Баланс полярности при сварке
Обновлено: 17.05.2024
От выбора полярности зависит процесс сварки, качество шва, расход электрода. Рассмотрим, чем отличается прямая и обратная полярность при сварке.
В литературе по методам сварки и инструкциях к сварочным аппаратам нередко встречаются выражения "прямая и обратная полярность". От выбора полярности зависит процесс сварки, качество шва, расход электрода, глубина проплавления. Начинающим сварщикам важно знать, что означает прямая и обратная полярность, чтобы правильно подбирать режимы сварки в конкретных ситуациях.
В этой статье:
Дуговая сварка — режимы полярности
Для горения электрической дуги, которой осуществляется сварка, требуется источник тока и замыкание полюсов с небольшим воздушным зазором 3-5 мм. Источником тока может быть сварочный инвертор, преобразователь, выпрямитель, генератор. Понятие полярности возможно только у источников постоянного тока, поскольку у трансформаторов, вырабатывающих переменный ток, направление движения электронов меняется до 100 раз в секунду.
Соответственно, заряд тоже меняется с положительного на отрицательный многократно за секунды. При такой "скачке" с хаотичным движением, постоянной полярности быть не может. На постоянном токе отрицательно заряженные электроны движутся от минуса к плюсу. Их направление постоянное, что дает определенные свойства:
У сварочного аппарата постоянного тока есть два гнезда для подключения кабелей держателя и массы. В держатель вставляется электрод и сварщик манипулирует им, ведя шов. Кабель массы через зажим "крокодил" крепится к изделию.
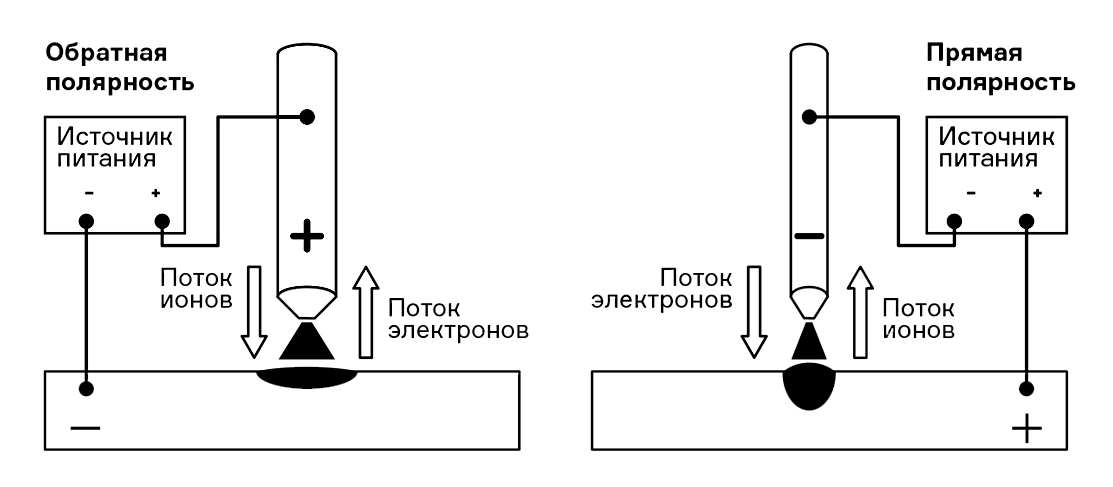
Если держатель установить в разъем "-", а кабель массы подключить к "+", получится прямая полярность. При подключении наоборот (держатель к "+", а массу к "-") полярность будет обратная.

Отличия режимов сварки
Рассмотрим, чем отличается прямая и обратная полярность при сварке. По законам физики постоянный ток течет в одном направлении от минуса к плюсу (движение электронов с отрицательным зарядом). При этом тепло всегда концентрируется на плюсе. Соответственно, где "+", там температура будет выше.
При сварке на прямой полярности "+" на изделии. Это обеспечивает больший нагрев поверхности и, в то же время, не перегревает электрод. На его кончике пятно тепла будет анодным. Работа дугой с обратной полярностью означает "плюс" на кончике электрода и образование катодного теплового пятна. За счет этого расходник нагревается больше, а изделие меньше. Разница в температуре составляет около 1000º С.
Влияние полярности на сварку
Теперь обсудим, как полярность, а именно локализация нагрева, сказываются на процессе сварки.
Достоинства и недостатки прямой полярности
Концентрация теплового пучка на изделии дает следующие результаты:
Сварка TIG цветных металлов, например меди, ведется на прямой полярности. Лучше всего применять такой режим при работах с металлами сечением от 4 мм и выше. Но тонкие листовые заготовки на прямой полярности будут прожигаться. Еще стороны может сильно "повести" при сварке и потребуется рихтовка деталей. Не получится использовать электроды для переменного тока при сварке постоянным с "плюсом" на держателе. Разбрызгивание металла при таком режиме тоже повышается.
Достоинства и недостатки обратной полярности
Использование обратной полярности дает следующие особенности при сварке:
Обратную полярность лучше использовать при сварке тонких металлов, чтобы электрод не прилипал, но при этом не было прожогов. В случае ведения прерывистой дугой коротких швов тепловложение уменьшается еще больше.
Соединение толстых заготовок 6-10 мм происходит гораздо хуже, поскольку нет нужной глубины проплавления. При "минусе" на держателе легче добиться качественного шва на нержавейке, алюминии, высокоуглеродистой стали или чугуне. Если требуется наплавить присадочный металл под последующую проточку, то на обратной полярности отделение капли происходит гораздо быстрее.
Источник видео: Территория сварки R
Но кончик электрода от повышенного нагрева укорачивается тоже быстро, поэтому будет перерасход по материалам. Если обмазка электрода чувствительна к перегреву, то от удержания длительной непрерывной дуги покрытие может осыпаться, и голый стержень станет не пригодным для сварки. При снижении силы тока до минимального, дуга начинает "скакать" и управлять сварочной ванной становится сложнее, поэтому при сварке тонколистовой стали пригодятся дополнительные функции в инверторе, о которых упомянем ниже.
Сварка полуавтоматом

При сварке полуавтоматом тоже меняют полярность в зависимости от толщины металла и видах свариваемых материалов. Чаще всего изначально установлено прямое подключение с "минусом" на горелке. Это необходимо для сварки омедненной или нержавеющей проволокой. Поскольку ее сечение маленькое (0.6-1.2 мм), тепло требуется концентрировать на изделии, иначе расходник будет быстро гореть, разбрызгивая металл во все стороны.
Если предстоит варить самозащитной порошковой проволокой без газа, то потребуется обратная полярность. В отличие от инвертора, у которого достаточно поменять местами разъемы кабеля держателя и массы, у полуавтомата горелка крепится к рукаву. В нем проложен канал для проволоки, силовой провод, шланг подачи защитного газа и провода управления. Просто в разъем с массой горелку не вставить — не подойдет по форме.
Для смены полярности полуавтомата есть несколько способов, в зависимости от конфигурации оборудования. У одних моделей нужно поменять местами разъемы в нижней части (силовой кабель горелки имеет отдельный выход с гнездом, как у массы). У других — открыть боковую крышку и переподключить кабеля к клеммам (обычно они разных цветов). Потребуется рожковый ключ.
Сварка инвертором

Сварка инвертором ММА проводится на прямой полярности "классическим" способом, поскольку режим применяется для соединения толстостенных заготовок 4 мм и выше:
Сварка ведется неотрывной дугой с зазором 3-5 мм. Чем быстрее проводить электрод над одним местом стыка, тем меньше глубина проплавления. При замедлении глубина провара увеличивается. Если предстоит подряд сваривать стыки с разной толщиной сторон, можно выставить силу тока на аппарате для самого большого сечения в конструкции, а глубину провара регулировать скоростью ведения электрода. Только дугу при этом всегда держат на более толстом металле, кратковременно перенося на тонкий, чтобы избежать прожогов.
Сварка на обратной полярности чаще всего применяется для соединения тонких листовых материалов сечением 1-3 мм. Но даже концентрирование теплового пучка на кончике электрода не всегда спасает от прожогов. Чтобы предупредить дефекты шва, используют прерывистую дугу. Ее поджигают касанием об изделие и накладывают короткие швы без отступов. Отрыв кончика электрода от изделия на высоту 2 см приводит к затуханию дуги. Затем кончик снова подносят и он загорается без постукивания. Такие паузы дают дополнительное время для остывания шва и исключают прожоги.
Электрододержатель

При работе инвертором с прямым подключением на высоких токах 200-300 А держатель может сильно перегреваться. Такое происходит и при силе тока 140 А, если установлена обратная полярность. Ведь на электроде возрастает нагрев до 1000 градусов. Чтобы не испытывать дискомфорт в руке, важно выбирать держак инвертора с хорошей изоляцией рукоятки. Тогда получится дольше варить без вынужденных перерывов на остывание.
Сварочные электроды

Если Вы новичок и не знаете, на какой полярности будете варить (а может предстоит работать с тонкими и толстыми металлами сразу), выбирайте универсальные электроды. Они рассчитаны на переменный и постоянный ток любой полярности. Среди проверенных универсальных электродов — Lincoln Electric Omnia 46, СпецЭлектрод АНО-21, ESAB ОЗС-12. Для работы с обратной полярностью есть узкоспециализированные электроды ESAB ОК 46.00.
Выбор инвертора и его эксплуатация
Чтобы быстро переключать полярность при работе с тонкими и толстыми металлами, у инвертора должны быть надежные разъемы силовых кабелей. Хлипкие тонкие штырьки в разъеме и невысокий бортик для фиксации быстро износятся от частых перестановок. Тогда возникнет люфт, в гнездах кабеля будут болтаться, образуется повышенное сопротивление и перегрев. Сила сварочного тока будет падать, а между разъемом и гнездом даже возможно образование электрической дуги.
Подбирайте надежные инверторы ММА с прочными гнездами, чтобы при смене полярности ничего не изнашивалось и не болталось. Если у Вас уже есть инвертор и его разъемы изношены, их можно заменить на более крепкие, выбрав из каталога соединительных кабельных разъемов.
Функция "Форсаж дуги" тоже помогает при сварке тонкого металла на обратной полярности. Когда электрод вот-вот прилипнет, инвертор автоматически повышает силу тока на 10 А, сохраняя электрическую дугу. Как только Вы восстановили воздушный зазор, аппарат сам понижает силу тока до прежнего значения, исключая прожоги.
Ответы на вопросы: особенности прямой и обратной полярности при сварке
При обратной. Тепло на кончике электрода выше, быстрее отделение капли, шов получается более чешуйчатым и без наплывов. Такой режим применим для лицевых сторон изделия, если толщину металла можно проплавить на обратной полярности.
На обратной полярности брызг меньше. Если сварка ведется на лицевой стороне изделия и потом предстоит зачистка всех прилипших капель, лучше переключите полуавтомат на обратную полярность.
Скорее всего, у Вас подключена обратная полярность. Поменяйте силовые кабеля в гнездах местами. Работа при прямом подключении ("+" на изделии), экономит расход электрода на 20-40% и снижает его нагрев.
На обратной. Алюминий имеет низкую температуру плавления и при перегреве потечет. Поэтому тепловой пучек концентрируют на электроде. Но для разрушения оксидной пленки нужен полуавтомат с импульсом (Pulse), иначе глубокого провара не получится.
Помогите настроить Сварог 315P АС/DC
сколько ставить частоту импульсов и режим импульсов?и что такое форсаж дуги? я использую универс электр. 2.4 с серым окрасом. а баланс полярности не действует при ДС сварке:?
баланс полярности не действует при ДС сварке:?
ПавелСварка ,Раздел "Аргонодуговая сварка" - в целом, и "Брима-315 ac/dc" за авторством Хадшмина( )- в частности - Вам в помощь. Просто не обращайте внимание на название, и будет Вам информация. Ну и весь раздел тоже полистать неплохо бы.
баланс полярности не действует при ДС сварке:?
не где не нашел про все настройки. не ужели нет не у кого такого аппарата?скажите п-а что лучше и как.
Вот эта тема прям с первой страницы про шарик и настройку баланса полуволн и импульсы на алюминиевых сплавах.
не где не нашел про все настройки. не ужели нет не у кого такого аппарата?скажите п-а что лучше и как.
. напряжение скачет. может ли от этого зависить? бывает на вентиляторы не хватает напряжения. нужен стабилизатор!
"Сундуки дядюшки Ляо",к коим относится и Ваш "Сварог" очень требовательны к напряжению в сети.При скачках напряжения могут возникать всяческие глюки электронного порядка.Например,когда я работал подобным аппаратом,бывало,что аппарат при перекосе фаз самовольно переходил в импульсный режим.Хорошо,что сразу просёк и устранил перекос.А то не избежал бы недешёвого ремонта.Так что,не советую работать таким аппаратом на просаженных сетях.Мрёт от этого китайская техника. По порам.Поры-в теле шва или в кратере?Если в кратере-то порегулируйте спад тока.На просаженной сети аппарат может и не поддерживать эту функцию и просто рвать дугу при выключении кнопки на горелке.
если вы знаете про эти крутилки на свароге. пож-а распишите что и для чего. обратная полярность на сталь
Вообще-то в аргоне на постоянке варят на прямой полярности.На "+" выделяется больше тепла,чем на "-".ЭТО в РЭДС обратная полярность-в порядке вещей.Немудрено,что если "+" на электроде,то вольфрам будет быстро выгорать. Обратную полярность применяют,чтобы уменьшить тепловыделение на свариваемой детали.На данном аппарате работать обратной полярностью нет особой необходимости.У него есть,пусть и весьма корявенький,но импульсный режим,не позволяющий "пережарить" деталь.Если ещё и педальку приобретёте,то будет ещё удобнее.
мы восстанавляваем кабину камаза. все дно и пороги сгнили. используем адс
Я в удивлении. Варить гнильё РАДС. Хмм. Кучеряво живёте. Не вдаваясь в подробности химпроцессов при сварке,скажу,что раскислять-то свариваемый металл в аргоне нечем.Возьмите полуавтомат и варите в углекислоте.Зачем вам микроскопом гвозди забивать,если есть для этого молоток?
сколько ставить частоту импульсов и режим импульсов?и что такое форсаж дуги?
Для начала,почитайте литературу,относительно того,что даёт регулировка частоты и скважности импульсов.Потом тренируйтесь,прочуствуйте эти режимы на практике.Более того,вряд ли,кто-то даст универсальные режимы,ибо,пользование "импульсом"-вещь индивидуальная,что называется,на кончиках пальцев.
Форсаж дуги-функция для сварки в режиме РЭДС.Она позволяет увеличить скорость нарастания тока короткого замыкания и,тем самым,облегчить поджиг дуги и улучшить проплавление в начале сварки.Хотя,в большинстве китайских сварочников этот режим весьма невнятный. Вот,к примеру,на EWMах в режиме РЭДС "горячий старт" очень ощутим,особенно,на основных электродах.Причём,без всяких ручек для регулировки.В режиме РАДС и контактном поджиге дуги этот режим принудительно отключается переводом аппарата из режима РЭДС в РАДС,т.к.,в режиме РАДС форсаж дуги не актуален,более того,вреден.
Сварка алюминия, часть 1
Процитирую камрада ARGONIUS 'а:"По удобству и функциональности-аналогичен лому,или кувалде."Лучше,чем он и не скажешь.Да,он-на 380 В.Но,зато,меньше грузит сеть. Качество-кому как повезёт.Пульсовый режим-весьма корявый.Частота переменного тока не регулируется.На малых токах ведёт себя невнятно.Требователен к стабильности напряжения в электросети.Зато на больших токах-отыгрывается.Если собираетесь работать с толстым металлом и помногу-самое оно.Дёшево и сердито.В идеале-иметь два аппарата.один-для тонких работ,с пульсом,регулировкой частоты и прочими наворотами,хорошо работающий в малоамперном диапазоне,второй-ломовой и простой,с хорошим запасом мощности.
Благодарю за исчерпывающий ответ. в таком случае, какой наиболее оптимальный аппарат можете порекомендовать, для проведения ответственных работ по алюминию? желательно однофазный и не капризный.
Если работать долго то такой же как постом выше только на 200 ампер,тиг 200 асдс.Если работать не долго,но качество швов нужно очень высокое и много тонкого то это гроверс 200 асдс,с полным набором регулировок сварочного тока.
У Гроверса ПВ определяется из цикла 10 мин. и температуры окружающей среды в 40 С. Потому немного не корректно сравнивать разные данные - цикл 5 мин. и 25 С.
Если работать долго то такой же как постом выше только на 200 ампер,тиг 200 асдс.Если работать не долго,но качество швов нужно очень высокое и много тонкого то это гроверс 200 асдс,с полным набором регулировок сварочного тока.
спасибо большое за совет. а как сварог с тонким Al справляется? или все зависит от набитой руки?
Плоховато он с тонким (1мм и тоньше) алюминием справляется. На минимальном токе и сместив баланс полярности в " +" можно варить, но не особо комфортно.
какой наиболее оптимальный аппарат можете порекомендовать, для проведения ответственных работ по алюминию? желательно однофазный и не капризный.
Огласите,пожалуйста,толщины,которые будете варить.В любом случае,из однофазных аппаратов я бы рекомендовал Гроверс WSME-200 AC/DC,как оптимальный по соотношению цена\качество\возможности.Сварогообразные "сундуки дядюшки Ляо" в варианте на 200 А-не лучший выбор.Качество хромает.На малых токах буксуют,на больших-горят. Поэтому я выше и рекомендовал иметь два аппарата.Помнится, ARGONIUS весьма лестно отзывался об Бриме на 250 А в однофазном варианте.Странно,что в данной дискуссии он не упомянул сей аппарат.
Лучше быть бараном среди мудрецов, чем мудрецом среди баранов.
AMBIVERT42 , совершенно верно. Брима на 250 А это хорошее дополнение к гроверсу. Её можно загрузить работой на толстом алюминии или просто долгой на максимальных токах. А если понадобятся пульсы, работа на малых токах и толщине- тут поработает гроверс. Причём и им можно варить на максималке, но лучше недолго. Вместе по производительности эти два аппарата уделают почти любого европейца, а стоить вдвоём будут раза в два меньше чем хороший однофазный европеец. Насчёт ломкости гроверсы довольно надёжны, да и аналогом бримы-250 я отработал всё лето на максималке и в жёстком режиме- полёт нормальный.
AMBIVERT42 , совершенно верно. Брима на 250 А это хорошее дополнение к гроверсу. Её можно загрузить работой на толстом алюминии или просто долгой на максимальных токах. А если понадобятся пульсы, работа на малых токах и толщине- тут поработает гроверс. Причём и им можно варить на максималке, но лучше недолго. Вместе по производительности эти два аппарата уделают почти любого европейца, а стоить вдвоём будут раза в два меньше чем хороший однофазный европеец. Насчёт ломкости гроверсы довольно надёжны, да и аналогом бримы-250 я отработал всё лето на максималке и в жёстком режиме- полёт нормальный.
Благодарю за дельные советы. Причина по которой я уперся в этот "сварогообразный" проста до неприличия - нет у нас в Казахстане других)))))))
Плоховато он с тонким (1мм и тоньше) алюминием справляется. На минимальном токе и сместив баланс полярности в " +" можно варить, но не особо комфортно.
Фольгу я варить не собираюсь, да и особая декоративность мне ни к чему. И вообще, по моему мнению, в сварке алюминия огрехи, касающиеся внешнего вида шва, простительны. Да и болгарку с шлифовальным кругом еще никто не отменял)).
Некоторые цветные металлы, например алюминий и магний, быстро образуют на поверхности оксидную пленку. Прежде чем сваривать алюминий, необходимо удалить оксидную пленку, температура плавления которой значительно выше, чем основного металла. Удаление оксидной пленки может производиться механически, например щетками или химически - травлением, но, как только пленка удалена, металл тут же снова начинает окисляться, затрудняя сварку.
Оксидную пленку с поверхности металла во время сварки на обратной полярности может удалять сама дуга. Положительно заряженные ионы, которые двигались от основного металла изделия к электроду при сварке на прямой полярности, теперь двигаются от электрода к изделию. Ударяясь с достаточной силой о поверхность изделия, они дробят и расщепляют хрупкую оксидную пленку, производя тем самым очистку поверхности.
Очищающее действие дуги при сварке на обратной полярности, на первый взгляд, наилучшим образом подходит для сварки алюминия, магния и их сплавов. Тем не менее, этот способ сварки имеет существенный недостаток. Например, при сварочном токе в 100 А необходимо использовать электрод (по условиям нагрева) диаметром 6 мм. Этот большой электрод имеет, соответственно, большую сварочную ванну. Тепло дуги рассеяно на большой площади изделия, глубина проплавления недостаточная. При использовании электрода диаметром 2,5 мм получаем более сконцентрированную дугу и удовлетворительное проплавление, но происходит перегрев электрода. Из-за недостаточного проплавления и необходимости использовать вольфрамовые электроды большого диаметра GTAW сварка на обратной полярности используется редко.
Хорошее проплавление, достигаемое при сварке на прямой полярности, и очищающее действие дуги при сварке на обратной полярности - наилучшая комбинация для сварки алюминия. Для получения преимущества обоих способов сварки используется сварка на переменном токе.
При сварке на переменном токе полуволна, дающая обратную полярность, и полуволна, дающая прямую полярность, равны как по величине, так и по длительности. Теоретически, каждая полуволна при сварке должна давать один и тот же сварочный ток. На практике, если подключить осциллограф, видно, что на положительной полуволне (обратная полярность) есть большие пики, спады и даже провалы.
Существует две теории, объясняющие это явление. Первая теория - оксидная пленка, покрывающая металл, выступает в качестве выпрямителя, затрудняя движение электронов в противоположном направлении. Вторая теория - расплавленный алюминий обладает меньшей эмиссией электронов, чем разогретый вольфрам. За счет этого поток электронов (и, соответственно, сварочный ток), исходящий из вольфрамового электрода при сварке на обратной полярности, больше, чем основного металла при сварке на прямой полярности. Это явление называют .
* - источники сварочного тока со спрямленной (прямоугольной) синусоидой не имеют этих недостатков
В настоящее время большинство установок для TIG сварки имеют регулировку продолжительности положительной (очищающей) полуволны и продолжительности отрицательной (проплавляющей) полуволны. Различные модели установок имеют различный уровень регулирования. В установках переменного тока с прямоугольной формой импульсов (полупериодов) продолжительность отрицательного полупериода может находиться в пределах 45-68% (при синусоидальном токе - 50%). В улучшенных установках диапазон регулирования достигает 10-90%, т. е. +40%. Сегодня во всем мире производится незначительное количество установок для TIG сварки на переменном токе, имеющих синусоидальную форму тока.
Максимальное проплавление при сварке на переменном токе достигается при максимальной продолжительности отрицательной полуволны (минус на электроде) и минимальной продолжительности положительной. При этом:
можно использовать больший сварочный ток с меньшим электродом;
увеличивается глубина проплавления при данной силе тока и скорости сварки;
применяется меньшее сопло сварочной горелки и уменьшается расход защитного газа;
околошовная зона получает меньше тепла, соответственно, меньше деформация.
Сбалансированная сварка на переменном токе с прямоугольной формой импульсов достигается при равенстве отрицательного и положительного полупериодов, т. е. при частоте 50 Гц, 1/100 с происходит сварка на прямой полярности и 1/100 с - на обратной полярности, при этом увеличивается очищающее действие дуги.
Следует заметить, что регулятор баланса для сбалансированного режима сварки находится в положении 3, а не 5. Некоторые установки для TIG сварки имеют цифровой индикатор, показывающий продолжительность полупериода непосредственно в процентах.
Максимальное очищающее действие дуги наступает, когда положительная полуволна больше отрицательной, т. е. продолжительность сварки на обратной полярности больше, чем на прямой. Однако следует учитывать, что есть определенный предел увеличения продолжительности положительной полуволны, выше которого улучшение очистки уже не происходит. Снижается скорость сварки, уменьшается глубина проплавления и требуется увеличение диаметра вольфрамового электрода, иначе происходит его перегрев и разрушение.
Выше было рассмотрено изменение баланса (соотношения положительной и отрицательной полуволн), при котором сварка производится с применением промышленной частотой 50 Гц (50 положительных и 50 отрицательных полупериодов). Современные инверторные установки для TIG сварки позволяют изменять частоту сварочного тока.
С повышением частоты увеличивается давление дуги на сварочную ванну, повышается стабильность горения дуги, и она значительно сужается. При сварке повышенной частотой угловых или стыковых швов с разделкой устраняется отклонение дуги, дуга горит по оси электрода. Это повышает концентрацию энергии и увеличивает глубину проплавления.
Инверторные источники сварочного тока позволяют производить сварку в диапазоне частот от 20 до 400 Гц. Сварка на пониженной частоте применяется, когда для выполнения сварного соединения нужна мягкая, с меньшей энергией дуга, например в авиастроении, а также при сварке торцевых швов и когда требуется малая глубина проплавления.
Выпускаемые в настоящее время установки для TIG сварки с улучшенной характеристикой позволяют дополнительно к вышесказанному осуществлять независимую (раздельную) регулировку сварочного тока, как в отрицательной, так и в положительной полуволне, т. е. изменять ток сварки на обратной полярности, независимо от тока прямой полярности, и наоборот.
Обобщая вышесказанное, установки для выполнения TIG сварки на переменном токе имеют четыре основные независимые регулировки:
1) баланс (процент времени отрицательной полярности электрода);
2) частота, Гц (число циклов в секунду);
3) величина сварочного тока при отрицательной полярности на электроде;
4) величина сварочного тока при положительной полярности на электроде.
В отличие от сварки синусоидальным током, сварка на переменном токе с прямоугольной формой импульса с возможностью независимого управления всеми четырьмя функциями дает уникальные возможности: более эффективное тепловложение, которое, в свою очередь, дает увеличение скорости сварки. Изменяя соотношение четырех параметров, можно получить более узкий, по сравнению с синусоидальным током, сварной шов, в то же время имеющий большую глубину проплавления.
Установки, имеющие раздельную регулировку сварочного тока, позволяют сваривать металл большей толщины при тех же значениях сварочного тока. Одним из положительных моментов использования установок для TIG сварки с улучшенной характеристикой является очень быстрый переход тока через нулевое значение, при этом не происходит гашение дуги. Наложение на сварочный ток высокочастотного тока необходимо только при бесконтактном зажигании дуги.
Установки для TIG сварки с улучшенной характеристикой позволяют сварщику формировать дугу и регулировать валик сварного шва. Для достижения в каждом конкретном случае желаемой глубины проплавления и нужной характеристики шва сварщик может регулировать, отдельно или в комбинации, длительность положительной и отрицательной полуволн, частоту, величину сварочного тока как в отрицательной, так и в положительной полуволне.
Как влияет циклограмма на процесс настройки аппаратов TIG?
Сварка — это технологический процесс, в котором необходимо учитывать большое количество параметров и факторов. Наибольший контроль за сварочными характеристиками необходим при аргонодуговой сварке TIG неплавящимся электродом в среде защитных инертных газов. Поэтому для упрощения контроля за рядом параметров в сварочных инверторах используется циклограмма.
С помощью циклограммы сварщик задает необходимые параметры сварки, чтобы процесс не вызывал сложностей, а также для предотвращения различных дефектов. Рассмотрим циклограмму сварочного аппарата ПТК МАСТЕР TIG 200 P AC/DC D92.
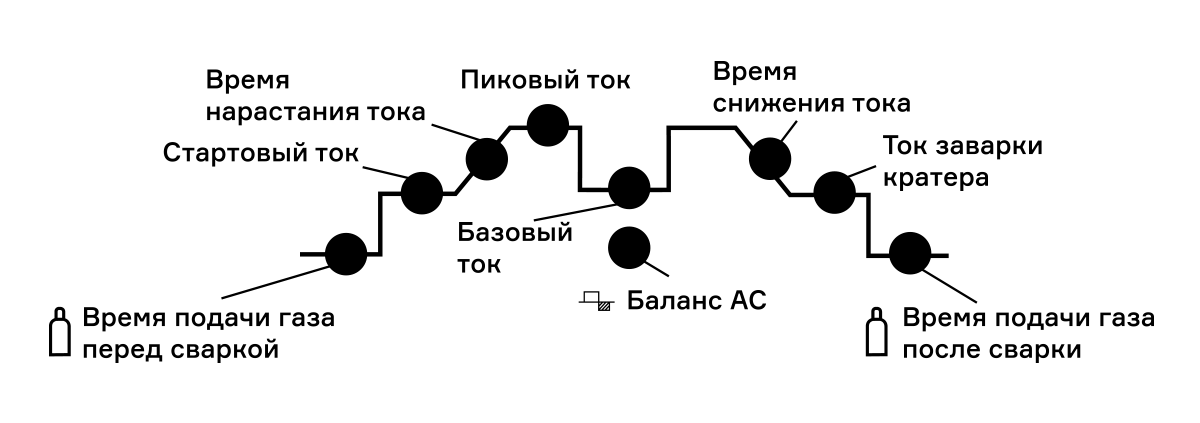

Каждый параметр циклограммы важен, поэтому для получения качественных сварных соединений необходимо понимать, для чего он нужен и как его настроить. Давайте поподробнее разберем каждый из них.
Время подачи газа перед сваркой
Это параметр, при котором увеличивается время задержки срабатывания высокочастотного осциллятора, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку. Обычно имеет диапазон регулировки от 0,1 до 10–15 секунд. Регулировка этого параметра позволяет выгнать из всех каналов аргонодуговой горелки лишний кислород для того, чтобы он не попал в зону сварки и не наполнил сварочный шов парами, т.к. инертные газы тяжелее воздуха и вытесняют кислород из зоны сварки.
Совет. Рекомендованное значение времени подачи газа от 1,0 до 2,0 секунд. Этого вполне достаточно, чтобы выгнать воздух из всех каналов и не расходовать защитный газ понапрасну.
Стартовый ток
Параметр, который позволяет установить сварочный ток в начале сварки. Равномерно прогревает свариваемые кромки металла для получения сварочной ванны и последующего введения присадочного прутка. Обычно имеет диапазон 5–15 Ампер до максимального значения сварочного тока аппарата.
Время нарастания тока
Параметр, с помощью которого можно контролировать время изменения сварочного тока со стартового до основного (пикового) тока. Параметр имеет особое значение при сварке толстого металла, когда кромки уже разогреты, но силы сварочного тока не хватает для того, чтобы получить сварочную ванну. Диапазон регулировки от 0,1 сек до 10–15 секунд.
Пиковый ток
Или основной ток для сварки дугой без импульса — это основной сварочный параметр, который формирует сварочную ванну и сварочный шов. При сварке импульсной дугой – это верхний предел сварочного тока, так же формирующий сварочной шов. Обычно имеет диапазон от 5–15 Ампер до максимального значения сварочного тока аппарата.
Совет. Стартовый ток лучше установить больше пикового (основного) тока на 10–20 Ампер, чтобы быстро сформировать сварочную ванну без дальнейшего перегрева основного металла. Время спада тока лучше установить от 1,5 до 2,0 секунд, чтобы долго не греть металл и не получить прожог.
Базовый ток
Показатель, который в сочетании с пиковым током дает импульсную дугу с определенной частотой, которую можно регулировать. Базовый ток устанавливает нижний предел импульса. Используется при сварке тонколистового металла для предотвращения перегрева, выгорания легирующих элементов, прожогов и короблений. Базовый ток позволяет удержать сварочную ванну от провала и от прожога. Стандартный диапазон регулировки от 5–15 Ампер до максимального значения сварочного тока аппарата.
Этот параметр будет активен только в режиме AC Pulse и DC Pulse, т.е. при сварке импульсной дугой, в других режимах данный параметр работать не будет.
Время снижения тока
С помощью времени снижения тока можно контролировать время изменения сварочного тока основного (пикового) до тока заварки кратера. Имеет диапазон регулировки от 0,1 до 10–15 секунд. В течение этого времени ток будет плавно снижаться для того, чтобы в конце сварочного шва не образовался кратер.
Ток заварки кратера
Параметр, который позволяет установить ток для завершения процесса сварки. Диапазон от 5–15 Ампер до максимального значения сварочного тока аппарата. Позволяет завершить сварку без образования кратера.
В режиме работы горелки 2Т спад тока и заварка кратера начинается после отпускания кнопки, в режиме 4Т кнопку необходимо зажать до погашения дуги.
Время подачи газа после сварки
Параметр, при котором высокочастотный осциллятор отключается, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку. Диапазон регулировки от 0,1 до 10–15 секунд. Регулировка этого параметра позволяет охладить горелку и свариваемое изделие.
Дополнительные сварочные параметры
Рекомендуем обратить внимание на сварочные параметры, которые применимы только в определенных режимах:
1. Баланс полярности переменного тока в режиме AC и AC Pulse
Полярность тока сварки существенным образом сказывается на характере протекания процесса аргонодуговой сварки. При использовании обратной полярности процесс сварки TIG характеризуется следующими особенностями:
- Сниженный ввод тепла в изделие и повышенный в электрод (поэтому при сварке на обратной полярности электрод должен быть большего диаметра при одном и том же токе. Иначе он будет перегреваться и быстро разрушится.
- Зона расплавления основного металла широкая, но неглубокая.
- Наблюдается эффект катодной чистки поверхности основного металла, когда под действием потока положительных ионов происходит разрушение окисной и нитридной пленок (катодное распыление), что улучшает сплавление кромок и формирование шва.
При сварке на прямой полярности наблюдается следующее:
- Повышенный ввод тепла в изделие и сниженный в электрод.
- Зона расплавления основного металла узкая, но глубокая.
Совет. При сварке алюминия на переменном токе, на кончике вольфрамового электрода необходимо образовать шарик, диаметром не более ½ диаметра электрода.
Чтобы образовать шарик на конце электрода необходимо:
- Выставить регулировку так, чтобы баланс полярности переменного тока был 50/50. На аппарате ПТК МАСТЕР ПТК МАСТЕР TIG 200 P AC/DC D92 показатель равен (65+15)/2=40. 40% — баланс отрицательной полуволны и положительной полуволны одинаков.
- Выставить баланс полярности в положение 45–50. На этом режиме шарик образуется в заданных значениях диаметра. Если вы выставите баланс полярности больше, то положительная полуволна увеличится, электронов потечет больше, на вольфраме начнет увеличиваться шарик.
- После образования шарика рекомендуем вернуть баланс полярности в исходное положение.
2. Частота переменного тока (режим AC и AC Pulse)
Этот параметр влияет на тепловложение в металл, на стабильность горение дуги, на глубину проплавления и ширину зоны очистки. Чем больше частота переменного тока, тем стабильнее горение дуги, более узкий сварочный шов, меньше тепловложение в изделие. Применяется при сварке тонколистового металла, где требуется стабилизировать дугу и уменьшить тепловложение. Чем меньше частота переменного тока, тем шире сварочный шов, больше зона очистки и больше провар. Применяется при сварке толстого металла.
3. Частота импульса (режим DC Pulse и AC Pulse)
Этот параметр влияет на тепловложение в металл, на стабильность горение дуги и на глубину проплавления. Чем больше частота импульсов тока, тем чаще пиковый ток будет спадать до базового и наоборот — базовый ток подниматься до пикового. Это обеспечивает стабильное горение дуги, узкий сварочный шов и меньшее тепловложение в изделие.
Применяется при сварке тонколистового металла, где требуется стабилизировать дугу и уменьшить тепловложение. Чем меньше частота переменного тока, тем реже пиковый ток будет спадать до базового и наоборот – базовый ток подниматься до пикового, следовательно, шире сварочный шов, больше зона очистки и больше провар. Применяется при сварке толстого металла.
4. Скважность или заполнение импульса в режиме DC Pulse и AC Pulse
Этот параметр схож по физическому смыслу с балансом полярности переменного тока. Однако, скважность импульса регулирует не положительную или отрицательную полуволну, а регулирует длительность пикового и базового тока в цикл длительности импульса.
Пример: Если частота импульса 50 Гц, что соответствует 20 мс, а базовый и пиковый ток — 50 и 100 Ампер соответственно, то при скважности импульса 50%, 10 мс ток будет 100 Ампер, а оставшиеся 10 мс — 50 Ампер, если скважность импульса составит 75% — 15 мс будет ток 100 А, а 5 мс – 50 мс.
Исходя из вышесказанного, чем выше скважность импульса, тем больше длительность пикового тока и выше тепловложение в металл, шире сварочная ванна. Чем меньше скважность — тем меньше тепловложение, стабильнее дуга, у́же сварочная ванна.
Запомните, что внимательное отношение к настройкам сварочных параметров поможет избежать дефекты и трудности при аргонодуговой сварке TIG. В качестве рекомендации ниже приведена таблица, в которой сделан акцент на важные моменты настройки параметров сварки. Таблица носит ознакомительный характер и не служит руководством к действию.
Сварка алюминия аргоном: подробная инструкция для начинающих
Алюминий – не самый легкий материал для металлообработки. Однако, при соблюдении определенных правил и рекомендаций, сварка этого металла не вызывает трудностей. Сварные соединения можно выполнять разными способами, но самый надежный и красивый шов, который не нуждается в дополнительной обработке, можно получить только при использовании аргона.

Специфические свойства алюминия
Прежде чем на практике осваивать сварку в аргоне соединений «летучего» металла, следует хорошо понимать его свойства и обязательно учитывать их. Такие характеристики, как небольшой удельный вес, высокая прочность и стойкость к коррозии, позволяют создавать легкие и надежные конструкции. Но несмотря на то, что алюминий легко поддается механической обработке и формовке, создание неразъемных соединений с ним имеет свои особенности:
- Алюминий - высоко активное вещество. При взаимодействии с кислородом он окисляется. На его поверхности образуется «защитный» слой в виде оксидного покрытия, для нагрева которого нужна температура свыше 2 тыс. градусов, тогда как t плавления самого металла в зависимости от его чистоты составляет 640-660 ⁰C.
- Из-за высокой теплопроводности данного цветного металла происходит интенсивный отвод тепла от места сварки в соединяемые детали и глубина провара становится меньше. Чтобы такого не происходило, заготовку предварительно нагревают.
- Когда алюминий плавится, то не меняет цвет, что создает определенные трудности. Потому как визуально невозможно оценить нагрев соединяемых элементов. Из-за чего случаются прожоги и утечки.
- При проведении сварочных работ необходимо учитывать значительный коэффициент линейного расширения алюминия. В следствие литейной усадки могут возникать деформации и трещины внутри соединительного шва. В этом случае выполняют его модификацию или увеличивают расход проволоки.
Еще один важный момент - определить расход газа. Чем толще материал, тем он выше.
Чтобы металл при взаимодействии с кислородом не окислялся, рабочую зону защищают аргоновым куполом. Если использовать сварочные полуавтоматы, то две задачи решаются одновременно: непрерывная подача проволоки и защита зоны плавления от внешнего воздействия.
Сварка алюминия. Основные способы
Металлообработку алюминия в большинстве случаев проводят полуавтоматом, аргоном, инвертором.
При сварке полуавтоматическим аппаратом (MIG/MAG) вместо электрода используется сварочная проволока. Она бывает двух видов: омедненная и флюсовая. Поскольку проволока подается автоматически, то нет необходимости следить за расстоянием между горелкой и металлом. Оно постоянно.
Шов получается доброкачественным, хотя скорость выполнения ниже, чем при втором способе.
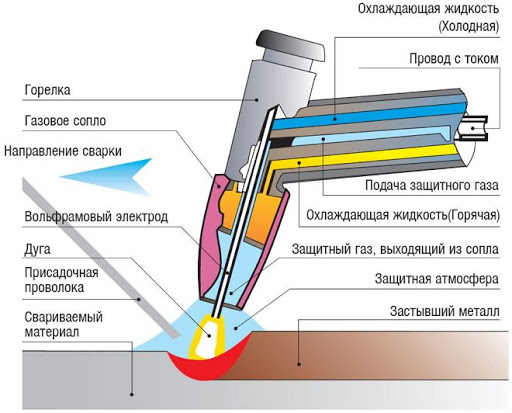
При аргонодуговой сварке (TIG) работают с электродами из вольфрама. Детали нагреваются посредством электрической дуги, которая горит между электродом и местом соединения. В область расплавления металла подается алюминиевый провод, благодаря чему формируется сварочный шов.
Варить такой материал, как алюминий, инвенторными аппаратами не всегда удобно, поскольку сложно контролировать качество. При использовании плавящихся электродов с покрытием сварка выполняется постоянным током, где держатель с электродом присоединяется к плюсовой клемме инвентора. В случае с вольфрамом используется переменный ток.
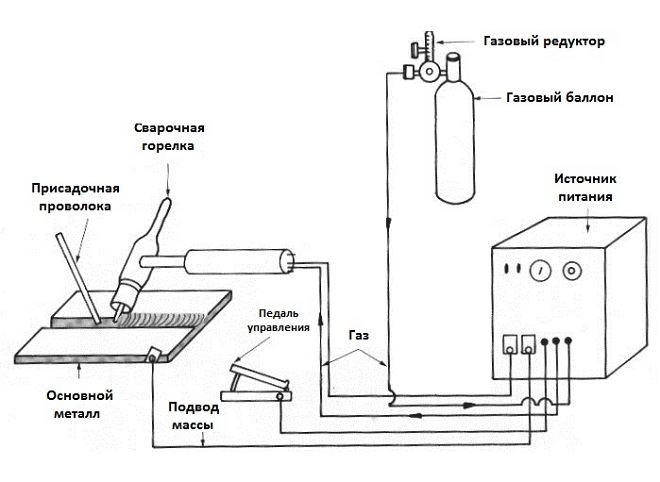
Технология аргоновой сварки
Данная технология применяется там, где важен вид и качество сварного соединения. Для её выполнения потребуется источник тока, баллон с аргоном, подающее устройство, которое проталкивает присадочную проволоку в рабочую зону, и аппарат. Если он двухрежимный, то необходимо выбрать режим переменного тока (АС). Первоначально работают с большой силой тока, чтобы быстрее прогреть металл. Затем её уменьшают, во избежание пережогов.
Чтобы снизить расход аргона, необходимо укомплектовать горелку газовой линзой со специальной сеткой.
Настройка аппарата
Алюминий и его сплавы свариваются на прямой полярности, на электроде минус. Сварку выполняют переменным током.
Настройка аппарата производится следующим образом:
- Непосредственно перед работой выставляют давление газа (6-12 л). Оно зависит от условий (помещение или открытый воздух) и диаметра сопла. Нужно учитывать такое понятие как турбулентность. Когда из сопла выходит большой напор газа, он перемешивается с воздухом, и защита зоны снижается.
- Далее определяются с режимом работы.
- Устанавливают продувку шва (сек) и ток старта (А).
- Возрастание тока (2 сек).
- Затем выставляют основной ток, который зависит от вида и толщины материала.
После чего приступают к настройкам переменного тока. Как правило, это частота в 200 Гц и баланс переменного тока 40% при небольшой ширине шва.
Устанавливают режим «заварка кратера» (усадочная раковина, возникающая в результате резкого обрыва дуги), время спада, ток завершения и обдув шва. По определению кратера быть не должно. Есть замок и он не должен отличаться от основного шва, но это зависит от мастерства сварщика.
| Режимы аргонодуговой сварки алюминия вольфрамовым электродом | ||||
| Толщина металла, мм | Диаметр, мм | Сила тока, а | ||
| Вольфрамового электрода | Присадочной проволоки | В аргоне | В гелии | |
| 1-2 | 2 | 1-2 | 50-70 | 30-40 |
| 4-6 | 3 | 2-3 | 100-130 | 60-90 |
| 4-6 | 4 | 3 | 160-180 | 110-130 |
| 6-10 | 5 | 3-4 | 220-300 | 160-240 |
| 11-15 | 6 | 4 | 280-360 | 220-300 |
Горелки и расходные материалы

Аргоновая горелка TIG, как правило, входит в комплект поставки аппарата. Для большинства видов работ её будет достаточно. Но когда планируют работать с алюминием продолжительное время, то лучше приобрести или изготовить самостоятельно блок жидкостного охлаждения. Тем самым продлевают срок службы горелки. Они бывают двух видов: американские с круглой ручкой и европейские, довольно сложные в плане эргономики. Есть и российский вариант, но излишне тяжелый и громоздкий.
Расходники к горелкам:
- диаметром 2,4 мм используются для решения большинства задач. Для токов свыше 150 А можно приобрести электрод 3,2 мм. Этих диаметров будет вполне достаточно.
- В комплекте поставляются обычные сопла без газовых линз. Но если хотите сэкономить на газе и повысить газовую защиту, то её лучше поставить.
- Самое ходовое сопло № 7, для алюминия больше брать не рекомендуют.
- Для тех, кто собирается заниматься ремонтной сваркой, нужно иметь колпачки разных размеров.
Можно приобрести сразу комплект с расходными материалами. Стоит он недешево, зато надолго закроет проблему с расходниками.
Подготовка соединяемых деталей к работе
Части, которые будут свариваться между собой, делают максимально ровными и плоскими. Если имеется ленточный гриндер (станок для финишной обработки материала), то для удаления зазоров можно воспользоваться им или болгаркой. Края обрабатывают напильником или металлической щеткой с мелким ворсом.
Детали должны быть чистыми. С их поверхности удаляют любые загрязнения (грязь, пыль, жир), используя моющие средства. Оксидную пленку снимают щеткой с жесткой щетиной. После чего детали промывают чистой водой и обезжиривают при помощи ацетона или любого другого растворителя, который должен высохнуть сам по себе.
Если размер заготовок небольшой, их помещают в нагретый до 60⁰C щелочной раствор, и держат в нем несколько минут. Затем поверхность шлифуется металлической щеткой.
Подготовительные работы проводятся непосредственно перед началом операции, пока не начались окислительные процессы.
Почему используют переменный ток
Сварочные работы аргоном выполняют на переменном токе. И первая его цель при работе с алюминием – разрушение оксидной пленки. В каждом аппарате эта настройка называется по-своему: баланс переменного тока, очистки, обратной полярности. Но по факту это баланс переменного тока, то есть регулировка времени включения обратной полярности.
Обычно выставляется процентное соотношение 50/50. Верхняя цифра – прямая полярность, нижняя - обратная. Надо понимать, что регулируется не сила тока, а время нахождения в обратной полярности. Когда его убавляют, улучшается глубина проплавления, сужается дуга, увеличивается её стабильность, но качество разрушения оксидной пленки снижается.
Когда время нахождения в обратной полярности увеличивают, то дуга расширяется, как и зона зачистки, оксидная пленка разрушается быстрей, но уменьшается глубина провара и стабильность дуги. Она начинает рыскать.
Обратная полярность влияет на физическое состояние вольфрамового электрода. При увеличении времени возрастает нагрузка на него, что приводит к разрушению (оплавлению).
Если убавить баланс обратной полярности, то превышение амперных нагрузок приведет к тому, что от вольфрама будут отрываться частички и улетать в деталь. Электрод при этом расслаивается и разрушается. Вот почему важно поймать баланс переменного тока.

Некоторые особенности металлообработки в среде аргона
Сваривание элементов начинают с прихвата, с одной и другой стороны. Затем переворачивают заготовку и делают два дополнительных прихвата, а в случае большой длины – 3-4.
Если есть педаль, то регулировать подачу тока удобней ей. Пока металл не разогрет и нет расплавленного алюминия, присадку не подают. Присадку подбирают по толщине материала. Расстояние между электродом и заготовкой должно быть не больше 3 мм, чем меньше, тем лучше, но это для продвинутых.
Горелку держат немного под наклоном. Самый лучший угол – прямой, потому как позволяет получать симметричную ванну, а она в свою очередь имеет максимальную газовую защиту. Но в этом случае не видно самого процесса сварки. Поэтому горелку слегка наклоняют, примерно на 15 градусов. Так делают в случае стыкового шва. При варке таврового соединения, если детали одной толщины, то угол наклона электрода составляет 45 градусов, причем он ставится строго между двух деталей, чтобы плавить их равномерно. Если одна деталь толще (чаще всего основание), то наклон электрода выполняют на толстый металл.
Чтобы получить качественный и красивый шов, присадку подают понемногу. Разогрели, двинули, подали. Сварка спешки не любит. Необходимо поймать момент движения горелки и подачи присадки. Подавать нужно в хорошую сварочную ванну. При недостаточном токе слышится характерный треск, как при жарке сала. Его быть не должно. Значит алюминий еще холодный, необходимо увеличить ток. А если треска нет, но ванна начинает расползаться и её невозможно контролировать, величину тока нужно уменьшить. Только тогда будет образовываться красивая чешуйка.
По поводу защиты сварочной ванны. Аргон должен быть качественным, поэтому гостовский лучше не использовать. В идеале брать аргон высокой чистоты – 99,998%. Чтобы ламинарный поток газа был правильный (не перемешивался и не пульсировал) и максимально выполнял свою функцию, на горелку устанавливают газовую линзу, а поверх нее – керамическое сопло.
Итак, подведем итог. В начале процесса подается газ и только после этого приступают к сварке, а в конце операции действия выполняются наоборот с задержкой до 5 с.

Преимущества и недостатки аргоновой сварки
Создание неразъемных соединений деталей из цветных металлов и их сплавов при помощи аргона имеет свои плюсы и минусы.
- В отличие от прочих технологий, этот способ позволяет получить надежные и визуально красивые швы небольшой толщины при незначительном нагреве свариваемых элементов. Поскольку деформация минимальная, то данный метод применяют для сварки заготовок, имеющих сложную конфигурацию, и тех металлов, что не свариваются никакими другими способами.
- Аргон, являясь инертным газом, тяжелее воздуха, поэтому при соблюдении технологического процесса атмосферные газы не попадают в зону расплавленного металла.
- Электрическая дуга короткая и имеет высокую тепловую мощность, следовательно, при достаточном уровне подготовки работы проводятся качественно и не требуют большого количества времени.
- При должном усердии, учитывая основные требования и нюансы, освоить процесс нетрудно.
- Если работы проводятся на открытом воздухе, то при порывах ветра газ может улетучиваться, что отрицательно скажется на качестве соединительного шва. Тогда нужно воспользоваться закрытым помещением, где установлена принудительная вентиляция.
- Высокая стоимость и сложность оборудования, работа с которым требует специальных знаний и определенных навыков.
- При использовании высокоамперной сварки необходимо заранее предусмотреть дополнительное охлаждение.
Как можно заметить, минусы незначительные и при желании устраняемые.
Главная ошибка новичков при сварке алюминия
Движение электронов происходит от минуса к плюсу или наоборот. И когда присадка подсовывается в воздух, её оплавляет температура от сварочной ванны. Она окисляется, и капля попадает в ванну. В результате появляется чернота на швах, и новички не могут понять причину. Это ошибка 80% начинающих сварщиков.
Присадка, пока она находится в воздухе, не имеет никакого заряда. Когда она касается детали, то получает тот же заряд, что и заготовка. Электроны, которые летят от вольфрамового электрода к детали, не огибают препятствие (присадку), а пробивают его. Таким образом, тепло дуги и движение электронов срезают кусочек проволоки, забирая его в ванну и нагревая.
Второй момент, это когда присадка касается сварочной ванны, последняя отдает тепло, что облегчает и ускоряет забор присадочной проволоки.
Такие мелкие нюансы обязательно нужно учитывать в процессе обучения.

Рекомендации для начинающих
Нельзя делать резких движений держателем и отводить горелку от рабочей зоны, иначе газовая защита исчезнет и в неё попадет воздух. Что приведет к появлению пор и окислов в сварочном шве. Соединение разорвется в любой момент или в нем появятся трещины.
Если шов округлой или овальной формы, то можно говорить о недостаточной глубине провара. Поэтому всегда нужно следить за сварочной ванной. В идеале она имеет удлиненную форму, с небольшим валиком.
Электрод смотрит только вперед, а присадка подается ему навстречу и обязательно равномерно. Если она поступает с перерывами, то дуга станет нестабильной, а значит увеличится расход газа и электроэнергии.
Читайте также: