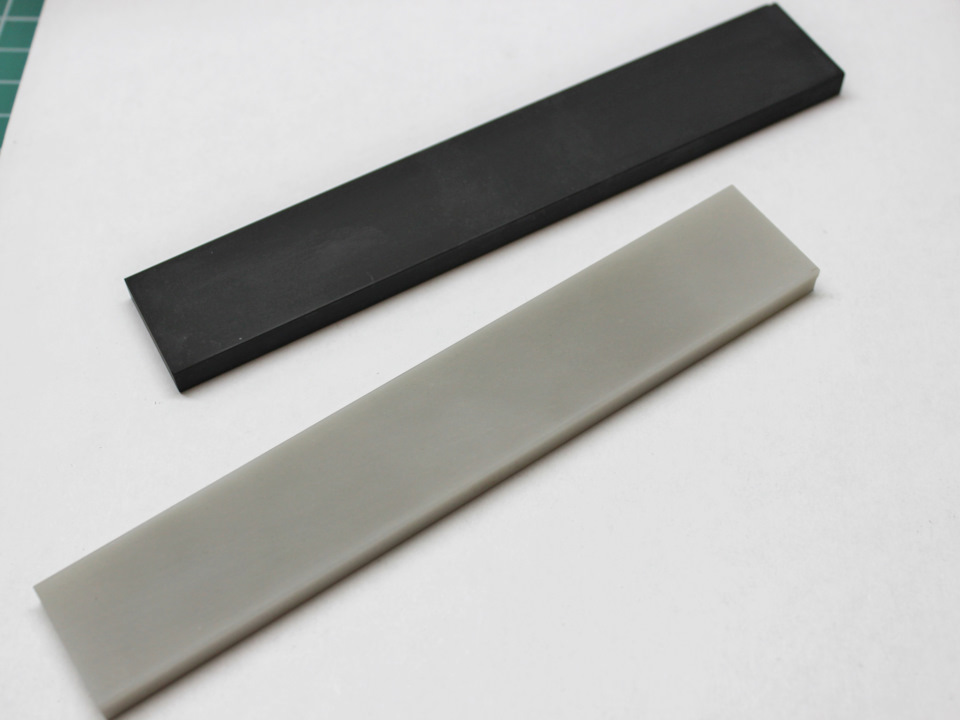
Стальной притир для алмазных брусков
Обновлено: 12.05.2024
А вот и первый вопрос:
Originally posted by SokolovVA:
Полированый керамогранит с диалюксом и алмазным порошком .Как Миловидов на яшме. Мне понравилось.
Да в общем-то также, как и на камнях.
Только процедура подготовки поверхности к работе отличается.
На самом деле,притир предназначен для притирания поверхностей деталей.Иногда это действо совпадает с увеличением остроты оных.Например: притирание сеточки и ножа для мясорубки,опасной бритвы.Именно в подобных ситуациях притир проявляет себя в полной мере.Заточка же ножей на притире возможна,но зачем?Для этого есть более подходящие инструменты.Если уж совсем безвыходная ситуация-есть притир с подходящими абразивными порошками,а брусков нет(даже улыбнулся,представив такое),то шаржированный притир ничем не хуже оселка или камня.И техника заточки на таком притире сродни заточке на камнях.
С уважением,1shiva
Originally posted by Gvozdodёr:
А если притир - стекло? Там ведь некуда шаржироваться? Как точить, если зерна туда-сюда катаются?
на притирах выполняют доводочные операции, а не грубую обдирку и катающееся зерно, если оно правильно подобрано
способствует повышению качеству доводки.
Мне очень понравилось, как работает тонкая алмазные пасты на стекле, если развести её до жидкой консистенции.
Речь идёт о пастах с зерном от 3 микрон и более тонких. Испытывал эту технологию на стамесках. Пасты разводил минеральным маслом.
Дмитрич подобным образом на стекле использовал пасты на основе окиси хрома и добивался очень хороших результатов.
Для стекла другие способы подготовки,например-предварительное матирование на необходимую глубину.Получается нечто среднее между работой на свободном зерне и шаржированном.
Эта техника работы называется на свободном зерне.От шаржированной отличается большим расходом абразива,меньшим гемором при смене гритности абразива.В остальном весьма схожа.
С уважением,1shiva
Хотелось бы услышать что-нибудь за, собственно, технику. Есть чугун, плита 100 инчей. Работаю по наитию наиболее эффективно/щадящим методом. А может, есть тупо правильный? Литература отмалчивается общими фразами и местами.
Дайте же конкретики, коли уж завели тему.
Будем очень благода.
всё что касается направления и характера движений при доводке на притирах ничем не отличаетя от техники доводки на камнях.
Что касается давления, то оно подбирается индивидуально в каждом случае.
Что касается абразивной гигиены, то чем прочнее зерно и тверже притир и чем лучше он способен удерживать зерно, тем она важнее.
Например для чугуна с алмазами это чрезвычайно важно.
Остальное сводится к выбору способа нанесения абразива на поверхность притира и собственно шаржированию, если оно потребно.
Как укатать зерно в поверхность притира твердым стальным роликом с гладкой полированной поверхностью я думаю любой тут сможет сообразить.
За неимением стального можно взять какой-нибудь другой твердый --- керамика, агат, белоречит, арканзас. и т.п.
Мне очень понравилось, как работает тонкая алмазные пасты на стекле, если развести её до жидкой консистенции.
Речь идёт о пастах с зерном от 3 микрон и более тонких. Испытывал эту технологию на стамесках. Пасты разводил минеральным маслом.
Николай, во многих темах и много раз Вы и другие участники объясняете, почему алмазы негативно влияют на стойкость режущей кромки, что они подходят для обдирки, но не для доводки. И в то же время упоминается работа с тонкими алмазными пастами. То есть тонкие алмазные пасты не обладают негативными свойствами алмазных брусков?
Николай, во многих темах и много раз Вы и другие участники объясняете, почему алмазы негативно влияют на стойкость режущей кромки, что они подходят для обдирки, но не для доводки. И в то же время упоминается работа с тонкими алмазными пастами. То есть тонкие алмазные пасты не обладают негативными свойствами алмазных брусков?
попробуйте заточить описанным способом стамеску, затем сравните стойкость полученной кромки с тем,
что даёт заточка привычным способом. Дальше сами поймёте.
Если захотите двигаться дальше, то попробуйте повторить эксперимент используя понкие микрошлифпорошки электрокорунда на стекле,
затем возьмите порошок окиси хрома .
Не забудьте поделиться своими наблюдениями в ходе этих экспериментов.
Мне понравился в целом результат на разведённых тонких алмазных пастах, единственно всегда было сложно подобрать консистенцию - частенько валил геометрию. А механизм воздействия при такой работе совсем иной, нежели на брусках.
Надо будет поподробнее потренироваться в этом деле.
Originally posted by oldTor:
Мне понравился в целом результат на разведённых тонких алмазных пастах, единственно было сложно подобрать консистенцию - частенько валил геометрию. А механизм воздействия при такой работе совсем иной, нежели на брусках.
угу, надо подбирать концентрацию зёрен в суспензии
и консистенцию ( вязкость ) жидкой основы этой суспензии ( добавляя стеарин, либо наоборот разбавляя керосином или уайт-спиритом для разжижения ).
Для регулирования вязкости жидкой водной основы можно использовать спирт и глицерин.
Это своего рода искусство, но вполне постижимое по мере практики.
Когда прислушиваешься к шороху,
характеру хода фаски по поверхности притира и присматриваешься к бликам становится понятным куда дальше двигаться,
когда надо чуть разбавить, а когда чуть сгустить.
Я теперь хорошо понимаю, почему Дмитрич сам готовил суспензии для притиров.
Раньше выравнивание камней многим казалось какой-то загадочной мистической практикой доступной только избранным
и просвещенным из числа потомственных мастеров из далёкой Японии.
Сейчас все уже знают и умеют это делать. Это воспринимается как простая рутинная операция в которой нет ничего особо сложного.
А некоторые даже посмеиваются над тем, что было раньше.
Возможно через некоторое время аналогичное произойдёт и с техникой работы на притирах --- люди сначала перестанут
её бояться как чего-то непостижимого и чрезвычайно сложного. А потом станут удивляться тому,
что раньше боялись попробовать такую простую вещь.
попробуйте заточить описанным способом стамеску, затем сравните стойкость полученной кромки с тем,
что даёт заточка привычным способом. Дальше сами поймёте.
Если захотите двигаться дальше, то попробуйте повторить эксперимент используя понкие микрошлифпорошки электрокорунда на стекле,
затем возьмите порошок окиси хрома .
Не забудьте поделиться своими наблюдениями в ходе этих экспериментов.
У меня заточка столярных инструментов пока не предвидится. Мне бы сейчас нормально научиться ножи точить.
В данном случае мне механизм действия интересен, поскольку пытаюсь изучать заточку с точки зрения происходящих при заточке процессов. Вроде все теоретически понятно в объяснениях негативного воздействия алмазов на РК, да и в микроскоп следы работы алмазов выглядят страшновато, поэтому тезис о негативном воздействии алмазов (в большинстве случаев) уже воспринимаю как факт. Да и про хорошие результаты применения природных камней на столярных инструментах (как и на ножах) в разделе написано достаточно.
И поэтому меня удивляет, Вы же и Ярослав говорите о положительном опыте применения алмазных паст. Вот и стало интересно, чем отличается механизм воздействия пасты от брусков. Возможно, дело в том, что свободное зерно воздействует мягче, не режет металл так жестко и бескомпромиссно как зерна в бруске? Хочется понять для себя, какие процессы происходят
Мне не хватает образования катастрофически, чтобы говорить на эти темы понятным языком - это лучше предоставить более образованным людям, но пару слов скажу.
Во-первых, в брусках зерно помимо того, что оно закреплено, оно ещё и неравномерно "по вершинкам", а разброс зерна этот момент ещё и усугубляет, даже притирка брусков со столь твёрдым зерном, как алмазное, не спасает от этой проблемы. Во-вторых, на притире можно использовать различные ПАВ, а недооценивать их влияние на процесс не стОит - оно может быть решающим для результата. Есть возможность регулировать и степень "подзакрепления" зерна на поверхности притира, о чём писал Игорь: "предварительное матирование на необходимую глубину.Получается нечто среднее между работой на свободном зерне и шаржированном."
Надо ещё учесть тот момент, насколько много дополнительных факторов появляется, когда мы говорим о подобном применении именно тонких фракций, вплоть до субмикронных - их воздействие сильно отличается от более грубых.
В этом плане весьма полезно Ящерицына перечитать.
Выравнивание камней
Карбид кремния представляет собой химическое соединение с ярко выраженными абразивными свойствами. Порошок карбида кремния используется для выравнивания точильных камней на стекле. Карбид кремния продается во флаконах в фасовке по 100 г. Перед добавлением в корзину выберите ту зернистость, которая вам нужна. Карбид кремния продается во флаконах в фасовке по 100 г.

| Тип: | Абразивный порошок |
| Материал: | Карбид кремния |
| Фасовка: | Пластиковая банка |
| Страна происхождения: | Россия |
| Наличие: | На складе |
Оксид алюминия представляет собой химическое соединение с ярко выраженными абразивными свойствами. Оксид алюминия продается во флаконах в фасовке по 100 г.

| Тип: | Абразивный порошок |
| Материал: | Оксид алюминия |
| Фасовка: | Пластиковая банка |
| Страна происхождения: | Россия |
| Наличие: | На складе |
Стекло предназначено для выравнивания и доводки брусков на порошке карбида кремния. Стекло доступно в двух размерах: 20 x 20 см толщиной 4 мм 30 x 30 см толщиной 6 мм Стекло 20 x 20 идеально подходит для маленьких брусков, в том числе формата Edge Pro. Стекло 30 x 30 см ориентировано на полноразмерные камни.
| Тип: | Аксессуар |
| Материал: | Стекло |
| Размер рабочей поверхности: | 20 x 20 см 30 x 30 см |
| Страна происхождения: | Россия |
| Наличие: | На складе |

Лекальная линейка предназначена для проверки плоскостности абразивных брусков методом световой щели (на просвет). Линейка имеет двусторонний скос в форме ножа. В отличие от обычных гибких металлических линеек, лекальная линейка дает гарантированно точный результат.
Линейка изготовлена из нержавеющей стали и оснащена теплоизоляционной накладкой. Линейка имеет точности 0, оптимальный для проверки камней.
Линейку следует оберегать от ударов. Рабочая кромка линейки - очень узкая, поэтому неосторожный удар может привести к замину, что осложнит эксплуатацию. Линейка продается в деревянном боксе для хранения.
Продолжаю тему заточки

Всем привет!
В личном блоге можно о разном, я же продолжу тему заточки.
О станке рассказывать нечего, вопросов к нему не возникает, а вот тема абразивов оказалась гораздо глубже и шире, чем я представлял себе на первый взгляд. Абразивы постепенно пополняются новыми, экспериментируем потихоньку, поделюсь, чем пользуюсь сейчас.

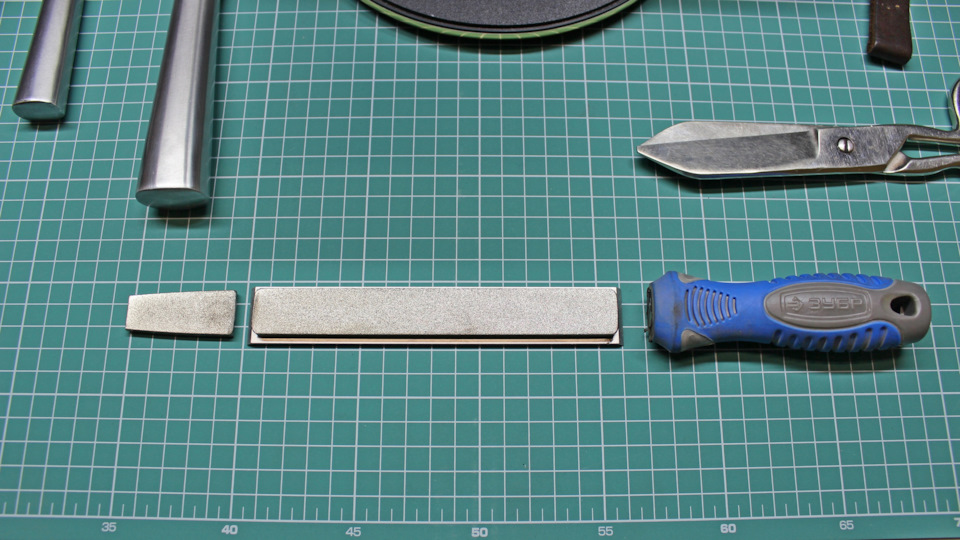
Алмазный напильник "Зубр". Иногда нужно снять ну очень много металла, нужен злой вариант и лучшее, что для этой цели я нашёл — полотно алмазного напильника, обрезал по форме, наклеил на бланк — работает как бешенный по всем сталям.
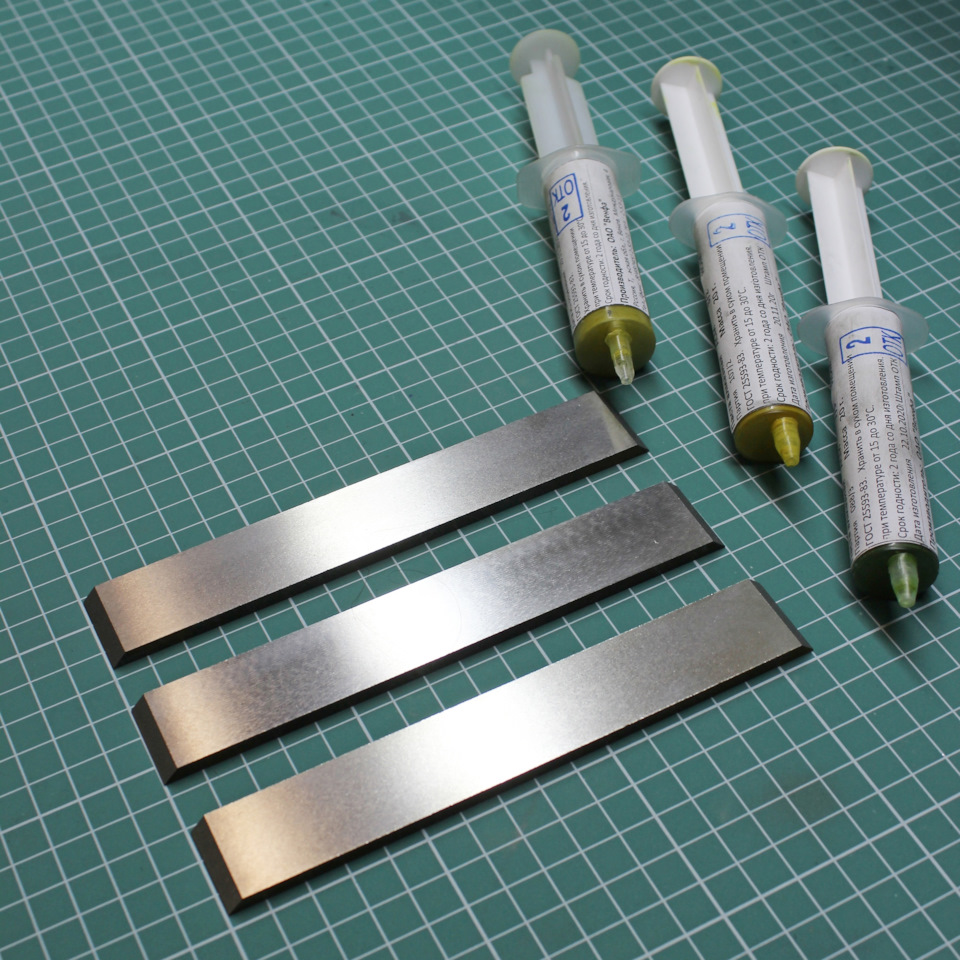
Алмазные бруски на органической связке. У меня уже были бруски венёвского завода, обычные, на бакелитовой связке, к крупным и средним зернистостям от 200/160 до 20/14 вопросов нет — работают как надо. С тонкими же есть вопросы: работают чуть грубее, чем ожидаешь. Попробовал притереть на стальной плите с алмазными же пастами одноимённой зернистости.


Результат под микроскопом таков:
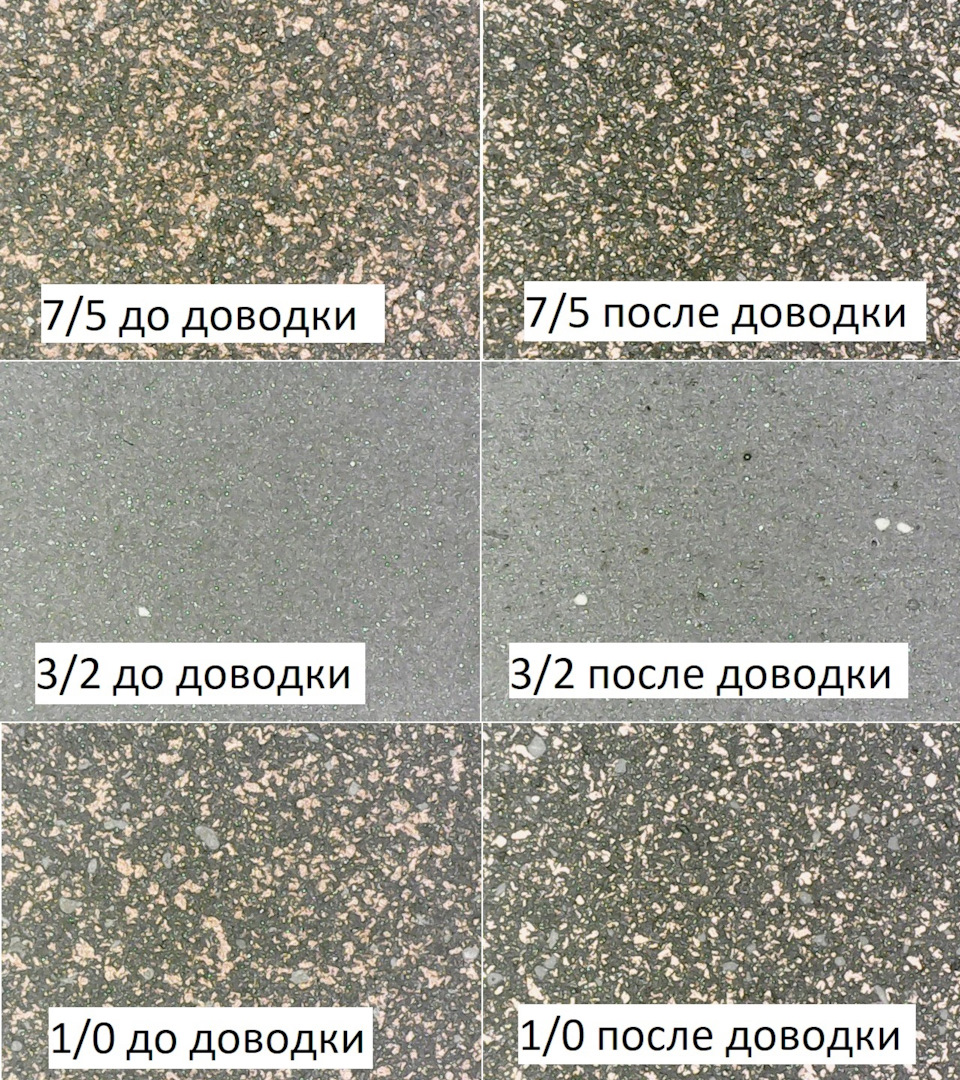
Венёвские алмазы 7/5, 3/2 и 1/0 были доведены алмазными же пастами на стальном закалённом притире. Поверхность стала зеркальной.
При детальном рассмотрении поверхности абразивов (пятидесятикратное увеличение) на тех камнях, в связке которых присутствует медь, стало меньше медных клякс. Сгустки самих алмазов спилились заподлицо с поверхностью, структура стала более упорядоченной. На 3/2, в связке которого нет меди, под микроскопом почти ничего не изменилось, кроме то ли выдернутых, то ли наоборот глубоко вшаржированных элементов. Работать все три венёвца стали гораздо мягче, чище, но и медленней, кроме 1/0, он хоть и стал чище, чем был, но работает грубее, чем 3/2, поиски суперфинишного абразива продолжились.
Следующими попробовал венёвские же бруски, но на связке OSB.
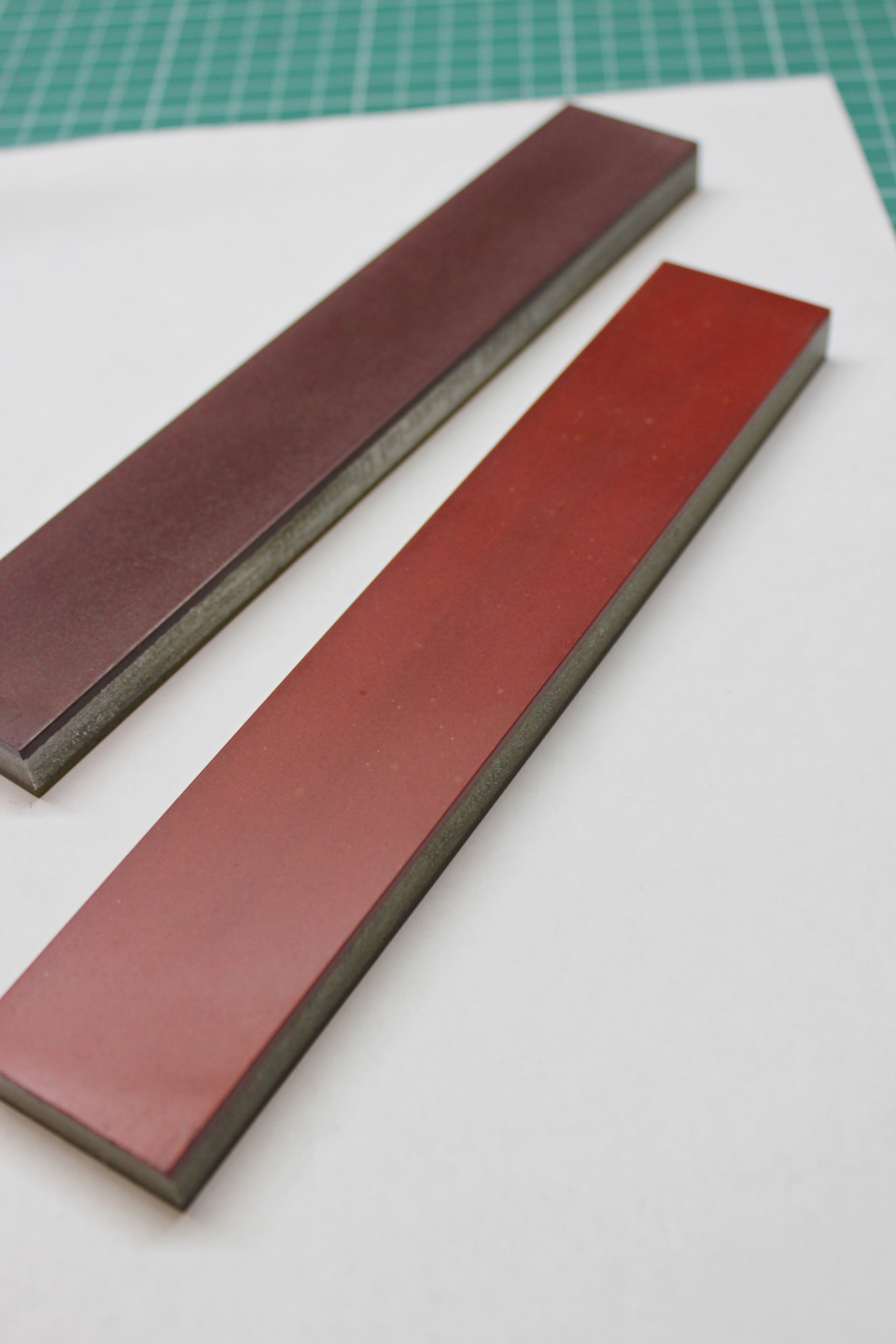
Сразу же выровнял и довёл до глянца. Выравнивал как обычно на стекле, но порошок карбида кремния уже не обязателен, хорошо доводятся на собственной суспензии подобно японским водникам. Доводил пастами на всё том же притире.
Венёвцы на OSB работают заметно чище и чуточку быстрее обычных, но проблема 1/0 так и не решилась, по-прежнему 1/0 грубее, чем 3/2.
Подытожив, скажу, что алмазы хороши по хоть сколько-то твёрдым сталям, хотя бы от 58 HRC, на мягких работают медленно, для мягких по-прежнему пользуюсь boride T2.
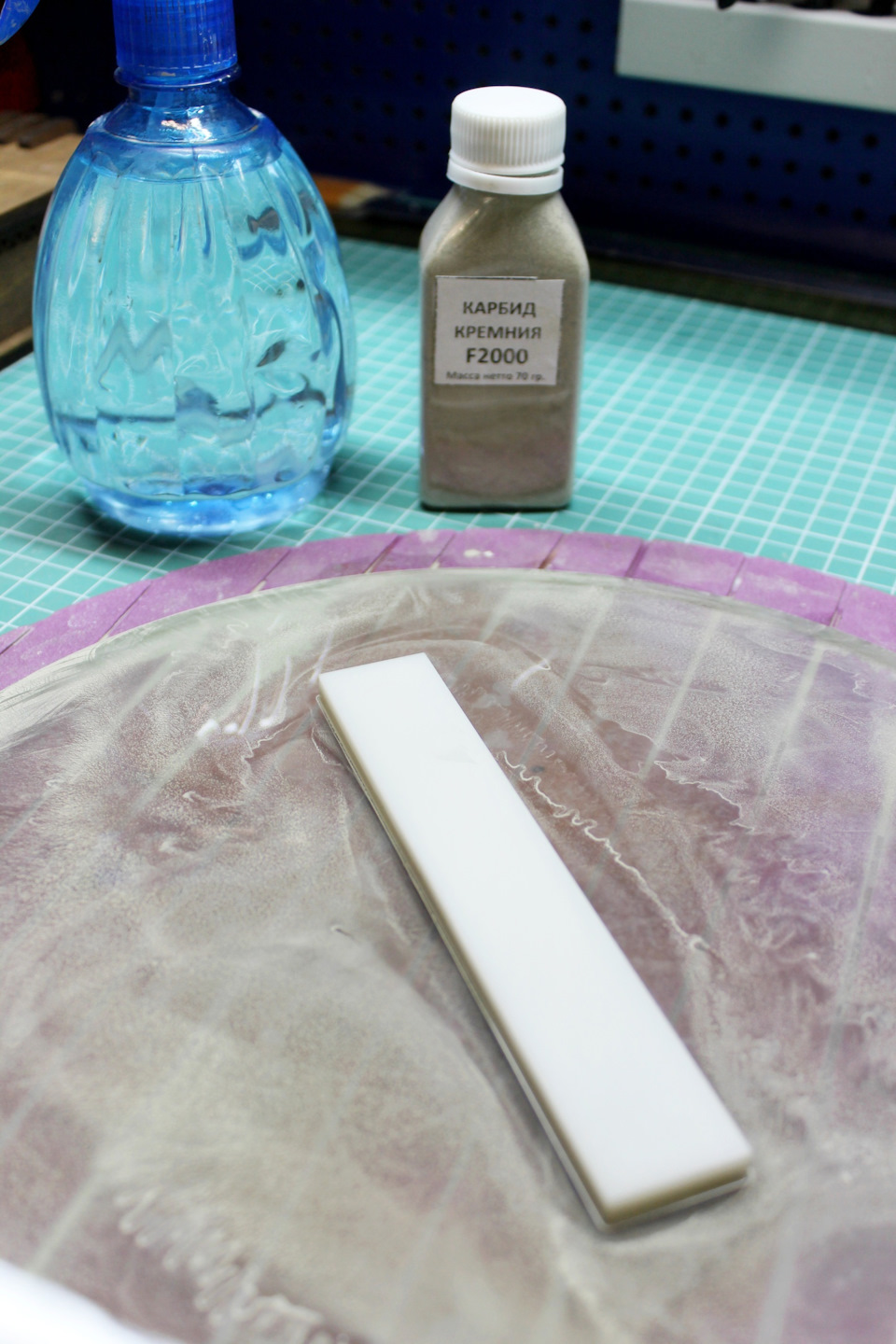
Арканзасы.
Давно хотел попробовать эти легендарные камушки. Обзавёлся арканзасами black и translicent.
Выровнял порошком 2000, притёр с пастой luxor 0,5 и 0,3 мкм. результат очень и очень интересный.
Под микроскопом 50х поверхность порошковой стали CPM154 выглядит вот так интересно.
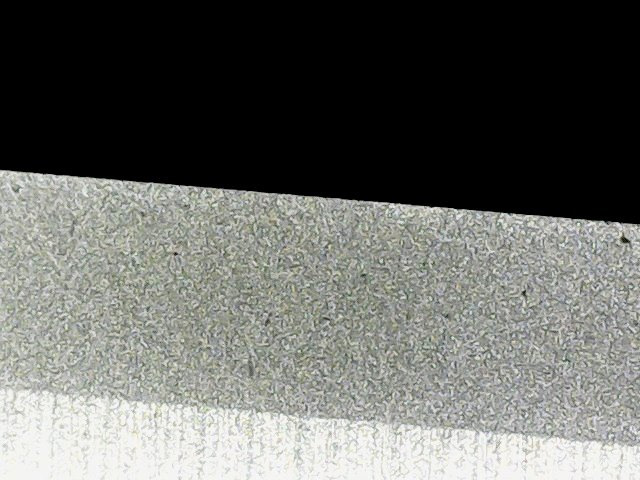
Поверхность после чёрного выглядит матовой, но без рисок, после полупрозрачного — полуглянец и тоже без рисок. Чёрный даёт более злой рез, особенно выручает на мягких сталях. Полупрозрачный даёт более бритвенный рез, особенно хорош на твёрдых сталях.
В целом арканзасы до недавнего времени были и зачастую ещё остаются моими любимыми финишными камнями. Использую их после алмаза 7/5 или после борайда Т2 1200.
В поисках идеального финишного камня попробовал naniwa chosera 10000.

Это просто песня! Подводы блестят чистейшим зеркалом, рез легчайший и бритвенный. Вот только работать таким мелким камнем даже после 3/2 алмаза приходится долго. Иногда работаю после арканзаса, но арканзас тоже не быстрый. Подумываю в помощь наниве 10000 завести 5000, а может ещё и 3000, процесс должен пойти быстрее и комфортнее. Ещё один минус нанивы — приходится работать с водой, что немного дискомфортно, все остальные мои камушки масляные и работать с маслом куда приятнее. Также наниву трудно чистить, ибо я бпривык очищать всё тем же маслом, а на наниву масло нельзя. Одним словом — капризный, дорогой, непростой в работе, но дающий идеальный результат камень.
Чугунные притиры.
Изучая тему шлифовки металла дошёл до чугунных притиров. Информации в сети по этой теме мало, написал на ганзе — толком не ответили. Отправил парочку чугунков Сергею Жирову — он оценил! Ну и я попробовал) Результат удивительный! Работают быстро, рез просто сумасшедший! Но глянца такого, какой даёт нанива — нет.
Узкие борайды

Для заточки вогнутых лезвий удобнее применять узкие камушки, обзавёлся небольшим сетом борайдов Т2. Так как пока что все "крюки" (керамбиты), что мне встречались не могут похвастаться какой-то особенно хорошей сталью, то борайдов более чем достаточно. В целом для дешёвой нержавейки я редко ухожу дальше boride T2 1200.
Не считая единственного у меня водного камушка, все прочие работают с маслом. Больше всего понравились Lansky, масло от техностудии "профиль". Меньше всего нравится просто олеиновая кислота — липкая и вонючая. Неплохо получается с оливковым маслом extra virgin, но оно быстрее пересыхает, чем тот же лански. Пробовал вазелиновое масло и Johnson's Baby — вроде приятно, но что-то не то, чуть труднее отмывается, зато рукам комфортно. Продолжаю экспериментировать.
Смазка для складных ножей. Перепробовав моторные, трансмиссионные масла, жидкости ATF, веретёнку и многое другое сдался и приобрёл специальное масло BENCHMADE Bluelube — не пожалел ни капельки! Оно и жидкое и пыль не притягивает и не вытекает.
Все товары ВеАл
Веневская алмазная паста - эффективный способ отполировать лезвие вашего ножа до зеркального блеска. Небольшое количество алмазной пасты нужно нанести на кожаную поверхность доски для правки ножей или кожаный бланк для точилки Edge Pro Apex. Аккуратно отполировав лезвие, вы сможете добиться ранее невиданного результата.

| Бренд: | ВеАл |
| Тип: | Компаунд |
| Материал: | Синтетические алмазы |
| Фасовка: | Пластиковая банка |
| Упаковка: | Без упаковки |
| Вес нетто: | 50 г |
| Страна происхождения: | Россия |
| Наличие: | На складе |
Веневская алмазная паста - эффективный способ отполировать лезвие вашего ножа до зеркального блеска. Небольшое количество алмазной пасты (2-3 капли) нужно выдавить из шприца на кожаную поверхность доски для правки ножей или кожаный бланк для точилки Edge Pro Apex. Паста расфасована в шприцы по 20 г, содержание алмазов - 2 карата (концентрация НОМ).

| Бренд: | ВеАл |
| Тип: | Компаунд |
| Материал: | Синтетические алмазы |
| Фасовка: | Шприц |
| Упаковка: | Пластиковый пакет |
| Вес нетто: | 20 г |
| Страна происхождения: | Россия |
| Наличие: | На складе |

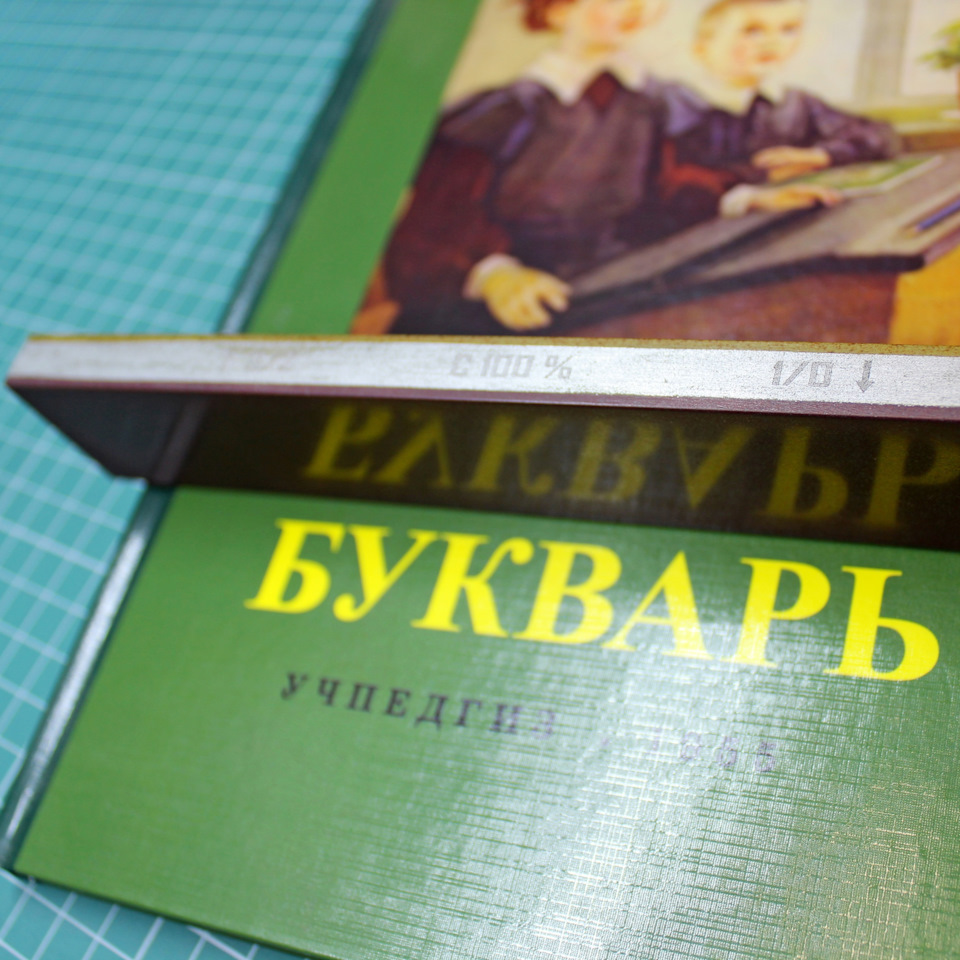
Алмазный брусок для Edge Pro от Веневского завода алмазных инструментов предназначен для заточки ножей на точилке Edge Pro Apex (и аналогах). Алмазный брусок - односторонний, с алмазным слоем толщиной 3 мм. Брусок приклеен к алюминиевому бланку формата Edge Pro, на котором промаркирована значением зернистости по шкале ГОСТ и концентрации.

| Бренд: | ВеАл |
| Тип: | Брусок |
| Разновидность: | Edge Pro |
| Область применения: | Стандартная |
| Материал: | Синтетические алмазы |
| Применяемая СОЖ: | Вода |
| Связка: | Бакелитовая |
| Размер рабочей поверхности: | 15 x 2,5 см |
| Упаковка: | Блистер |
| Страна происхождения: | Россия |
| Наличие: | На складе |

Карманный алмазный брусок от Веневского завода алмазных инструментов предназначен для двухэтапной заточки ножей. Алмазный брусок - двусторонний. Две стороны имеют разную зернистость, это делает брусок более универсальным. Стороны промаркированы значением зернистости по шкале ГОСТ. Перед добавлением к корзину выберите нужную зернистость и концентрацию.

| Бренд: | ВеАл |
| Тип: | Брусок |
| Разновидность: | Карманный брусок Комбинированный |
| Материал: | Синтетические алмазы |
| Применяемая СОЖ: | Вода Водно-мыльный раствор |
| Связка: | Бакелитовая |
| Размер рабочей поверхности: | 10 x 4 см |
| Упаковка: | Без упаковки |
| Страна происхождения: | Россия |
| Наличие: | На складе |
Алмазный брусок для Edge Pro от Веневского завода алмазных инструментов предназначен для заточки ножей на точилке Edge Pro Apex (и аналогах). Алмазный брусок - двусторонний. Две стороны имеют разную зернистость, это делает брусок более универсальным. Стороны промаркированы значением зернистости по шкале ГОСТ. Для использования на точилке Edge Pro закрепите алмазный брусок между зажимами как обычный точильный камень.

| Бренд: | ВеАл |
| Тип: | Брусок |
| Разновидность: | Edge Pro-совместимый Комбинированный |
| Область применения: | Стандартная |
| Материал: | Синтетические алмазы |
| Применяемая СОЖ: | Вода |
| Связка: | Бакелитовая |
| Размер рабочей поверхности: | 15 x 2,5 см |
| Упаковка: | Без упаковки |
| Страна происхождения: | Россия |
| Наличие: | На складе |

Двусторонний алмазный брусок от Веневского завода алмазных инструментов предназначен для ручной заточки инструмента, а также для заточки ножей на точилке Профиль К-03 (и аналогах). Две стороны имеют разную зернистость, это делает брусок более универсальным. Стороны промаркированы значением зернистости по шкале ГОСТ. Для использования на точилке закрепите алмазный брусок между зажимами как обычный точильный камень.

| Бренд: | ВеАл |
| Размер рабочей поверхности: | 20 х 3,5 см |
| Страна происхождения: | Россия |
| Наличие: | На складе |

Алмазный брусок от Веневского завода алмазных инструментов предназначен для ручной заточки ножей. Алмазный брусок - двухсторонний. Две стороны имеют разную зернистость, это делает брусок более универсальным. Стороны промаркированы значением зернистости по шкале ГОСТ.

| Бренд: | ВеАл |
| Тип: | Брусок |
| Разновидность: | Настольный Комбинированный |
| Область применения: | Стандартная |
| Материал: | Синтетические алмазы |
| Применяемая СОЖ: | Вода |
| Связка: | Органическая |
| Размер рабочей поверхности: | 20 x 8,3 см |
| Упаковка: | Без упаковки |
| Страна происхождения: | Россия |
| Наличие: | На складе |


| Бренд: | ВеАл |
| Тип: | Брусок |
| Разновидность: | Настольный Комбинированный |
| Область применения: | Стандартная |
| Материал: | Синтетические алмазы |
| Применяемая СОЖ: | Вода |
| Связка: | Органическая |
| Размер рабочей поверхности: | 20 x 8,3 см |
| Упаковка: | Кожаный чехол |
| Страна происхождения: | Россия |
| Наличие: | На складе |

Хонинговальный алмазный брусок от Веневского завода алмазных инструментов предназначен для заточки ножей с рекурвой или вогнутым лезвием на точилке типа Edge Pro. Алмазный брусок имеет изогнутую поверхность с радиусом 50 мм. Алмазный слой имеет толщину 2 мм.

| Бренд: | ВеАл |
| Тип: | Брусок |
| Разновидность: | Edge Pro-совместимый |
| Область применения: | Для рекурвы |
| Материал: | Синтетические алмазы |
| Применяемая СОЖ: | Вода |
| Связка: | Медно-оловянная |
| Размер рабочей поверхности: | 15 x 1,2 см |
| Упаковка: | Пластиковый пакет |
| Страна происхождения: | Россия |
| Наличие: | На складе |
Веневская алмазная паста - эффективный способ отполировать лезвие вашего ножа до зеркального блеска. Набор алмазных паст состоит из 8 зернистостей в капсулах по 4 г (60/40, 20/14, 10/7, 7/5, 5/3, 3/2, 1/0, 0.5/0). Он позволяет выполнять широкий круг задач от грубой шлифовки до полировки.


Стальной притир (стальная притирочная плита) диаметр 200 мм с канавками Веневского Завода Алмазного Инструмента
Используется для выравнивания и притира заточных брусков из карбида кремния, аксида алюминия или алмазных брусков ВеАл.
При выравнивании брусков используется порошок карбида кремния.
Для притира используется порошок карбида кремния мелкой фракции или алмазные пасты.
Стальной притир для алмазных брусков

Что лучше купить для заточки ножей - алмазные и эльборовые бруски или синтетические и природные камни? Этот вопрос уже много лет вызывает споры, порой яростные, среди заточников отдающих предпочтение тем или иным материалам и методам заточки. Наверно пришло время поговорить об этом и в этом Блоге, поэтому дальше будет только личное субъективное мнение, которое необязательно совпадет с мнением уважаемого читателя.
ЧТО НАДО ЗНАТЬ ОБ АЛМАЗАХ И ЭЛЬБОРАХ
Принято считать, что одним из существенных недостатков синтетического алмазного инструмента является потеря его работоспособности, когда при высокой температуре он вступает в реакцию с железом. Поэтому в рекомендациях по применению алмазного инструмента обычно указываются титановые сплавы, твердые сплавы, высококремнистые алюминиевые сплавы, пластмассы, стеклопастик и т.д. С другой стороны, на практике синтетические алмазы широко применяются для обработки стали, чугуна, цветных металлов и сплавов.
Алмазный инструмент, в своем большинстве, производится на основе двух типов поликристаллических материалов - карбонадо (темный технический алмаз октаэдрической формы) или значительно реже - баллас (светлый технический алмаз сферической формы). В промышленности используют синтетические алмазы карбонадо марок АСП и АСПК, а также марки А, АСБ и АСВ для алмазов типа балас.
Для обработки же материалов на основе железа (сталь, чугун и т.д.) были разработаны материалы на основе нитрида бора, который инертен к железу в отличии от используемого для производства синтетических алмазов графита. Инструмент из кубического нитрида бора часто называют эльбором. Он обладает микротвердостью близкой к алмазу, повышенной теплостойкостью и инертен по отношению к железу и углероду. Кристаллы кубического нитрида бора представлены преимущественно комбинацией тетраэдров или октаэдров как результат двойных тетраэдров. Последних иногда описывают как двойникование тетраэдров или как псевдооктаэдры).
На основе кубического нитрида бора выпускается несколько инструментов, которые в зависимости от используемого композита еще гнсколько десятилетий назад имели такие первоначальные названия как эльбор (композит 01), белбор (композит 02), ПТНБ (поликристалы твердого нитрида бора - композит 09) и гексанит (композит 10). Разные марки композитов используются для сталей твердостью от 40 до 70 HRC, для черновой обработки, тонкого, получистового и чистового точения, фрезерования, ударов и без ударов деталей и т.д. Сейчас применение тех или иных марок эльбора часто диктует рынок - это не только современные производители, но и соотношение цена/качество, торговые связи и т.д. Различие в марках используемых композитов связана с технологией их изготовления и рациональностью в применении.
В теории, в отличии от алмазного, инструмент из кубического нитрида бора требует более ответственного выбора под каждую отдельную операцию. Например. В классической отечественной классификации инструменты из композитов 1 и 2, используют для тонкой и чистовой обработки без ударных нагрузок сталей твердостью 55-70 HRC, чугунов и твердых сплавов. Композит 10 используется для получистовой и чистовой, тонкой обработки сталей до 58 HRC, чугунов и твердых сплавов с возможными ударными нагрузками. Если же обратить внимание на зарубежье - кубический нитрид бора марки CBN 700 хорошо подходит для закаленных инструментальных, нержавеющих сталей и сплавов на основе никеля или кобальта. Тогда как при работает с углеродистыми и легированными сталями лучше подойдет марка CBN 500, которая хорошо себя покажет в т.ч. и на инструментальных сталях и сплавах на основе никеля или кобальта.
Несмотря на различие в используемых композитах, режущий инструмент из нитрида бора в разных странах продается под разными торговыми марками. Так, в Украине это кубонит и эльбор, в России - эльбор, в США - borazon, в Японии и Китае - CBN.
АМАЗНЫЕ И ЭЛЬБОРОВЫЕ БРУСКИ ДЛЯ ЗАТОЧКИ
Однозначно об использовании в ручной заточке алмазного и эльборового инструмента уместно говорить при содержании твердых легирующих элементов (например, ванадия) в составе стали пяти-семи и выше процентов и твердостью клинка 62HRC и выше. Считаю, что алмазы здесь будут уместны и оправданы на всех этапах - от обдирки до финиша. Если, конечно, вас устраивает такой финиш. А устраивает он, чего уж тут скрывать, далеко не всех.
Конечно, в ручной заточке, и алмазы и эльборы будут работать в т.ч. на простых сталях! Эти материалы долго сохраняют свою форму. Бруски из этих сверхтвердых материалов, по сравнению с синтетическими и природными камнями, требуют значительно меньше внимания в своем уходе, подготовке к работе и хранении. Они не такие хрупкие и нет риска их поломки при падении. В работе имеют минимальное засаливание, которое легко убирается. Допускают и работу "на сухо". Алмазные и эльборовые бруски, несмотря на свой довольно ограниченный выбор, вполне доступны - их можно купить без особых хлопот и в большинстве случаев сразу использовать в работе.
К недостаткам я бы отнес острые грани зерен октаэдрической формы, которые легко проникают в металл (особенно в мягких и средних сталях), оставляя грубые и глубокие следы. Эти следы, особенно если они выходят на РК и появились на этапах формирования РК, обдирки и черновой заточки, в дальнейшем могут доставить немало хлопот, заставляя снимать лишний металл. Впрочем, и этого можно избежать если соблюдать динамику переходов с одной зернистости на другую.
В этом месте напомню, что форма зерна алмаза и эльбора очень похожа, но из-за разного своего образования алмазные и эльборовые бруски могут оставлять и разную форму риски на обрабатываемом металле. Могут в теории, т.к. работая и тем и другим инструментом я не заметил существенной разницы, которая стала бы для него критической или могла бы на что-то повлиять. Также обращаю внимание читателя на то, что производительность, глубина оставляемых рисок и чистота обрабатываемой поверхности зависит не только от качества изготовления брусков, но и от степени выработки алмазных и эльборовых зерен - зерна в давно работающих брусках имеют стерные грани и оставляют не такие глубокие следы, как новые бруски или бруски после правки.
На мягких и средних нержавеющих сталях, которые обладают изрядной долей вязкости, при заточке на алмазах и эльборах одну из важных ролей играет качество связки таких брусков - если оно не высокое, то нередко будет наблюдаться выхватывание отдельных алмазных зерен из связки, что может привести к возвращению на несколько шагов назад и переделыванию кажется уже сделанной работы. Плюс, уже без связи с связкой, всегда больший или меньший заусенец, с которым будут хлопоты и при финишной заточке с использованием алмазных брусков (помните?: "Видишь суслика? И я не вижу. А он есть!").
Некоторые заточники указывают на невысокую стоимость алмазных и эльборовых брусков. Но здесь я готов поспорить. Например, минимальный набор полтавских эльборовых брусков формата Апекс, которым мне было бы удобно работать состоит из шести камней зернистостью 3/2, 7/5, 20/14, 63/50, 125/100 и 200/160. При этом бруски будут учитывать концентрацию алмазов (50, 100 и 200% - к сожалению в Украине такого выбора нет), а также связку (медно-оловянная и/или органическая). Учитывая цены эльборовых брусков в Украине стоимость такого набора потянет за 330$.
Если работы по заточке много, то со временем окажется, что по крайней мере обдирочные бруски более-менее регулярно потребуют своего обслуживания (1-2 раза в год) - устоявшееся мнение, что алмазные и эльборовые бруски "вечные" довольно обманчиво, т.к. рабочие зерна их слоев со временем разрушаются, их грани притупляются и сами слои требуют обновления ("взбадривания") когда в работу вступают новые слои с неповрежденными зернами. Их обслуживание обойдется еще плюс разовые 30-40$ на материалы. В эту сумму входят порошки, пасты, плиты для правки и выравнивания. Итого при плотной работе на эльборах, например полтавского пр-ва (Украина), в ближайшие несколько лет надо рассчитывать на бюджет в 350-370$. И это при покупке брусков размеров под Апекс - если же покупать полноразмерные алмазные бруски для заточки руками, то уровень их цен, мягко говоря, будет иной. В этом случае дополнительно потребуется и подставка для таких брусков, чтобы приподнять их над столом на 20-30 мм.
Можно сэкономить! Оставить 2-3 бруска на формирование подводов и обдирку плюс 15-20$ на поддержку их рабочего состояния. Итого 170-180$. Тем более, со временем все равно придется докупать синтетиков и, скорее всего, натуральные камни - если вы серьезно увлечетесь заточкой, то этого не избежать. Но здесь надо хорошо подумать! Так, если вы работате только со своими ножами, где не требуется постоянного восстановления подводов, изменений угла заточки, нет глубоких сколов, а сами ножи имеют хорошее сведение, то это будет хорошим поводом вспомнить, что среди синтетических камней есть камни, которые на черновой обдирке как минимум будут работать не медленнее алмазов с неплохими характеристиками сохранения своей геометрической формы. Если же заточкой вы зарабатываете на хлеб и каждый день - это "убитые в хлам" ножи с частыми сколами на несколько мм, когда нужно заново формировать подводы, убирать глубокую рекурву после протяжной точилки или мусата, создавать заново линию режущей кромки, когда что ни нож, то нужно уменьшать угол, борясь с "конским" сведением, то это хороший повод задуматься о покупке чего то более серьезного, чем карбид кремния или оксид алюминия. Например алмазных или эльборовых брусков.
Не буду о грустном. Говоря об алмазных брусках, то от указанных выше цифр в цене для полтавских инструментов можно смело отнять около 5-6%. В случаях и с алмазами и с эборами, приходится довольствоваться тем что есть в продаже и не обращать внимания на то, что при обдирке сталей 50-58 HRC предпочтение лучше отдать эльборовому бруску из 5-го композита нитрида бора, а на сталях твердость 60-70HRC лучше будет работать брусок сделанный из 1 или 2 композита и т.д. Но и это уже давно условно - совренные марки, по крайней мере в своих названиях, заметно отличаются от тех хорошо проверенных и описанных в специальной литературе композитов, которые использовались еще 30-40 лет назад.
Если же разговор идет всего о заточке 5-6 выхоленных и ухоженных домашних ножей в месяц из несложных в обработке сталей, то разумно посмотреть в сторону синтетических камней и природных. Впрочем, это только мое мнение и для читателя оно не должно звучать каким либо призывом к действию или бездействию.
СИНТЕТИЧЕСКИЕ И ПРИРОДНЫЕ КАМНИ ДЛЯ ЗАТОЧКИ
Посмотрим, как обстоят дела у синтетических и природных камней? Не буду писать о преимуществах - это будет спорно в глазах тех, кто предпочитает алмазные и эльборовые бруски. Расскажу о недостатках.
Природные камни точно неэффективны на обдирке и изменении угла - на этих операциях ни куда не деться от синтетических брусков. Поначалу кажется (с опытом эта проблема уходит), что синтетические и природные камни с водой работают довольно грязно и значительно чище - с маслом. Но это только по началу. И синтетические и природные камни могут треснуть или поломаться при падении (наклейка камней апексного формата на бланк во многом решит эту проблему, да и не было у меня еще таких жестких падений). Подготовка к работе и частое выравнивание синтетических и природных камней для неподготовленного пользователя скорее всего окажется проблемой, потребует поиска дополнительной информации и покупки соответствующих материалов. Особенно это касается твердых, в т.ч. синтетических камней для обдирочных операций, которые берут на себя всю черновую работу. Если не повезет с производителем и/или продавцом камней, то на первом этапе работы синтетическими камнями вам может потребоваться как минимум их правка до требуемого уровня работы или как максимум - поиск нового поставщика. Возможно, это слишком обобщенно сказано, но такое присутствует и необходимость правки нового и только что купленного камня до рабочего состояния поначалу может здорово сбить с толку (я до сих пор не могу к привыкнуть, что некоторые продавцы при продаже своих точильных брусков дают мягко говоря неполную информацию о своем товаре - выбор надежного продавца может быть долгим, но со временем решится и эта проблема).
Для работы как с природными, так и синтетическими камнями потребуется подбор СОЖа - если вода, то чистая, ее мыльный раствор или раствор. еще с чем-то, если масло - то какое и какой консистенции. В принципе, здесь достаточно разобраться один раз, выбрать оптимальный для того или иного случая вариант и в дальнейшем это больше не будет проблемой.
В отличии от алмазных и эльборовых брусков, природные и синтетические камни требуют большего внимания в своем уходе - удаление отработанного шлама, для некоторых камней - хорошая очистка с щеткой и под краном после работы, и подходящее место для хранения. В отличии от алмазов и эльборов, на операциях обдирки и черновой заточки синтетические камни заметно быстрее теряют свою форму и не справятся также успешно со своей работой на супер твердых сталях твердостью 65-67HRC и выше. В последнем случае это вполне нормально, т.к. они просто не предназначены для работы по сталям такого уровня.
Здесь не получится собрать один набор для всех случаев жизни. Но в группе природных и синтетических точильных камней, в любом случае, на обдирке и черновой заточке мягких, средних и средне-твердых сталей будут покупаться именно синтетические камни. Предположим, в формате апекс это могут быть Индии и Кристолон от Нортона, которые на 35-40 микронах выйдут на кромку, довольно хорошо (для камней своего уровня) удерживая свою геометрическую форму. Здесь можно обойтись тремя камнями на бланках за сумму в 35$. Если на этом этапе перейти на натуральные камни, но например это может быть (по одному камню): Вашита, Хиндостан, Софт Арк, Белый Арк, Ллин Идвал и Транс Арк. Общая сумма потянет на 130-160$ - обращаю внимание, что все камни предлагаются далеко не самые бюджетные и об этом можно подумать, при более строгой экономии которая далеко не всегда оправдана. Плюс набор порошков (например карбида кремния) для правки камней и поддержки их рабочего состояния - 15-20$. Итого, цикл заточки займет начальных 200$ вложений и вероятностью через несколько лет (от 1-2 до 6-10, в зависимости от нагрузки) докупить Корс Индии и/или Кристолона из расчета в 11$ брусок по состоянию на момент написания этих слов.
Но и здесь, приведенные для камней формата Апекс цифры придется увеличить при покупке полноразмерных камней. Плюс также потребуется подставка для таких камней.
А правда, как и предпочтения, у каждого своя. Тот, кто "сидит" на алмазах или эльборах, все равно рано или поздно придет к покупке синтетических и, с большой долей вероятности, натуральных камней. Тот, кто предпочитает натуральные камни, точно вспомнит об эльборах, когда в заточку попадет нож с высоким % ванадия в составе.
И я не считаю, корректным сравнение работы алмазных и эльборовых брусков с синтетическими и природными точильными камнями - у них разные задачи и назначение. ИМХО, но работу алмазных камней есть смысл сравнивать с работой эльборовых. И алмазных камней разных производителей. А природных: с натяжкой - с некоторыми синтетическими. Поэтому я не вижу смысла в спорах и противостоянии о том, что лучше. Эти группы камней прекрасно работают по своим задачам, иногда дополняя или заменяя друг друга. У всех их есть свои проблемы и способы их решения. Наверно лучше оставить эти многолетние споры и просто заняться своим любимым, хотя и совсем недешеым, увлечением - увлечением, в которое легко прийти, но из которого невозможно выйти.
Недавно в Блоге о Заточке была опубликована статья о том, как измерить величину выработки точильного камня. Столкнулся с такой необходимостью, когда на одном из форумов рассказывал о неожиданной повышенной выработке одного из синтетических камней. В принципе, ни чего сложного, но более подробно и с иллюстрациями об этом рассказано в статье "Как измерить седло (выработку) точильного камня?".
Читайте также: