Закалка после цементации сталь 20
Обновлено: 02.05.2024
Для повышения твердости, сопротивления абразивному износу и теплостойкости цементации (нитроцементации) иногда подвергают высокохромистые нержавеющие (типа Х13, Х17, IX17H2 и др.) и реже инструментальные (Р18, Р6М5 и др.) стали. При обработке этих сталей лучшие результаты обнаруживает газовая цементация, исключающая образование на поверхности оксидной пленки, которая затрудняет диффузию углерода и способствует получению неравномерной поверхностной твердости. Процесс ведут при температуре 950– 1050 °С, обеспечивающей достаточную толщину слоя при сравнительно небольшой продолжительности цементации. Перед цементацией изделия из высокохромистых сталей подвергаются обезжириванию и травлению для удаления оксидной пленки или в печь помещают хлористый алюминий (5 г на 10 л объема печи).
После цементации высокохромистые стали подвергаются термической обработке. Стали 20X13, 30X13, 40X13 и 95X18 для получения твердости 58–62 HRC рекомендуется закаливать в масле от температуры 880–950 °С. Возможна непосредственная закалка в масле из цементационной печи после подстуживания до 900— 950°С. После закалки рекомендуется обработка холодом и отпуск при 180 °С.
Сталь 14Х17Н2 после цементации подвергают закалке с 1000—1050 °С, обработке холодом при –70 °С с последующим отпуском при 160 °С. Обработка холодом необходима, так как в слое содержится до 45 % остаточного аустенита, снижающего твердость; после обработки холодом 64—65 HRC. После цементации изделия подвергаются шлифованию на толщину 0,1—0,2 мм, что обеспечивает высокую коррозионную стойкость цементованного слоя.
Для получения упрочненного слоя толщиной 0,2—0,4 мм и 58—60 HRC применяют нитроцементацию при 850 °С — 6—8 ч. Указанный режим нитроцементации для стали 14Х17Н2 обеспечивает наименьшее развитие зоны с низкой коррозионной стойкостью, которая удаляется шлифовкой.
При цементации низколегированных высокоуглеродистых сталей типа ХВГ; ШХ15 и др. образуются карбиды цементитного типа Ме3Св виде сетки и пластин. Наличие исходных карбидов в аустените (в процессе насыщения) способствует образованию глобулярных карбидов.
1.5.10 Цементация тугоплавких металлов
Тугоплавкие металлы Cr, W, Mo, Zr, Nb, Та, V и их сплавы иногда подвергают цементации с целью повышения твердости, износостойкости и коррозионной стойкости поверхности. В результате цементации тугоплавких металлов на поверхности обра-, зуются карбидные слои типа МеС и Ме2С. Насыщение чаще проводят при, температуре 1200—1600 °С (W, Мо, V, Nb, Та) и 900—1000 °С (Ti, Zr). Продолжительность насыщения 2—8 ч. Толщина слоя на молибдене, вольфраме, ванадии, цирконии и титане составляет 20—60 мкм, а на ниобии и тантале 2—8 мкм. При толщине слоя более 50—60 мкм в слое образуются трещины, сколы и снижается прочность сцепления его с основным металлом. В карбидном слое возникают значительные (300—600 МПа) остаточные напряжения сжатия, а в сердцевине — растягивающие напряжения.
С повышением температуры цементации возрастает твердость карбидных слоев, уменьшается их плотность и сплошность, ухудшается прочность сцепления с основой и увеличивается хрупкость. Температура цементации, как правило, превышает температуру рекристаллизации, что ведет к снижению механических свойств обрабатываемых изделий.
В процессе цементации тугоплавких металлов происходит насыщение их нетолько углеродом, но и азотом, кислородом и другими элементами, имеющимися в реакционном пространстве. Это ухудшает механические свойства сердцевины у таких металлов, как титан, цирконий, ванадий, хром и др. Качественные слои на титане и цирконии без изменения свойств сердевины можно получить методом вакуумной цементации в засыпке из угля и графита и давлении 10 Па. Повышение давления приводит к увеличению пористости и хрупкости карбидных слоев.
Цементация стали
Цементация металла – это вид термической обработки металлов с использованием дополнительного химического воздействия. Атомарный углерод внедряется в поверхностный слой, тем самым его насыщая. Насыщение стали углеродом, приводит к упрочнению обогащенного слоя.

Процесс цементации
Целью цементация стали является повышение эксплуатационных характеристик детали. Они должны быть твердыми, износостойкими снаружи, но внутренняя структура должна оставаться достаточно вязкой.
Для достижения данных требований требуется высокая температура, среда, выделяющая свободный углерод. Процесс цементации применим к сталям с содержанием углерода не больше двух десятых долей процента.
Для науглероживания слоя наружной поверхности, детали нагревают с использованием печи до температуры в диапазоне 850С — 950С. При такой температуре происходит активизация выделения углерода, который начинает внедряться в межкристаллическое пространство решетки стали.
Цементация деталей достаточно продолжительный процесс. Скорость внедрения углерода составляет 0,1 мм в час. Не трудно подсчитать, что требуемый для длительной эксплуатации 1 мм можно получить за 10 часов.

Влияние на глубину слоя продолжительности цементации
На графике наглядно показано на сколько зависит продолжительность по времени от глубины наугрероживаемого слоя и температуры нагрева.
Технологически цементация сталей производится в различных средах, которые принято называть карбюризаторами. Среди них выделяют:
- твердую среду;
- жидкую среду;
- газовую среду.

Поверхностный слой, получаемый цементацией
Стали под цементацию обычно берутся легированные или же с низким содержанием углерода: 12ХН3А,15, 18Х2Н4ВА, 20, 20Х и подобные им.
Способы цементации
Цементация получила широкое распространение при обработке зубчатых колес и других деталей, работающих при ударных нагрузках. Высокая твердость рабочих поверхностей обеспечивает продолжительный срок работы, а достаточно вязкая середина позволяет компенсировать ударные нагрузки.
Разработаны множество способов науглероживания. Чаще всего используются следующие:
- в твердой среде;
- в жидкости;
- в газе;
- в вакууме.
Как происходит процесс цементации с использованием твердой среды
В качестве твердого карбюризатора берется смесь древесного угля (береза, дуб) и соли угольной кислоты с кальцием и другими щелочными металлами. Количество древесного угля может достигать 90%. Для приготовления смеси компоненты дробятся для улучшения выхода углерода. Размер частиц не должен превышать 10 мм. Так же не должно быть микроскопических частив в виде пыли и крошек, поэтому смесь просеивается.

Цементация стали в твердой среде
Для получения готовой смеси пользуются двумя способами. Первый – соль с углем в сухом состоянии тщательно перемешивается. Второй способ – из соли получают раствор. Для этого ее разводят в воде, а после чего этим раствором обильно смачивают древесный уголь. Перед помещением в печь уголь сушат. Его влажность не должна превышать 7%. Получение карбюризатора последним способом более качественно.
Смесь насыпается в ящики. После чего в них помещают детали. Для исключения оттока газа, получаемого во время нагрева, ящики подвергаются герметизации. Плотно закрывающую крышку дополнительно замазывают шамотной глиной.
Ящики подбираются в зависимости от формы детали, их количества и объема засыпанной смеси. Обычно они бывают прямоугольными и круглыми. Материалом для изготовления ящиков может служить сталь как жаростойкая, так и низкоуглеродистая.
Технологический процесс цементации стали можно представить в следующем порядке:
- Детали, предназначенные под цементацию, закладываются в металлические ящики, при этом равномерно пересыпаются угольным составом.
- Ящики герметизируются и подаются в заранее нагретую печь.
- Первоначально производится прогрев до температурных показаний порядка 700С — 800С.
- Контроль прогреваемости производится визуально. Ящики и подовая плита имеют равномерный цвет без затемненных пятен.
- Далее температуры в печи увеличивают до требующихся 850С 950С. В данном диапазоне происходит диффузия внедрения атомов углерода.
- Длительность выдерживания деталей в печи напрямую зависит от требуемой толщины слоя.
Как происходит процесс цементации в газовой среде
Цементация стали в среде газов производится при массовом выпуске деталей. Глубина цементации не превышает 2-х мм. Используемые газы – естественные или искусственные газы, содержащие углерод. Обычно используется газ, получающийся при распаде нефтепродуктов.

Цементация стали в газовой среде
Его получают в большинстве случаев нагреванием керосина. Больше половины газа подвергают модификации, его крекируют.
Активный углерод при данном способе обработки получается при распаде, и формула имеет следующий вид:
2СО=СО2+С
СН4=2Н2+С
Если пиролизный газ использовался без модифицированного, то в результате обогащенный слой металла будет недостаточным. К тому же пиролизный газ создает обильную сажу.
Печи для данного способа цементации должны быть герметичными. Обычно пользуются стационарными печами, но как вариант методическими.
Цементацию стали и технологический процесс можно представить в следующем порядке:
Подвергаемые цементации изделия помещаются в печь. Температура поднимается порядка 910С — 950С. Производится подача газа в печь. Выдержка в газовой среде определенное время.
Длительность термического воздействия составляет 15 часов при температуре в 920С с получаемым слоем 1,2 мм. Для ускорения производственного процесса температуру поднимают. Уже при 1000С получить такой же науглероженный слой возможно за 8 часов.
В последнее время широкое применение нашел способ проведения процесса в эндотермической среде. Во время активного науглероживания в газовой среде поддерживается значительный потенциал углерода за счет введения природного газа (пропана, бутана или метана). На этот период концентрация газ из нефтепродуктов устанавливается на уровне 1%.
Процесс проведения цементации в жидкой среде
Жидкая среда – это расплавленные соли. В качестве солей используются карбонаты металлов, правда, металлы должны быть щелочными с низкой температурой плавления. Температура проведения цементации при данном методе составляет 850С. Процесс происходит во время погружения деталей в ванну с расплавом и выдерживании их там.

Цементация стали в жидкой среде
Цементация в жидкой среде отличается не большим насыщенным слоем, который не превышает 0,5 мм. Соответственно времени занимает до 3 часов. Среди достоинств следует отметить: обработанные детали имеют незначительную деформацию, а также возможна закалка без промежуточного этапа.
Как происходит процесс цементации в вакууме
Недостаточное давление, создаваемое в печи, значительно сокращает время проведения обработки. Цементацию стали и технологический процесс можно представить в следующем порядке:
- При данном методе детали помещаются в холодную печь.
- После герметизации камеры нагрева в ней создается вакуум.
- Затем производят нагрев до требуемой температуры.
- Производится выдержка, которая занимает до часа по времени. За это время выравнивается температура и с поверхности нагретых деталей осыпаются загрязнения, мешающие науглероживанию.
- Затем подается в камеру углеводородный газ под давлением. За счет чего происходит активная фаза обогащения поверхностного слоя.
- На следующем этапе происходит диффузионное внедрение углерода. На этом этапе в камере опять создают вакуумическое давление.
- За короткий промежуток времени не получается требуемого науглероженного слоя, поэтому процесс повторяют до тех пор, пока не получится требуемая глубина. Обычно результат получается за три стадии.
- Охлаждение до температуры окружающей среды происходит в печи под действием инертных газов под разным давлением.

Печь для вакуумной цементации
Процесс полностью компьютеризирован. За подачей газа, температурой, давлением следит программа, отвечающая за весь технологический процесс. Среди достоинств следует отметить:
- регулирование количества углерода;
- отсутствие кислорода предотвращает образование окислов;
- газ проникает даже в отверстия минимального диаметра;
- чередование процессов происходит при равных условиях;
- полная автоматизация; сокращенные сроки.
Процесс проведения цементации пастами
При производстве разовых работ рациональнее пользоваться пастами для проведения цементации. В составе пасты находятся: сажа с пылью древесного угля. Толщина слоя наносимой пасты должна быть восьмикратно увеличена для получения требуемого насыщенного слоя.
После нанесения состав просушивается. Для процесса цементации используются индукционные высокочастотные печи. Температура проведения процесса достигает 1050С.
Как происходит процесс цементации в электролитическом растворе
Процесс во многом схож с гальваническим покрытием. В нагретый раствор электролита помещается заготовка. Подведенный ток вызывает получение активного углерода и способствует его проникновению в поверхность стальной заготовки.
Таким способом подвергают обработке детали, имеющие небольшой размер. Параметры для прохождения цементации: напряжение тока – 150-300В, температура 450-1050С.
Свойства металла после обработки

Структура стали после цементации
Для исправления крупного зерна металла детали после цементации подвергаются повторному нагреву и закалке с последующим отпуском или нормализацией.
Закалка производится при температуре, не превышающей 900С. В металле происходит измельчение зерна за счет получения перлита и феррита.
Вместо закалки для легированных сталей производят нормализацию. После сквозного прогрева в середине детали образуется мартенсит. Нагрев детали зависит от марки стали, из которой она была изготовлена.

Режимы термической обработки стали после цементации
В качестве заключительной фазы проводят низкотемпературный отпуск, который позволяет устранить поверхностные напряжения и деформации, вызванные высокотемпературной обработкой.
Недостатки цементации
Как было выше сказано основным недостатком после цементации остается изменение структуры металла. В связи с этим требуется дополнительная обработка, что увеличивает время и так длительного процесса цементации.
Для проведения работ требуется обученный и высококвалифицированный персонал. Среди недостатков следует выделить необходимость подготовки карбюризатора.
В заключение стоит отметить, что цементация позволяет использовать, стали с низким содержанием углерода для изготовления ответственных деталей с длительным сроком эксплуатации, что значительно снижает конечную стоимость.
Для защиты поверхностей, не предназначенных под цементацию, пользуются пастами, намеднением или закладывают увеличенные допуски под обработку.
Закалка после цементации стали 20
Цементацией называется процесс насыщения поверхности стальных деталей углеродом.
Диффузия углерода в сталь возможна, если углерод находится в атомарном состоянии, получаемом, например, диссоциацией газов, содержащих углерод (СО, СН4 и др.). Атомарный углерод адсорбируется поверхностью стали и диффундирует в глубь ее.
Цементация производится при температуре выше точки АСз, когда сталь находится в аустенитном состоянии, обычно при температуре 920—930°С. Для существенного сокращения продолжительности процесса применяют высокотемпературную цементацию при 980—1050°С. Этот метод увеличивает производительность в 2—4 раза.
Различают три вида цементации: твердую, газовую и жидкостную.
Для цементации деталей в твёрдом карбюризаторе их упаковывают в ящики и засыпают карбюризатором, который состоит из смеси древесного угля (60-90%) и углекислых солей BaCO3 (40-10%) (рис.2). После упаковки ящики закрывают крышкой, обмазывают шамотной глиной, просушивают и устанавливают в печь.
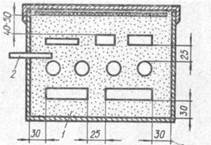
Рис. 2 Схема расположения деталей в цементационном ящике: 1 – карбюризатор; 2 – контрольный образец – “свидетель”
Благодаря ряду преимуществ перед цементацией в твёрдом карбюризаторе газовая цементация нашла широкое применение на заводах массового и мелкосерийного производства.
Процесс газовой цементации впервые был предложен П.П. Аносовым в 30-х годах прошлого века.
Газовая цементация осуществляется нагревом стальных изделий в среде углеродосодержащих газов. В качестве карбюризатора применяют природный газ (СН4), а также пропан-бутановые смеси, подвергнутые специальной обработке. Часто используют жидкие карбюризаторы (керосин грозненского месторождения, синтин и др.), подаваемые в печь каплями.
Для получения заданной концентрации углерода в поверхностном слое и светлой поверхности деталей применяется эндотермический газ (сокращённо эндогаз). Контролируемая эндотермическая атмосфера получается частичным сжиганием природного газа или другого газообразного углеводорода в специальном генераторе.
Химизм процесса газовой цементации сводится в основном к диссоциации метана (СН4→2Н2+Сат) и окиси углерода (2СО→СО2+ Сат).
Жидкостная цементация осуществляется в соляной ванне следующего состава: 75—80% Na2СО3, 10—15% Na2Cl и 6—10% SiC (карборунд). Этот состав был предложен в 1935 г. С. С. Штейнбергом. Процесс ведется при температуре 850—860°С, скорость науглероживания 0,12—0,15 мм/ч. Добавление в ванну хлористого аммония (NH4C1) позволяет интенсифицировать процесс.
Основным преимуществом жидкостной цементации в соляных ваннах является быстрота, равномерность нагрева и возможность непосредственной закалки обрабатываемых деталей из соляной ванны.
После цементации детали необходимо подвергать термической обработке — закалке и отпуску.
Наиболее часто после цементации, особенно при обработке наследственно мелкозернистых сталей, применяют закалку выше точки Ас1 (820—850°С). Это обеспечивает измельчение зерна цементованного слоя и частичную перекристаллизацию и измельчение зерна сердцевины. После газовой цементации сталей типа 18ХГТ, 18ХГТЦ и других с наследственным мелким зерном применяют закалку непосредственно из цементационной печи после подстуживания до температуры 840—860°С и охлаждают в горячем масле с температурой 160—180°С.
Для сталей типа 20Х2Н4А и 18Х2Н4ВА после цементации проводят высокий отпуск, затем закалку.
После цементации в твердом карбюризаторе иногда применяют двойную закалку и отпуск. Первую закалку (или нормализацию) с нагревом до температуры 880— 900°С проводят для устранения перегрева и цементитной сетки в упрочненном слое. Вторая закалка проводится в воде или масле (в зависимости от марки стали) с 770—830°С для устранения перегрева цементованного слоя и придания ему высокой твердости.
Во всех случаях после закалки производят низкий отпуск при температуре 160—200°С.
Структура цементованного слоя после термической обработки состоит из мелкоигольчатого мартенсита, иногда с включениями избыточного цементита и остаточного аустенита.
Твердость поверхностного цементованного слоя после термической обработки HRC 58—64.
Pиc. 3. Mикpocтpyктypa цeмeнтиpoвaннoгo слоя пocлe медленнoгo oxлаждения
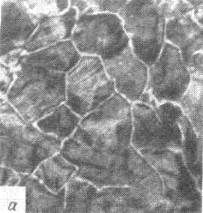
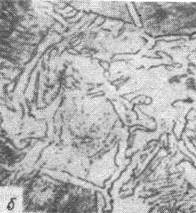
Рис. 4. Микроструктура заэвтектоидного слоя, × 500:
а – нормальная; б – анормальная
Типичные режимы термической обработки показаны на рис. 5.
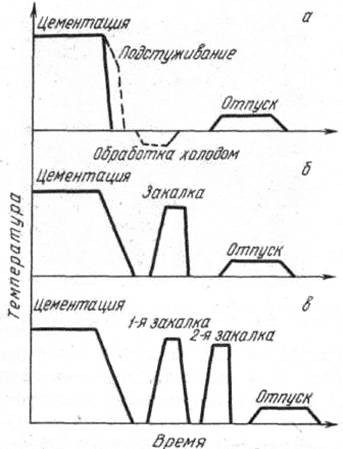
Рис. 5. Режимы термической обработки цементированных деталей
Обычно закалку производят с цементационного нагрева, иногда после некоторого подстуживания и обработки холодом (рис. 5, а). Хотя этот режим самый экономичный в смысле продолжительности процесса и расхода топлива, он сохраняет крупнозернистость поверхностного слоя и сердцевину, зерно аустенита выросло в процессе длительного нагрева при цементации.
Поэтому когда к цементованным изделиям предъявляют повышенные требования в отношении механических свойств после цементации, охлаждение производят медленное и затем дается закалка с повторного нагрева (рис. 5, б)или даже двойная закалка (первая выше Ас3для сердцевины, вторая выше Ас1для поверхности (рис. 5, в). Многочисленные нагревы вызывают изменение размеров, поэтому, если термическая обработка дается по режимам на рис. 5, б или на рис. 5, в,цементированные изделия должны проходить шлифовку («под размер»), что обычно не делается в случае закалки с цементационного нагрева.
Если цементировали слабо прокаливающуюся углеродистую сталь, то структура сердцевины цементируемой углеродистой стали независимо от режима обработки состоит из перлита и феррита, отличающихся разным размером зерна (мелкозернистая в случае двойной обработки, более крупнозернистая – при одинарной, рис. 6, а, б).
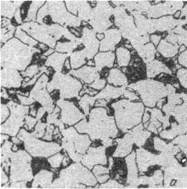
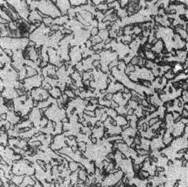
Рис. 6. Микроструктура сердцевины цементированной углеродистой стали,
феррит + перлит, × 250:
а – закалка непосредственно после цементации;
б – закалка после регенерации зерна
В сердцевине цементированной детали из легированной глубоко-прокаливающейся стали образуется мартенсит (рис. 7). Ввиду низкого содержания углерода в таком мартенсите он не обладает хрупкостью.
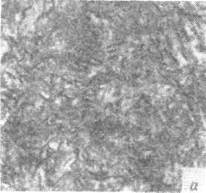

Рис. 7. Микроструктура сердцевины цементированной
легированной стали, × 250
Во всех случаях цементированные детали после закалки для снятия внутренних напряжений подвергают отпуску при низкой температуре (150–200°С).
В результате такой обработки (закалка + низкий отпуск) поверхность должна иметь твердость 58–62 HRC, а сердцевина – 25–35 HRC для легированных и менее
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Цемента́ция ста́ли — поверхностное диффузионное насыщение стали углеродом с целью повышения твёрдости, износоустойчивости.
Цементации подвергают низкоуглеродистые (обычно до 0,25 % C) и легированные стали, процесс в случае использования твёрдого карбюризатора проводится при температурах 900—950 °С, при газовой цементации (газообразный карбюризатор) — при 850—900 °С.
После цементации изделия подвергают термообработке, приводящей к образованию мартенситной фазы в поверхностном слое изделия (закалка на мартенсит) с последующим отпуском для снятия внутренних напряжений.
- в твёрдом карбюризаторе
- в газовом карбюризаторе
- в кипящем слое
- в растворах электролитов
- в пастах
Содержание
В этом процессе насыщающей средой является древесный уголь в зёрнах поперечником 3,5—10 мм или каменноугольный полукокс и торфяной кокс, к которым добавляют активизаторы. Этот процесс известен по крайней мере с XII века [1] .
Технология процесса состоит в следующем: Загрузка деталей в стальной ящик с герметичным песчаным затвором. Укладка деталей производится таким образом, чтобы они были покрыты карбюризатором со всех сторон, не соприкасались друг с другом и стенками ящика. Далее ящик герметично закрывается песчаным затвором или замазывается огнеупорной глиной и загружается в печь.
Стандартный режим: 900—950 °С, 1 час выдержки (после прогрева ящика) на 0,1 мм толщины цементированного слоя. Для получения 1 мм слоя — выдержка 10 часов.
При «ускоренном» режиме цементация производится при 980 градусах. Выдержка уменьшается в два раза, и для получения слоя 1 мм требуется 5 часов. Но при этом образуется цементитная сетка, которую придётся убирать многократной нормализацией металла.
Этот процесс осуществляют в среде газов, содержащих углерод. Газовая цементация имеет ряд преимуществ по сравнению с цементацией в твёрдом карбюризаторе, поэтому её широко применяют на заводах, изготовляющих детали массовыми партиями.
В случае с газовой цементацией можно получить заданную концентрацию углерода в слое; сокращается длительность процесса, так как отпадает необходимость прогрева ящиков, наполненных малотеплопроводным карбюризатором; обеспечивается возможность полной механизации и автоматизации процессов, и значительно упрощается последующая термическая обработка деталей, так как закалку можно проводить непосредственно из цементационной печи.
Процесс цементации в кипящем слое проходит в атмосфере эндогаза с добавкой метана. Кипящий слой представляет собой гетерогенную систему, в которой за счёт проходящего потока газа через слои мелких (0,05-0,20 мм) частиц (чаще корунда) создаётся их интенсивное перемешивание, что внешне напоминает кипящую жидкость. Частицы корунда располагаются на газораспределительной решётке печи. При определённой скорости прохождения восходящего потока газа (выше критической скорости) частицы становятся подвижными, и слой приобретает некоторые свойства жидкости (псевдоожиженный слой). В этом состоянии сцепление между частицами нарушено, они становятся подвижными и опираются не на решётку, а на поток газа. Достоинствами процесса цементации в кипящем слое являются: сокращение длительности процесса вследствие большой скорости нагрева и высокого коэффициента массоотдачи углерода; возможность регулирования углеродного потенциала атмосферы в рабочей зоне печи; уменьшение деформации и коробления обрабатываемых деталей за счёт равномерного распределения температуры по всему объёму печи. Процесс цементации в кипящем слое может быть использован на заводах мелкосерийного и единичного производства.
Использование анодного эффекта для диффузионного насыщения обрабатываемой поверхности углеродом в многокомпонентных растворах электролитов — один из видов скоростной электрохимико-термической обработки (анодный электролитный нагрев) малогабаритных изделий. Анод-деталь при наложении постоянного напряжения в диапазоне от 150 до 300 В разогревается до температур 450—1050°С. Достижение таких температур обеспечивает сплошная и устойчивая парогазовая оболочка, отделяющая анод от электролита. Для обеспечения цементации в электролит, кроме электропроводящего компонента, вводят углеродсодержащие вещества-доноры (глицерин, ацетон, этиленгликоль, сахароза и другие).
Цементация с нанесением на науглероживаемую металлическую поверхность С-содержащих материалов в виде суспензии, обмазки или шликера, сушкой и последующим нагревом изделия ТВЧ или током промышленной частоты. Толщина слоя пасты должна быть в 6—8 раз больше требуемой толщины цементованного слоя. Температуру цементации устанавливают 910—1050 °С.
При цементации производят насыщение поверхностного слоя детали атомами углерода. Для деталей используют низкоуглеродистые стали с содержанием углерода 0,1-0,25 %, обладающие высокой ударной вязкостью и низкой закаливаемостью. Различают два основных способа цементации (насыщения): в твердой или газовой среде (карбюризаторе). При цементации в твердом карбюризаторе изделия с припуском на шлифование укладывают в металлические ящики и пересыпают древесным углем с добавками углекислых солей. Сверху ящик закрывают крышкой и щели замазывают огнеупорной глиной. Ящики укладывают в печь и выдерживают при температуре 930-950 °С. При этой температуре за счет кислорода воздуха, находящегося между кусочками карбюризатора, происходит неполное горение угля и образуется окись углерода, которая далее разлагается с образованием активного атомарного углерода. Образующиеся атомы углерода адсорбируются поверхностью изделий и диффундируют вглубь металла. Углекислые соли в карбюризаторе при нагреве разлагаются и активируют процесс, пополняя количество атомарного углерода.
Глубина цементованного слоя составляет обычно около 0,5-1,5 мм, а содержание углерода в нем достигает до 1-1,2 %, на что требуется значительное время – примерно 1 час на каждые 0,1-0,12 мм толщины слоя.
Газовую цементацию ведут в смеси газов-углеводородов: метана, этана, бутана и др., а также окиси углерода. Такие газы и их смеси получают в специальных газогенераторах, а также непосредственно из газовой магистрали. Процесс насыщения из газовой среды идет примерно вдвое быстрее, чем из твердого карбюризатора. Дальнейшего ускорения процесса цементации можно достигнуть, нагревая детали в газовой среде с помощью высокочастотного индуктора и повышая при этом температуру по сравнению с обычной. Например, продолжительность цементации деталей из стали 15XHTPA для образования слоя толщиной в 1 мм оказалась:
– при цементации в твердом карбюризаторе (920 °С) – 8 часов;
– при газовой цементации с высокочастотным нагревом (1050°С)-
Достоинством газовой цементации по сравнению с цементацией в твердом карбюризаторе является также и улучшение качества деталей вследствие уменьшения перегрева.
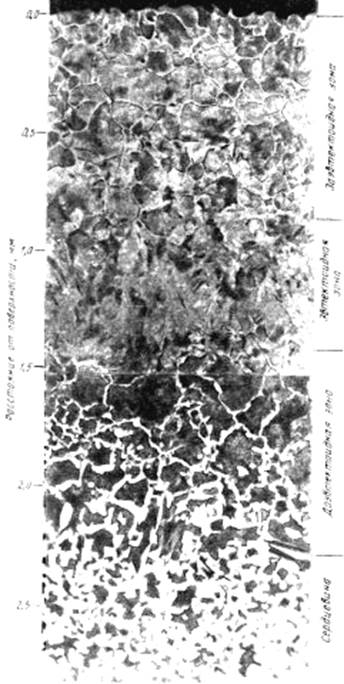
Цементованный слой имеет переменную концентрацию углерода по глубине, убывающую от поверхности к сердцевине детали. В связи с этим после медленного охлаждения цементованной детали структура ее поверхностного слоя соответствует-заэвтектоидной стали и плавно переходит в структуру малоуглеродистой сердцевины (рис.3. 6.). Схема зарисовки приведена на рис. 3.7.
После диффузионного насыщения необходима термическая обработка деталей, которая устраняет последствия перегрева деталей при цементации, повышает твердость поверхности и устраняет цементитную сетку. Так как цементованные детали содержат различное количество углерода в наружном слое (до 1,2 % С) и в сердцевине (менее 0,25 % С), то для получения оптимальных свойств деталей термическая обработка должна состоять из трех этапов:
1) первая закалка (или нормализация) с 880-900 °С – для устранения последствий перегрева, получающегося при длительной выдержке деталей в печи;
2) вторая закалка с 760-780 °С – для придания цементованному слою максимальной твердости;
3) низкий отпуск при 160-180 °С – для выравнивания остаточных на-
Рис. 3.6. Микроструктура цементованного слоя стали 20 после медленного охлаждения с температуры цементации (х725).
Рис. 3.7. Схема зарисовки стали 20 после цементации.
Двойная закалка дает наилучше механические свойства, но вызывает больше внутренние напряжения и деформации деталей, особенно в тех случаях, когда детали имеют сложную конфигурацию или еслиони изготовлены из легированной стали. Поэтому часто предпочитают производить только одну закалку с 820-860 °С с последующим низким отпуском. Это особенно целесообразно после газовой цементации, когда перегрев стали не велик, а также при обработке мелкозернистых сталей, устойчивых против перегрева.
Для деталей, от которых требуется только поверхностная твердость, а остальные механические свойства не имеют большого значения, применяют закалку непосредственно с цементационного нагрева, то есть от 900-950 °С с подстуживанием перед закалкой до 750-800 °С. Выросшее при цементации зерно аустенита дает крупноигольчатый мартенсит в поверхностном слое и крупнозернистую структуру в сердцевине. Такую обработку рекомендуется назначать только после газовой цементации и для наследственно мелкозернистых сталей.
На рис.3. 8. приведена микроструктура стали 20 после диффузионного насыщения при 930 °С, нормализации при 830 °С и последующей закалки и низкого отпуска, а схема зарисовки приведена на рис. 3.9.
Наряду с нелегированными низкоуглеродистыми сталями применяют малоуглеродистые (до 0,25 % С) низколегированные стали, содержащие никель, хром, вольфрам, титан и др. Применение легированной стали повышает прочность сердцевины деталей, но не дает каких-либо преимуществ по свойствам цементованной поверхности.
Сталь 20
Во многом эксплуатационные качества металла зависят от концентрации углерода, так как с увеличением его концентрации повышается твердость поверхности, как и хрупкость. Довольно распространенным металлом можно назвать сталь 20. Применяется она в машиностроительной области на протяжении длительного периода. Марка стали 20 обладает эксплуатационными качествами, которые подходят для создания подшипников скольжения, труб, валов и многих других изделий. Государственные стандарты определяют химический состав Ст 20. Во много расшифровка определяет то, какие химические элементы включаются в состав. Сталь 20 ГОСТ применяется только при маркировке металлов, которые производятся на территории стран СНГ. В других странах применяются собственные стандарты, но химический состав и эксплуатационные качества остаются схожими.

Химический состав
Для обеспечения длительного срока службы химический состав оставляется сбалансированным. Кроме этого, в составе нет большого количества легирующих элементов, за счет чего обеспечивается простота производства. Состав стали 20 характеризуется следующим образом:
- Основная часть металла представлена железом. Показатель его концентрации составляет 98%.
- Как ранее было отмечено, основные эксплуатационные характеристики зависят от количества углерода и равномерности его распределения. При маркировке указывается именно этот элемент, в рассматриваемом случае его концентрация 0,2%. Стоит учитывать, что в нормативной документации указывается предел, которому должна соответствовать марка: от 0,17 до 0,24%.
- В составе также отмечается большая концентрация магния и кремния: первый элемент в пределе 0,35-0,65%, второй 0,17-0,37%. Эти элементы также во многом определяют эксплуатационные характеристики металла.
- В составе есть и другие химические элементы, в том числе вредные. Их концентрация выдерживается в строгом пределе, так как их наличие становится причиной снижения прочности и надежности, прочности и ухудшению других качеств.

Несмотря на то, что процесс легирования существенно повышает стоимость металла, этот процесс позволяет существенно увеличить характеристики материала. Примером назовем добавление в состав хрома, за счет которого структура становится более устойчивой к воздействию влаги. Все нержавеющие стали имеют высокий показатель концентрации хрома в составе.
Основные характеристики и свойства
При выборе металла уделяется много внимания основным характеристикам. К ним отнесем:
- Показатель твердости. Он может варьировать в большом диапазоне и зависеть от того, была ли проведена термическая обработка. Твердость стали 20 выдерживается на уровне 163 МПа. Этого вполне достаточно для изготовления различных изделий, которые обладают высокой износостойкостью.
- Также учитывается и плотность. Менее плотные материалы применяются для изготовления изделий, которые будут обладать небольшим весом. В рассматриваемом случае показатель составляет 7,85 к/см 3 .
- Рассматривая основные характеристики учитывается предел текучести и предел прочности. Они рассматриваются при создании различных проектов. Металл Ст 20 может улучшаться для того, чтобы увеличить характеристики материала.
- Структура характеризуется тем, что не склонна к отпускной хрупкости и образованию флокенов.
- Проводимая термообработка стали 20 позволяет существенно увеличить срок службы изделия. Проводится она при определенных режимах. К примеру, для ковки структура нагревается до температуры 1 280 градусов Цельсия.
- При необходимости есть возможность проводить сваривание деталей.
- Ударная вязкость стали 20 определяет то, что металл часто применяется при изготовлении валов и других подобных изделий, которые могут использоваться при создании элементов, применяемых при создании различных механизмов. Модуль упругости также учитывается при рассмотрении основных свойств металла.
- Средний коэффициент теплопроводности определяет то, что структура может нагреваться достаточно быстро, но при этом тепло отводится с высокой эффективностью.

Механические свойства стали 20 определяют довольно широкое распространение этой марки в машиностроительной и других область промышленности. Как ранее было отмечено, технические характеристики могут улучшаться при проведении термической обработки или легировании. Перестроение структуры металла позволяет повысить твердость поверхностного слоя, при добавлении других химических веществ могут придаваться особые качества, к примеру, коррозионная стойкость.
Термическая обработка предусматривает изменение структуры за счет оказания воздействия определенной температуры. Критические точки выбираются в зависимости от особенностей химического состава. К особенностям подобной процедуры отнесем следующие моменты:
- Для оказания требуемого воздействия применяется специальное оборудование. Примером можно назвать доменные и индукционные печи. На протяжении длительного периода использовали именно доменные печи, но они уступают индукционным. Второй вариант исполнения подходит для установки в небольших мастерских.
- Критические точки учитываются при проведении рассматриваемой процедуры. Стоит учитывать, что они уже были выявлены для всех металлов, поэтому не нужно проводить исследования повторно.
- Заготовка разогревается до требуемой температуры, после чего происходит первичное перестроение структуры. Время выдержки также является важным показателем, который должен учитываться, как и скорость нагрева.
- Уделяется внимание и процессу охлаждения. Слишком большие заготовки охлаждаются на воздухе, так как возникают проблемы с созданием требующейся среды. На протяжении длительного периода охлаждение проводилось в воде, но это приводило к появлению окалины. Обеспечить более высокое качество термической обработки возможно за счет применения масла в качестве охлаждающей среды. Однако, при охлаждении в масле следует учитывать высокую вероятность образования токсичного дыма и воспламенения поверхности от высокой температуры.

Цвета закалки стали
Во многих случаях после термической обработки образуются поверхностные дефекты. Именно поэтому процедура применяется для заготовок или изделий, которые созданы с учетом припуска. После закалки часто проводится отпуск, который позволяет снять внутренние напряжения и снизить вероятность повреждения изделия при падении или возникновении ударной нагрузки.
Область применения
Низкая стоимость определяет то, что сталь 20, применение которой связано с изготовлением различных изделий, стали использовать для создания различного рода заготовок. Рассматривая особенности стали марки 20 и ее области применения, отметим следующие моменты:
- Чаще всего применяется при котлостроении. Примером назовем изготовление труб и нагревательных элементов различного назначения.
- В промышленность поставляются заготовки в виде прутка или листа.
- Очень часто сталь улучшается путем цементации. Это позволяет увеличить твердость поверхности, но пластичную сердцевину. Примером можно назвать различные оси, кулачки и валики, пальцы и шпиндели, толкательные клапана, пальцы рессора и другие элементы, получившие широкое распространение в машиностроении.
- На производственные площадки поставляется прокат с различным диаметром. При этом заготовка может обрабатываться резанием при применении токарного и фрезерного, сверлильного и другого оборудования.
- Трубы изготавливаются при применении электросварки. Для этого применяется листовая сталь, которая сваривается в точке соприкосновения. При применении метода горячей деформации получают бесшовные трубы, которые обладают высокими эксплуатационными характеристиками.

Подобные стали применяются на протяжении длительного периода. Стоит учитывать, что температура применения довольно низкая. Другими словами, структура может быстро нагреваться, за счет чего существенно повышается пластичность. Также металл не может выдерживать воздействие низкой температуры, так как она делает структуру более хрупкой. Существенно увеличить область применения стали 20 смогли при правильном проведении термической обработки, а также легировании структуры.
Аналоги стали 20
Как ранее было отмечено, рассматриваемые стандарты маркировки применяются исключительно при производстве металла на территории стран СНГ. Зарубежные производители проводят выпуск большого количества аналогов, которые обладают схожими эксплуатационными характеристиками. Производство стали 20 налажено в США, Германии, Японии и многих других европейских странах. Зарубежные аналоги могут обладать несколько иным химическим составом, но эксплуатационные качества во многом схожи. Если рассматривать аналоги с другим химическим составом, то можно уделить внимание стали 30, 40Х и другим легированным сплавам. По своим основным качествам они несколько отличаются, но все же могут применяться при изготовлении идентичных изделий.
В заключение отметим, что низкая концентрация углерода определяет необходимость в проведении термической обработки. Очень часто выполняется закалка, а также отпуск, которые позволяют повысить твердость и износостойкость поверхности, но при этом снизить хрупкость. Проводится цементация и другие процедуры внесения химических веществ в поверхностный слой. К примеру, цементация позволяет существенно увеличить твердость изделия. Многие процессы предусматривают применение специального оборудования. Поэтому в домашних условиях провести улучшение металла не получится.
Цементация сталей
Цементация - это процесс насыщения поверхностного слоя стали углеродом. Различают следующие виды цементации: твердую, газовую цементации, цементацию пастами, жидкостную цементацию. Целью цементации является получение твердой износостойкой поверхности, что достигается обогащением поверхностного слоя углеродом до концентрации 0,8–1,2 % и последующей закалкой с низким отпуском. Цементация и последующая термическая обработка одновременно повышают износостойкость и предел выносливости.
Для цементации обычно используют стали с содержанием углерода 0,1–0,3% различного легирования. Выбор таких сталей необходим для того, чтобы сердцевина изделия, не насыщающаяся углеродом при цементации, сохраняла высокую вязкость после закалки сталей.
При цементации в твердом карбюризаторе изделия укладывают в ящики и засыпают карбюризатором, чаще древесным углем. При нагреве углерод древесного угля, соединяясь с кислородом воздуха, образует оксид углерода, который, в свою очередь, взаимодействуя с железом, дает атомарный углерод. Этот активный углерод поглощается аустенитом и диффундирует в глубь изделия. Для ускорения процесса цементации к древесному углю (коксу) добавляют катализаторы процесса: углекислый барий (ВаСО3) и кальцинированную соду (Na2CO3) в количестве 10–40 % от массы угля.
Газовая цементация
Для газовой цементации (впервые была осуществлена Аносовым П.Д. на Златоустовском заводе) в качестве карбюризатора используют природный газ, жидкие углеводороды (керосин, бензин и т. д.) или контролируемые атмосферы с определенным углеродным потенциалом. При нагреве образуется атомарный углерод:
Режимы цементации
Повторную закалку проводят с нагревом до 850–900 °С (выше точки А3), чтобы произошла полная перекристаллизация стали. В углеродистой стали, из-за малой глубины прокаливаемости, сердцевина изделия после закалки состоит из феррита и перлита. Вместо первой закалки к углеродистой стали можно применять нормализацию. В прокаливающейся насквозь легированной стали сердцевина изделия состоит из низкоуглеродистого мартенсита. Такая структура обеспечивает повышенную прочность и достаточную вязкость сердцевины.При газовой цементации достаточно часто применяют одну закалку с цементационного нагрева после подстуживания изделия до 840–870 °С, но чаще температура подстуживания зависит от конкретной марки стали. Такая схема снижает общее время процесса цементации, но не исправляет дефекты структуры, полученные при высокотемпературной цементации. Заключительной операцией термической обработки цементованных изделий во всех случаях является низкий отпуск при 160–180 ºС и переводящий мартенсит закалки в поверхностном слое в отпущенный мартенсит, снимающий напряжения.
Преимущества газовой цементации перед цементацией в твердом карбюризаторе
Процесс газовой цементации обладает рядом преимуществ по сравнению с цементацией в твердом карбюризаторе:
- повышается производительность процесса по сравнению с цементацией в твердом карбюризаторе, так как не нужно затрачивать время на упаковку и прогрев ящиков;
- сокращается потребная производственная площадь и количество рабочей силы;
- сокращается потребность в жаростойком материале;
- появляется возможность регулирования процесса для получения цементованного слоя заданной глубины и насыщенности;
- уменьшается деформация деталей вследствие более равномерного нагрева до рабочей температуры;
- улучшаются санитарно-гигиенические условия труда;
- появляется возможность закалки деталей непосредственно после цементации;
- позволяет полностью механизировать и автоматизировать процесс.
Недостатки процесса газовой цементации:
- необходимость в более сложном и дорогом оборудовании;
- потребность в более квалифицированной рабочей силе;
- сложность эксплуатации оборудования вследствие необходимости обеспечения герметичности печи, равномерной циркуляции газов и др.;
- сложные требования по технике безопасности.
Жидкостная цементация
Жидкостная цементация производится в расплавленных солях, обычно в солях, состоящих из карбонатов щелочных металлов. Эту смесь расплавляют в ванне и цементации проводят посредством погружения деталей в расплав. Процесс ведут при 850°С на протяжении 0,5 - 3,0 часов, при этом глубина сдоя получается в пределах 0,2 - 0,5 мм. Основное достоинство процесса - возможность непосредственной закалки из цементационной ванны и малые деформации обработанных изделий. В условиях индивидуального и мелкосерийного производства некоторое применение нашла цементация из паст. В этом случае на обрабатывавшуюся поверхность наносится обмазка, содержащая сажу (33 - 70 %), древесную пыль (20 - 60 % ), желтую кровяную соль (5 - 20 %) и другие компоненты. В качестве связующих материалов используют органические, органоминеральные и неорганические клеи. Толщина обмазки должна быть в 6 - 8 раз больше требуемой толщины цементованного слоя.
В настоящее время наиболее перспективным методом цементации является цементация в эндотермической атмосфере с контролируемым углеродным потенциалом. При газовой цементации в эндотермической атмосфере, в начале процесса (в активный период насыщения) поддерживают высокий углеродный потенциал атмосферы за счет добавки к эндотермической атмосфере необработанного углеводородного газа (метана или пропана-бутана). В диффузионный период углеродный потенциал атмосферы устанавливается 0,8 - 1,0 % и количество добавляемого углеводородного газа резко уменьшается.
Вакуумная цементация
Все выше перечисленные способы цементации имеют один большой недостаток — длительное время процесса. Значительное ускорение процесса может быть достигнуто в результате использования высокотемпературной цементации при давлении ниже атмосферного, при вакуумной цементации. (По ссылке дополнительная информация по вакуумной цементации). Процесс вакуумной цементации имеет ряд преимуществ перед традиционными методами цементации.
- возможность эффективного регулирования профиля распределения углерода в цементованном слое и его микроструктуры;
- отсутствие кислородсодержащих компонентов в атмосфере, что исключает внутреннее окисление деталей;
- лучшее проникновение газа-карбюризатора в отверстия малого диаметра, что обеспечивает равномерную цементацию внутренних полостей;
- высокая повторяемость результатов процессов, проходящих в одинаковых условиях;
- получение светлой поверхности деталей после цементации;
- отсутствие газоприготовительных установок и приборов контроля угле родного потенциала;
- уменьшение удельного расхода электроэнергии и технологического газа;
- большая мобильность оборудования (пуск и остановка занимают несколько минут);
- сокращение длительности процесса в результате проведения его при высокой температуре и изменения потенциала атмосферы;
- повышение культуры производства и улучшение условий труда.
Первая информация о процессе вакуумной цементации относится к началу 70-х годов, когда специалисты фирмы "Хейес" (США) впервые осуществили вакуумную цементацию в модернизированных печах типа VCQ.
При вакуумной цементации, загрузку деталей производят в холодную камеру, далее пуск печи, и дальнейшее управление всеми технологическими параметрами (температура, расход газа, давление, длительности периодов цементации и диффузии) производится с помощью программы, введенной в управляющий компьютер. Сначала печь вакуумируется, затем следует ступенчатый нагрев до температуры цементации. Затем садка с деталями выдерживается при постоянной температуре для выравнивания температуры внутри садки и удаления загрязнений с поверхности стали, препятствующих проникновению углерода. Продолжительность выдержки при температуре составляет от 20 до 60 мин. (в зависимости от поперечного сечения деталей). Далее происходит подача в камеру реакционного газа, в качестве которого применяют такие углеводороды как метан, пропан, бутан или ацетилен. Давление и расход газа зависят от типа газа, объема камеры и площади поверхности деталей. Давление газа может находиться в интервале 4 - 400 мбар, а расход в интервале 500 -5000 нл/ч. При этом стараются как можно больше обогатить поверхностную зону углеродом, чтобы концентрация углерода в этой зоне достигла более высоких значений, чем задаваемые значения для окончательно обработанной детали. За стадией науглероживания следует диффузионная стадия процесса. Для того, чтобы избежать дальнейшего науглероживания во время диффузионной стадии, по окончании стадии науглероживания печь снова вакуумируют. Далее закачивают в печь немного азота (до установления давления в печи 2 мбара) с целью уменьшения эффекта сублимации (выветривания, улетучивания) в вакууме углерода и легирующих элементов с поверхности деталей при прохождении стадии диффузии. Стадии науглероживания и диффузии чередуют до тех пор, пока не будут получены требуемые глубина цементованного слоя и концентрационный профиль углерода. Оптимальный технологический процесс вакуумной цементации состоит из трех стадий науглероживания и трех стадий диффузии. На следующем этапе, осуществляется охлаждение печи и садки с деталями до цеховой температуры и в зависимости от конструкции печи это может происходить как в самой камере с использованием инертного газа (азот, аргон или гелий) при разных давлениях, так и в масле закалочного бака. После достижения печью цеховой температуры компьютерное управление отключается и с помощью погрузчика садку выгружают.
Некоторые особенности технологии - вместо заключения
Иногда при цементации необходимо защитить некоторые поверхности. Для этого применяют 3 основных способа: защита допусками, меднение поверхности, защита пастами.
Цементацию широко применяют в машиностроении для повышения твердости и износостойкости изделий с сохранением высокой вязкости их сердцевины. Удельный объем закаленного науглероженного слоя больше, чем сердцевины, и поэтому в нем возникают значительные сжимающие напряжения. Остаточные напряжения сжатия в поверхностном слое, достигающие 400–500 МПа, повышают предел выносливости изделия. Низкое содержание углерода (0,08–0,3 %) обеспечивает высокую вязкость сердцевины за счет неполной прокаливаемости. Цементации подвергают качественные стали 08, 10, 15 и 20 и легированные стали 12ХНЗА, 18ХГТ и др. Твердость поверхностного слоя для углеродистой стали составляет 60–64 HRC, а для легированной – 58–61 HRC; снижение твердости объясняется образованием повышенного количества остаточного аустенита.
Читайте также: