Заплетчик стропов из стальных канатов
Обновлено: 08.05.2024
Сборка и изготовление стропов
Строп, как правило, изготовляют слесари, токари, фрезеровщики и другие специалисты. Сборка стропов заключается в изготовлении петель (огонов) и сплесней (сплетки и сращивания канатов). Заплетку стропов — основную операцию— выполняет опытный рабочий-стропальщик, такелажник или специалист-заплетчик.
Изготовление стропа начинают с подготовки заготовки каната нужного диаметра и качества. Длина заготовки включает требуемую длину стропа и отрезка, необходимого для образования петель, заплетки и технологического припуска. Места резки и основание расплетки, чтобы предупредить раскручивание каната, укрепляют наложением марок на расстоянии 1—4 диаметров каната от места рубки. Чтобы проволоки прядей каната не раскручивались и не кололись во время заплетки стропа, их концы следует обмотать клейкой лентой.
Марки для стальных тросов делают из мягкой проволоки или из бензельного троса. По способам накладки марки делят на простые и самозатяжные. Простую марку накладывают на трос в некотором удалении от концов. Один из концов проволоки укладывают вдоль каната в виде петли, затем канат обвивают шлагами, число которых до 10—15 (у временных марок 6—10). Оставшийся конец пропускают в петлю и с ее помощью затягивают шлаги под марки. Свободные концы обрубают, и марка готова.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Самозатяжную марку накладывают на концы канатов и их прядей. Один из концов проволоки укладывают между прядями каната и обматывают 5—6 шлагами по направлению к концу троса. Затем между прядями вдоль каната укладывают второй конец проволоки, который также обматывают шлагами образовавшейся петли. После этого свободный конец петли затягивают под шлаги и обрезают Если самозатяжную марку накладывают не на конец, а на среднюю часть каната, то последние 5—6 шлагов накладыват со слабиной на уложенную вдоль троса прокладку. После накладки шлагов продергивают свободный конец проволоки, прокладку убирают, шлаги обтягивают туго поочередно и свободный конец затягивают под них так же, как и при накладке марки на конец каната.
Заплетку стропа производят с помощью специального приспособления, на котором канат, укрепленный в вертикальном положении, может свободно поворачиваться. Канат немного ниже метки отрезка, необходимого для образования петли, пробивают широким шилом с овальными пазами по бокам, отделяя от каната прядь, шило поворачивают на 90°, в результате чего образуется отверстие, в которое и протаскивают одну из прядей расплетенного каната до упора в отрезанный его сердечник. Затем шило поворачивают обратно и вытаскивают его из-под пряди, прядь свободного конца каната зажимается прядью нерасплетен-ного участка каната, переплетаясь с ней.
При подготовке канатов к сращиванию на их концевые пряди накладывают временные марки. После накладки марок концы каната расплетают на пряди 9 и в месте конца расплетки накладывают марку. При сращивании каната пряди сначала укладывают попарно (//) так, чтобы пара прядей одного каната оказалась между прядями другого каната. Затем пряди канатов раскладывают по одной ( III ) с тем, чтобы каждая прядь оказалась между прядями другого каната.
Пряди при сращивании стальных канатов поочередно пробивают по правилу — через одну под две—(IV), т. е. каждую ходовую прядь проводят над ближайшей коренной прядью и пробивают по две следующие, причем ходовые пряди проводят против спуска каната. Каждую ходовую прядь пробивают под коренные пряди другого каната 2 раза, затем из нее удаляют половину проволоки (VI) и половинным числом прядей 12 производят третью пробивку. Перед четвертой пробивкой (последней) в пряди вставляют только четверть проволок. Это необходимо для уменьшения толщины сплесня к его концу ( VII ), что рассредоточивает напряжения, возникающие на концах сплесня и могущие служить причиной обрыва каната.
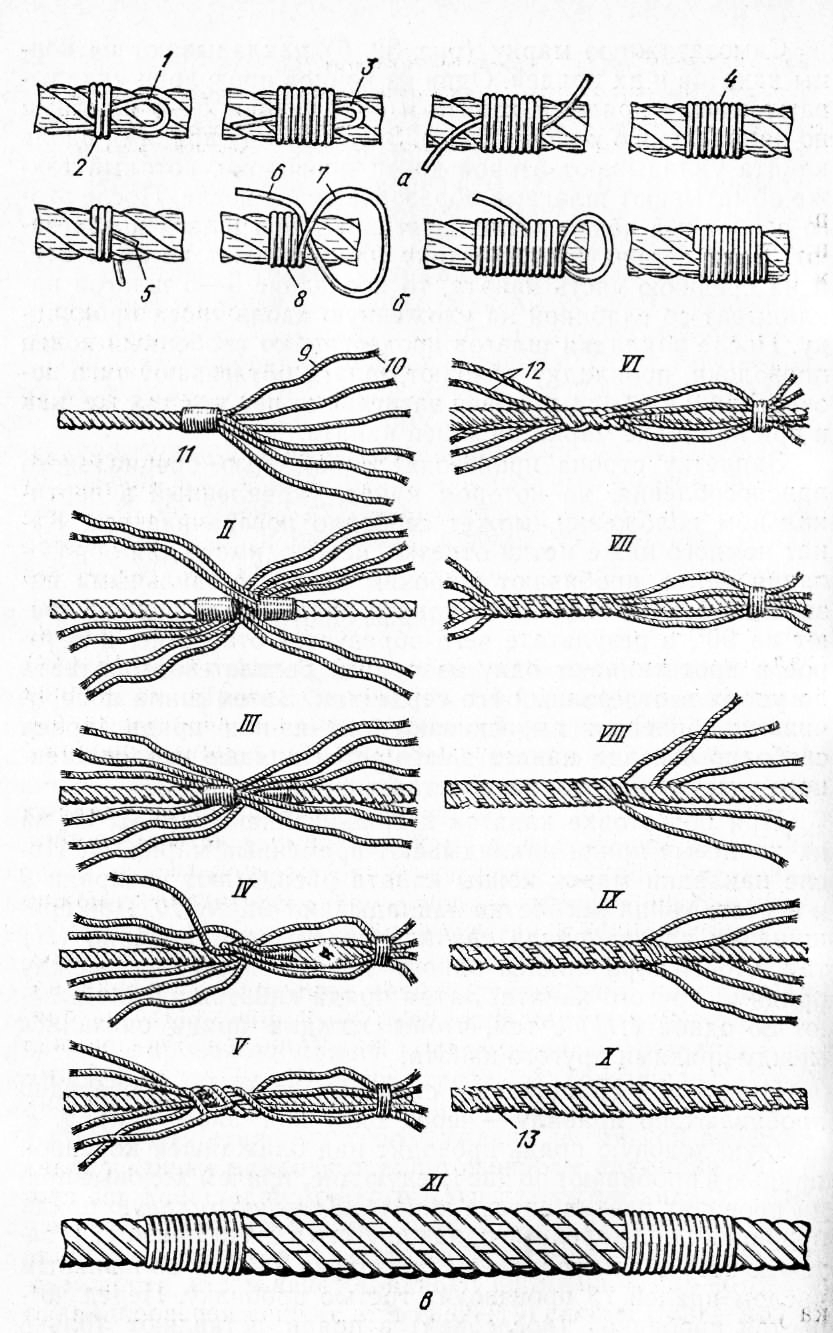
Рис. 1. Наложение марок и сращивание канатов: а — простая; б — самозатяжная; в — короткий сплесень; 1 — петля; 2—шланг; 3 – конец обвязочной проволоки; 4 — марка; 5, в — первый и второй концы проволоки самозатяжной марки; 7 —петля; 8—шлаг; 9 — прядь; 10 — марка; 11— временные марки; 12 — половинные пряди; 13 — кончики проволок
После четырех пробивок концы прядей обрезают, пряди второго каната отвязывают и приступают к пробивке его прядей ( VIII ). Здесь также делают 2 полные пробивки, затем пряди (IX) дважды подрезают для выполнения третьей и четвертой пробивок.
При выполнении пробивок каждый раз после продергивания пряди отбивают мушкелем для лучшего прилегания, а после всех пробивок их обтягивают, сплесень отбивают еще раз мушкелем и пряди обрезают. У сплесня (X) имеется множество торчащих кончиков проволок, что делает его не пригодным для использования (возможны ранения людей, работающих с канатом). Поэтому при сращивании стальных канатов обязательно наложение марок (XI) из мягкой проволоки или бензельного каната на концах сплесня с таким расчетом, чтобы марки полностью закрывали участки прядей с обрезанными и торчащими проволоками.
Для упрощения работы можно делать тремя прядями три пробивки, а другими тремя прядями — четыре пробивки, что уменьшает толщину сплесня к его концам.
На стальных канатах, как и на растительных, можно делать петли простые и с коушами.
Первую прядь пробивают под три пряди каната справа налево против его спуска (II), вторую прядь — под две пряди каната, а третью — под одну ( III ). Затем петлю переворачивают и пробивают четвертую прядь под две пряди и пятую — под одну (IV). Пряди обтягиват так, чтобы марка уперлась в коренной конец, петлю снова переворачивают и шестую прядь пробивают под одну прядь каната, но не против спуска, а по его направлению (V). Этим заканчивается первая пробивка прядей, правильность которой должна быть проверена. При правильном выполнении пробивки ходовые пряди должны быть расположены через одну прядь каната. Последующие пробивки ходовых прядей ведут против спуска каната (справа налево) по правилу — через одну под две (VI). По окончании каждой пробивки пряди обтягивают вручную, а при больших толщинах тросов — талями, а также околачивают мушкелем.
С целью уменьшения толщины каната в месте соединения следует после третьей пробивки обрубить ходовые пряди через одну, а оставшимися тремя прядями сделать четвертую пробивку ( VII ). После этого оставшиеся пряди обрубают и места обрубки всех прядей покрывают маркой из мягкой проволоки или бензельного троса ( VIII )
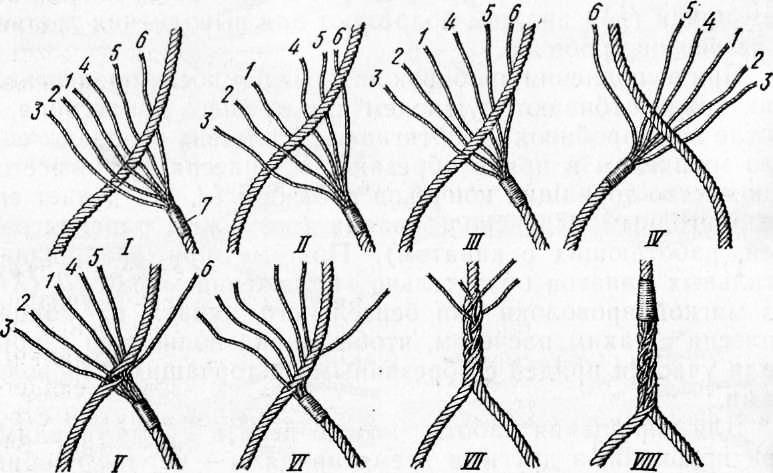
Рис. 2. Заплетка петель (огонов) на стальных канатах: /—V///— положения заплетки; 1—6 — номера прядей каната; 7 — марка
Петлю с коушем изготовляют в такелажных тисках, а при их отсутствии — путем обводки каната по кипу коуша вручную, что при больших толщинах троса является весьма трудоемкой работой. При ручной закладке для удержания каната в кипе коуша последовательно накладывают 3—4 временные марки. После зажатия каната с коушем в тисках или их скрепления распускают концы троса на пряди, как при изготовлении простой петли, которые вплетают в канат в том же порядке.
Петли с помощью зажимов изготовляют в тех случаях, когда стропы с петлей не подвергают перегибам (например, для постоянных оттяжек, а также при креплении грузов). В зажиме для соединения стальных канатов скобу и колодку скрепляют и затягивают гайками с шайбами.
Размеры зажимов должны соответствовать толщине каната, их подбирают в соответствии с выбитыми или отштампованными на корпусе обозначениями.
При изготовлении петель с помощью зажимов также используют такелажные тиски, в которые зажимают петлю. Зажимы располагают колодками на коренном (рабочем) конце каната на расстоянии не менее шести диаметров каната один от другого. Число используемых для соединения зажимов в зависимости от толщины троса должно составлять при диаметре канатов до 16, 16—27, 27—37 и свыше 37 мм соответственно 3, 4, 5, 6 шт.
Заплётка и опрессовка канатных строп - Закулисье

По ГОСТу 25573-82 и РД 10-33-93, способов изготовления стропов из стального каната, которые конструктивно между собой отличаются - два:
- Заплётка канатных строп - ручная заплетка концов каната;
- Опрессовка стропов втулкой – заделка концов методом опрессовки каната алюминиевой втулкой - трубкой. В быту называют этот метод завтуливание.
Заплётка стальных канатов
- Ручная заплётка троса - пряди распущенного конца стального каната вплетаем между прядями нераспущенного каната.
Производитель строп - Компания “Строп-Арсенал” изготавливает стропы канатные стальные ГОСТ 25573-82 методом заплетки согласно требованиям ГОСТа и РД 10-33-93:


- для изготовления грузовых канатных стропов используем только новые стальные канаты с сертификатом предприятия-изготовителя об испытании;
- число проколов каната прядями при заплётке строп, также как и заплётка канатов на коуш, соответствует руководящим документам ГОСГОРТЕХНАДЗОРА РОССИИ РД 10-33-93 и РД 10-231-98 - (п. 2.4.3)


- участок заплетки каната обстукивается вручную кувалдой;
- правильная заплётка каната - без выступающих концов проволок
При изготовлении строп методом ручной заплетки место сплетения защищаем, чтобы стропальщик не поранил руки.
Так же как и при заплетке троса на коуш, Компания “Строп-Арсенал” предлагает 2 способа изоляции места сплетения прядей при заплетке стального троса:


- обмотка заплетенного участка мягкой проволокой (бандаж) - мягкая стальная проволока (бандаж), сведенная на конус, образует плавный переход от заплетенного участка до рабочего диаметра каната.
- заделка места заплетки термоусадочной (термоусаживаемой) трубкой - термоусадочная трубка ТУТ плотно облегает участок заплетки.
При обоих способах заделки места заплетки строп с легкостью извлекается из под груза и НЕ РАНИТ РУКИ СТРОПАЛЬЩИКА ТОРЧАЩИМИ ПРОВОЛОКАМИ.
Опрессовка строп - Канатные стропы метод опрессовки

Опрессовка стропов втулкой - опрессовка концов стальных тросов алюминиевой втулкой с прядями соединяемых канатов, которые сцеплены между собой металлом втулки, образуя однородное тело в сечении.
При производстве канатных строп с применением опрессовки, в качестве метода заделки концов каната, используем гидравлический пресс Unisplice 600 производства Великобритании. Максимальное усилие пресса 600 тонн.
Компания “Строп-Арсенал” изготавливает стропы из стального каната методом опрессовки канатов по ГОСТ 25573-82 и РД 10-33-93:
- для изготовления грузовых канатных стропов используем только новые металлические канаты с сертификатом предприятия-изготовителя канатов об их испытании
- Алюминиевые втулки удовлетворяют ГОСТ 25573-82 и РД 10-33-93
- по форме
- по конструкции
- по маркам алюминиевых сплавов;
Опрессовка канатных строп

Бирка запрессовывается
в алюминиевую трубку

Процесс
опрессовки стропы

Готовая
опрессовка
Равномерный обжим стального троса в месте соприкосновения со своим концом по всему сечению втулки.
Втулка получается ровной цилиндрической, на которой отсутствуют заусенцы (облой) - защита рук стропальщика.
Ровная цилиндрическая втулка и однородное сечение в месте обжатия стального стропа это:


- надёжность заделки концов каната
- гарантия безопасности стропы при проведении погрузочно-разгрузочных работ
- отсутствие заусенец на поверхности втулки – не ранит руки стропальщика.

Для маркировки канатных строп используем круглую металлическую бирку толщиной 2-3 мм, которую вплетаем в одну прядь каната. Она надежно там фиксируется.
Такая бирка не цепляется за поднимаемый груз и не слетает, когда строп выдергивают из-под груза.

Для маркировки канатных строп используем круглую металлическую бирку толщиной 2-3 мм
Бирку при при помощи металлического жгутика одновременно запрессовываем вместе с концом стального каната в алюминиевую втулку.
Благодаря этому бирка надежно фиксируется на изделии.
Для удобства заказчиков при приемке изделий и выдачи в работу на каждой бирке указываем следующую информацию:
- товарный знак предприятия-изготовителя;
- порядковый номер изделия по нумерации предприятия-изготовителя;
- грузоподъемность стропы;
- длина изделия;
- дата испытания (месяц, год)
Выбрать, заказать и приобрести канатные стропы в Компании "Строп-Арсенал" Вы можете в резделе каталога грузоподъёмных строп: "СТРОПЫ КАНАТНЫЕ"
Полезно знать:
Есть вопросы? Задавайте.
Ответим в течение 15 минут
ООО "Строп-Арсенал" © 2015-2019. Все права защищены.
Производство и поставка грузоподъёмных строп
и съёмных грузозахватных приспособлений
в Екатеринбурге, в Тюмень и по всей России.
Все покупают грузоподъёмное оборудование ООО “Строп-Арсенал”
* Цех по производству строп из стальных канатов
* Участок по производству текстильных строп
* Производственный комплекс полного цикла по
изготовлению грузоподъёмных траверс
"от ПРОЕКТА до Отгрузки"
* Цех по изготовлению цепных строп
Поставляем продукцию
по всей России и СНГ
* Доставка до терминала ТК - бесплатно
* Работаем со всеми известными ТК по индивидуальным тарифам
* Готовая продукция уезжает к Вам
в ДЕНЬ СДАЧИ ГРУЗА в ТК
* Доставляем продукцию в Страны СНГ по лояльным тарифам
Соответствие стандартам - Контроль и гарантия качества
* Гарантируем качество нашей продукции
* Все изделия соответствуют требованиям Технического регламента Таможенного союза ТР ТС 010/2011
* Сертификат соответствия изделий "Строп-Арсенал" требованиям нормативных документов»
* Все изделия соответствуют заявленным параметрам по грузоподъёмности и запасу прочности
КАТАЛОГ ГРУЗОЗАХВАТНЫХ ПРИСПОСОБЛЕНИЙ

Грузоподъёмные стропы

Крепления для грузов

Траверсы грузоподъёмные

Грузоподъемные механизмы

Грузозахватные приспособления и устройства

Буксировочные тросы

Стальной канат

Такелаж

Металлоконструкции

Цепи противоскольжения
РЕКОМЕНДУЕМ ОБРАТИТЬ ВНИМАНИЕ!
Строп 4СК-8.0т для монтажа наружных стеновых панелей
Строп 6СК-8.0т шестиветвевой с уравнительными блоками
Подставка под кузов троллейбуса - 5,0 т/2000x489x555мм
Рамная траверса ТРК-20,0т (Разборная)
Захват для бочек цепной
Подставка опорная под автомобиль - 5,0т/700х450х555мм
Траверса для контейнера 40 футов ТЛЦ-32,0т/2,8м
Чокер с клиновым (съёмным) креплением 1,25т - 2м
Часто промышленные, строительные и транспортные предприятия сталкиваются с необходимостью купить грузоподъемное оборудование в Екатеринбурге неожиданно:
- после проверок контролирующих органов;
- после выхода из строя грузоподъемного оборудования в самый неподходящий момент.
От быстрой поставки, например, со склада поставщика в таких ситуациях зависит многое. Но и качество продукции в таких ситуациях крайне важно для гарантированного решения задачи.
Только по-настоящему надежное и прочное грузоподъемное оборудование может гарантировать безопасность погрузочно-разгрузочных и такелажных работ. Именно поэтому мы уделяем так много внимания качеству крепежных элементов, используемых при работе с грузоподъёмными механизмами и кранами.
В ассортименте компании ООО «Строп-Арсенал» насчитывается более 7 938 номенклатурных наименований, среди которых:
- грузоподёмные стропы;
- захваты;
- буксировочные тросы;
- такелаж (скобы, зажимы);
- лебедки;
- тали;
- иные крепежные и фиксирующие приспособления для грузоподъемной и подъемно-транспортной техники.
ООО "Строп-Арсенал" производит и поставляет проверенную продукцию, отвечающую требованиям по надёжности, функциональности и долговечности.
Работа: заплетчик канатных строп слесарь по такелажу в России, 257052 вакансии
Удаленная работа, зарплата: 50000, Севастополь ул. Очаковцев, 19Городские Вакансии - это рекрутинговый сервис, помогающий соискателям и работодателям находить друг друга. Мы работаем с 2013 года и за это время стали одной из лидирующих компаний на Юге в области рекрутмента, представленной в 21м городе. У нас интересная работа, отличная команда и востребованный продукт.
В связи с расширением, нам требуется менеджер.
Региональный менеджер по продажам
- прозрачная система оплаты: оклад + премия + телефонная связь + компенсация ГСМ (при использовании собственного авто);
- работа в крупной, стабильной, динамично развивающейся компании;
- возможность развития и карьерного роста;
- современный офис с кондиционером;
- оформление в полном соответствии с действующим законодательством РФ;
- график работы 5/2 с 8: 00 до 17: 00.- осуществление активных продаж мебельных тканей.
Курьер по доставке еды
Парнёр крупнейшего сервиса по заказу еды проводит набор курьеров в вашем городе. Нужна постоянная занятость или подработка после учебы/работы? Тогда обращайтесь к нам!
Условия: - Можно выбрать любой район города; - Одна из самых высоких ставок оплаты по городу; - Свободное расписание. Можно работать не каждый день. - На выбор слоты от 1 часа в любое удобное время дня; -.
Слесарь по такелажу и грузозахватным приспособлениям
Акционерное общество «Новосибирский стрелочный завод» - лидирующее предприятие России по производству стрелочной продукции для железных дорог.
Приглашаем в команду Слесаря по такелажу и грузозахватным приспособлениям!
- Изготовление, испытание и маркировка грузозахватных приспособлений (ГПЗ) из стальных канатов диаметром от 6 до 19,5 мм вручную с применением специальных приспособлений и специального оборудования;
- Техническое обслуживание, ремонт и наладка специальных приспособлений и оборудования применяемого
Слесарь по такелажу и грузоподъемным механизмам
Что вам предстоит делать:
- Изготовление канатных стропов методом заплётки
Что нужно знать и уметь:
- Изготовление канатных стропов методом заплётки и всё что с этим связано
Что мы предлагаем:
- Дружный коллектив
- Своевременная оплата
Слесарь по ремонту подвижного состава 4 разряда
Обязанности: ремонт и обслуживание подвижного состава, ремонт агрегатовТребования: опыт работы слесарем механосборочных работ, слесарем по ремонту подвижного состава, умение работать с измерительным инструментом, добросовестность, исполнительностьУсловия: пятидневная рабочая неделя, график работы с 08:00 до 17:00, место работы ул. Алейская д. 4
Вакансия подходит для пенсионеров.
Слесарь по ремонту подвижного состава (работа с редуктором)
Обязанности: ремонт и обслуживание подвижного состава, ремонт агрегатов Работа с редуктором !!Требования: опыт работы слесарем механосборочных работ, слесарем по ремонту подвижного состава, умение работать с измерительным инструментом, добросовестность, исполнительностьУсловия: пятидневная рабочая неделя, график работы с 08:00 до 17:00, место работы ул. Кошурникова д 1
Слесарь ЭРГО и КИП иА/ слесарь по контрольно-измерительным приборам и автоматике
Описание работодателя: Цех по производству железобетонных изделий находится в г. Обь (территория аэропорта Толмачево)
Обязанности: обслуживание газовой котельной в цехе по производству железобетонных изделийТребования: опыт работыУсловия:
- график работы сутки через трое (1/3);
белая заработная плата и своевременные выплаты (согласно законодательству РФ-2 раза в месяц);
- бесплатное горячее питание;
- соц.пакет, работает профсоюз.
Автослесарь / слесарь по ремонту автомобилей
Описание работодателя: Транспортный цех Завода по производству железобетонных изделий находится в г. Обь (территория аэропорта Толмачево)
- выпуск на рейс транспортных средств,
- осмотр и поддержание работоспособности техники
- опыт работы,
- ответственность,
- умение работать в команде
- официальное трудоустройство,
- 5-тидневный график работы 5/2);
- белая заработная плата и своевременные выплаты (согласно законодательству
Слесарь по ремонту тормозных систем автомобиля
- Осуществлять ремонт тормозных систем автомобилей (в том числе грузовых) и спецтехники
- Опыт работы с тормозными системами автомобилей (в том числе грузовыми)
- Официальное трудоустройство, согласно ТК
- Полный соц. пакет, стабильная з/плата 2 раза в месяц
- Частичное возмещение расходов на оплату стоимости найма жилых помещений
Слесарь по ремонту электрооборудования автомобилей
- ремонт электрооборудования автомобилей (в том числе грузовых) и спецтехники
- опыт ремонта электрооборудования автомобилей
Слесарь по ремонту автомобилей (моторист либо дизельных, либо карбюраторных двигателей)
- осуществление ремонта либо дизельных, либо карбюраторных двигателей
- опыт ремонта либо дизельных, либо карбюраторных двигателей
Слесарь по сборке металлоконструкций
- Выполнение слесарных работ в цехе сборки металлоконструкций.
- Подготовка металлоконструкций к покраске.
- Опыт работы слесарем.
- Ответственность, желание зарабатывать и развиваться.
- Соблюдение правил техники безопасности.
- Официальная работа в соответствии с ТК РФ в стабильной и надёжной компании.
- График работы 5/2, режим работы с 8.30 до 17.00
Слесарь по ремонту подвижного состава 5 разряда
Обязанности: ремонт и обслуживание подвижного состава, ремонт агрегатовТребования: опыт работы слесарем механосборочных работ, слесарем по ремонту подвижного состава, умение работать с измерительным инструментом, добросовестность, исполнительностьУсловия: пятидневная рабочая неделя, график работы с 08:00 до 17:00, место работы ул. Аэропорт, 17
Вакансия подходит также для пенсионеров.
Слесарь по ремонту подвижного состава (4 разряда; 5 разряда)
Обязанности: ремонт и обслуживание подвижного состава, ремонт агрегатов.Требования: опыт работы слесарем механосборочных работ, слесарем по ремонту подвижного состава, умение работать с измерительным инструментом, добросовестность, исполнительность.Условия: пятидневная рабочая неделя, график работы с 08:00 до 17:00, место работы ул. Станционная, 98а
Вакансия также подходит для пенсионеров.
Менеджер по продажам
Начинающий специалист по продажам
• можно выбрать график: полный или неполный день, норматив 21 смена в месяц; • оформление по договору ГПХ и прозрачная схема оплаты: фиксированный доход за выполнение нормативов + бонусы за подключённые услуги; • бонусы от компании: спецтариф на мобильную связь, бесплатное корпоративное обучение; • развитие внутри команды профессионалов и возможность построить карьеру в разных направлениях бизнеса МТС.• продавать домашний интернет.
Менеджер по работе с клиентами
Мы предлагаем Вам: - достойную заработную плата от 1700 в день. + премии - график работы 5/2 или 6/1 с 9.00 до 18.00 - иногородним предоставляем жилье- обработка заказов - подготовка документов для клиентов, курьера - подготовка и отправка коммерческих предложений - ведение клиента с момента заключения договора до момента монтажа
Работа заплетчик канатных строп слесарь по такелажу в России вакансии
Работа заплетчик канатных строп слесарь по такелажу вакансии заплетчик канатных строп слесарь по такелажу в России. Вакансия заплетчик канатных строп слесарь по такелажу от прямого работодателя в России объявления о работе заплетчик канатных строп слесарь по такелажу Россия, вакансии кадровых агентств в России, ищу работу заплетчик канатных строп слесарь по такелажу через агентства по подбору персонала и от прямых работодателей, вакансии заплетчик канатных строп слесарь по такелажу с опытом работы и без опыта работы. Сайт объявлений о подработке и работе авито Россия работа вакансии заплетчик канатных строп слесарь по такелажу от прямых работодателей.
Работа в России заплетчик канатных строп слесарь по такелажу
Свежие вакансии Россия
Работа заплетчик канатных строп слесарь по такелажу на сайте в России, вакансии заплетчик канатных строп слесарь по такелажу от прямых работодателей Россия. Вакансии в России без опыта работы и высокооплачиваемые с опытом работы. Вакансии заплетчик канатных строп слесарь по такелажу для женщин.
Изготовление петель стропов.
Зажимы могут использоваться при быстром изготовлении стропов и при изготовлении временных стропов, но только если они не будут использоваться для обвязки грузов и для протягивания их в отверстия грузов.
Виды зажимов:
1). Г– образный
2). U – образный
При установке зажимов необходимо соблюдать следующие правила:
1).На каждую петлю должно устанавливаться определенное число зажимов, которое зависит от диаметра каната:
| d каната, мм | число зажимов |
| до 16 | ≥ 3 |
| 16 – 27 | ≥ 4 |
| 27 – 37 | ≥ 5 |
| > 37 | ≥ 6 |
2).Между зажимами должен оставаться интервал (шаг) не менее 6 диаметров каната.
L (интервал, шаг) ≥ 6dк
если dк = 20мм, то L ≥ 6 х 20мм ≥ 120мм
3).После последнего зажима должен быть оставлен свободный конец каната, длина которого не менее 6 диаметров каната.
4).Между вторым и третьим зажимами должна находиться бирка.
После изготовления строп испытывают и осматривают. При осмотре обращают внимание на шаг между зажимами, длину свободного конца каната и размер петли.
Если изменений никаких не произошло, то после этого на бирке набивают маркировку и строп записывают в «Журнал учёта и осмотра СГП и тары».
Изготовление петли стропа заплёткой.
При изготовлении петли стропа заплёткой для каждой из 6 прядей делается определенное число проколов, которое зависит от диаметра каната:
| d каната, мм | Число проколов для 1 пряди |
| до 15 | ≥ 4 |
| 15 – 28 | ≥ 5 |
| 28 – 60 | ≥ 6 |
Последний прокол делается половинным числом проволок прядей.
Например: в каждой пряди было по36 проволок, значит, в последний прокол будет вплетено по 18 проволок.
Это делается, для того чтобы завершить заплётку и получить плавный переход от заплётки к канату.
Междувторым и третьим проколами вплетается бирка.
После изготовления строп испытывают и осматривают. При осмотре обращают внимание на заплётку, оставшиеся свободные концы прядей и размер петель.
Если изменений никаких не произошло, то после этого оставшиеся концы прядей срезают, это место оплетают бензельной проволокой, на бирке набивают маркировку и строп записывают в «Журнал учёта и осмотра СГП и тары».
Испытание стропов.
Цель испытания – проводится, для того чтобы проверить правильность изготовления и качество выполненного ремонта (цепные стропы).
Следовательно, стропы испытываются один раз после их изготовления, и каждый раз после ремонта (цепные стропы).
Порядок испытания стропов.
Для испытания стропа берется контрольный груз, вес которого на 25%больше Q стропа.
Этот груз навешивается на крюк подъемного сооружения (крана) с помощью стропа. Поднимают на высоту 50 -100мм, останавливают и делают выдержку 10 минут. По истечении этого времени груз опускают, строп с крюка ПС (крана) снимают и осматривают.
Если строп прошёл испытание, то после этого делают соответствующую запись в «Журнале учёта и осмотра СГП и тары».
!Маркировка стропов.
Маркировка стропа – это бирка, которая должна вплетаться при заплётке или находиться между зажимами у стропов из стальных канатов, или ввариваться в звено у стропов из цепей.
На бирке стропа должно быть выбито:
2). Грузоподъёмность (Q) стропа.
3). Дата испытания, когда он был испытан.
4). Цех (организация), которому (ой) он принадлежит.
Если строп приобретался на заводе – изготовителе, то должна быть дополнительная информация на бирке стропа – «завод-изготовитель» и номер стропа по системе нумерации завода-изготовителя. Стропы, приобретенные, не имеющих паспорта – сертификата об их испытании к работе не допускаются.

!Нормы браковки стропов из цепей.
2).Бирка к стропу привязана.
3).Неразборчивая или не понятная маркировка, а особенно если плохо видна Q или она отсутствует.
4).Трещины по сварке или в любом другом месте звена.
5).Износв месте контакта звеньев более 10% от первоначального диаметра прутка.
6).Удлинение звена более 3% от первоначальной длины звена.
7).Любая другая деформация хотя бы одного звена.
!Нормы браковки стропов из стальных канатов.
3).Неразборчивая или непонятная маркировка, а особенно если плохо видна Q.
4).Выдавливание проволок в нескольких прядях.
5).Выдавливание проволок в одной пряди.
7).Местное уменьшение изменение диаметра стропа.
8).Местное увеличение диаметра стропа.
13.) Перегиб каната.
14).Износ или коррозиянаружных проволок более 40% от первоначального диаметра проволоки (измеряем одну проволоку в самом плохом месте).
15). Повреждение сваркой.
16). Изменение цвета (был пропущен электрический ток).
17). Расплелась заплетка.

18). Обрыв одной пряди.
19).По порванным проволокам.
Допустимое число видимых обрывов проволок зависит от участка стропа:
| Участок стропа | Число обрывов проволок |
| 3d | |
| 6d | |
| 30d |
d – диаметр стропа
Когда, порвется одна проволока, будет 2 конца.
Правая колонка таблицы ниже переведена в концы, т.к. на каждом участке мы будем считать концы, а потом их переведем количество проволок.
Проволоки – 8 концов
Проволок – 12 концов
Проволок – 32 конца
Отмеряем на стропе, там, где произошел обрыв проволок 60мм и на этом участке должно быть не более 4 штук, если будет более 4-х, то строп необходимо забраковать. Если на участке 3d порвалось до 4-х проволок, но все порванные проволоки не вошли в 3d, то отмеряем участок 6d. В нашем случае, это будет:
Теперь отмеряем 120мм и на этом участке не должно быть более 6 порванных проволок, если их число превышает допустимое, то строп необходимо забраковать.
И так делаем дальше по необходимости.
Захваты и их виды.


ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры.

Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор.


Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.).
Читайте также: