Акт на сварочные работы трубопровода
Обновлено: 19.05.2024
Журнал сварочных работ – важный документ в работе профессиональных строителей. В этом реестре сотрудником ведется учет всех проводимых сварочных работ на объекте. Вести его имеет право только сварщик третьего разряда и выше. Приказ о его ведении издается руководителем и подписывается сотрудником, который назначен для его ведения.
Внимание! Этот документ можно скачать в КонсультантПлюс.
- Бланк и образец
- Онлайн просмотр
- Бесплатная загрузка
- Безопасно
Обязанность вести журнал сварочных работ должна быть прописана в трудовом договоре или должностной инструкции работника. Трудовое законодательство в этом случае ясно дает понять, что невнимательность здесь недопустима. Ведь уровень ответственности при проведении всех строительных, в частности, сварочных, работ колоссальный.
Как заполняются графы
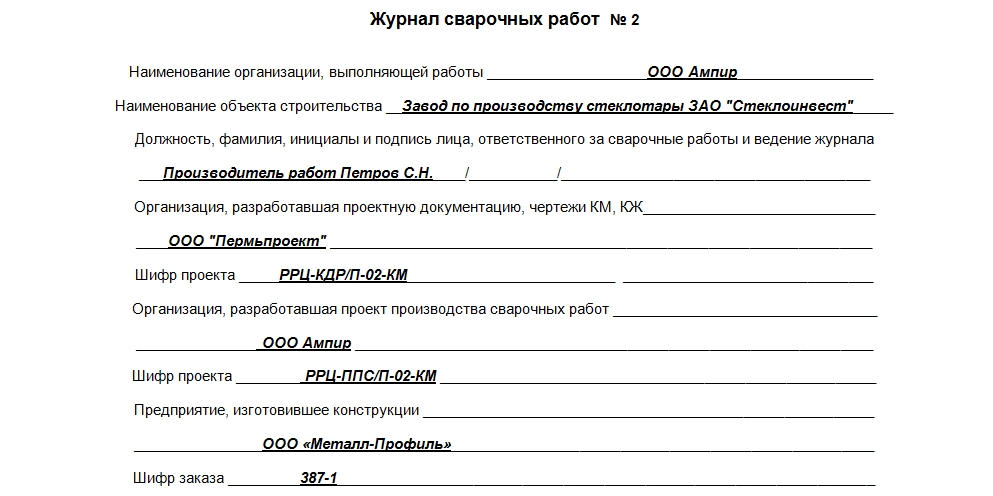
В документе на титульном листе ясно и четко даны конкретные названия граф, ошибиться здесь трудно. Так, в грамотно оформленном документе могут присутствовать:
- Название компании, которая выполняет поставленную задачу.
- На каком объекте выполняются сварные работы, его адрес и название.
- ФИО и должность сотрудника, который выполняет работы и заносит данные об их выполнении в журнал (в этом пункте предусмотрено место для подписи).
- Название компании, которая разрабатывала проектную документацию на выполнение работ. В этом пункте может стоять прочерк, если проектная деятельность не велась, а сотрудник действовал по готовым схемам и чертежам.
- Шифр проекта.
- Кто изготавливал соединяемые конструкции.
- ФИО представителя заказчика выполняемых сварочных работ с должностью и подписью сотрудника технического надзора.
- Датировка: начало и окончание ведения журнала.
Важный момент! Даже если на стройплощадке работают сразу две бригады сварщиков от разных организаций, они ведут отдельные журналы сварочных работ. И наоборот. Одна организация при переходе на другой объект обязана завести новый журнал.
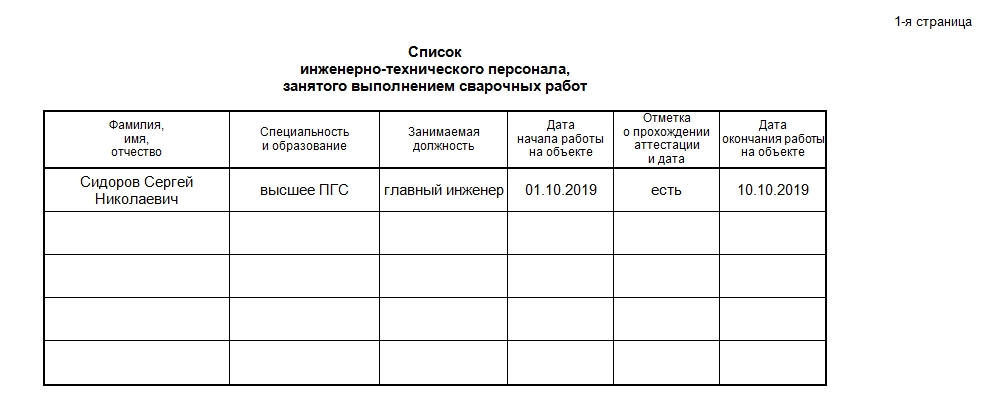
После титульного листа материально ответственному лицу следует заполнить таблицу с данными о инженерно- техническом персонале, который занимался выполнением сварочных работ. В основном это инженеры и главные инженеры. Именно эти сотрудники сочли нужным соединять металлические элементы в конкретном месте и именно таким образом.
Список может состоять из одной или нескольких строк, это зависит от количества занятых в процессе проектировки и разработки технического задания сотрудников. В любом случае надо записывать данные о работниках максимально полно, с указанием ФИО, образования, категории, специализации и должности.
Два отдельных столбца посвящены дате начала и окончания работы на описываемом объекте. Если будет происходить судебное разбирательство, то по этим данным можно будет установить виновных в происшествии лиц. Обязательно должна присутствовать в этой таблице информация, есть ли у инженера, ответственного за корректное выполнение сварочных работы, отметка об аттестации по этому виду строительной деятельности.
В случае ее отсутствия руководитель не имеет права допускать этого специалиста к контролю за выполнением сварочных работ.
После таблицы с данными об инженерах следуют данные о собственно сварщиках, которые несут ответственность за качество проделанной работы и заверяют это своими подписями в последней графе. Помимо нее, в состав второй таблицы о персонале включена информация о:
- ФИО.
- Квалификационном разряде сотрудника.
- Номере личного клейма (оно ставится на каждом выполненном ответственно сварном соединении).
- Удостоверении сварщика (срок его действия, номер, в каком пространственном положении он имеет право сваривать швы).
- Качестве сварки предоставленных пробных образцов (удовлетворительно либо неудовлетворительно).
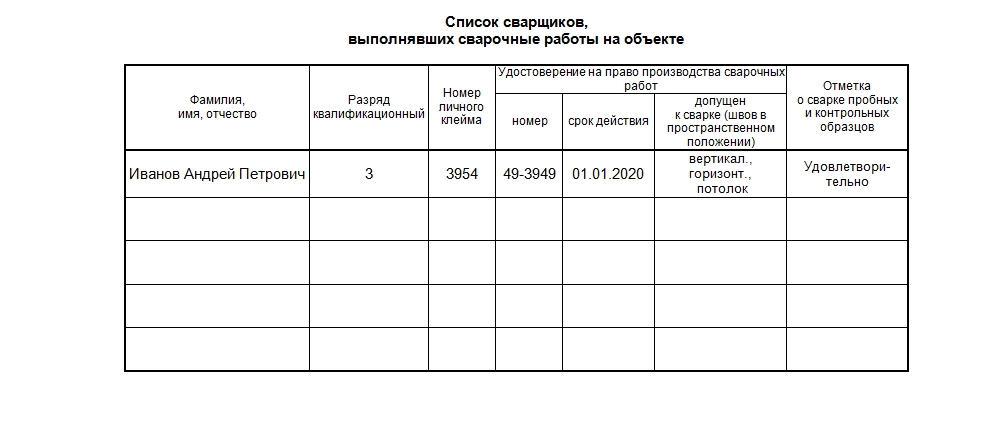
Клеймо сварщика представляет собой заготовку, состоящую из двух строк чисел высотой в 5 мм и 3 мм в рамке или без оной. Оно помогает определить, кто из сотрудников сваривал то или иное соединение. Особенно это касается сосудов, находящихся под давлением и других металлических соединений, от которых напрямую могут зависеть жизни людей.
Выполнение работы
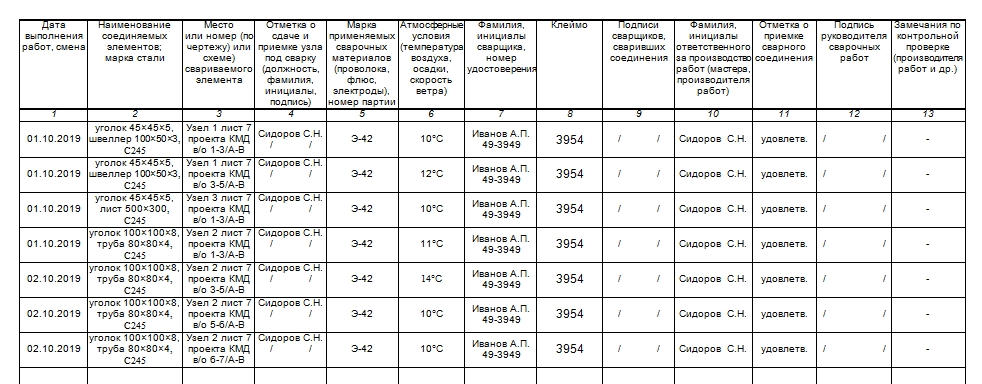
О том, какие и в каком объеме проводились работы, рассказывает основная таблица журнала, чьи графы содержат:
- Дату выполнения работ, смену.
- Название соединяемых элементов, их марку стали.
- Место и номер сварочного соединения – определяется по чертежу либо схеме.
- Отметку о сдаче и приемке сваренного узла.
- Какие применялись сварочные материалы, номер партии их поставки.
- Климатические условия (обычно указывается только температура, но скорость ветра, наличие осадков тоже желательно прописывать).
- Данные сварщика, номер его удостоверения.
- Номер клейма и личную подпись сотрудника.
- Подпись ответственного за производство работ (мастер участка, главный инженер и пр., это обязательный пункт в каждой графе.).
- Состоялся ли прием сварного соединения. Если да, то ставится «удовлетворительно».
- Примечания либо замечания к выполненной работе.
В самом конце журнала отмечается, сколько в нем страниц прошито. Прошивка журнала предполагает соединение его отдельных страниц нитями, нумерацию каждой и заклеивание этой конструкции бумажной полоской. Здесь же должна быть печать организации. Она должна частично захватывать корешок прошивки журнала. Подпись руководителя, у которого на хранении должен находиться документ, дополняет картину.
Внимание! Храниться журнал сварочных работ должен не менее 10 лет с момента составления. А если сотрудники работали во вредных условиях труда, то все 75. При желании документацию такого рода передают в архив.
Где еще описаны рекомендации по заполнению
Документ подробно описывается и приводится в СНиП 3.03.01-87. Именно в этом акте прописана документация, которая заполняется для контроля строительных работ. Иногда журнал антикоррозийной защиты совмещают с журналом сварочных работ, так как антикоррозийная защита может производиться теми же лицами сразу же после сварки.
Журнал сварочных работ
1. Общие положения
1.1. Виды и содержание производственной документации должны соответствовать СНиП 3.01.01-85, СНиП 3.05.05-84 и СНиП III-3-81.
Производственная документация на оборудование и трубопроводы, подлежащие инспекции органами государственного надзора, должна быть составлена согласно правилам и нормам этих органов.
1.2. При заполнении в формах производственной документации должны быть отражены требования государственных, отраслевых стандартов, технических условий на изготовление и поставку технологического оборудования и трубопроводов, а также согласованные заказчиком с привлечением монтажной организации требования в этой части фирм - поставщиков комплектного технологического оборудования и трубопроводов, закупаемых по импорту.
1.3. Производственную документацию по видам работ комплектуют по технологическим узлам, а для объектов, в проектах которых технологические узлы не выделены, - на объект в целом.
Внесены Главхиммонтажем Минмонтажспецстроя СССР
Утверждены Минмонтажспецстроем СССР
18 марта 1986 г.
Срок введения в действие
1 июля 1986 г.
2. Содержание форм производственной документации
2.1. Монтажная организация передает генподрядчику для предъявления рабочей комиссии документацию, предусмотренную в СНиП III - 3 - 81, СНиП 3.01.01-85, СНиП 3.05.05-84 и настоящих ВСН (формы 1 - 10).
2.2. Перед заголовком каждой формы (за исключением форм 9 - 13) помещают следующие сведения:
(место строительства предприятия)
(наименование генподрядной и строительной организации и ее ведомственная принадлежность)
(наименование предприятия - заказчика)
(наименование монтажной организации с указанием треста и ведомственной принадлежности)
(наименование сооружаемого объекта)
(наименование технологического узла)
2.3 . Данные, приведенные в формах (за исключением форм 5 - 14), удостоверяются подписями лиц, ответственных за ведение производственной документации, в следующем виде:
При необходимости в составлении форм могут участвовать представители предприятия - изготовителя технологического оборудования и трубопроводов, пуско-наладочной, проектной и комплектующей организаций.
2.4. Проверку установки оборудования на фундамент (основание) производят в соответствии с рабочей документацией на строительство объекта и эксплуатационной документацией (инструкциями по монтажу) предприятий - изготовителей. Результаты проверки фиксируют на оборудование, входящее в состав технологического узла (форма 1)*.
2.5. Результаты испытаний сосудов и аппаратов фиксируют в форме 2. В качестве основных технических характеристик сосудов и аппаратов указывают: габаритные размеры, рабочее давление МПа (кгс/см 2 ), массу (в нерабочем состоянии), заводской номер предприятия - изготовителя.
2.6. Машины и механизмы испытывают в соответствии с п. 5.3 СНиП 3.05.05-84, требованиями технических условий и эксплуатационной документации (инструкции по монтажу) предприятия - изготовителя. Результаты испытаний фиксируют в форме 3.
2.7. Испытание технологических трубопроводов проводят в соответствии с пп. 5.4 - 5.16 СНиП 3.05.05-84 и требованиями рабочей документации. Результаты испытаний фиксируют в форме 4 на каждую линию трубопроводов.
2.8. Журнал сварочных работ составляют по форме 5, список сварщиков и термистов - операторов - по форме 6, журнал учета и проверки качества контрольных (пробных) сварных соединений - по форме 7, журнал термической обработки сварных соединений - по форме 8, акт освидетельствования скрытых работ - по форме 9.
2.9. Акт о приемке оборудования после индивидуальных испытаний составляют по форме 10.
2.10. Готовность опорных конструкций, в том числе фундаментов к монтажу технологического оборудования и трубопроводов фиксируют в акте промежуточной приемки ответственных конструкций (форма 11).
2.11. Передачу заказчиком в монтаж технологического оборудования и трубопроводов, а также других изделий, подлежащих монтажу, фиксируют в форме ЦСУ СССР М - 25 (форма 12 настоящих ВСН). Выявленные при этом дефекты и отступления от рабочих чертежей и нормативно - технических документов отражают в форме ЦСУ СССР М - 27 (форма 13 настоящих ВСН).
2.12. При приемке рабочей документации для производства работ по монтажу технологического оборудования и трубопроводов (форма 14) необходимо проверить ее соответствие требованиям действующих строительных норм и правил, стандартов СПДС и других нормативно - технических документов.
2.13. В качестве исполнительных чертежей технологических трубопроводов (если они предусмотрены нормативными документами) должны, как правило, использоваться с внесением в них фактических данных деталировочные (аксонометрические) чертежи этих трубопроводов, из которых ставят штамп “Исполнительный чертеж”, удостоверенный подписью ответственного за монтаж трубопроводов и уполномоченного подписывать формы производственной документации. На штампе должна быть указана дата составления исполнительного чертежа.
В исполнительный чертеж на основе предъявленных заказчиком монтажной организации ведомостей, актов, паспортов, сертификатов и других документов вносят данные, содержащие в требуемом объеме сведения о примененных при монтаже трубопроводов деталях, материалах и изделиях (по трубам и деталям трубопроводов поставки подрядчика аналогичные сведения указывают по документам предприятий - изготовителей или поставщиков).
2.14. Производственная документация по формам 1 - 14 отражает весь комплекс работ по монтажу технологического оборудования и технологических трубопроводов.
Сведения о ней приводят в описях рекомендуемые приложения 1 и 2, а рабочей комиссии производственную документацию передают по реестрам (рекомендуемое приложение 3) в соответствии с п. 1.3 настоящих ВСН.
2.15. Порядок ведения производственной документации приведен в рекомендуемом приложении 4.
Форма 1
Сведения по п. 2.2 ВСН
Акт
проверки установки оборудования на фундамент
Настоящий акт составлен в том, что произведена проверка установки на фундамент (основание) следующего оборудования:
Наименование и номер по рабочим чертежам
Номер и наименование рабочих чертежей и эксплуатационной документации (инструкция по монтажу) предприятия - изготовителя
Заключение о результатах проверки и закрепления фундаментными болтами
На основании изложенного разрешается произвести подливку перечисленного оборудования (за исключением оборудования пп. _________, которое в проектном положении устанавливается без подливки).
Примечание. К акту, если это предусмотрено в эксплуатационной документации (инструкции по монтажу), прилагают формуляр с указанием замеров, произведенных при монтаже, по форме, установленной предприятием - изготовителем оборудования.
Подписи по п. 2.3 ВСН.
Форма 2
Сведения по п. 2.2 ВСН.
Акт
испытания сосудов и аппаратов
Настоящий акт составлен в том, что произведен наружный осмотр (внутренний в доступных местах), после чего проведено гидравлическое, пневматическое ______________________________ испытание пробным давлением (ненужное зачеркнуть):
корпуса . МПа (кгс/см 2 );
трубной части . МПа (кгс/см 2 );
рубашки . МПа (кгс/см 2 ).
(наименование сосуда, аппарата, номер по рабочей документации, краткая техническая характеристика)
Во время испытания оборудование находилось в течение ____ мин под пробным давлением (или под наливом воды), после чего давление постепенно было снижено до рабочего, которое поддерживалось в течение ____ мин.
При осмотре оборудования установлено, что _______________________________________
Оборудование выдержало гидравлическое, пневматическое (ненужное зачеркнуть) испытание пробным давлением и годно к работе при рабочем давлении:
Форма 3
Акт
испытания машин и механизмов
Настоящий акт составлен в том, что произведено индивидуальное испытание на холостом ходу следующих машин и механизмов:
Наименование (шифр) документации, по которым проводилось испытание
Продолжительность испытания, ч
Заключение о результатах испытания
На основании изложенного считать вышеперечисленные машины и механизмы выдержавшими индивидуальное испытание.
Форма 4
Акт
испытания трубопроводов
Настоящий акт составлен в том, что произведено ___________________________________
испытание линий трубопровода ____________________________________________________
(наименование и номер линии,
ее границы, рабочее давление, МПа (кгс/см 2 )
Испытание проведено в соответствии со СНиП 3.05.05-84 ___________________________
(наименование и шифр других нормативно - технических документов, номера
чертежей рабочей документации)
на прочность давлением . МПа (кгс/см 2 );
на герметичность давлением МПа (кгс/см 2 ).
Продолжительность испытания ч
Во время испытания в трубопроводе течи и других дефектов не обнаружено.
Линии трубопроводов, указанные в настоящем акте, считать выдержавшими испытание.
Форма 5
Журнал сварочных работ
Линия № ____________ Трубопровод _______________________________________________
(наименование, рабочее давление, температура, продукт)
Номер сварного соединения по чертежам (исполнительным чертежам)
Характеристика стыка, мм, Дн ´ S марки стали или композиция марок сталей, ГОСТ, ТУ,№ сертификата
Сварочные материалы (тип, марка, ГОСТ или ТУ, номер сертификата)
Номер журнала проверки качества сварочных материалов, регистрационные номера проверок
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1 . Оформление отчетной документации начинается в период подготовки и ремонту и продолжается до полного окончания этих работ.
Ответственность за правильное и своевременное заполнение технической документации несет руководитель сварочных работ.
1.2 . Специалисты, осуществляющие контроль и термообработку сварных соединений, являются ответственным за правильное оформление и своевременное представление технической документации руководителю сварочных работ в части выполненного ими объема работ.
1.3 . Основными документами на работы по сварке, наплавке и ГТН являются:
«Сведения по ошиповке участков труб элементов поверхностей нагрева» и «Схема расположения участков замены шипов» (рекомендуемые приложения 1 и 2);
«Сведения о восстановлении (упрочнении) участков труб элементов поверхностей нагрева» и «Схема расположения восстановленных (упрочненных) участков труб» (рекомендуемые приложения 3 и 4);
«Сведения о сварных соединениях трубопроводов» и «Схема расположения сварных соединений (рекомендуемые приложения 5 и 6);
«Сведения о сварных соединениях труб элементов поверхностей нагрева» и «Схема расположения сварных соединений» (рекомендуемые приложения 7 и 8);
«Сведения о выборках и заварке дефектов на барабане. Схема расположения и устранения дефектов» (рекомендуемые приложения 9 и 10);
«Сведения о выборках и заварке дефектов на трубных отверстиях и штуцерах барабана» и «Схема расположения и устранения дефектов на отверстиях и штуцерах» (рекомендуемые приложения 11 и 12);
«Сведения о выборке и заварке дефектов на корпусных литых деталях» и «Схема расположения и устранения дефектов на корпус ных литых деталях» (рекомендуемые приложения 13 и 14);
«Сведения о восстановлении или упрочнении деталей» со схемой расположения и устранения дефектов (рекомендуемое приложение 15).
Указанная основная документация оформляется ремонтной организацией в двух экземплярах.
1.4 . Номенклатура прочих документов и количество оформляемых ремонтной организацией экземпляров приведены в табл. 1 - 5 .
1.5 . Указанная в табл. 1 - 5 отчетная документация передается в одном экземпляре заказчику не позднее чем через 20 дн. после проведения гидравлических испытаний котла или устранения дефектов.
Передача заказчику документации оформляется двусторонним актом (рекомендуемое приложение 16).
1.6 . Отчетная техническая документация на сварочные ремонтные работы должна храниться в делах электростанции в течение всего срока эксплуатации оборудования, а срок хранения документации в делах ремонтной организации определяется соответствующими директивными документами.
2. ОФОРМЛЕНИЕ ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ НА СВАРОЧНЫЕ РАБОТЫ ПРИ РЕМОНТЕ ТРУБ ПОВЕРХНОСТЕЙ НАГРЕВА КОТЛОВ И ТРУБОПРОВОДОВ
2.1 . Номенклатура документов, оформляемых при ошиповке и восстановлении (упрочнении) участков труб, указана в табл. 1 и 2 .
До начала ремонтных работ заказчик должен представить ремонтной организации чертежи на элементы поверхностей нагрева, подлежащие ошиповке.
Степень износа шипов и участки труб для замены шипов определяются внешним осмотром и измерениями до начала ремонта. Результаты дефектации оформляются актом (обязательное приложение 17).
После определения участков замены шипов производится подготовка мест под приварку шипов. Данные о подготовке труб к ошиповке (зачистке) заносятся в форму 1 (см. приложение 1). При выполнении работ по подготовке мест под приварку шипов и ошиповке разными организациями оформляется акт на подготовку труб к ошиповке, который подписывается представителями организаций, выполняющими подготовку и ошиповку.
Номенклатура документов, оформляемых при ошиповке участков труб
Место хранения документа
Чертеж элемента поверхности нагрева
Представляет ремонтной организации заказчик
Акт дефектации труб до ремонта
Заказчик, ремонтная организация
Сведения по ошиповке участков труб со схемой расположения участков замены шипов
Основным документом при ремонте ошипованных участков элементов поверхностей нагрева являются «Сведения по ошиповке участков труб» и «Схема расположения замены участков шипов» (см. приложения 1 и 2), куда заносятся данные о качестве приварки шипов и правильности их расположения.
На схеме расположения участков замены шипов необходимо указать расположение и участок замены.
Номенклатура документов, оформляемых при восстановлении (упрочнении) участков труб
Протокол измерения толщины стенки
Акт дефектации труб до восстановления (упрочнения)
Сертификаты на применяемые материалы
Сведения о восстановлении (упрочнении) участков труб со схемой расположения восстановленных участков
2.2 . Места восстановления (упрочнения) элементов поверхностей нагрева выявляются внешним осмотром, измерением шаблонами и определением толщины стенки ультразвуковой дефектоскопией (УЗД).
Результаты измерения толщины стенки оформляются протоколом (обязательное приложение 18).
На основании результатов внешнего осмотра и измерений оформляется акт дефектации до восстановления (см. обязательное приложение 17).
Выполнение работ по восстановлению (упрочнению) участков элементов поверхностей нагрева осуществляется в соответствии с технологической инструкцией (технологическим процессом).
После проведения работ по восстановлению (упрочнению) элементов поверхностей нагрева проверяется качество и толщина напыленного (наплавленного) слоя, которые заносятся в форму 2 (см. приложение 3). Эта форма является основным документом и оформляется по мере выполнения работы. К ней прилагается схема расположения восстановленных (упрочненных) участков труб (см. приложение 4).
2.3 . При проведении сварочных работ на трубных системах котлов и трубопроводах, на которые распространяются правила Госгортехнадзора СССР, оформляется техническая документация согласно требованиям РТМ 1 С-81.
Основным документом при ремонте элементов поверхностей нагрева котла и трубопроводов являются формы 3 и 4 (см. приложения 5 и 7), к которым прилагаются схемы расположения сварных соединений на элементах поверхностей нагрева котла и трубопроводе (см. приложения 6 и 8).
Схема расположения сварных соединений на элементах поверхностей нагрева котла заменяет сварочный формуляр элементов котла, который отсутствует в номенклатура ремонтных документов.
3. ОФОРМЛЕНИЕ ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ НА СВАРОЧНЫЕ РАБОТЫ ПРИ РЕМОНТЕ БАРАБАНОВ КОТЛОВ
3.1 . Техническая документация на ремонт барабана котла оформляется в соответствии с номенклатурой, приведенной в табл. 3 .
3.2 . При сдаче барабана котла в ремонт заказчик должен представить ремонтной организации чертеж развертки барабана с указанием мест предыдущих выборок и наплавок, а также сертификаты или их копии на сварочные электроды, поставляемые заказчиком.
При отсутствии сертификатов заказчик должен представить документы, заменяющие их (протоколы химического анализа и механических испытаний).
Номенклатура документов, оформляемых при выборке и заварке дефектов на барабане котла, трубных отверстиях и штуцерах
Чертеж развертки барабана с указанием мест предыдущих выборок и наплавок
Акт внутренней дефектации барабана перед ремонтом
Заключение цветной дефектоскопии (ЦД) или магнитопорошковой дефектоскопии (МПД) по определению расположения и площади дефектов
Заключение УЗД по определению глубины залегания дефектов
Заключение ЦД (МПД) после удаления дефектов
Заключение УЗД после удаления дефектов
Протокол измерений твердости
Сертификаты на электроды
Акт проверки технологических свойств электродов
Акт на замену штуцеров
Протокол на предварительный и сопутствующий подогрев
Протокол на термообработку
Заключение ЦД или МПД на отсутствие поверхностных дефектов после ремонта
Заключение УЗД на отсутствие дефектов после ремонта
Заключение ЦД (МПД) о состоянии наплавленных участков барабанов после гидравлического испытания
Заключение УЗД о состоянии наплавленных участков барабана после гидравлического испытания
Акт внутреннего осмотра барабана после ремонта и гидравлического испытания
Сведения о выборках и заварке дефектов на барабане со схемой расположения и устранения дефектов
Сведения о выборках и заварке дефектов на трубных отверстиях и штуцерах барабана со схемой расположения и устранения дефектов
3.3 . После проведения обследования состояния металла барабана внешним осмотром и измерениями, а также с помощью контроля ЦД (МПД) или УЗД составляются заключения (см. обязательные приложения 20 и 21 ) и акт внутренней дефектации барабана перед ремонтом (см. обязательное приложение 19 ) с указанием количества и характера дефектов.
3.4 . На основании дефектации ремонтная организация выполняет работы по устранению дефектов. Полнота устранения дефектов проверяется ЦД (МПД) или УЗД и результаты оформляются соответствующими заключениями. Твердость основного металла, измеренная до и после выполнения наплавочных работ, оформляется протоколами (см. обязательное приложение 22 ).
3.5 . Устранение дефектов выполняется в соответствии с технологической инструкцией (технологическим процессом) на ремонт барабана сваркой и наплавкой, разработанной ремонтной организацией и согласованной с заказчиком и заводом-изготовителем.
3.6 . При замене штуцеров составляется акт на их замену (см. обязательное приложение 23 ).
3.7 . В процессе ремонта барабана сваркой и наплавкой применяется предварительный и сопутствующий подогрев. Данные о подогреве оформляются протоколом (см. обязательное приложение 24 ).
3.8 . После наплавки выборок в основном металле, продольных и кольцевых сварных швах объемом до 1000 см 3 каждая должна быть проведена общая или местная термообработка барабана. Сведения о термообработке заносятся в протокол на термообработку (см. обязательное приложение 24 ).
З.9. Места наплавки и зона на расстоянии 100 мм от шва проверяются методами ЦД (МПД) или УЗД на отсутствие дефектов.
После гидравлического испытания производится повторный внешний осмотр и дополнительный контроль методами ЦД (МПД) или УЗД отремонтированных участков. Результаты контроля заносятся в соответствующие заключения по контролю, а данные осмотра в акт внутреннего осмотра барабана после ремонта и гидравлического испытания (обязательное приложение 25 ).
3.10 Основным документом при ремонте барабанов сваркой и наплавкой является форма 5 (см. приложение 9 ), которая оформляется на основании чертежей, сертификатов, данных о сварщиках, определения и устранения дефектов и контроля качества выполненных работ. К основному документу прилагается схема расположения и устранения дефектов (см. приложение 10 ) с указанием мест расположения участков дефектов и контроля.
3.11 . Форма 6 (см. приложение 11 ) содержит данные о виде сварки (наплавки), сварщиках, термообработке и др. (например, о способах контроля). На схеме расположения и устранения дефектов на отверстиях и штуцерах (см. приложение 12 ), прилагаемой к форме 6 , должны быть указаны обнаруженные дефекты и выборки, а также приведены необходимые размеры и поясняющие надписи.
4. ОФОРМЛЕНИЕ ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ ПРИ РЕМОНТЕ ЛИТЫХ КОРПУСНЫХ ДЕТАЛЕЙ
4.1 . При ремонте литых корпусных деталей оформляется техническая документация, номенклатура которой приведена в табл. 4 .
Читайте также: