Упрочняющая и разупрочняющая термическая обработка сталей закалка отжиг
Обновлено: 15.05.2024
Термической обработкой называют технологические процессы, состоящие из нагрева, выдержки и охлаждения стальных деталей с целью изменения их структуры и свойств. Это один из самых распространенных в технике и самых эффективных способов изменения структуры и свойств сталей и сплавов, обусловленных протеканием различных фазовых превращений.
Классификация основных видов термической обработки была разработана академиком А. А.Бочваром. Термическая обработка включает четыре основных вида: отжиг, закалку, отпуск и старение.
Отжигом называют вид термической обработки, при которой фор-мируются близкие к равновесным структуры материалов, в которых неравновесные состояния возникли в результате предшествующих видов воздействия (литье, ковка, прокатка, сварка и т.п.). Существуют два основных типа отжига – отжиг первого рода, при котором могут не протекать фазовые превращения, например, рекристаллизационный, и отжиг второго рода, сопровождающийся фазовыми превращениями (полный и неполный отжиги). При отжиге сталь охлаждают очень медленно, обычно вместе с печью.
Закалкой стали называют процесс, при котором металл нагревают до температур выше температур фазовых превращений и быстро охлаждают для получения неустойчивых состояний. При закалке сталь приобретает высокую твердость.
Отпуском предварительно закаленных сталей и сплавов называют технологические операции, проводимые с целью получения более ус-тойчивых структурных состояний. Термин отпуск применяют в тех случаях, когда при закалке материал претерпевает полиморфные превращения.
Старением называют процесс распада пересыщенных закаленных твердых растворов, в которых при закалке полиморфных превращенийне происходило. Как правило, этот процесс осуществляется при нагреве металла.
Возможность или невозможность проведения того или иного вида обработки определяется на основании анализа диаграмм состояний. Основой для изучения термической обработки стали является диаграмма состояний железо-цементит. Приведем общепринятые обозначения критических точек. Критические точки обозначаются буквой А. Нижняя критическая точка обозначается А1 и соответствует линии PSK диаграммы. Верхняя критическая точка А3 соответствует линии GSE (рис.3.5). Чтобы отличить критическую точку при нагреве от критической точки при охлаждении, рядом с буквой А ставят букву с – при нагреве и r – при охлаждении.
Рассматривая структурные превращения в стали, следует выделить три основные структуры:
аустенит (А, γ) – твердый раствор углерода в Feγ;
мартенсит (М) – перенасыщенный твердый раствор углерода в Feα;
перлит (П) – эвтектоидная смесь одновременно образующихся феррита и цементита (Ф + Fе3С).
При термической обработке стали наблюдаются четыре основных превращения:
1) превращение перлита в аустенит, протекающее выше точки А1.
2) превращение аустенита в перлит, протекающее ниже точки А1.
3) превращение аустенита в мартенсит.
4) превращение мартенсита в феррито-карбидную смесь.
Возможность протекания указанных превращений определяется соотношением свободных энергий основных структур (рис. 3.1). Устойчивой в данных условиях является та структура, которая обладает минимальным запасом свободной энергии.
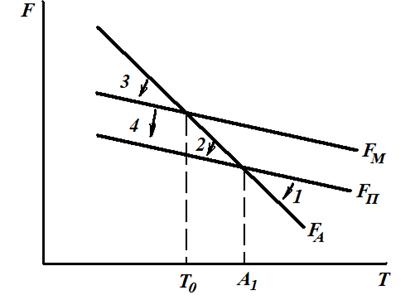
Рис.3.1. Изменение свободных энергий аустенита FА, мартенсита FМ и перлита FП с изменением температуры
На машиностроительные заводы углеродистые стали поставляются в отожженном состоянии. Медленное охлаждение стали при отжиге обеспечивает получение равновесной структуры с низкой твердостью и прочностью при высокой пластичности, а, следовательно, и хорошую обрабатываемость резанием и другими методами. После получения деталей их подвергают упрочняющей термической обработке, которая заключается, как правило, в закалке и отпуске Закалкой называют термическую обработку, состоящую из нагрева доэвтектоидных сталей до температур выше критической точки Ас3, а заэвтектоидной стали – выше Ас1, выдержке при этой температуре с последующим быстрым охлаждением с критической или более высокой скоростью. При закалке сталь приобретает высокую твердость.
При закалке сталь нагревается до аустенитного состояния. Превращение перлита в аустенит происходит при температуре более высокой, чем указано на диаграмме железо-цементит. Кривые на рис. 3.2. показывают, что чем выше температура, тем быстрее протекает превращение, и что чем быстрее осуществляется нагрев, тем при более высокой температуре происходит превращение. В результате такого нагрева происходит полиморфное превращение в железе Feα → Feγ (кристаллическая решетка железа из объемно-центрированной кубической превращается в гранецентрированную кубическую), при этом весь углерод, который входил в состав перлита в виде цементита, растворится в гранецентрированной кубической решетке железа. Превращение перлита в аустенит сопровождается измельчением зерна, так как в одном зерне перлита возникает множество зародышей аустенита на границах пластин феррита и цементита. Дальнейший нагрев по окончании превращения вызывает укрупнение аустенитных зерен, скорость роста которых определяется тем, какая используется сталь – наследственно мелкозернистая или наследственно крупнозернистая.
Теперь резко охладим сталь, например, погружением в воду, то есть проведем закалку. Температура стали быстро понизится до комнатной. При этом неминуемо происходит обратная перестройка кристаллической решетки – из гранецентрированной в объемноцентрированную (Feγ → Feα). Но при комнатной температуре подвижность атомов углерода ничтожно мала, и они не успевают при быстром охлаждении выйти из раствора и образовать цементит. В этих условиях углерод как бы насильственно удерживается в решетке Feα- железа, образуя перенасыщенный твердый раствор. При этом атомы углерода распирают решетку железа, создавая в ней большие внутренние напряжения. Решетка вытягивается вдоль одного направления так, что ячейка из кубической превращается в тетрагональную, то есть принимает форму прямоугольной призмы (рис.3.3), которая характеризуется показателем тетрагональности (с/a >1). Такое превращение, происходящее по бездиффузионному сдвиговому механизму, сопровождается и структурными изменениями. Возникает игольчатая структура, известная под названием мартенсита – перенасыщенный твердый раствор внедрения углерода в α-Fe. Кристаллы мартенсита представляют собой очень тонкие пластины, ориентированные относительно друг друга под углом 60 или 120°. В поперечном сечении, которое получается на микрошлифе, такие пластины под микроскопом представляются в виде игл.
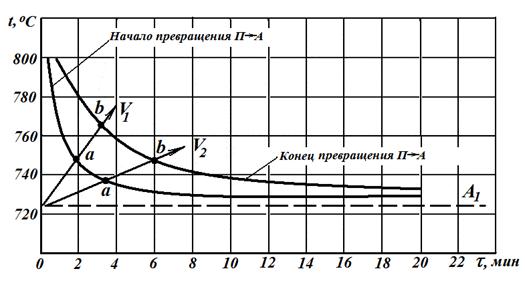
Рис.3.2. Превращение перлита в аустенит у эвтектоидной стали
Удельный объём мартенсита больше удельного объема аустенита, из которого этот мартенсит образуется, поэтому образование мартенсита сопровождается возникновением больших внутренних напряжений, а это приводит к появлению большого числа дислокаций в кристаллах мартенсита. Если закаленную сталь с мартенситной структурой попытаться деформировать, то многочисленные дислокации, двигаясь в различных направлениях, будут встречаться и блокировать друг друга, взаимно препятствуя их дальнейшему перемещению. Таким образом создаются многочисленные препятствия для движения дислокаций, что повышает сопротивление пластической деформации, а следовательно, увеличивает твердость и прочность стали. Твердость мартенсита НВ 6000-7000 МПа, (HRC 62-66), а показатели пластичности δ, ψ и ударная вязкость КСU близки к нулю.
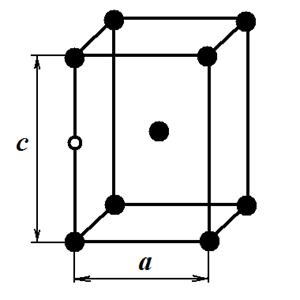
Рис.3.3. Атомная решетка тетрагонального мартенсита:
светлые кружки – атомы железа, черные кружки – атомы
Мартенсит в структуре стали образуется только при охлаждении с критической скоростью Vкрили более высокой. При охлаждении с меньшей скоростью, например, в масле, а не в воде, образуется структура троостит, на воздухе – сорбит (названия даны по именам ученых Трооста и Сорби) По своему строению сорбит и троостит сходны с перлитом, то есть представляют смеси феррита с цементитом, но отличаются степенью дисперсности (толщиной пластин) феррита и цементита.
Критическая скорость охлаждения, обеспечивающая превращение аустенита в мартенсит, может быть определена по диаграмме изотермического распада аустенита (рис.3.4). Диаграмма строится на основе исследования превращения переохлажденного аустенита при постоянных температурах. Начало и конец превращения аустенита в перлит на этой диаграмме представляются в виде двух С - образных кривых. Диаграмма строится в координатах температура - время. В этих же координатах изображаются и кривые охлаждения, что позволяет их совместить. В доэвтектоидных сталях превращению аустенита в перлит предшествует выделение феррита, а в заэвтектоидных – цементита.
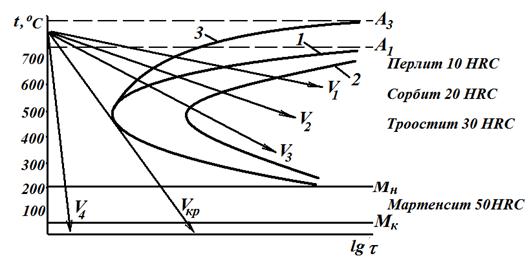
Рис.3.4 Диаграмма изотермического распада аустенита в стали 40 и кривые охлаждения:1 – начало превращения аустенита в перлит; 2- конец превращения аустенита в перлит; 3 – начало выделения феррита
Линия V1, характеризующая медленное охлаждение, пересечет С – образные кривые при высокой температуре, и продуктом распада аустенита будет перлит с низкой твердостью. При повышении скорости охлаждении (V2, V3) кривые охлаждения пересекают линии диаграммы при более низких температурах и образуются более дисперсные смеси феррита и цементита – сорбит и троостит. Если же охлаждать аустенит со скоростью выше критической (V4), то распад аустенита в феррито-цементитные смеси не успевает произойти, аустенит переохладится до низких температур и превратится в мартенсит, то есть произойдет закалка.
Минимальная скорость охлаждения, необходимая для переохлаждения аустенита до мартенситного превращения, называется критической скоростью закалки (Vкр).
Превращение аустенита в мартенсит протекает в определенном температурном интервале: начинается при температуре Мн и заканчивается при температуре Мk (эти температуры называют мартенситными точками). Положение мартенситных точек зависит от содержания углерода в стали. Точка Мk в заэвтектоидных сталях лежит в области отрицательных температур, что приводит присутствию в стали после закалки остаточного аустенита.
Результаты закалки во многом зависят от правильного выбора температур нагрева под закалку, которые определяются положением критических точек А1 или А3. В первом приближении температура нагрева при термической обработке может быть определена по диаграмме железо-цементит (рис.3.5),по следующим зависимостям: для доэвтектоидных сталей t = Ас3 + (30÷50) °С (полная закалка); для заэвтектоидных сталей t. =Aс1+(30÷50) °С (неполная закалка) В случае нагрева доэвтектоидной стали ниже оптимальной температуры происходит неполное превращение перлита и феррита в аустенит, и после закалки вместе с мартенситом будет присутствовать мягкий феррит. Нагрев заэвтектоидных сталей до температур ниже оптимальных практически не изменяет исходную структуру. Нагрев под закалку выше оптимальной температуры вызывает рост зерна аустенита, что приводит к образованию при охлаждении крупноигольчатого мартенсита и снижает ударную вязкость (надежность). Заэвтектоидные стали нагревают при закалке выше Аc1, так как присутствующий после охлаждения наряду с мартенситом цементит не снижает твердости, а перегрев не только вызывает рост игл мартенсита, но и увеличивает количество остаточного аустенита.
Углеродистые стали содержат, наряду с железом и углеродом, постоянные примеси: Мn, Si , S, P и другие элементы, которые смещают положение критических точек. Поэтому для определения температуры закалки стали используют экспериментальный метод пробной закалки. Сущность метода состоит в том, что из исследуемой стали в отожженном состоянии изготавливают образцы, которые закаливают с различных температур в интервале предполагаемого нахождения критических точек (ниже предполагаемых Ас1 и выше Ас3). Охлаждение образцов производится со скоростью выше критической. Поскольку целью закалки является получение высокой твердости стали, то после закалки на образцах измеряется твердость и по максимальному значению твердости определяется оптимальная температура закалки данной стали.
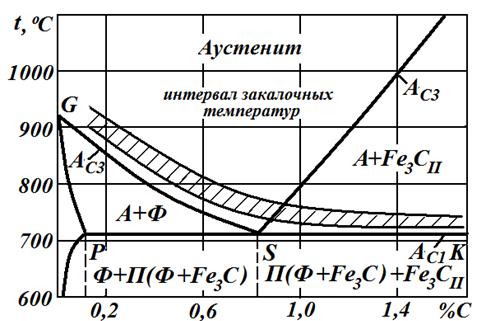
Рис. 3.5 Оптимальный интервал температур закалки углеродистой стали
Скорость охлаждения выше критической при закалке исследуемой в данной работе стали 40 обеспечивает охлаждение в воде. Для изучения влияния скорости охлаждения на твердость стали после закалки проводится охлаждение ее в масле и на воздухе. Охлаждающая способность этих сред показана в табл. 3.1. На практике вид охлаждающей среды выбирают, в основном, в зависимости от назначения деталей, их конфигурации и степени легированности. При оптимальном режиме закалки в интервале температур до изгиба С-образных кривых (рис.3.4) необходимо охлаждать с высокой скоростью, а в интервале температур Мн - Мk охлаждать медленно. Такой режим исключает превращение аустенита в феррито-цементитные смеси в верхнем интервале температур и уменьшает напряжения при образовании мартенсита.
Термическая обработка стали
Термическая обработка стали позволяет придать изделиям, деталям и заготовкам требуемые качества и характеристики. В зависимости от того, на каком этапе в технологическом процессе изготовления проводилась термическая обработка, у заготовок повышается обрабатываемость, с деталей снимаются остаточные напряжения, а у деталей повышаются эксплуатационные качества.
Технология термической обработки стали – это совокупность процессов: нагревания, выдерживания и охлаждения с целью изменения внутренней структуры металла или сплава. При этом химический состав не изменяется.
Так, молекулярная решетка углеродистой стали при температуре не более 910°С представляет из себя куб объемно-центрированный. При нагревании свыше 910°С до 1400°С решетка принимает форму гране-центрированного куба. Дальнейший нагрев превращает куб в объемно-центрированный.

Термическая обработка стали
Сущность термической обработки сталей – это изменение размера зерна внутренней структуры стали. Строгое соблюдение температурного режима, времени и скорости на всех этапах, которые напрямую зависят от количества углерода, легирующих элементов и примесей, снижающих качество материала. Во время нагрева происходят структурные изменения, которые при охлаждении протекают в обратной последовательности. На рисунке видно, какие превращения происходят во время термической обработки.

Изменение структуры металла при термообработке
Назначение термической обработки
Термическая обработка стали проводится при температурах, приближенных к критическим точкам . Здесь происходит:
- вторичная кристаллизация сплава;
- переход гамма железа в состояние альфа железа;
- переход крупных частиц в пластинки.
Внутренняя структура двухфазной смеси напрямую влияет на эксплуатационные качества и легкость обработки.

Образование структур в зависимости от интенсивности охлаждения
Основное назначение термической обработки — это придание сталям:
- В готовых изделиях:
- прочности;
- износостойкости;
- коррозионностойкость;
- термостойкости.
- В заготовках:
- снятие внутренних напряжений после
- литья;
- штамповки (горячей, холодной);
- глубокой вытяжки;
Термическая обработка применяется к следующим типам сталей:
- Углеродистым и легированным.
- С различным содержанием углерода, от низкоуглеродистых 0,25% до высокоуглеродистых 0,7%.
- Конструкционным, специальным, инструментальным.
- Любого качества.
Классификация и виды термообработки
Основополагающими параметрами, влияющими на качество термообработки являются:
- время нагревания (скорость);
- температура нагревания;
- длительность выдерживания при заданной температуре;
- время охлаждения (интенсивность).
Изменяя данные режимы можно получить несколько видов термообработки.
Виды термической обработки стали:
- Отжиг
- I – рода:
- гомогенизация;
- рекристаллизация;
- изотермический;
- снятие внутренних и остаточных напряжений;
- полный;
- неполный;
- Закалка;
- Отпуск:
- низкий;
- средний;
- высокий.
- Нормализация.
![Температура нагрева стали при термообработке]()
Температура нагрева стали при термообработке
Отпуск
Отпуск в машиностроении используется для уменьшения силы внутренних напряжений, которые появляются во время закалки. Высокая твердость делает изделия хрупкими, поэтому отпуском добиваются увеличения ударной вязкости и снижения жесткости и хрупкости стали.
1. Отпуск низкий
Для низкого отпуска характерна внутренняя структура мартенсита, которая, не снижая твердости повышает вязкость. Данной термообработке подвергаются измерительный и режущий инструмент. Режимы обработки:
- Нагревание до температуры – от 150°С, но не выше 250°С;
- выдерживание — полтора часа;
- остывание – воздух, масло.
2. Средний отпуск
Для среднего отпуска преобразование мартенсита в тростит. Твердость снижается до 400 НВ. Вязкость возрастает. Данному отпуску подвергаются детали, работающие со значительными упругими нагрузками. Режимы обработки:
- нагревание до температуры – от 340°С, но не выше 500°С;
- охлаждение – воздух.
3. Высокий отпуск
При высоком отпуске кристаллизуется сорбит, который ликвидирует напряжения в кристаллической решетке. Изготавливаются ответственные детали, обладающие прочностью, пластичностью, вязкостью.
![Отжиг стали]()
Нагревание до температуры – от 450°С, но не выше 650°С.
Отжиг
Применение отжига позволяет получить однородную внутреннюю структуру без напряжений кристаллической решетки. Процесс проводят в следующей последовательности:
- нагревание до температуры чуть выше критической точки в зависимости от марки стали;
- выдержка с постоянным поддержанием температуры;
- медленное охлаждение (обычно остывание происходит совместно с печью).
1. Гомогенизация
Гомогенизация, по-иному отжиг диффузионный, восстанавливает неоднородную ликвацию отливок. Режимы обработки:
2. Рекристаллизация
Рекристаллизация, по-иному низкий отжиг, используется после обработки пластическим деформированием, которое вызывает упрочнение за счет изменения формы зерна (наклеп). Режимы обработки:
- нагревание до температуры – выше точки кристаллизации на 100°С-200°С;
- выдерживание — ½ — 2 часа;
- остывание – медленное.
3. Изотермический отжиг
Изотермическому отжигу подвергаются легированные стали, для того чтобы произошел распад аустенита. Режимы термообработки:
- нагревание до температуры – на 20°С — 30°С выше точки ;
- выдерживание;
- остывание:
- быстрое – не ниже 630°С;
- медленное – при положительных температурах.
4. Отжиг для устранения напряжений
Снятие внутренних и остаточных напряжений отжигом используется после сварочных работ, литья, механической обработки. С наложением рабочих нагрузок детали подвергаются разрушению. Режимы обработки:
- нагревание до температуры – 727°С;
- выдерживание – до 20 часов при температуре 600°С — 700°С;
- остывание — медленное.
5. Отжиг полный
Отжиг полный позволяет получить внутреннюю структуру с мелким зерном, в составе которой феррит с перлитом. Полный отжиг используют для литых, кованных и штампованных заготовок, которые будут в дальнейшем обрабатываться резанием и подвергаться закалке.
![Полный отжиг стали]()
Полный отжиг стали
- температура нагрева – на 30°С-50°С выше точки ;
- выдержка;
- охлаждение до 500°С:
- сталь углеродистая – снижение температуры за час не более 150°С;
- сталь легированная – снижение температуры за час не более 50°С.
6. Неполный отжиг
При неполном отжиге пластинчатый или грубый перлит преобразуется в ферритно-цементитную зернистую структуру, что необходимо для швов, полученных электродуговой сваркой, а также инструментальные стали и стальные детали, подвергшиеся таким методам обработки, температура которых не провоцирует рост зерна внутренней структуры.
- нагревание до температуры – выше точки или , выше 700°С на 40°С — 50°С;
- выдерживание – порядка 20 часов;
- охлаждение — медленное.
Закалка
Закалку сталей применяют для:
- Повышения:
- твердости;
- прочности;
- износоустойчивости;
- предела упругости;
- Снижения:
- пластичности;
- модуля сдвига;
- предела на сжатие.
Суть закалки – это максимально быстрое охлаждение прогретой насквозь детали в различных средах. Каление производится с полиморфными изменениями и без них. Полиморфные изменения возможны только в тех сталях, в которых присутствуют элементы способные к преобразованию.
![Закалка стали]()
Такой сплав подвергается нагреву до той температуры, при которой кристаллическая решетка полиморфного элемента терпит изменения, за счет чего увеличивается растворяемость легирующих материалов. При снижении температуры решетка изменяет структуру из-за избытка легирующего элемента и принимает игольчатую структуру.
Невозможность полиморфных изменений при калении обусловлено ограниченной растворимостью одного компонента в другом при быстрой скорости охлаждения. Для диффузии мало времени. В итоге получается раствор с избытком нерастворенного компонента (метастабильтный).
Для увеличения скорости охлаждения стали используются такие среды как:
- вода;
- соляные растворы на основе воды;
- техническое масло;
- инертные газы.
Сравнивая скоростной режим охлаждения стальных изделий на воздухе, то охлаждение в воде с 600°С происходит в шесть раз быстрее, а с 200°С в масле в 28 раз. Растворенные соли повышают закаливающую способность. Недостатком использования воды считается появление трещин в местах образования мартенсита. Техническое масло используется для закалки легирующих сплавов, но оно пригорает к поверхности.
Металлы, использующиеся при изготовлении изделий медицинской направленности не должны иметь пленки из оксидов, поэтому охлаждение происходит в среде разряженного воздуха.
Чтобы полностью избавиться от аустенита, из-за которого у стали наблюдается высокая хрупкость, изделия подвергаются дополнительному охлаждению при температурах от — 40°С и до -100°С в специальной камере. Также можно использовать углекислую кислоту в смеси с ацетоном. Такая обработка повышает точность деталей, их твердость, магнитные свойства.
Если деталям не требуется объемная термообработка, проводится каление только поверхностного слоя на установках ТВЧ (токами высокой частоты). При этом глубина термообработки составляет от 1 мм до 10 мм, а охлаждение происходит на воздухе. В итоге поверхностный слой становится износоустойчивым, а середина вязкая.
Процесс закалки предполагает прогревание и выдержку стальных изделий при температуре, достигающей порядка 900°С. При такой температуре стали с содержанием углерода до 0,7% имеют структуру мартенсита, который при последующей термообработке перейдет в требуемую структуру с появлением нужных качеств.
Нормализация
Нормализация формирует структуру с мелким зерном. Для низкоуглеродистых сталей — это структура феррит-перлит, для легированных – сорбитоподобная. Получаемая твердость не превышает 300 НВ. Нормализации подвергаются горячекатаные стали. При этом у них увеличивается:
- сопротивление излому;
- производительность обработки;
- прочность;
- вязкость.
![Процесс нормализации стали]()
Процесс нормализации стали
- происходит нагрев до температуры – на 30°С-50°С выше точки ;
- выдерживание в данном температурном коридоре;
- охлаждение – на открытом воздухе.
Преимущества термообработки
Термообработка стали – это технологический процесс, который стал обязательным этапом получения комплектов деталей из стали и сплавов с заданными качествами. Этого позволяет добиться большое разнообразие режимов и способов термического воздействия. Термообработку используют не только применительно к сталям, но и к цветным металлам и сплавам на их основе.
Стали без термообработки используются лишь для возведения металлоконструкций и изготовления неответственных деталей, срок службы которых невелик. К ним не предъявляются дополнительные требования. Повседневная же эксплуатация наоборот диктует ужесточение требований, именно поэтому применение термообработки предпочтительно.
В термически необработанных сталях абразивный износ высок и пропорционален собственной твердости, которая зависит от состава химических элементов. Так, незакаленные матрицы штампов хорошо сочетаются при работе с калеными пуансонами.
Термообработка: закалка,
отпуск, нормализация, отжигМеталлоизделия, используемые в любых отраслях хозяйства должны отвечать требованиям устойчивости к износу. Для этого используется воздействие высокими температурами, в результате чего усиливаются нужные эксплуатационные свойства. Этот процесс называется термической обработкой.
Термообработка представляет собой комплекс операций нагрева, охлаждения и выдержки металлических твердых сплавов для получения необходимых свойств благодаря изменению структуры и внутреннего строения. Термическая обработка применяется в качестве промежуточной операции для того, чтобы улучшить обрабатываемость резанием, давлением, либо в качестве окончательной операции технологического процесса, которая обеспечивает требуемый уровень свойств детали.
Различные методы закаливания применялись с давних пор: мастера погружали нагретую металлическую полоску в вино, в масло, в воду. Для охлаждения кузнецы порой применяли и достаточно интересные способы, например садились на коня и мчались, охлаждая изделие в воздухе.
По способу совершения термическая обработка бывает следующих видов:
-Термическая (нормализация, закалка, отпуск, отжиг, старение, криогенная обработка).
-Термо-механическая. Включает обработку высокими температурами в сочетании с механическим воздействием на сплав.
-Химико-термическая. Подразумевает термическую обработку металла с последующим обогащением поверхности изделия химическими элементами (углеродом, азотом, хромом и др.).
Основные вид ы термической обработки:
1. Закалка. Представляет собой вид термической обработки разных материалов (металлы, стекло), состоящий в нагреве их выше критической температуры с быстрым последующим охлаждением. Выполняется для получения неравновесных структур с повышенной скоростью охлаждения. Закалка может быть как с полиморфным превращением, так и без полиморфного превращения.
2. Отпуск – это технологический процесс, суть которого заключается в термической обработке закалённого на мартенсит металла либо сплава, основными процессами при котором являются распад мартенсита, рекристаллизация и полигонизация. Проводится с целью снятия внутренних напряжений, для придания материалу необходимых эксплуатационных и механических свойств.
3. Нормализация. В данном случае изделие нагревается до аустенитного состояния и потом охлажда е т ся на спокойном воздухе. В результате нормализации снижаются внутренние напряжения, выполняется перекристаллизация стали. В сравнении с отжигом, нормализация – процесс более короткий и более производительны й .
4. Отжиг. Представляет собой операцию термической обработки, заключающуюся в нагреве стали, выдержке при данной температуре и последующем медленном охлаждении вместе с печью. В результате отжига образуется устойчивая структура, свободная от остаточных напряжений. Отжиг является одной из важнейших массовых операций термической обработки стали.
1) Снижение твердости и повышение пластичности для облегчения обработки металлов резанием;
2) Уменьшение внутреннего напряжения, возникающего после обработки давлением (ковка, штамповка), механической обработки и т. д.;
3) Снятие хрупкости и повышение сопротивляемости ударной вязкости;
4) Устранение структурной неоднородности состава материала, возникающей при затвердевании отливки в результате ликвации.
Для цветных сплавов (алюминиевые, медные, титановые) также широко применяется термическая обработка. Цветные сплавы подвергают как разупрочняющей, так и упрочняющей термической обработке, в зависимости от необходимых свойств и области применения.
Термическая обработка металлов и сплавов является основным технологическим процессом в чёрной и цветной металлургии. На данный момент в распоряжении технических специалистов множество методов термообработки, позволяющих добиться нужных свойств каждого вида обрабатываемых сплавов. Для каждого металла свойственна своя критическая температура, а это значит, что термообработка должна производиться с учётом структурных и физико-химических особенностей вещества. В конечном итоге это позволит не только достичь нужных результатов, но и в значительной степени рационализировать производственные процессы.
Отжиг стали
Ассортимент изделий из металла огромен и в каждом случае требуются определенные, часто специфические качества материала. Обеспечить полный перечень марок производитель не в состоянии. Металлургические предприятия предлагают сырье, отвечающее ГОСТ, которое впоследствии дорабатывается на обрабатывающих производствах. Одна из ключевых операций — отжиг стали. На этой стадии металл приобретает необходимые технические свойства для последующей обработки. Чтобы понять, что такое отжиг стали, необходимо понимать для чего он делается, и какие процессы при этом происходят.
Почему необходима термическая обработка металла
Операцию проводят с целью улучшения технологических качеств сырья. Ключевым фактором становится температура отжига стали, которую необходимо выдерживать определенное время. При этом достигаются следующие цели:
- Снижение твердости. Качественные показатели после обработки позволяют существенно уменьшить трудозатраты, сократить время операций, используя более широкий перечень режущих инструментов.
- Улучшение микроструктуры. Под действием высокой температуры в определенный временной промежуток происходят существенные изменения на молекулярном уровне. Полученная однородная структура стали после отжига оптимальна для последующих механических и физических операций.
- Для снятия внутренних напряжений. В процессе первичной обработки на металлургических предприятиях в металле возникает дисбаланс кристаллической структуры. Правильно подобрав виды отжига стали, достигают необходимых характеристик металла для конкретного случая.
Иногда достаточен неполный отжиг стали для получения нужных технологических кондиций. В зависимости от желаемых качественных показателей металла могут использоваться сложные и длительные по времени режимы. Полный отжиг стали может длиться более суток для габаритных изделий. Большую часть этого времени занимают нагрев до нужной температуры и медленное остывание, регламентированное типом термической обработки при заданном стандарте.
Подробно режим отжига стали описан в специальной литературе. Некоторые операции предполагают соблюдение временного режима и точной температуры, вплоть да нескольких градусов. Если есть муфельная печь, то процедуру можно выполнить качественно. Когда такого оборудования нет, то точно провести отдельные виды термообработки будет затруднительно. Ориентироваться придется исключительно по цвету раскаленного металла.
![Цвета каления стали]()
Цвета каления стали
Сделать отжиг стали в домашних условиях можно по упрощенной схеме. Проконтролировать температуру предмета, нагретого газовой горелкой точно не получится. Регулировать режимы нагрева и остывания металла можно только примерно. При обработке стали в домашних условиях сделать структурный анализ невозможно. Определяется температура неполного отжига только визуально. Целями в бытовых условиях становятся снижение прочности и повышение обрабатываемости изделия. Микроструктура стали после отжига меняется и можно проводить дальнейшие операции.
Виды отжига
Принято делить эту операцию на два основных вида. Отжиг стали может быть 1-го и 2-го рода. В первом случае не происходит фазовой рекристаллизации, но металл приобретает нужные качества. Устраняются последствия механической обработки металла на прокатных станах, штампах.
Упрочнение поверхности стали после физического воздействия на металлургическом комбинате называют наклепом.
Главное назначение отжига стали 1-го рода — снижение прочности и повышение пластичности, необходимой для дальнейшей обработки. Частичная рекристаллизация снижает внутренние напряжения, что делает изделия более надежными и долговечными.
Отжиг стали 2-го рода характеризуется кардинальными изменениями структуры. Фазовая рекристаллизация достигается нагреванием металла выше критических точек и точным выполнением режима охлаждения по температуре и времени. Такие виды отжига и их назначение определяются производственными задачами для получения необходимых качеств металла. Критические температуры являются серьезным фактором риска. В ряде случаев, например, при пережоге, возникают необратимые изменения в структуре. Такой металл отправляется на переплавку. Термообработка, отжиг и нормализация сталей сложный процесс дающий возможность получить из исходного сырья продукцию, отвечающую по заданным характеристикам запросы производителей конечных изделий.
Полный, неполный отжиг
Применяют термическую обработку для достижения необходимых качеств металла. Цель отжига стали определена как получение заданных технологических свойств. Они могут быть как общими, так и достаточно специфичными. Так неполный отжиг заэвтектоидной стали допустим при изготовлении конструкционных элементов, но при производстве деталей с заданными характеристиками будет недостаточен. Изменения структуры металла в обоих типах обработки различны. Играет роль не только время отжига стали, но и температура. Важным фактором успешного решения задачи является и режим охлаждения.
При неполном отжиге стали температура не достигает верхней критической точки. Менее жестки и требования по выдержке времени охлаждения. Выполняя полный отжиг сталей, металл разогревают выше критической точки. Затем выдерживают указанное время и точно выполняют график охлаждения. При термообработке, отжиге важно учитывать марку сырья, твердость, химический состав, поскольку технология и режимы определяются нормами ГОСТ.
Изотермический отжиг
Этот вид обработки применяется главным образом для легированных сплавов. Изометрический отжиг стали заключается в нагревании металла до аустенитного состояния с последующим ускоренным охлаждением до 660-680° C. Затем заготовку выдерживают при этой температуре, пока аустенит не превратится в перлит. После этого металл охлаждают на воздухе естественным способом.
Это самый быстрый и эффективный способ повысить пластичность металлов с высоким содержанием хрома.
Высокотемпературный отжиг нержавеющей стали и некоторых других конструкционных, инструментальных сплавов делается таким способом. Подобная технология позволяет снизить твердость легированных материалов до уровня, позволяющего эффективно обрабатывать впоследствии заготовку на металлорежущем оборудовании.
Изотермический отжиг характеризуется особым методом охлаждения. Заданное время материал выдерживается при температуре, указанной в нормах на одном уровне, а не падает постепенно, как в других вариантах обработки. Формирование однородной структуры происходит за счет полного распада аустенита и преобразований ферритов и перлитов. Таким способом обрабатывают жаростойкие сплавы.
Эффективна эта методика для обработки небольших изделий, штамповок, инструментальных заготовок.
Изотермический отжиг имеет небольшой по времени технологический цикл, однако достаточно эффективный для решения многих производственных задач.
Диффузионный отжиг
Согласно отраслевым нормам, этот вид термообработки можно отнести к экстремальным. Металл нагревается до максимально возможной температуры, превышающей критические точки. Технология часто применяется для сплавов со сложными и легкоплавкими соединениями. При этом структура заэвтектоидной стали после отжига становится менее твердой и значительно пластичнее, что позволяет использовать широкий набор приемов для дальнейшей обработки. Метод требует полного контроля и соблюдения технологии, поскольку высоки риски перегрева и пережога, что может привести частично или полностью к утрате необходимых качеств и такой металл к дальнейшим операциям будет непригоден. Точная температура полного отжига доэвтектоидной стали и других марок металла есть в специальных справочниках.
![Диффузионный отжиг стали]()
Диффузионный отжиг стали
Правильно выполненная термообработка позволяет получить:
- равновесный химический состав;
- рост зерна;
- растворение избыточных фаз;
- образование, рост пор.
Последний пункт является побочным эффектом, относится к дефектам и при производстве стараются избегать возникновения этого явления. Технология отжига стали этим методом требует навыков и знаний, понимания разницы между отдельными видами и марками металла.
Рекристаллизационный отжиг
Методика, позволяющая избавиться от многих нежелательных качеств металла. Рекристаллизационный отжиг стали проводят с целью снять наклеп и другие последствия после некоторых механических операций. Технология применяют для обработки:
- листового проката;
- проволоки;
- прутков;
- труб;
- штамповки.
После рекристаллизационного отжига стали металл приобретает необходимые характеристики для получения изделий с заданными качествами.
Выбор технологии определяется химическим составом. При процедуре материал нагревают до значений, превышающих температуру кристаллизации не менее чем на 100-200° C. Необходимые свойства появляются в разной степени в зависимости от вида обработки. Чаще используют полный отжиг. При этом структурные изменения более существенные. В ряде случаев достаточен неполный отжиг.
![Температурные зоны для рекристаллизационного отжига]()
Температурные зоны для рекристаллизационного отжига
Особенности отжига различных видов стали
Все термические операции с металлом проводят в строгом соответствии с предписанными требованиями к каждой марке. Определяющим значением становится содержание углерода, других металлов в составе сплава. Фактором, влияющим на твердость после отжига стали, является время выдержки в печи и режим охлаждения.
Для того чтобы точно выполнить условия охлаждения часто используются 2 печи. В одной поддерживается максимальная температура, а во второй изделие выдерживают необходимое количество времени до завершения внутренних структурных процессов. Так температура отжига нержавеющей стали в первой камере может превышать 1000° С, а потом изделия выдерживают несколько часов при 900° С и охлаждают до 300° С со скоростью 50-100° С в час. Дальнейшее охлаждение проводится на воздухе.
Режимы отжига быстрорежущих сталей Режимы отжига легированных инструментальных сталей Режимы отжига углеродистых инструментальных сталей
Значительную долю в общем объеме термообработки занимают доэвтектоидные стали. Содержание углерода в них менее 0, 8%. Структуру составляют феррит и перлит, поэтому в большинстве случаев достаточно провести неполный отжиг доэвтектоидных сталей, что снизит твердость и повысит пластичность. Низкоуглеродистые сплавы используются в больших объемах в строительстве, в конструкциях, возводимых в народном хозяйстве. Однако в отдельных случаях требования к структуре металла более жесткие. Тогда необходимо проводить полный отжиг доэвтектоидных сталей для снятия напряжений и получения равновесной структуры с заданными качествами. Применяемый способ выбирается, опираясь на требования производителей, возможности имеющегося обрабатывающего оборудования. В технической документации обозначены температуры и время, необходимое при отжиге, для достижения качеств получаемых закалкой и отпуском.
В процессе термической обработки происходят сложные изменения структурного характера, которые можно анализировать только на специальном оборудовании. Разрабатывались нормы и рекомендации, опираясь на научные данные, выполнение которых в производственных условиях обязательно. Получаемая структура при отжиге и другие показатели строго регламентированы и в домашних условиях практически невыполнимы. Однако добиться изменения структурного строения, сделать металл мягким и податливым своими руками можно. Качество отожженной стали для бытового применения будет достаточным. Для домашнего мастера не важно, эвтектоидного или аустенитного класса сплав у обрабатываемой детали.
Технология термической обработки стали
Основными видами термической обработки сталей являются отжиг, нормализация, закалка и отпуск.
Отжиг стали в зависимости от назначения и температурно-временных режимов разделяют на две группы: I и II рода. Отжиг первого рода проводят для получения более равновесной структуры, чем исходная (рекристаллизационный и диффузионный отжиги). В настоящей работе подробно рассмотрен отжиг второго рода (далее отжиг), в основе которого лежит фазовая перекристаллизация.
Отжиг состоит в нагреве стали на 30…50 о С выше температуры фазовых превращений (А3 или А1), выдержке и последующем медленном охлаждении вместе с печью. Медленное охлаждение обеспечивает достижение равновесного состояния и получение структур, соответствующих диаграмме железо – цементит.
Результат отжига зависит от технологических режимов: температуры нагрева, времени выдержки и скорости охлаждения.
В зависимости от температуры нагрева различают полный отжиг с нагревом до температуры на 30…50 о С выше А3 (для доэвтектоидных сталей) и неполный – с нагревом на 30…50 о С выше А1 для заэвтектоидных сталей (рис. 6.1). Углеродистые стали охлаждают со скоростью 150…200 о С/ч, легированные – 100…130 о С/ч.
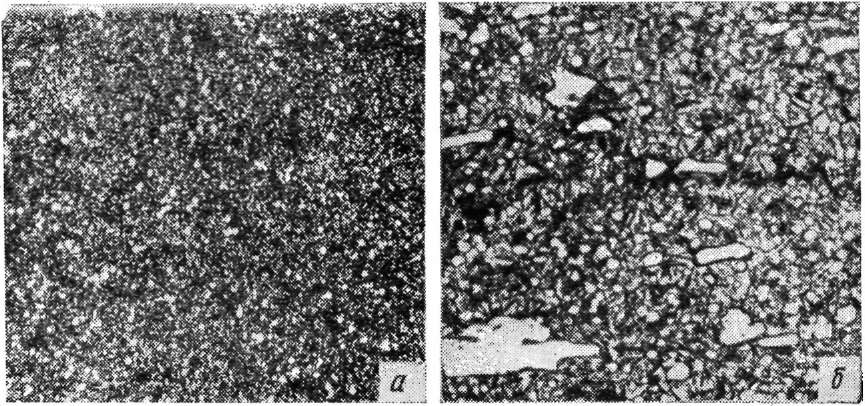
Отжиг производится для уменьшения прочности и твердости поковок, увеличения пластичности и вязкости литой стали, полного снятия напряжений и улучшения обрабатываемости. Отожженная сталь 40 имеет крупнозернистую феррито – перлитную структуру (рис. 6.3, а).
Нормализациязаключается в нагреве стали на 30…50 о С выше температуры фазовых превращений (А3 или Аm), выдержке и последующем охлаждении на спокойном воздухе. Вследствие большей, по сравнению с отжигом, скоростью охлаждения (примерно 150 о С/мин) у стали 40 формируется более мелкозернистая феррито – перлитная структура (рис. 6.3, б). Твердость и прочность нормализованной стали на 10…15 % выше, чем отожженной.
Целью нормализации является получение мелкозернистой, однородной структуры, устранение внутренних напряжений и наклепа, снижение твердости и прочности, повышение пластичности. Она производится как предварительная ТО перед штамповкой, обработкой резанием, окончательной термообработкой.
![]()
![]()
Рис. 6.3. Микроструктуры стали 40 (Î600): а) после отжига;
б) после нормализации
Закалка – упрочняющая термическая обработка, при которой сталь нагревают на 30…50 о С выше температуры фазовых превращений (А3 или А1), выдерживают во времени и быстро охлаждают со скоростью выше критической Vкр (рис. 6.1). Для углеродистых сталей Vкр ≈ 150 о С/с, а охлаждение в воде обеспечивает среднюю скорость 200 о С/с.
Целью закалки является получение высокой твердости, прочности и износостойкости стали. Такие свойства обеспечивает образующаяся в результате закалки неравновесная (метастабильная) структура мартенсита.
Мартенсит (М)– пересыщенный твердый раствор углерода в α- железе (назван по имени немецкого металловеда А. Мартенса – Adolf Martens).
Определяющим этапом формирования структуры мартенсита при закалке является охлаждение стали из аустенитной области до комнатной температуры. При быстром охлаждении после полиморфного превращения, т.е. перестройки кристаллической решетки аустенита (ГЦК) в решетку феррита (ОЦК), «лишний» углерод остается в решетке ОЦК вследствие подавления диффузионных процессов. Образуется пересыщенный твердый раствор углерода в α – железе. Перенасыщенность мартенсита углеродом создает в его решетке большие внутренние напряжения, которые приводят к искажению ее формы и превращению из кубической (рис. 6.4, а) в тетрагональную (рис. 6.4, б). Уровень внутренних напряжений оценивается степенью тетрагональности, т.е. отношением длины ребра «с» высоты параллелепипеда к ребру его основания «а».
- Fe
- C
с
Рис.6.4. Кристаллическая решетка феррита (а) и мартенсита (б)
Чем выше степень тетрагональности решетки мартенсита, тем выше его твердость. Степень тетрагональности, в свою очередь, будет зависеть от содержания углерода в стали.
По температуре нагрева различают полную и неполную закалку. Полная закалка, осуществляемая из аустенитной области (выше линии А3), проводится для изделий из доэвтектоидных сталей. При этом образуется структура мартенсита. Неполной закалке подвергают инструмент из заэвтектоидной стали, в которой образуется структура М + ЦII. Наличие включений вторичного цементита увеличивает твердость закаленного инструмента, т.к. цементит по твердости превосходит мартенсит.
Закалка не является окончательной термообработкой. Чтобы уменьшить внутренние закалочные напряжения, приводящие к хрупкому разрушению, а также получить требуемый комплекс механических свойств, после закалки сталь обязательно подвергают отпуску.
Отпускзакаленных сталей включает нагрев до температур ниже фазовых превращений (ниже А1), выдержку во времени и последующее охлаждение с любой скоростью. Получаемые структуры и свойства отпущенных сталей зависят от температуры нагрева, в зависимости от которой различают низкий, средний и высокий отпуск.
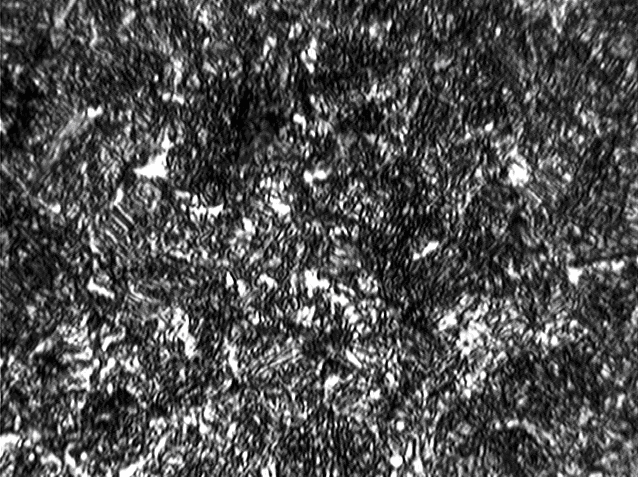
Низкий отпуск проводят в интервале температур 100…250 о С для уменьшения внутренних напряжений и хрупкости при незначительном снижении твердости. Этому отпуску подвергают инструменты, а также детали, прошедшие поверхностную закалку или цементацию, от которых требуется высокая твердость и износостойкость. Получаемая структура – мартенсит отпуска (Мотп), имеющий игольчатое строение (рис. 6.5, а).
Средний отпуск производится при температурах 300…450 о С и применяется для рессор, пружин, штампов и другого ударного инструмента, т.е. для изделий, где требуется достаточная твердость и высокая упругость. Получаемая структура – троостит отпуска.
Троостит (тростит) Т – структурная составляющая стали, представляющая собой ультадисперсную (сверхтонкую) смесь феррита и цементита. Названа по имени французского ученого Луи-Жозефа Труста (фр. L. J. Troost). Структура троостита настолько дисперсна, что даже при увеличении 600 крат она практически не просматривается (рис. 6.5, б).
![]()
![]()
![]()
Рис. 6.5. Микроструктуры стали 40 после ТО (Ï600): а) – мартенсит
отпуска (закалка с низким отпуском); б) – троостит (закалка со средним
отпуском); в) – сорбит (закалка с высоким отпуском)
Высокий отпуск, проводимый при 500…650 о С, полностью устраняет внутренние напряжения. В результате образуется структура – сорбит отпуска.
Сорбит (С)– структурная составляющая стали, представляющая собой тонкодисперснуюсмесь феррита и цементита, более крупную, чем у троостита (рис. 6.5, в). Названа в честь английского учёного Г. К. Сорби (Н. С. Sorby).
Стали со структурой троостита обладают повышенной твердостью, прочностью и упругостью, умеренной пластичностью и высокой вязкостью. Их применяют для изделий из конструкционных сталей, подверженных воздействию высоких напряжений.
Термообработку, заключающуюся в закалке на мартенсит с последующим высоким отпуском, называют улучшением.
Читайте также:
- I – рода:
- снятие внутренних напряжений после