты волны лазерного потока, благодаря которым его можно легко направлять и корректировать с помощью системы оптических линз;
- высокая суммарная мощность излучения, увеличивающая скорость резания без ущерба для уровня его качества.
Однако при нарушении технологии лазерного воздействия и низком качестве сырья существует вероятность появления брака. Кроме того, такой риск возникает при использовании оборудования ненадлежащего качества, в отношении которого нарушаются сроки и требования по проведению сервисного обслуживания. В числе наиболее распространенных дефектов лазерной резки толстого металла:
- Грат (облой) – затвердевшие капли расплавленного металла на кромке изделия, которые появляются при нарушении скорости или других технологических особенностей резки больших толщин. Изменения скоростного режима могут быть вызваны необходимостью защитить некоторые виды сплавов от деформации вследствие интенсивного теплового воздействия. Исправление появившегося дефекта возможно с использованием шлифовального инструмента или дополнительной обработки на специальном оборудовании, что увеличивает длительность производственного цикла и становится причиной повышения себестоимости изделия. Кроме того, существует риск изменения геометрических параметров детали вследствие дополнительной шлифовки, что делает ее непригодной для дальнейшего применения. Поэтому перед запуском деталей в массовое производство необходимо точно рассчитать оптимальную скорость и выполнить настройку оборудования с учетом качественных параметров металлического сплава.
- Неровные края среза. Данный дефект часто вызван нарушениями в конструкции режущего угла станка, из-за чего точное воздействие луча на линию реза становится невозможным. Кроме того, появление неровных краев связано с непрочным креплением листовой детали и ее уменьшенной толщиной относительно номинальных или расчетных данных.
- Появление вихрей и борозд на срезе толстого металла, что связано с физическими особенностями процесса лазерной резки. Обычно появление неровностей вызвано отрывом газового потока и его воздействием на металл вне зоны действия лазерного луча. Избежать появления неровностей позволяет корректировка выходного давления газа из сопла, а также подбор оптимального режима обработки металла с учетом использования как основного, так и вспомогательного газа.
Чтобы резка толстого листового металла была сравнительно быстрой и качественной, необходимо увеличить мощность лазерного излучения. Но даже в этом случае скорость обработки значительно снижается, что приводит к замедлению процесса расплавления и сгорания металла, а также образованию на срезе капель грата и заметных шероховатостей. Кроме того, нередко проблемы возникают при обработке деталей с большим соотношением толщины и ширины резания. Обеспечить высокое силовое воздействие на металл в этом случае не представляется возможным, из-за чего нарушается процесс его полного удаления с линии кроя, и срез получается неаккуратным, требуя дополнительной шлифовки.
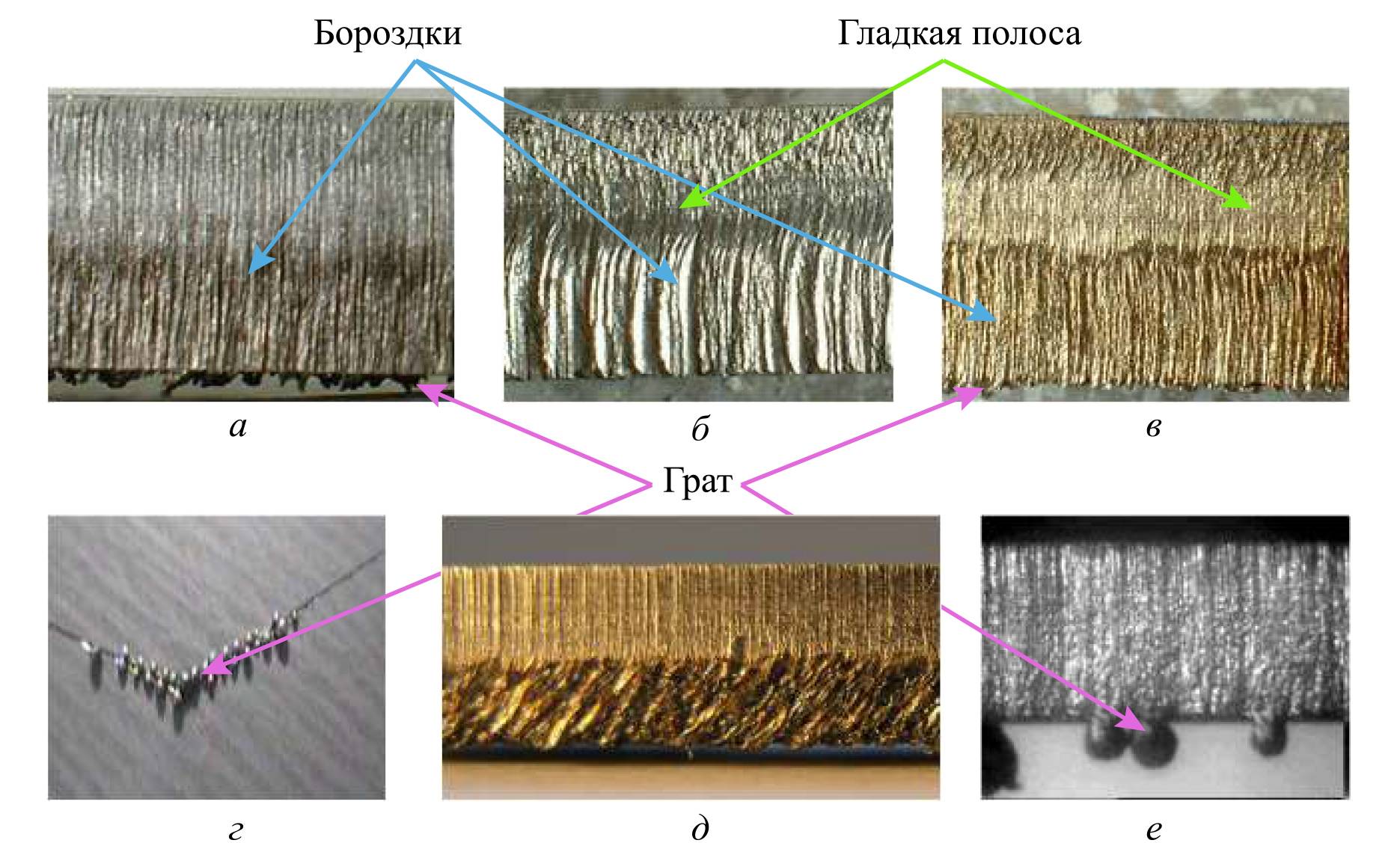
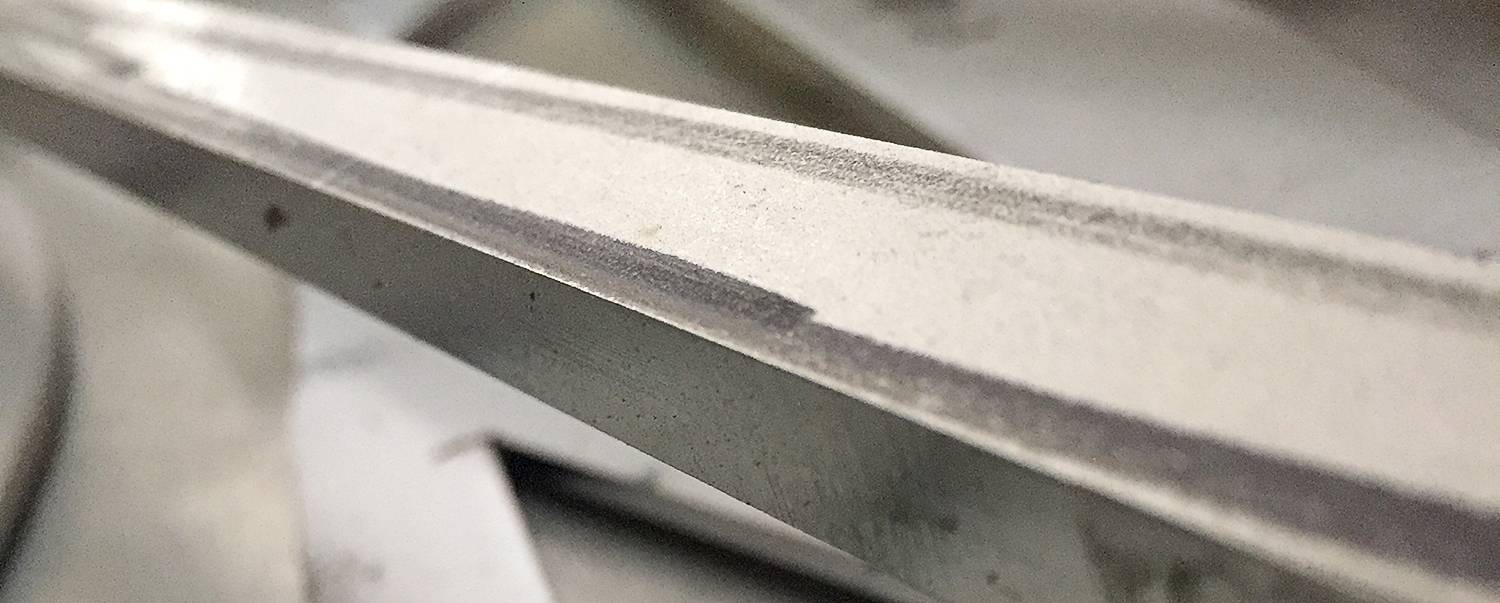
Рис.1 Фотографии дефектов лазерной резки, шероховатость и грат: нержавеющая сталь толщиной 5 мм (а) и 16 мм (б); титан 30 мм (в); электротехническая сталь 0,5 мм (г); нержавеющая сталь 5 мм (д), окисленная в нижней части реза за счет подмешивания воздуха; нержавеющая сталь 1 мм (е)
Особенности резки толстолистовых металлов
Снизить риск появления заметных дефектов позволяет подбор индивидуального режима резки толстых металлов для каждого отдельного вида сплавов.
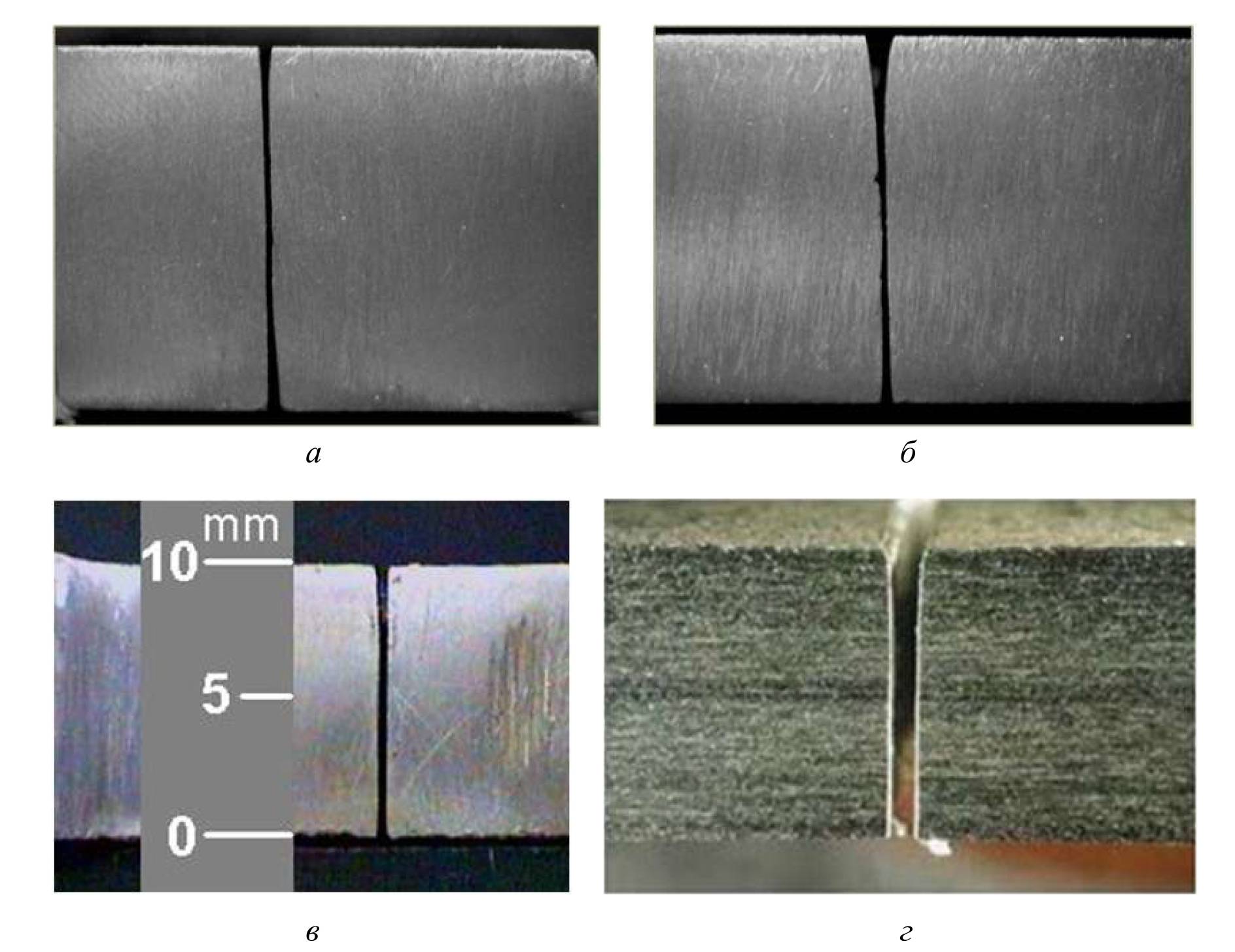
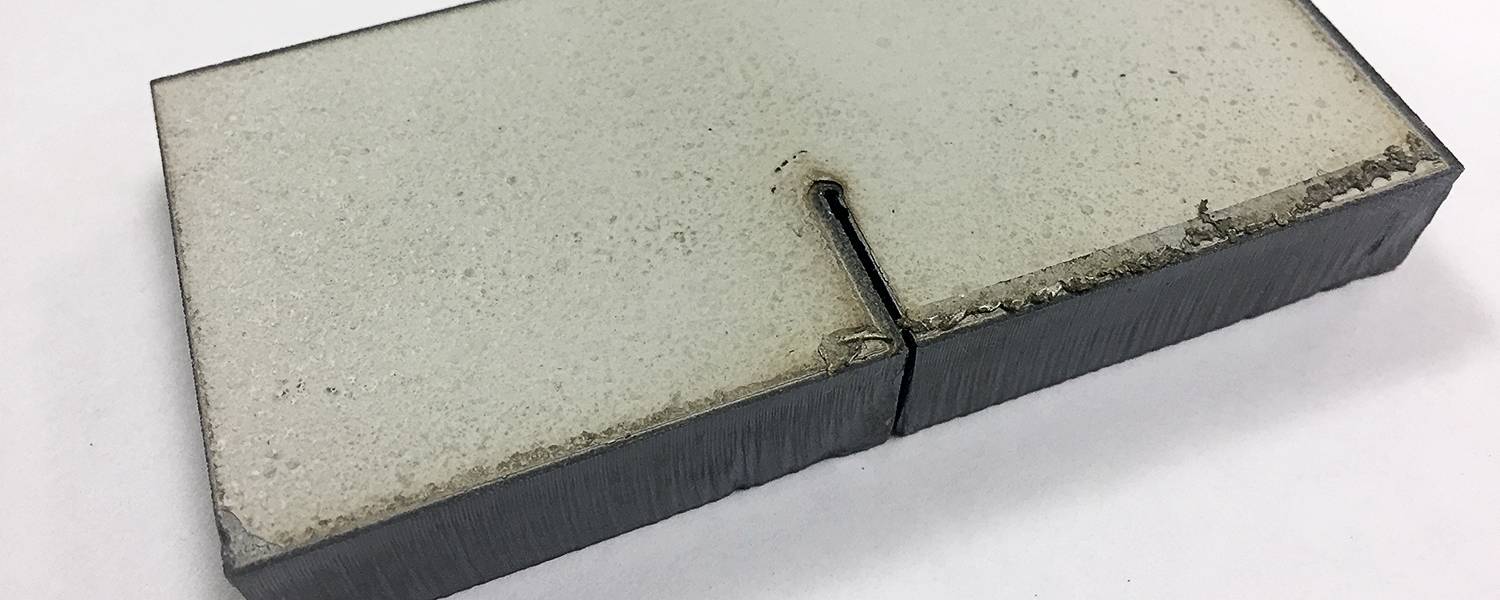
Рис.2 Фотографии формы каналов лазерных резов в поперечных сечениях по отношению к направлению движения лазерного источника: (а, б) — титан, толщина 10 мм, СО2-лазер мощностью 4 кВт, фокусное расстояние 254 мм, ширина канала на половине толщины 330 мкм (а), заглубление фокуса 9 мм, (а) и 19 мм (б), давление 5 атм; (в) — нержавеющая сталь, толщина 10 мм, заглубление фокуса 13 мм; (г) — аустенитная нержавеющая сталь AISI 304, толщиной 6 мм
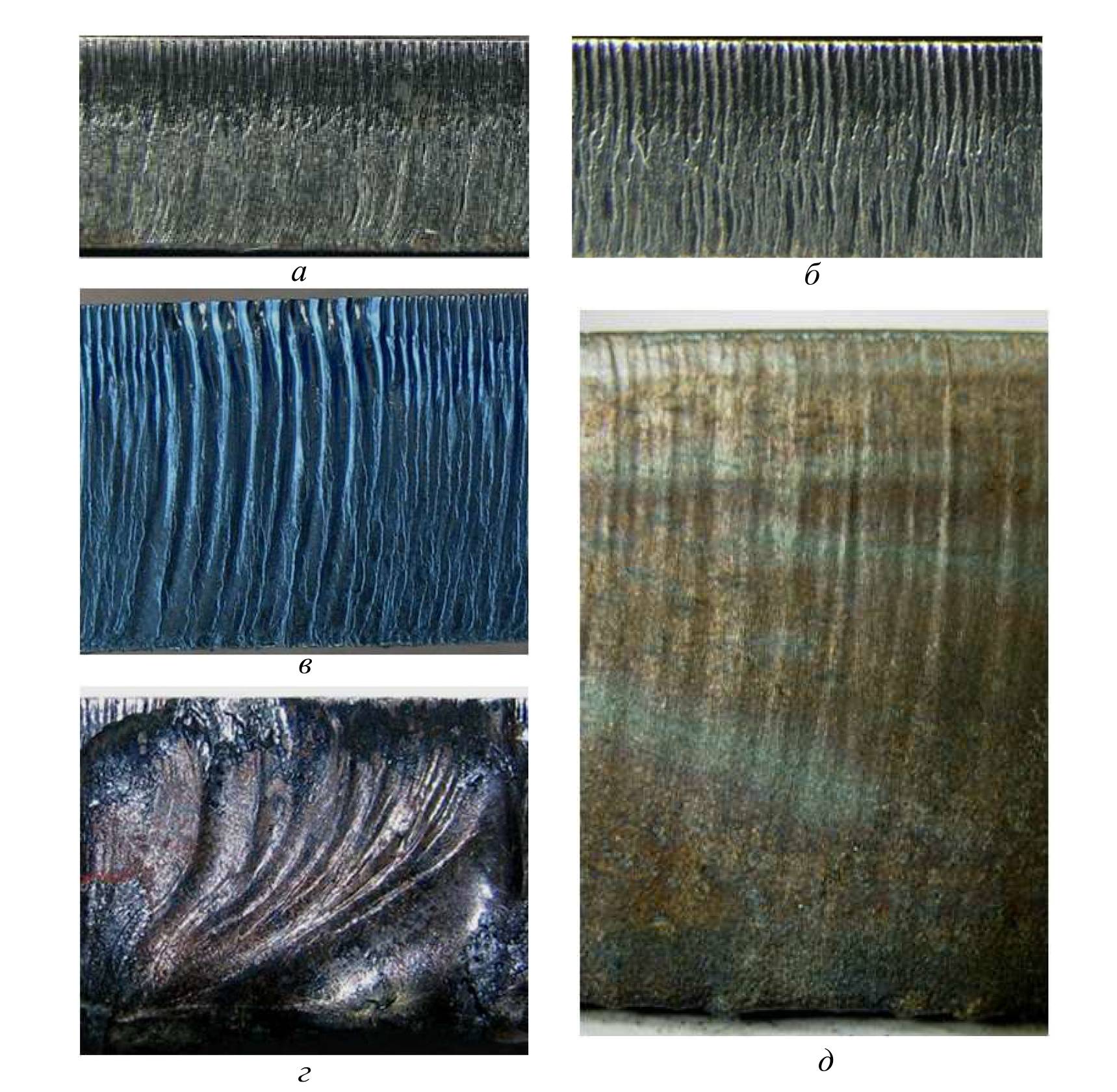
Рис.3 Фотографии рельефа поверхности при различных режимах резки малоуглеродистой стали СО2-лазером мощностью до 5 кВт с использованием традиционной лазерной резки с кислородом (а, б, в, г) и гибридной кислородной резки с поддержкой лазерного излучения (д). Толщина листа L, мм: 5 (а, б); 16 (в, г); 25 (д). Скорость резки Vc, м/мин: 1,6 (а); 1,5 (б); 1,0 (в); 0,6 (г); 0,27 (д). Избыточное давление, атм: 1,0 (а, б); 0,3 (в, г); 6,0 (д)
Легированные стали
Технология лазерной резки легированных сталей выбирается в зависимости от объема содержания в сплаве легирующих элементов. Чем их меньше, тем легче режутся заготовки. Если же количество легирующих элементов относительно велико, вязкость металла повышается, что дает интенсивный процесс окисления металла на срезе с изменением его оттенка и появлением заметных шероховатостей. При резке таких сплавов образуется мартенсит – слой закаленной стали по кромке заготовки, что требует дополнительной корректировки параметров резания.

Нержавеющая сталь
При лазерном раскрое нержавеющих сталей существует высокий риск образования на срезе слоя оксида хрома. Решением проблемы является замена кислорода азотом, который не вступает в реакцию с металлом и исключает процесс его окисления. Однако даже такое технологическое решение не позволяет снизить повышенную вязкость сплава, что вызывает появление дефектов по нижнему краю поверхности.
Алюминий
Лазерная резка алюминия имеет определенные сложности из-за высокой отражательной способности и значительной теплопроводности этого металла. Для него характерно появление множественных микротрещин при длительном интенсивном воздействии, что снижает прочность заготовок и вызывает их преждевременное разрушение. При этом попытка удалить поврежденный слой может стать причиной уменьшения геометрических размеров детали и становится причиной увеличения себестоимости раскроя. Поэтому лазерная резка алюминия применяется преимущественно при изготовлении заготовок и конструкций для нужд «наземного» машиностроения, где незначительные отклонения размеров не имеют принципиального значения.

Титан
Лазерная резка титана предусматривает замену кислорода и азота инертными газами - гелием и аргоном. Они не вступают в реакцию с металлом, что исключает появление на срезе целого ряда дефектов. Аргон считается более предпочтительным благодаря низкой себестоимости, однако его применение может вызвать снижение прочности титанового сплава с последующим снижением уровня прочности всей заготовки. Избежать подобных проблем позволяет использование газовой смеси из аргона и гелия в соотношении 1:1 или 1:4, что повышает качество раскроя и снижает риск порчи детали.
Цены на резку толстого металла на заказ в Москве
Компания ООО «Премьер Лазер» приглашает к сотрудничеству частных специалистов и предприятия, работающие в сфере металлообработки и изготовления металлических деталей и конструкций. Сегодня в перечне услуг цеха – профессиональная плазменная и лазерная резка толстого металла на заказ с гарантией сжатых сроков и высокого качества выполнения. В работе компания использует современные высокоточные станки и фирменное оборудование, исключающее порчу заготовок и обеспечивающее их точное соответствие требованиям чертежной документации. Цены на услугу рассчитываются в индивидуальном порядке и зависят от объема заказа, особенностей сплава и сложности линии кроя. Уточнить условия сотрудничества и уровень цен лазерной резки на заказ можно, позвонив сотрудникам «Премьер Лазер» по указанному телефону.
Читайте также: