Температура плавления сталь 10
Обновлено: 18.05.2024
Инструментальная сталь У10 (У10А) относится к группе сталей пониженной прокаливаемостии. Стали данной группы должны закаливаться в воде, а инструмент из этой стали имеет, как правило, незакаленную сердцевину. Закалка в воде требует принятия мер против сильного коробления, т.е. при конструировании инструмента следует избегать острых углов и резких переходов сечений [2].
Сталь У10, У10А применяется при изготовлении инструмента, работающего в условиях, не вызывающих разогрева режущей кромки:
- метчики ручные,
- рашпили,
- надфили,
- пилы для обработки древесины,
- матрицы для холодной штамповки,
- гладкие калибры,
- топоры,
- для холоднокатаной термообработанной ленты толщиной от 2,5 до 0,02 мм, предназначенной для изготовления плоских и витых пружин и пружинящих деталей сложной конфигурации, клапанов, щупов, берд, ламелей, двоильных ножей, конструкционных мелких деталей, в т.ч. для часов и т.д.
Сталь У10 не применяется для изготовления инструмента подвергающихся сильным ударам.
Примерное назначение инструментальной нелегированной стали У10, У10А (ГОСТ 1435-99)
- Для игольной проволоки.
- Для изготовления инструментов, работающих в условиях, не вызывающих
разогрева режущей кромки. - Для обработки дерева: ручных поперечных и столярных пил, машинных
столярных пил, спиральных сверл. - Для штампов холодной штамповки (вытяжных, высадочных, обрезных и
вырубных) небольших размеров и без резких переходов по сечению. - Для калибров простой формы и пониженных классов точности.
- Для накатных роликов, напильников, слесарных шаберов и др.
- Для напильников, шаберов.
- Для холоднокатаной термообработанной ленты толщиной от 2,5 до 0,02 мм, предназначенной для изготовления плоских и витых пружин и пружинящих деталей сложной конфигурации, клапанов, щупов, берд, ламелей двоильных ножей, конструкционных мелких деталей, в том числе для часов, и т. д. (лента выпускается по ГОСТ 2283, ГОСТ 21996 и ряду специальных технических условий)
Согласно ГОСТ Р 51015-79 сталь У10А применяется для изготовления клинков ножей хозяйственного и специального назначения используемых в быту, промышленности и на предприятиях общественного питания. Однако следует учитывать, что для ножей используемых в пищевой промышлености предпочтительно использовать коррозионноустойчивые стали.
Для высадки мягких металлов, выполняемых с небольшими давлениями, применяют сталь У10 для штампов диаметром до 30 мм сохраняющих при закалке мягкую сердцевину.
Химический состав, % (ГОСТ 1435-99)
| Марка стали | C | Si | Mn | S | P |
| не более | |||||
| У10 | 0,95-1,09 | 0,17-0,33 | 0,17-0,33 | 0,028 | 0,030 |
| У10А | 0,95-1,09 | 0,17-0,33 | 0,17-0,28 | 0,018 | 0,025 |
Фазовый состав
Температура критических точек, °С [3]
| Ac1 | Acm | Ar1 | Mн |
| 730 | 800 | 700 | 210 |
Условия проведения предварительной термической обработки сталей У10А, У10 [4]
- Отжиг с непрерывным охлаждением и сфероидизацию рекомендуется производить в шахтных и камерных печах. Продолжительность выдержки после прогрева всей садки до температуры отжига 2-3 ч.
- Изотермический отжиг целесообразен для печей непрерывного действия (конвейерных и толкательных). В этом случае время нагрева до заданной температуры рассчитывают в зависимости от толщины нагреваемого слоя заготовок по допустимому удельному времени нагрева 1,0 мин/мм. Продолжительность выдержки после прогрева всей садки до температуры отжига 1-2 ч. Изотермическая выдержка при охлаждении 1-2 ч.
- Сфероидизация (маятниковый отжиг) применяют для получения структуры зернистого перлита. Продолжительность выдержки на каждой ступени 0,5-1,0 ч.
- Высокий отпуск следует применять: для снятия наклепа после холодной пластической деформации (так называемый рекристаллизационный отжиг); для снятия внутренних напряжений от обработки резанием, предшествующей закалке; перед повторной закалкой изделий, имеющих пониженную твердость после термообработки. Продолжительность выдержки при высоком отпуске 2-3 ч * .
- Нормализацию применяют для измельчения зерна перегретой стали и для устранения цементитной сетки. Нагрев при нормализации можно производить в печах и соляных ваннах. Продолжительность выдержки при нагреве в печах 20-30 мин * , при нагреве в соляных ваннах — равняется расчетной выдержке для нагрева под закалку [5].
- Улучшение применяют для получения повышенной чистоты поверхности при обработке резанием в тех случаях, когда сталь в отожженном состоянии имеет твердость ˂ НВ 183. Закалку и высокий отпуск при улучшении рекомендуется производить с нагревом в печах. Продолжительность выдержки при нагреве под закалку 20-30 мин * , при высоком отпуске 2-4 ч * .

* После прогрева всей садки до заданной температуры.
- a) Отжиг с непрерывным охлаждением
- б) Изотермический отжиг
- в) Сфероидизация (маятниковый отжиг)
- г) Высокий отпуск
- д) Нормализация
- е) Улучшение
Ориентировочная температура термической обработки и твердость стали У10 в отожженном состоянии [6]
| Температура отжига °C | Тведость после отжига HB (не более) | Температура закалки °C |
| 760-780 °C | 197 | 770-800 °C |
Закалка [2]
Температура закалки заэвтектойдной стали У10А лежит в интервале между Ac3 и Ac1. Структура стали в закаленном состоянии состоит из мартенсита и избыточных (вторичных) карбидов. Оптимальная температура закалки около 800 °C.
В закаленной стали тетрагональность мартенсита и внутренние напряжения создают значительную хрупкость, поэтому после закалки отпуск является обязательной операцией
Рекомендуемые температуры нагрева (в °С) стали У10А для поверхностной закалки (охлаждение водяным душем) [7]
| Марка стали | Исходная структура | Предварительная термическая обработка | Температура нагрева в печи в °С | Скорость нагрева в град/сек | ||
| 30 — 60 | 100 — 200 | 400 — 500 | ||||
| Продолжительность нагрева в сек | ||||||
| 2 — 4 | 1,0 — 1,5 | 0,5 — 0,8 | ||||
| Температура нагрева т.в.ч. выше Ac1 | ||||||
| У10А | Пластинчатый перлит или сорбит (+ цементит) | Нормализация или улучшение | 760-780 | 780-820 | 800-860 | 820-900 |
Температура рекристаллизационного отжига стали [7]
| Обработка давлением, после которой выполняется отжиг | Марка стали | Температура отжига в °С |
| Холодная протяжка (калибровка) прутков | У10 | 700 |
Ориентировочные режимы отжига инструментальных сталей У10, У10А для улучшения обрабатываемости при резании [7]
| Температура нагрева в °С | Охлаждение | Диаметр отпечатка по Бринелю в мм |
| 760-780 | С печью по 50° в час до температуры 500 °С, а затем на воздухе | ≥4,3 |
ПРИМЕЧАНИЕ. Для улучшения обрабатываемости инструментальных сталей применяется также высокий отпуск при температуре 650-680 °С.
Твердость углеродистых марок стали после отпуска [7]
Влияние обработки холодом на свойства стали У10 [7]
| Температура закалки в °С | Температура обработки холодом в °С | Приращение твердости HRC | Изменение длины в % |
| 780 | 0 | 1,5 | — |
Механические свойства проката сечением 0,1-4,0 мм (ГОСТ 2283-79)
| Состояние поставки | σ0,2, МПа, не более | δ5, %, не менее |
| Лента холоднокатаная: | ||
| отожженная | 750 | 10 |
| нагартованная | 750-1200 | — |
| нагартованная, класс прочности Н1 | 750-900 | — |
| нагартованная, класс прочности НЗ | 1050-1200 | — |
| Лента отожженная высшей категории качества | 700 | 13 |
Истинные обобщеные механические характеристики отожженной стали при 20 °C [8]
ПРИМЕЧАНИЕ. При всех видах деформации разрушение вязкое.
Твердость термически обработанной (после отжига или высокого отпуска)
металлопродукции из стали У10, У10А, кроме проката для сердечников, и твердость образцов после закалки (ГОСТ 1435-99)
| Марка стали | Твердость термически обработанной металлопродукции | Твердость образцов после закалки в воде | ||
| НВ, не более | Диаметр отпечатка, мм, не менее | Температура закалки, °С | HRC, (HRC), не менее | |
| У10, У10А | 212 | 4,15 | 770-800 | 63 (62) |
Твердость стали в зависимости от температуры отпуска [9]
| tотп, °С | Твердость HRCэ |
| 160-200 | 63-65 |
| 200-300 | 57-63 |
| 300-400 | 49-57 |
| 400-500 | 40-49 |
ПРИМЕЧАНИЕ. Закалка с 760-780 °С в воде.
Механические свойства в зависимости от температуры испытания [9]
| tисп, °C | σв, МПа | δ5, % | ψ % |
| 700 | 105 | 50 | 87 |
| 800 | 90 | 52 | 100 |
| 900 | 55 | 59 | 100 |
| 1000 | 29 | 70 | 100 |
| 1100 | 18 | 78 | 100 |
| 1200 | 16 | 86 | 100 |
ПРИМЕЧАНИЕ. Образец диаметром 5 мм и длиной 25 мм деформированный и отожженный; скорость деформирования 10 мм/мин; скорость деформации 0,007 1/с
Сталь 10
Сталь 10 - конструкционная углеродистая качественная сталь, сваривается без ограничений. Сварка осуществляется без подогрева и без последующей термообработки, способы: ручная дуговая сварка, автоматическая дуговая сварка под флюсом и газовой защитой, КТС, ЭШС.
Пластичность металла позволяет использовать их для изготовления штампованных частей и деталей. Для выпуска промышленного количества товара осуществляется технология холодной штамповки. Не склонна к флокеночувствительности, склонность к отпускной хрупкости отсутствует. Твердость стали 10: HB 10 -1 = 143 МПа. Обрабатываемость резанием В горячекатанном состоянии при НВ 99-107 и σB = 450 МПа, Kυ тв.спл. = 2,1, Kυ б.ст. = 1,6. Нашла свое применение в производстве труб и крепежных деталей котлов и трубопроводов ТЭЦ, из стали 10 изготавливают трубные крепежные детали АЭС, крепежные детали паровых и газовых турбин. При применении химико-термической обработки спектр применения резко расширяется, из нее изготавливают втулки, ушки рессор, диафрагмы, шайбы, винты, детали работающие до 350 °С к которымпредъявляются требования высокой поверхностной твердости и износоустойчивости при невысокой прочности сердцевины. Высокий предел выносливости определяет применение материала при изготовлении ответственных деталей, которые предназначены для длительной работы. Ковку производят при температурном режиме от 1300 до 700 0 С, охлаждение на воздухе.
Расшифровка стали марки 10
Расшифровка стали: Получают конструкционные углеродистые качественные стали в конвертерах или в мартеновских печах. Обозначение этих марок сталей начинается словом «Сталь». Следующие две цифры указывают на среднее содержание углерода в сотых долях процента, цифры 10 обозначают содержание его около 0,1 процента.
Химичский состав сталь 10
| C | Si | Mn | Ni | S | P | Cr | Cu | As |
| 0.07 - 0.14 | 0.17 - 0.37 | 0.35 - 0.65 | до 0.3 | до 0.04 | до 0.035 | до 0.15 | до 0.3 | до 0.08 |
Температура критических точек сталь 10
| Критическая точка | Температура |
| Ac1 | 724 |
| Ac3(Acm) | 876 |
| Ar3(Arcm) | 850 |
| Ar1 | 682 |
Механические свойства сталь 10
Механические свойства сталь 10 при повышенных температурах
| Температура испытаний, °С | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (кДж / м 2 ) |
| нормализация 900-920 °С | |||||
| 20 | 260 | 420 | 32 | 69 | 221 |
| 200 | 220 | 485 | 20 | 55 | 176 |
| 300 | 175 | 515 | 23 | 55 | 142 |
| 400 | 170 | 355 | 24 | 70 | 98 |
| 500 | 160 | 255 | 19 | 63 | 78 |
Исследование релаксационной стойкости методом свободного изгиба показало, что образцы, подвергнутые ММТО, обладают более низкой релаксационной стойкостью при 150° С, чем в исходном состоянии (после отжига). Дополнительный отжиг образцов после ММТО при 300-500° С позволяет резко повысить релаксационную стойкость сталей 10 и 35. Падение напряжений в образцах за 3000 ч после дополнительного отжига при 400° С для стали 10 и при 500° С для стали 35 уменьшается в 10-30 раз в сравнении с образцами после ММТО без дополнительного отжига. При этом максимальная релаксационная стойкость получена при несколько более высоких температурах дополнительного отжига после ММТО, чем максимальные значения предела упругости.
Полученные экспериментальные данные позволяют предположить, что низкая релаксационная стойкость образцов после ММТО связана с недостаточной стабильностью тонкой структуры металла. Дополнительный дорекристаллизационный отжиг после ММТО позволяет более полно стабилизировать структуру и, таким образом, резко повысить сопротивление металла микропластическим деформациям при кратковременном и длительном нагружениях.
Температура кипения и плавления металлов. Температура плавления стали

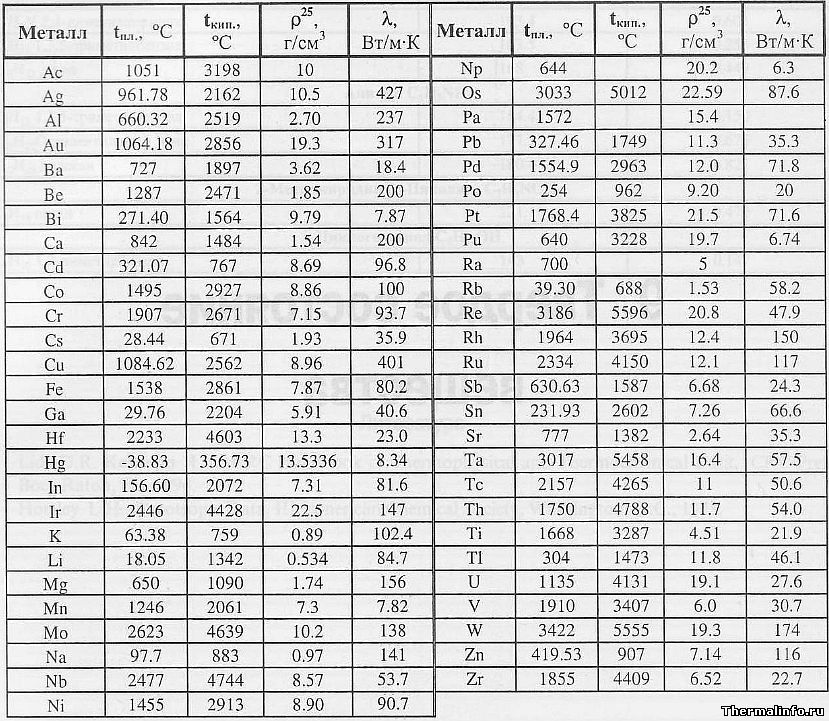
В таблице представлена температура плавления металлов tпл, их температура кипения tк при атмосферном давлении, плотность металлов ρ при 25°С и теплопроводность λ при 27°С.
Температура плавления металлов, а также их плотность и теплопроводность приведены в таблице для следующих металлов: актиний Ac, серебро Ag, алюминий Al, золото Au, барий Ba, берилий Be, висмут Bi, кальций Ca, кадмий Cd, кобальт Co, хром Cr, цезий Cs, медь Cu, железо Fe, галлий Ga, гафний Hf, ртуть Hg, индий In, иридий Ir, калий K, литий Li, магний Mg, марганец Mn, молибден Mo, натрий Na, ниобий Nb, никель Ni, нептуний Np, осмий Os, протактиний Pa, свинец Pb, палладий Pd, полоний Po, платина Pt, плутоний Pu, радий Ra, рубидий Pb, рений Re, родий Rh, рутений Ru, сурьма Sb, олово Sn, стронций Sr, тантал Ta, технеций Tc, торий Th, титан Ti, таллий Tl, уран U, ванадий V, вольфрам W, цинк Zn, цирконий Zr.
По данным таблицы видно, что температура плавления металлов изменяется в широком диапазоне (от -38,83°С у ртути до 3422°С у вольфрама). Низкой положительной температурой плавления обладают такие металлы, как литий (18,05°С), цезий (28,44°С), рубидий (39,3°С) и другие щелочные металлы.
Наиболее тугоплавкими являются следующие металлы: гафний, иридий, молибден, ниобий, осмий, рений, рутений, тантал, технеций, вольфрам. Температура плавления этих металлов выше 2000°С.
Приведем примеры температуры плавления металлов, широко применяемых в промышленности и в быту:
- температура плавления алюминия 660,32 °С;
- температура плавления меди 1084,62 °С;
- температура плавления свинца 327,46 °С;
- температура плавления золота 1064,18 °С;
- температура плавления олова 231,93 °С;
- температура плавления серебра 961,78 °С;
- температура плавления ртути -38,83°С.
Максимальной температурой кипения из металлов, представленных в таблице, обладает рений Re — она составляет 5596°С. Также высокими температурами кипения обладают металлы, относящиеся к группе с высокой температурой плавления.
Плотность металлов в таблице находится в диапазоне от 0,534 до 22,59 г/см 3 , то есть самым легким металлом является литий, а самым тяжелым металлом осмий. Следует отметить, что осмий имеет плотность большую, чем плотность урана и даже плутония при комнатной температуре.
Теплопроводность металлов в таблице изменяется от 6,3 до 427 Вт/(м·град), таким образом хуже всего проводит тепло такой металл, как нептуний, а лучшим теплопроводящим металлом является серебро.
Температура плавления стали
Представлена таблица значений температуры плавления стали распространенных марок. Рассмотрены стали для отливок, конструкционные, жаропрочные, углеродистые и другие классы сталей.
Температура плавления стали находится в диапазоне от 1350 до 1535°С. Стали в таблице расположены в порядке возрастания их температуры плавления.
Рабочая температура нержавеющей стали, температура применения жаропрочных сталей и сплавов
Представлены таблицы значений максимальной рабочей температуры стали (нержавеющей, жаропрочной и жаростойкой) распространенных марок при различных сроках эксплуатации. Указана также температура, при которой сталь начинает интенсивно окисляться на воздухе.
Таблицы позволяют подобрать необходимую марку нержавеющей стали или сплава на железоникелевой основе под определенные условия эксплуатации и заданный срок службы.
В первой таблице приведена рабочая температура (максимальная температура применения) нержавеющих сталей и сплавов на железоникелевой и никелевой основах, предназначенных для работы в окислительной среде от 50 до 100 тысяч часов.
По данным таблицы видно, что при сверхдлительной эксплуатации максимальная рабочая температура рассмотренных марок стали не превышает 850°С (нержавеющая сталь 05ХН32Т), а «запас» до температуры интенсивного окалинообразования составляет от 200 до 500 градусов.
| Марка стали или сплава | Максимальная температура применения, °С | Температура начала интенсивного окалинообразования на воздухе, °С |
|---|---|---|
| 05ХН32Т (ЭП670) | 850 | 1000 |
| 08Х15Н24В4ТР (ЭП164) | 700 | 900 |
| 08Х16Н13М2Б (ЭИ680) | 600 | 850 |
| 09X16Н4Б (ЭП56) | 650 | 850 |
| 09Х14Н19В2БР (ЭИ695Р) | 700 | 850 |
| 09Х14Н19В2БР1 (ЭИ726) | 700 | 850 |
| 09Х16Н15М3Б (ЭИ847) | 350 | 850 |
| 12X13 | 550 | 750 |
| 12Х18Н10Т | 600 | 850 |
| 12Х18Н12Т | 600 | 850 |
| 12Х18Н9Т | 600 | 850 |
| 12ХН35ВТ (ЭИ612) | 650 | 850…900 |
| 13Х14Н3В2ФР (ЭИ736) | 550 | 750 |
| 15Х11МФ | 580 | 750 |
| 16X11Н2В2МФ (ЭИ962А) | 500 | 750 |
| 18Х11МНФБ (ЭП291) | 600 | 750 |
| 18Х12ВМБФР (ЭИ993) | 500 | 750 |
| 20Х12ВНМФ (ЭП428) | 600 | 750 |
| 20Х13 | 500 | 750 |
| 31Х19Н9МВБТ (ЭИ572) | 600 | 800 |
| 55Х20Г9АН4 (ЭП303) | 600 | 750 |
| ХН65ВМТЮ (ЭИ893) | 800 | 1000 |
| ХН70ВМЮТ (ЭИ765) | 750 | 1000 |
| ХН80ТБЮ (ЭИ607) | 700 | 1050 |
Во второй таблице представлена максимальная рабочая температура стали при длительной эксплуатации длительностью до 10 тысяч часов. По значениям температуры в таблице видно, что при менее длительном применении стали возможно увеличение ее рабочей температуры. При этом «запас» до температуры интенсивного окалинообразования уменьшается.
Например, максимальная рабочая температура нержавеющей стали 12Х18Н9Т при длительной эксплуатации на 200 градусов выше, чем при сверхдлительной. Эта сталь может применяться при температуре до 800°С в течении 10 тысяч часов.
Максимальная рабочая температура из приведенных в таблице марок соответствует стали 10ХН45Ю — она может использоваться при 1250…1300°С.
| Марка стали или сплава | Максимальная температура применения, °С | Температура начала интенсивного окалинообразования на воздухе, °С |
|---|---|---|
| 03X21Н32М3Б (ЧС33) | 550…750 | — |
| 03X21Н32М3БУ (ЧС33У) | 550…750 | — |
| 05Х12Н2М | 550 | — |
| 07Х15Н30В5М2 (ЧС81) | 850 | — |
| 08Х16Н11М3 | 600 | — |
| 08X18Н10 | 800 | 850 |
| 08Х18Н10Т (ЭИ914) | 800 | 850 |
| 09X18Н9 | 550 | — |
| 10Х18Н9 | 550 | — |
| 10Х23Н18 | 1000 | 1050 |
| 10ХН45Ю (ЭП747) | 1250…1300 | — |
| 11Х11Н2В2МФ (ЭИ962) | 600 | 750 |
| 12Х18Н9 | 800 | 850 |
| 12Х18Н9Т | 800 | 850 |
| 12Х18Н10Т | 800 | 850 |
| 12Х18Н12Т | 800 | 850 |
| 12Х25Н16Г7АР (ЭИ835) | 1050 | 1100 |
| 12ХН38ВТ (ЭИ703) | 1000 | 1050 |
| 13Х11Н2В2МФ (ЭИ961) | 600 | 750 |
| 14Х17Н2 (ЭИ268) | 400 | 800 |
| 15Х12ВНМФ (ЭИ802) | 780 | 950 |
| 16X11Н2В2МФ (ЭИ962А) | 600 | 750 |
| 20Х23Н13 (ЭИ319) | 1000 | 1050 |
| 20Х23Н18 (ЭИ417) | 1000 | 1050 |
| 20Х25Н20С2 (ЭИ283) | 1050 | 1100 |
| 36Х18Н25С2 | 1000 | 1100 |
| 37Х12Н8Г8МФБ (ЭИ481) | 630 | 750 |
| 40Х9С2 | 650 | 850 |
| 40X10С2М (ЭИ107) | 650 | 850 |
| 45Х14Н14В2М (ЭИ69) | 650 | 850 |
| 45Х22Н4М3 (ЭП48) | 850 | 950 |
| ХН33КВЮ (ВЖ145, ЭК102) | 1100 | — |
| ХН45МВТЮБР (ВЖ105, ЭП718) | 700 | — |
| ХН54К15МБЮВТ (ВЖ175) | 750 | — |
| ХН55К15МБЮВТ (ЭК151) | 750 | — |
| ХН55МВЦ (ЧС57) | 950 | — |
| ХН55МВЦУ (ЧС57У) | 950 | — |
| ХН56К16МБВЮТ (ВЖ172) | 900 | — |
| ХН56КМЮБВТ (ЭК79) | 750 | — |
| ХН58МБЮ (ВЖ159, ЭК171) | 1000 | — |
| ХН59КВЮМБТ (ЭП975) | 850 | — |
| ХН60ВТ (ЭИ868, ВЖ98) | 1000 | 1100 |
| ХН60Ю (ЭИ559А) | 1200 | 1250 |
| ХН62БМКТЮ (ЭП742) | 750 | — |
| ХН62ВМЮТ (ЭП708) | 900 | — |
| ХН62МВКЮ (ЭИ867) | 800 | 1080 |
| ХН67МВТЮ (ЭП202) | 800 | 1000 |
| ХН68ВМТЮК (ЭП693) | 950 | — |
| ХН69МБЮТВР (ВЖ136, ЭК100) | 650 | — |
| ХН70ВМТЮ (ЭИ617) | 850 | 1000 |
| ХН70ВМТЮФ (ЭИ826) | 850 | 1050 |
| ХН70Ю (ЭИ652) | 1100 | 1250 |
| ХН73МБТЮ (ЭИ698) | 700 | 1000 |
| ХН75ВМЮ (ЭИ827) | 800 | 1080 |
| ХН75МБТЮ (ЭИ602) | 1050 | 1100 |
| ХН78Т (ЭИ435) | 1100 | 1150 |
В третьей таблице указана максимальная рабочая температура нержавеющей стали при кратковременной эксплуатации (до 1000 часов). При таких сроках эксплуатации сталь и жаропрочные сплавы могут иметь рабочую температуру на 50…100 градусов выше, чем при длительной работе (до 10 тыс. часов).
Например, жаропрочный сплав ХН62МВКЮ при кратковременной эксплуатации может применяться при температурах до 900°С, а при длительной эксплуатации — только до 800°С.
Сталь 10 конструкционная углеродистая качественная
Цифра 10 обозначает, что среднее содержание углерода в стали составляет 0,10%.
Вид поставки
- Сортовой прокат, в том числе фасонный: ГОСТ 1050-88, ГОСТ 2590-88, ГОСТ 2591-88, ГОСТ 2879-88, ГОСТ 8509-93, ГОСТ 8510-86, ГОСТ 8240-89, ГОСТ 8239-89.
- Калиброванный пруток ГОСТ 10702-78, ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78.
- Шлифованный пруток и серебрянка ГОСТ 10702-78, ГОСТ 14955-77.
- Лист толстый ГОСТ 1577-93, ГОСТ 19903-74.
- Лист тонкий ГОСТ 16523-89.
- Лента ГОСТ 6009-74. ГОСТ 10234-77.
- Полоса ГОСТ 1577-93, ГОСТ 103-76, ГОСТ 82-70.
- Проволока ГОСТ 17305-91, ГОСТ 5663-79.
- Трубы ГОСТ 8731-74, ГОСТ 8732-78, ГОСТ 8733-74, ГОСТ 8734-75, ГОСТ 10705-80, ГОСТ 10704-91, ГОСТ 1060-83, ГОСТ 5654-76, ГОСТ 550-75.
Характеристики и описание
Сталь 10 относится к конструкционным малоуглеродистым нелегированным качественным сталям и характеризуется высокими пластическими свойствами и применяется преимущественно для изготовления изделий холодной штамповкой, высадкой и волочением.
Для повышения прочности и улучшения обрабатываемости низкоуглеродистая сталь марок 10 подвергается нормализации с температуры 930-950° С.
Назначение
Детали, работающие при температуре от -40 до 450 °С, к которым предъявляются требования высокой пластичности. После ХТО — детали с высокой поверхностной твердостью при невысокой прочности сердцевины.
Температура критических точек, °С
Химический состав, % (ГОСТ 1050-88)
| C | Si | Mn | Cr | S | Р | Cu | Ni | As |
| не более | ||||||||
| 0,07-0,14 | 0,17-0,37 | 0,35-0,65 | 0,15 | 0,04 | 0,035 | 0,25 | 0,25 | 0,08 |
Химический состав, % (ГОСТ 1050-2013)
| Марка стали | Массовая доля элементов, % | |||||||
| C | Si | Mn | P | S | Cr | Ni | Cu | |
| не более | ||||||||
| 10 | 0,07-0,14 | 0,17-0,37 | 0,35-0,65 | 0,030 | 0,035 | 0,15 | 0,30 | 0,30 |
Износостойкость цементованной стали 10
| Характеристика термической обработки | Твердость по Виккерсу HV | Износ, мг | |
| образца | бронзового вкладыша | ||
| Цементация на глубину 1,5 мм, закалка при 780°С, отпуск при 170°С | 782 | 4,0 | 3,0 |
Механические свойства
Механические свойства при повышенных температурах
| tисп., °С | σ0,2, МПа | σв, МПа | δ5, % | Ψ, % | KCU, Дж/см 2 |
| 20 | 260 | 420 | 32 | 69 | 221 |
| 200 | 220 | 485 | 20 | 55 | 176 |
| 300 | 175 | 515 | 23 | 55 | 142 |
| 400 | 170 | 355 | 24 | 70 | 98 |
| 500 | 160 | 255 | 19 | 63 | 78 |
ПРИМЕЧАНИЕ. Нормализация при 900-920 °С, охл. на воздухе.
Предел выносливости
ПРИМЕЧАНИЕ. σ 400 1/1000 = 108 МПа, σ 400 1/100000 = 78 МПа, σ 450 1/10000 = 69 МПа, σ 450 1/100000 = 44 МПа
Ударная вязкость KCU
ПРИМЕЧАНИЕ. Пруток диаметром 35 мм.
Технологические свойства
Температура ковки, °С: начала 1300, конца 700. Охлаждение на воздухе.
Свариваемость — сваривается без ограничений, кроме деталей после химикотермической обработки. Способы сварки: РДС, АДС под флюсом и газовой защитой, КТС.
Обрабатываемость резанием — Kv тв.спл = 2,1 и Kv б.ст. = 1,6 в горячекатаном состоянии при НВ 99-107 и σв = 450 МПа.
Флокеночувствительность — не чувствительна.
Склонность к отпускной хрупкости — не склонна.
Читайте также: