Базовый ток аргонодуговой сварки
Обновлено: 06.05.2024
Для сборки всевозможных сварных конструкций из легированных сталей и для соединений цветных металлов используется аргонодуговая сварка. Из статьи можно узнать, что же такое сварка аргоном, что варят с использованием инертных газов, как влияет защитное облако на процесс многое другое.
Принцип аргонно дуговой сварки MIG и TIG
Прежде, чем рассматривать принцип аргонодуговой сварки, стоит разобраться. Необходимо понять как работает аргонная сварка. Чтобы соединить металлические детали, их необходимо разогреть в месте стыка.
Для расплавления металла используется сварочная дуга. Горение дуги и расплавление металла невозможно без окисления кислородом, находящегося в воздухе. Этот элемент окисляет сплавы, причем цветные металлы и легированные стали быстрее, чем углеродистый металл.
Также в зоне расплавления за счет насыщения водородом, азотом появляются пузырьки, при кристаллизации в шовном валике образуются раковины, свищи и многочисленные поры. Прочность соединений страдает. Ухудшается геометрия сварного соединения.
Для того чтобы обеспечить надежную защиту расплавленного металла используются различные газы в чистом виде, а также и в виде смесей.
Какие бывают режимы TIG сварки

Сварку в аргоне выполняется как в автоматическом (ААД), механизированном полуавтоматическом (MIG) и в ручном режиме (TIG). Для данного метода характерно применение как плавящегося электродного металла (проволоки), так и неплавящегося вольфрамового электрода.
От механизированной аргонодуговая сварка плавящимся электродом (MIG) отличается присутствием особенностями розжига дуги. Газ и сварочная проволока и подается через сопло горелки при нажатии специальной клавиши на ее корпусе. Газ подается за 12-25 секунд до подачи питания на клеммы. Для mig поджег дуги происходит касанием проволоки самого изделия.
Основные особенности
Особенности процесса аргонодуговой сварки следует рассмотреть подробно, у технологии множество режимов, нюансов. Защитная атмосфера защищает ванну расплава. Но для этого необходимо в постоянном режиме подавать газ в рабочую зону под определенным давлением. Сущность аргонодуговой сварки – создание специальной среды, препятствующей окислению присадки и металла при воздействии электродуги с необходимой температурой горения.
Теперь об особенностях аргонодуговой сварки неплавящимся электродом TIG. Рабочим элементом является горелка с соплом, через которое осуществляется подача газовой смеси или чистого Ar.
Аргон имеет более высокую плотность чем воздух вследствие чего обеспечивает вытеснение посторонней газовой среды из зоны процесса. Данный газ ионизируется под воздействием электрического разряда и разогрева металла при розжиге.
Происходит так называемая термоэлектронная эмиссия. В результате газ образует плазму, в которой происходит уверенное горение дуги. Потенциал ионизации инертных газов очень высокий. Пробить защитную атмосферу способны только высокочастотные токи, образованные специальным устройством — осциллятором.
Методы зажигания дуги.
За счет частотности электродуга способна формироваться без касания электрода о металлическую поверхность (чиркания). В некоторых случаях дугу зажигают и методом качания (чирканья) о поверхность изделия. Тут необходимо высокая квалификация сварщика, так как при замыкании, в металл изделия могут попасть частички вольфрама, образуя тем самым дефект.
Также произойдет оплавление самого электрода изменив его геометрию, и ухудшит процесс сварки. Мощность дуги снизится из-за уменьшения напряжения на дуге. Также измениться и давление самой дуги.
В современных аппаратах для предотвращения этого применяется функция Lift Tig (лифт тиг). С ее помощью понижается сила сварочного тока в стадии зажигания дуги. С увеличением зазора между изделием и электродом ток увеличивается до рабочих значений.
Устройство сварочной горелки
Вернемся к устройству сварочной горелки. В центральную часть устанавливается держатель (цанга), в который вставляется электрод с вылетом из сопла в пределах от 2,0 до 5,0 мм. Горелка аппарата, оборудованного осциллятором, имеет на корпусе кнопку для запуска процесса. При ее нажатии происходит продувка газом магистралей, и с небольшой задержкой импульсно подается ток на электрод.
Сварочный ток TIG – это высокочастотный или импульсный электроток с частотой от 150 до 500 Гц. Его напряжение весьма верило и колеблется в пределах 2500 – 6000В.
Шов формируется плавлением сварочной проволокой подаваемой в зону сварки из вне и последующей кристаллизацией сварочной ванны. Подбирают присадку, по химическому составу близкую к сплаву. В ряде случаев используется присадка с дополнительными легирующими элементами для придания особых свойств.
Что можно варить аргоновой сваркой ТИГ?
Данный способ имеет очень широкие границы применения. Варят как неприхотливые низкоуглеродистые стали, так и сплавы титана, дюрали, меди, высоколегированные жаропрочные и жаростойкие стали, никелевые сплавы и нержавейку. Сами режимы и методы процесса сильно разнятся.
Так, к примеру для алюминия используется переменный ток или импульсный режим. Так что делаем вывод в аргоне можно заварить практически все.

Плюсы и минусы использования Ar и других инертных газов
Аргонной называют сварочный процесс, проходящий в среде чистых инертных газов и смесей, защищающих расплав металла от окисления, насыщения водородом, азотом.
Сначала о преимуществах аргонодуговой сварки:
- защитная среда ионизируется, поддерживается ровное горение дуги;
- фактически максимальная защита как электрода, так и присадки от атмосферных газов;
- можно соединять тонкие листовые заготовки без деформации;
- высокопроизводительный сварочный процесс;
- широкая номенклатура применяемых металлов и сплавов;
- формируется однородный по структуре шов;
- снижается риск непроваров, пор, подрезов и других дефектов;
- после работы не требуется очищать шовный валик от следов окалины, также за счет этого повышается производительность;
- инертный газ безвреден, не оказывает вредного влияния на организм, окружающую среду.
Недостатком метода могут явиться громоздкое оборудование, необходимо к месту работы транспортировать баллон и систему подачи газа. Увеличиваются производственные затраты на расходники.
Что нужно еще для сварки аргоном?
Сварочное оборудование бывает автоматическим, механизированным или ручным. Перечислим основные компоненты оборудования:
- Инверторный источник питания или сварочный выпрямитель.
- Осциллятор как уже ранее говорилось, применяется для бесконтактного розжига дуги за счет тока с высоким напряжением и частотой.
- Сварочная горелка с цангой, наконечником и вольфрамовым электродом.
Условные обозначения
В технических характеристиках сварочников можно встретить аббревиатуры TIG MIG, РАД, AC DC, непонятные начинающим сварщикам, приобретающим бытовое оборудование, работающее от сети. Существует стандартная и международная классификации видов.
TIG MIG сварка, что это такое и в чем отличия.
- Технология Tungsten Inert Gas еще называется РАД – ручная аргонная сварка с использованием вольфрамового электрода (тонкие металлы варят без присадки встык, заготовки толще 2 мм – с использованием присадочной проволоки); Встречается аббревиатура wig – обозначающая, что применяется именно вольфрам для электрода;
- Метод Metal inert gas – ручная аргонодуговая обычным плавящимся электродом.
РАД осуществляется как на постоянном токе, так и на переменном. Чтобы различать аппараты, выдающие переменный и постоянный ток, введено обозначение аргонодуговой сварки AC DC. Аппараты для TIG, выдающие постоянный ток, называют DC-оборудованием.
При выборе инверторов важно учитывать, для чего нужна аргоновая сварка. Сварочные аппараты AC/DC (direct current/alternating current) работают в двух режимах, можно работать на постоянном и переменном токе.
Переменный ток — АС
Аргонодуговая сварка, проводимая на переменном токе (AC) – используется для металлов с тугоплавкой оксидной пленкой таких как алюминий. Глубина проплавления на переменном токе существенно ниже, чем на постоянном токе порядка 14-22%.
Импульсная аргонодуговая сварка обеспечивается подачей кратковременных импульсов, используется при работе с плавящимся и неплавящимся электродом. При импульсно-дуговой технологии электродуга условно подразделяется на дежурную, поддерживаемую в холостом режиме, и рабочую, возникающую при подаче импульсного тока.
Как присоединять клеммы
При подключении сварочного аппарата, выдающего постоянный ток, учитывается полярность аргонодуговой сварки.
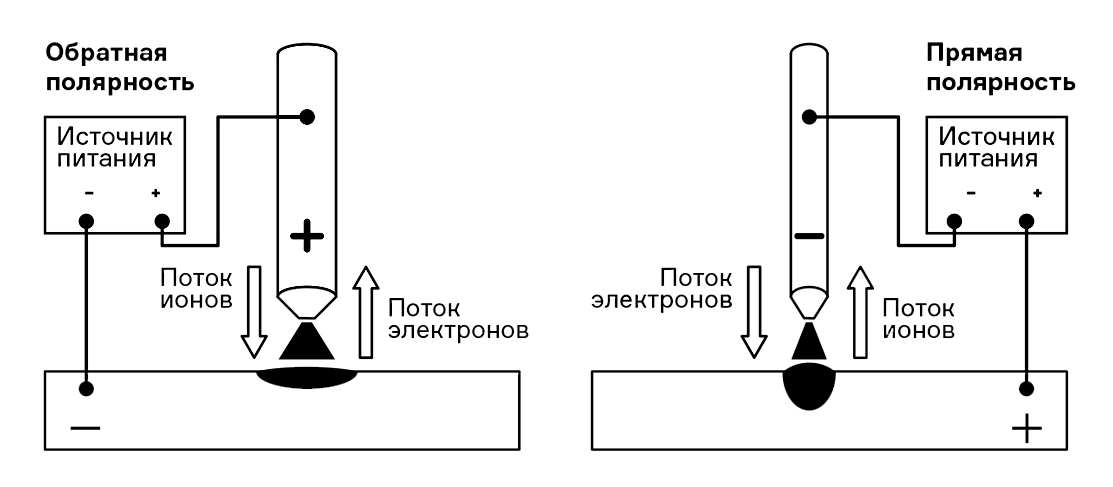
Прямая полярность
При прямой полярности минус на корпусе горелки, плюсовая клемма присоединяется к свариваемой заготовке. Тепловой центр электродуги смещается к металлу, он быстро расплавляется. Данный способ подключения часто применяется, являясь в преобладающем большинстве отличием перед миг сваркой в аргоне.
Обратная полярность
При использовании обратной полярности диаметр электрода должен быть толстым, он будет сильно разогреваться, а зона расплава формируется широкая и неглубокая. Обратная полярность используете при сварке сплавов, образующих пленочные оксиды или нитриды, препятствующие разрушению под воздействием внешних факторов (дюрали, титан).
За счет потока положительных частиц происходит катодное распыление оксидных и нитридных пленок, улучшается качество шва. Отметим, что для данного метода относительно редко применяется обратная полярность. Ее применение ускоряет износ электрода, также оставляя высокий риск попадания его частиц в металл шва. Следует учесть, что на обратной полярности Ar переходит в состояние плазмы.
Лучше пользоваться специальными газосмесями. При аргонодуговой сварке переменным током расположение клемм произвольное. Плюс и минус меняются с частотой рабочего тока.
Влияние газов на сварочный процесс
Однозначно ответить на вопрос, что нужно для сварки аргоном и какой газ применяется для сварки неплавящимся электродом ответить сложно. Инертное облако влияет на интенсивность формирования шва, глубину провара и форму шовного валика. Чистый Ar обладает низкой теплопроводностью, за счет этого дуговой столб узкий, профиль проникновения V-образный, шов проваривается глубоко.
Чистый He намного легче, формируется широкая дуга, профиль проникновения неглубокий. Применение аргонодуговой сварки в среде He практикуется только при обработке разнородных и жаропрочных нержавеющих металлов из-за высокой стоимости вещества.
Для цветных и нержавеющих сталей чаще приобретают специальные смеси на базе Ar и He. Смеси этих газов в разном соотношении обеспечивают защиту на высоком уровне, улучшают показатели дуги, к примеру при применении смеси He+Ar в соотношении 22-25% к 75-78% увеличит теплоотдачу и увеличение напряжения дуги.
Также используется такая смесь аргона и кислорода с содержанием последнего 1-3%. Это улучшает стабильность горения дуги в целом. Газовые смеси, содержащие по три компонента в своем составе, имеют широкий спектр применения.
Режимы
Токовую нагрузку определяют, исходя из вида металла и толщины заготовки, учитывая диаметр плавящегося электрода или присадочной проволоки. Основные рабочие параметры:
- Параметры тока (переменный, постоянный, полярность прямая или обратная определяется только для постоянного);
- Используемый диаметр вольфрамового электрода;
- Напряжение свободногорящей сварочной дуги;
- То с какой скоростью идет процесс;
К второстепенным параметрам относятся:
- Положение электрода;
- Положение самой свариваемой детали;
Сварочный ток – чем больше его значение, тем больше провар. Его параметры колеблются в пределах от 10 до 1000 А.
Расход защитных газов в среднем варьируется от 3 до 20 л/мин. В некоторых случаях может достигать значений и в 50 л/мин.
Скорость сварки от 23 до 123* м/ч (*для автоматических способов). В большинстве случаев значение находятся в пределах 23 – 61 м/ч.
Напряжение на дуге в пределах от 5 до 32В, в основном в пределах 9-14В. Ампераж устанавливают, руководствуясь специальными таблицами.

Общие данные режимов сварки стали
Сварочный ток можно выбрать, учитывая диаметр электрода, и свойства свариваемого металла изделия, размеров изделия.
Основные параметры ТИГ сварки
Напряжение дуги напрямую влияет на геометрические размеры шва. Чем больше напряжение тем выше скорость сварки и меньше ширина шва.
Интервал размера дуги – от 1,5 до 2,9 мм, для увеличения глубины провара необходимая длинная. Для сварки проката из тонкого металла используется короткая дуга, для уменьшения тепловложения;
Чрезвычайно важным моментом является угол заточки вольфрамового электрода. Чем острее угол, тем шире дуговой столб и ниже нагрузка. Отсюда и более низкий срок службы.
Тупой угол заточки приводит к противоположным следствиям как узкая сварочная ванна, но более долгий срок службы.
Оптимальный угол заточки является от 25-45 градусов. Не рекомендуется использовать угол заточки более 90 градусов.
Скорость сварочного процесса зависит от формы и размеров валика, геометрии соединения, силы сварочного тока, физических свойств основного и присадочного металлов.
Расход газ защищающего сварочную ванну зависит от того, где происходит сварка в помещении, где нет движения воздуха или на улице.
При наличии ветра или сквозняка необходимо увеличить подачу газа так как его частично будет сдувать. Если ветер в зоне сварке сильный, то необходимо дополнительно использовать специальные сетчатые сопла. Их еще называют конфузорные.
Расход зависит и от скорости выполнения сварки и подачи электродной проволоки. Чем больше скорость, тем выше газорасход.
Подготовительные мероприятия перед сваркой
- Оборудование должно быть исправно и иметь действующее свидетельство об аттестации НАКС;
- Газовый баллон посредством шланга подключить к сварочному аппарату. Подключить горелку в разъем соответственно к плюсу если выбрана обратная полярность или на минус в случае с использованием обратной;
- Подключить заземляющий кабель к корпусу сварочного оборудования;
- Подлечить питающий кабель к электросети. Произвести включение аппарата;
- Проверить подачу газа и работу осциллятора. Произвести пробное зажигание сварочной дуги.
Нюансы сварных соединений разных металлов
Теперь о том, что можно варить аргонодуговой tig сваркой и какие особенности необходимо учитывать.
Алюминий
Температура плавления оксида намного выше, чем у самого алюминия. Ее температура варьируется в пределах 20000-20500 °С.
Для удаления окислов необходима обратная полярность, и, соответственно, толстый тугоплавкий или графитовый стержень, приблизительно равной толщине свариваемой детали. Использовать переменный ток.
Для сварки необходима сила тока значительно выше, чем для других металлов даже в большей чем у него температурой плавления. Линейное расширение алюминия одна из трудностей его сварки. Происходит большая усадка металла и как следствие дефекты сварного шва в виде утяжин и подрезов.
Алюминий обладает высокой текучестью, что также ведет к образованию дефектов различного рода. Для уменьшения текучести алюминия необходимо применить подкладки с высокими теплоотводящими свойствами.
Медесодержащие изделия
Медь активно насыщается водородом, отличается текучестью. Сварка меди из-за этого крайне сложна в вертикальном и потолочном положении. Перед ее сваркой обязательно качественная зачистка и обезжиривание поверхности.
Используется TIG, MIG технологи с использованием чистого Ar и графитовых электродов. Как и алюминий медь имеет высокую теплопроводность что обуславливает ее сварку на токах с высокими значениями.
Сварку меди осуществляют с предварительным подогревом изделия до температуры порядка 600 – 650 °С. Для уменьшения сварочных деформаций.

Титан
Это высокоактивный металл, для него необходимо увеличить подачу газовой смеси чтобы максимально защитить сварочную ванну.
Способ сварки зависит от марки титана, можно варить сплавы плавящимися и неплавящимися электродами.
Перед сваркой необходимо тщательно зачищать поверхность заготовки и сварочных материалов. Титану свойственно наводороживание или сродство к водороду.
Наводороживание есть не что иное, как насыщение сварочного шва водородом из газовой или водной среди.
Для устранения чего используют специальные приспособления, кожухи и козырьки, удерживающие защитную атмосферу, в которой происходит остывания шва.
Сущность аргонодуговой сварки в получении шовного валика без окалины, шлаковых включений, пористости. Инертные газы тяжелее воздуха, за счет разницы в плотности при подаче газосмеси в рабочую зону формируется облако.
Для розжига дуги применяются обычные электроды или тугоплавкие вольфрамовые совместно с присадочной проволокой, формирующей шовный валик.
На видео ниже показано, что такое и что включает в себя аргонодуговая сварка, как производить подготовку оборудования и проводить сварку.
Как выбрать аппарат для аргонодуговой сварки TIG?
В этой статье мы подробно расскажем о том, как правильно подобрать аргонодуговой аппарат TIG под нужные вам цели и рабочие задачи.
Аббревиатура TIG расшифровывается как Tungsten Inert Gas или сварка вольфрамовым электродом в среде инертных защитных газов. В данном виде сварки чаще всего используется аргон из-за его доступности, но также можно использовать азот и гелий.
Достоинства и недостатки TIG сварки
К достоинствам этого способа сварки можно отнести высокое качество сварных соединений, а также красоту и аккуратность сварных швов, которые не требуют последующей механической обработки. Недостатки этого способа связаны с низкой скоростью сварки и производительностью работ, а также необходимости дополнительных навыков сварщика. Аргонодуговая сварка — самая сложная сварка в освоении по причине одновременной подачи присадочной проволоки в зону сварки и ведении сварочной горелки на расстоянии 2–4 мм от свариваемого металла.
На что обратить внимание при выборе сварочного аппарата для TIG сварки?
При выборе источника сварки следует учитывать несколько важных факторов:
1. Какую толщину металла вы собираетесь сваривать?
От толщины металла зависит сварочный ток, а также наличие режима PULSE. Если вы собираетесь сваривать малые толщины (до 2 мм), вам необходим источник с функцией пульсации сварочного тока. Если при этом нет необходимости в транспортировки аппарата с места на место, то с этой задачей без проблем справятся ПРОФИ TIG 200 P AC/DC, ПРОФИ TIG 315 P AC/DC, ПТК RILON TIG 315 P AC/DC. Если необходима мобильность, компактность источника для решения тех же задач, то вам подойдут аппараты ПТК МАСТЕР TIG 200 PULSE D91, ПТК МАСТЕР TIG 200 P AC/DC D92, ПТК RILON TIG 200 P GDM и ПТК RILON TIG 200 P AC/DC GDM.
Для сварки толщин свыше 2 мм пульсация тока не нужна. С такой задачей справятся все вышеперечисленные источники, также ПТК RILON TIG 200 CT, ПТК МАСТЕР TIG 200 D90, ПТК МАСТЕР TIG 200A F55, ПРОФИ TIG 200 A.
2. Какой материал вы собираетесь сваривать?
Аппараты аргонодуговой сварки имеют возможность сварки как на постоянном токе (DC), так и на переменном токе (AC). На постоянном токе свариваются конструкционные, углеродистые, нержавеющие, жаропрочные стали, а также медь и титан. На переменном токе сваривают алюминиевые, никелевые и магниевые сплавы.
Обратите внимание, что источники ПТК МАСТЕР серии D и ПТК RILON серии GDM поддерживают функцию SPOT сварки — это сварка точками, для предварительного прихватывания изделий.
3. Понадобится ли вам жидкостное охлаждение горелки?
Жидкостное охлаждение горелки необходимо при сварке длинных швов на высоких токах, чтобы она не перегревалась, что увеличит срок ее службы. Здесь подойдут аппараты ПРОФИ TIG 315 P AC/DC и ПРОФИ TIG 315 P AC/DC (НАКС) с возможностью подключения горелки к БЖО. Также, вы можете приобрести любой сварочный аппарат и докупить к нему водоохладитель WRA-300S.
4. Понадобится ли вам педаль для сварки?
Для облегчения процесса аргонодуговой сварки, а также для лучшего контроля сварочного тока в режиме PULSE или при сварке алюминиевых сплавов, используйте педаль управления сварочным током, которая подойдет для источника ПТК RILON TIG 315 P AC/DC. Педаль управления сварочным током предназначена для подключения к источникам аргонодуговой сварки, которые могут работать совместно с ПДУ.
При подключении педали необходимо убедиться, что коннекторы 2 и 3 pin соединены с соответствующими ответными гнездами аппаратов. Нажатие на педаль активирует высокочастотный поджиг дуги и открывает электромагнитный клапан подачи защитного газа. Сила воздействия на педаль меняет значение сварочного тока в процессе работы.
Чем сильнее нажатие, тем больший ток выдает источник. С помощью педали вы сможете увеличить или уменьшить сварочный ток прямо в процессе сварки, не отвлекаясь от рабочего процесса.
5. Нужна ли вам аттестация НАКС для сварочного аппарата?
ПРОФИ TIG 200 P AC/DC (НАКС) и ПРОФИ TIG 315 P AC/DC (НАКС) — это модели аппаратов с сертификатом НАКС, которые допускаются для эксплуатации на стратегических объектах и опасных промышленных предприятиях нефтегазовой, химической промышленности.
Основные параметры сварочных аппаратов для аргонодуговой сварки
Постоянный ток DC
Если вы хотите сваривать черный металл, вам нужен хороший провар и красивый шов без обработки, с этим отлично справятся аппараты ПТК МАСТЕР TIG 200 D90, ПТК МАСТЕР TIG 200A F55, ПТК RILON TIG 200 CT и ПРОФИ TIG 200 A . Данные аппараты подойдут и для сварки простых конструкций из нержавеющей стали, в которых швы будут зачищаться или полироваться.
Для более качественного и красивого шва лучше подобрать аппарат с набором функций, способствующих облегчению и улучшению сварочного процесса, таких как ПТК МАСТЕР TIG 200 PULSE D91 и ПТК RILON TIG 200 P GDM. Импульсный режим в этих аппаратах за счет периодического понижения сварочного тока позволяет варить тонкие металлы не перегревая металл и не давая ванне остыть, как это бывает при прерывистой сварке.
Импульс позволяет создавать более длинные швы без деформации конструкции, чему очень подвержена нержавеющая сталь.
Повысить качество шва поможет настройка сварочного процесса по циклограмме. Точная настройка поможет избежать появление пор. Для этого требуется хорошая продувка газом перед началом сварки и достаточное охлаждение газом после окончания сварки.
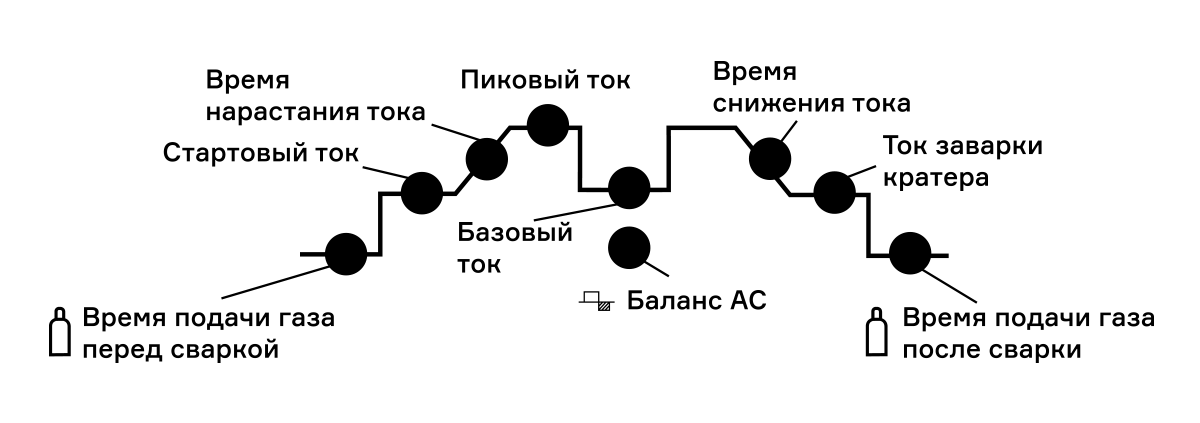
Разберем основные сварочные параметры TIG аппаратов:
- Продувка газом перед сваркой — время, в течении которого защитный газ проходит все каналы сварочной горелки. Необходимо для предотвращения образования дефектов в начале сварки и более легкого поджига дуги.
- Стартовый ток — ток, с которого будет зажигаться дуга при начале сварки.
- Время нарастания тока — время, за которое ток от стартового вырастет до основного. Такие настройки используются при сварке тонкостенного металла, чтобы не проплавить кромки дав сразу высокий ток.
- Пиковый ток используется только в импульсном режиме для регулировки высокого порога сварочного тока.
- Базовый ток в обычном режиме регулирует высоту основного тока, а в импульсном — регулирует ток паузы.
- Время снижения тока — время снижения основного тока до тока заварки кратера.
- Ток заварки кратера — значение, до которого опустится ток перед тем, как сварка прервется.
- Продувка газом после сварки — время, в течении которого газ поступает в сварочную горелку, тем самым охлаждая металл.
Если вам требуется ток свыше 200 А, например до 315 Ампер, тогда стоит рассмотреть инверторы ПТК RILON TIG 315 P AC/DC, ПРОФИ TIG 315 P AC/DC и аппарат с аттестацией НАКС ПРОФИ TIG 315 P AC/DC (НАКС). Эти аппараты позволяют произвести настройку сварочной дуги проще и быстрее, за счет индивидуальных регуляторов для каждого параметра в циклограмме.
Переменный ток AC
Функции настройки для TIG сварки в переменном токе во всех вышеперечисленных аппаратах с индексом АС одинаково. Во всех аппаратах есть импульсный режим, настройка дуги и настройки продувки газом перед сваркой и после. Отличие аппаратов друг от друга только за счет максимального сварочного тока.
Если у вас остались вопросы по подбору аппарата для TIG сварки, то переходите в каталог фирменной продукции с инверторами для аргонодуговой сварки, изучайте технические характеристики, описание функционала и выбирайте нужный вам товар.
Как влияет циклограмма на процесс настройки аппаратов TIG?
Сварка — это технологический процесс, в котором необходимо учитывать большое количество параметров и факторов. Наибольший контроль за сварочными характеристиками необходим при аргонодуговой сварке TIG неплавящимся электродом в среде защитных инертных газов. Поэтому для упрощения контроля за рядом параметров в сварочных инверторах используется циклограмма.
С помощью циклограммы сварщик задает необходимые параметры сварки, чтобы процесс не вызывал сложностей, а также для предотвращения различных дефектов. Рассмотрим циклограмму сварочного аппарата ПТК МАСТЕР TIG 200 P AC/DC D92.

Каждый параметр циклограммы важен, поэтому для получения качественных сварных соединений необходимо понимать, для чего он нужен и как его настроить. Давайте поподробнее разберем каждый из них.
Время подачи газа перед сваркой
Это параметр, при котором увеличивается время задержки срабатывания высокочастотного осциллятора, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку. Обычно имеет диапазон регулировки от 0,1 до 10–15 секунд. Регулировка этого параметра позволяет выгнать из всех каналов аргонодуговой горелки лишний кислород для того, чтобы он не попал в зону сварки и не наполнил сварочный шов парами, т.к. инертные газы тяжелее воздуха и вытесняют кислород из зоны сварки.
Совет. Рекомендованное значение времени подачи газа от 1,0 до 2,0 секунд. Этого вполне достаточно, чтобы выгнать воздух из всех каналов и не расходовать защитный газ понапрасну.
Стартовый ток
Параметр, который позволяет установить сварочный ток в начале сварки. Равномерно прогревает свариваемые кромки металла для получения сварочной ванны и последующего введения присадочного прутка. Обычно имеет диапазон 5–15 Ампер до максимального значения сварочного тока аппарата.
Время нарастания тока
Параметр, с помощью которого можно контролировать время изменения сварочного тока со стартового до основного (пикового) тока. Параметр имеет особое значение при сварке толстого металла, когда кромки уже разогреты, но силы сварочного тока не хватает для того, чтобы получить сварочную ванну. Диапазон регулировки от 0,1 сек до 10–15 секунд.
Пиковый ток
Или основной ток для сварки дугой без импульса — это основной сварочный параметр, который формирует сварочную ванну и сварочный шов. При сварке импульсной дугой – это верхний предел сварочного тока, так же формирующий сварочной шов. Обычно имеет диапазон от 5–15 Ампер до максимального значения сварочного тока аппарата.
Совет. Стартовый ток лучше установить больше пикового (основного) тока на 10–20 Ампер, чтобы быстро сформировать сварочную ванну без дальнейшего перегрева основного металла. Время спада тока лучше установить от 1,5 до 2,0 секунд, чтобы долго не греть металл и не получить прожог.
Базовый ток
Показатель, который в сочетании с пиковым током дает импульсную дугу с определенной частотой, которую можно регулировать. Базовый ток устанавливает нижний предел импульса. Используется при сварке тонколистового металла для предотвращения перегрева, выгорания легирующих элементов, прожогов и короблений. Базовый ток позволяет удержать сварочную ванну от провала и от прожога. Стандартный диапазон регулировки от 5–15 Ампер до максимального значения сварочного тока аппарата.
Этот параметр будет активен только в режиме AC Pulse и DC Pulse, т.е. при сварке импульсной дугой, в других режимах данный параметр работать не будет.
Время снижения тока
С помощью времени снижения тока можно контролировать время изменения сварочного тока основного (пикового) до тока заварки кратера. Имеет диапазон регулировки от 0,1 до 10–15 секунд. В течение этого времени ток будет плавно снижаться для того, чтобы в конце сварочного шва не образовался кратер.
Ток заварки кратера
Параметр, который позволяет установить ток для завершения процесса сварки. Диапазон от 5–15 Ампер до максимального значения сварочного тока аппарата. Позволяет завершить сварку без образования кратера.
В режиме работы горелки 2Т спад тока и заварка кратера начинается после отпускания кнопки, в режиме 4Т кнопку необходимо зажать до погашения дуги.
Время подачи газа после сварки
Параметр, при котором высокочастотный осциллятор отключается, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку. Диапазон регулировки от 0,1 до 10–15 секунд. Регулировка этого параметра позволяет охладить горелку и свариваемое изделие.
Дополнительные сварочные параметры
Рекомендуем обратить внимание на сварочные параметры, которые применимы только в определенных режимах:
1. Баланс полярности переменного тока в режиме AC и AC Pulse
Полярность тока сварки существенным образом сказывается на характере протекания процесса аргонодуговой сварки. При использовании обратной полярности процесс сварки TIG характеризуется следующими особенностями:
- Сниженный ввод тепла в изделие и повышенный в электрод (поэтому при сварке на обратной полярности электрод должен быть большего диаметра при одном и том же токе. Иначе он будет перегреваться и быстро разрушится.
- Зона расплавления основного металла широкая, но неглубокая.
- Наблюдается эффект катодной чистки поверхности основного металла, когда под действием потока положительных ионов происходит разрушение окисной и нитридной пленок (катодное распыление), что улучшает сплавление кромок и формирование шва.
При сварке на прямой полярности наблюдается следующее:
- Повышенный ввод тепла в изделие и сниженный в электрод.
- Зона расплавления основного металла узкая, но глубокая.
Совет. При сварке алюминия на переменном токе, на кончике вольфрамового электрода необходимо образовать шарик, диаметром не более ½ диаметра электрода.
Чтобы образовать шарик на конце электрода необходимо:
- Выставить регулировку так, чтобы баланс полярности переменного тока был 50/50. На аппарате ПТК МАСТЕР ПТК МАСТЕР TIG 200 P AC/DC D92 показатель равен (65+15)/2=40. 40% — баланс отрицательной полуволны и положительной полуволны одинаков.
- Выставить баланс полярности в положение 45–50. На этом режиме шарик образуется в заданных значениях диаметра. Если вы выставите баланс полярности больше, то положительная полуволна увеличится, электронов потечет больше, на вольфраме начнет увеличиваться шарик.
- После образования шарика рекомендуем вернуть баланс полярности в исходное положение.
2. Частота переменного тока (режим AC и AC Pulse)
Этот параметр влияет на тепловложение в металл, на стабильность горение дуги, на глубину проплавления и ширину зоны очистки. Чем больше частота переменного тока, тем стабильнее горение дуги, более узкий сварочный шов, меньше тепловложение в изделие. Применяется при сварке тонколистового металла, где требуется стабилизировать дугу и уменьшить тепловложение. Чем меньше частота переменного тока, тем шире сварочный шов, больше зона очистки и больше провар. Применяется при сварке толстого металла.
3. Частота импульса (режим DC Pulse и AC Pulse)
Этот параметр влияет на тепловложение в металл, на стабильность горение дуги и на глубину проплавления. Чем больше частота импульсов тока, тем чаще пиковый ток будет спадать до базового и наоборот — базовый ток подниматься до пикового. Это обеспечивает стабильное горение дуги, узкий сварочный шов и меньшее тепловложение в изделие.
Применяется при сварке тонколистового металла, где требуется стабилизировать дугу и уменьшить тепловложение. Чем меньше частота переменного тока, тем реже пиковый ток будет спадать до базового и наоборот – базовый ток подниматься до пикового, следовательно, шире сварочный шов, больше зона очистки и больше провар. Применяется при сварке толстого металла.
4. Скважность или заполнение импульса в режиме DC Pulse и AC Pulse
Этот параметр схож по физическому смыслу с балансом полярности переменного тока. Однако, скважность импульса регулирует не положительную или отрицательную полуволну, а регулирует длительность пикового и базового тока в цикл длительности импульса.
Пример: Если частота импульса 50 Гц, что соответствует 20 мс, а базовый и пиковый ток — 50 и 100 Ампер соответственно, то при скважности импульса 50%, 10 мс ток будет 100 Ампер, а оставшиеся 10 мс — 50 Ампер, если скважность импульса составит 75% — 15 мс будет ток 100 А, а 5 мс – 50 мс.
Исходя из вышесказанного, чем выше скважность импульса, тем больше длительность пикового тока и выше тепловложение в металл, шире сварочная ванна. Чем меньше скважность — тем меньше тепловложение, стабильнее дуга, у́же сварочная ванна.
Запомните, что внимательное отношение к настройкам сварочных параметров поможет избежать дефекты и трудности при аргонодуговой сварке TIG. В качестве рекомендации ниже приведена таблица, в которой сделан акцент на важные моменты настройки параметров сварки. Таблица носит ознакомительный характер и не служит руководством к действию.
Описание основных функций сварочных аппаратов для аппаратов аргоно-дуговой сварки TIG
Регулировка тока сварки. Основной обязательной функцией любого аппарата для аргонодуговой сварки является регулировка сварочного тока. Ток сварки выбирается сварщиком в зависимости от толщины свариваемого металла:
| Толщина металла, мм | 2 | 4 | 6 | 8 | 10 | 12 |
| Диаметр электрода, мм | 1.6 | 2.0 | 2.4 | 3.0 | 3.2 | 3.6 |
| Сила сварочного тока, А | 50 - 80 | 130 - 160 | 200 - 250 | 250 - 300 | 300 - 350 | 400 и более |
Данные в таблице являются ориентировочными, ток сварки подбирается сварщиком в соответствии с реальными условиями и исходя из личного опыта.
Подъем дуги (ARC LIFT). При работе аппаратом с контактным поджигом для зажигания дуги необходимо коснуться вольфрамовым электродом свариваемой детали, затем плавно отвести электрод на расстояние 3. 5 мм от свариваемого металла. При контакте электрода с металлом в момент поджига дуги расплавленный металл налипает на кончик электрода, чем вызывает его окисление и снижает ресурс.
Чтобы этого избежать, в момент касания электродом металла функция «ARC LIFT» снижает выходной ток до минимального значения, а после отведения электрода от металла и зажигания дуги ток плавно увеличивается до установленного значения.
Осциллятор. Чтобы полностью исключить контакт электрода с металлом, используется функция бесконтактного поджига дуги. Для этой цели аппараты оборудуются высоковольтным осциллятором. Для того чтобы начать сварку, необходимо поднести электрод на расстояние 3…4 мм к свариваемой детали и нажать кнопку горелки. Осциллятор подает на электрод короткие слаботочные импульсы высокого напряжения, которые вызывают пробой воздушного промежутка и зажигают сварочную дугу.
Предварительная продувка. Для того чтобы исключить окисление поверхности металла при начале сварки, необходимо предварительно создать атмосферу защитного газа в области горения сварочной дуги, поэтому при нажатии кнопки горелки, сначала открывается газовый клапан, затем, через некоторое время, включается источник сварочной дуги. Время предварительной продувки регулируется в диапазоне 0…3 с и устанавливается сварщиком, исходя из практического опыта.
Продувка после сварки. После завершения сварки необходимо поддерживать атмосферу защитного газа вокруг сварочной ванны до полной кристаллизации расплавленного металла, чтобы не допустить его окисления. Время продувки после завершения сварки регулируется в диапазоне 0…10 с и устанавливается сварщиком, исходя из практического опыта.
4-тактный режим. Обычный, 2-тактный, режим работы аналогичен сварочному полуавтомату:
- 1-й такт: при нажатии кнопки горелки начинается сварка
- 2-й такт: при отпускании кнопки горелки сварка прекращается
4-тактный режим имеет некоторые отличия:
- 1-й такт: при нажатии кнопки горелки начинается сварка на пониженном «стартовом» токе, что позволяет аккуратно подготовить сварочную ванну. Стартовый ток регулируется отдельной рукояткой.
- 2-й такт: при отпускании кнопки аппарат переключается в основной режим, и сварка продолжается на установленном «основном» токе.
- 3-й такт: при повторном нажатии кнопки горелки сварочный аппарат переходит в режим «заварки кратера». В этом режиме устанавливается пониженный «ток заварки кратера» что позволяет качественно завершить сварочный шов.
- 4-й такт: при отпускании кнопки горелки сварка прекращается.
В некоторых аппаратах режим стартового тока и заварки кратера отсутствуют, и используется упрощенный 4-тактный режим:
- 1-й такт: при нажатии кнопки горелки начинается сварка
- 2-й такт: при отпускании кнопки сварка продолжается в том же режиме
- 3-й такт: при повторном нажатии кнопки сварка продолжается в том же режиме
- 4-й такт: при отпускании кнопки горелки сварка прекращается.
Спад тока сварки. Для того чтобы качественно завершить сварочный шов может применяться еще одна функция – спад тока сварки.
В этом случае при завершении сварки после отпускания кнопки горелки сварочный ток плавно снижается от установленного значения до минимального, после чего сварка прекращается. Время, в течение которого происходит снижение тока сварки регулируется в диапазоне 0…10 с.
Режим пульсации. При включении режима пульсации сварочного тока меняется характер сварочной дуги: конус дуги становится более узким, ширина сварочной ванны уменьшается. Это дает более концентрированный нагрев металла и, соответственно, более глубокое проплавление, меньшее тепловложение, снижение деформаций металла. Частота пульсации может регулироваться в диапазоне 100…300 Гц.
Импульсный режим. Применение пульсации низкой частоты – от 0,5 до 100 Гц – очень мало влияет на характер дуги, но такой режим, называемый импульсным, очень удобно использовать при сварке тонколистовых металлов, а также для сварки труб, когда отсутствует доступ к обратной стороне шва. Применение импульсов частотой до 50 Гц позволяет более точно контролировать степень проплавления металла для выполнения качественной сварки.
Аппарат может иметь функцию регулировки параметров импульсного режима:
- частота импульсов – как правило, в диапазоне 0,5…50 Гц;
- скважность импульса – в диапазоне 20…80%. В аппаратах эта функция чаще всего называется "Режим импульса"
- амплитуда импульса. Обычно пиковое значение импульса определяется рукояткой «Ток сварки», а ток во время паузы между импульсами регулируется в диапазоне 20…80% от тока сварки. Рукоятка регулировки тока паузы может называться "Основной ток" или "Базовый ток".
Прибор контроля сварочного тока. Так же, как и в аппаратах для ручной сварки, аппараты TIG могут иметь прибор контроля сварочного тока – амперметр, для соблюдения технологических требований при сварке ответственных конструкций.
Ширина очистки (баланс). Регулировка баланса используется при сварке алюминия на переменном токе.
Следует иметь в виду, что переменный ток на выходе у сварочных инверторов имеет не синусоидальную, а прямоугольную форму полуволны.
При сварке алюминия во время протекания положительной полуволны тока происходит нагрев и плавление металла, при этом сохраняется окисная пленка на поверхности, препятствующая свариванию. При протекании отрицательной полуволны происходит интенсивное разрушение окисной пленки, (т. н. «процесс катодного распыления»), но при этом происходит повышенный нагрев вольфрамового электрода и возможно его оплавление.
Рукоятка "Баланс" (на некоторых аппаратах может называться "Ширина очистки") устанавливает соотношение между длительностью положительной и отрицательной полуволн. При этом увеличение значения баланса расширяет зону очистки металла от окисной пленки, но при этом увеличивается расход электрода. Уменьшение значения баланса соответственно снижает расход электрода, но при этом сужает зону очистки.
Баланс регулируется в диапазоне 20…80%, в большинстве случаев оптимальное значение – 50%
Мы предлагаем Вам широкий выбор аппаратов для арогоно-дуговой сварки TIG, оснащенные вышеописанными функциями. Посмотреть аппараты, Вы можете по этой ссылке--->
Все о сварке tig: как настроить и научиться варить за 3 часа — в помощь начинающим
Сварка tig для начинающих сложный процесс, и человеку самому трудно разобраться. Эта статья поможет ознакомиться с принципами tig сварки, оборудованием, и непосредственно с работой со сварочным аппаратом.
Безопасная работа
Прежде чем начать сварку, надо принять меры по безопасности. Сварщику необходимо иметь защитные средства:
Маска „Хамелион“ с автоматической регулировкой – затемняется только при зажигании дуги. Степень затемнения можно настроить самостоятельно.
При работе следует соблюдать пожарную и электробезопасность. В рабочем помещении необходимо установить вентиляцию, а в гараже или домашней мастерской работать при открытых дверях и окнах.
Необходимое оборудование и расходные материалы

Прежде всего, начинающему надо изучить что это такое tig сварка.
Это процесс сварки металлов в газовой среде неплавящимся электродом. Представляет собой комбинацию дуговой и газовой сварки, т.к. применяются электродуга и газ.
Сначала начинающим важно ознакомиться с необходимым оборудованием и расходниками.
Какой газ применяется

В данной технологии газ нужен для предохранения сварочной зоны от вредного влияния воздуха.
Лучше всего для этой цели подходят инертные газы – аргон и гелий. Аргон тяжелее кислорода воздуха и вытесняет его из рабочей зоны, а на практике сварка проводится в аргоновой среде, реже в смеси аргона с гелием. Чистый гелий применяется крайне редко.
Сварка аргоном выполняется при подаче газа из баллона, снабженного манометром, редуктором с ротаметром. Редуктор предназначен для регулирования давления газа на выходе и для автоматического поддержания постоянного рабочего расхода газа. Ротаметр определяет точное количество газа в заданную единицу времени. Манометр показывает давление в баллоне.

Наша документация разработана с учетом конкретных особенностей вашего производства, и является гарантией, что ваш сварочный процесс будет максимально эффективным и результативным.
Приборы (аппараты) для сварки

Для тиг сварки неопытному сварщику больше всего подойдет инверторный аппарат ММА с функцией tig оснащённый осциллятором. На этом инверторе начинающий сможет учиться tig сварке на нержавейке, низколегированной стали и др., которые не требуют большого мастерства от начинающих.
Для работы с алюминием, магнием и др. нужен более серьезный инвертор, который переключается на переменный ток.
Профессиональные инверторы снабжены дополнительными функциями:
- стабилизация дуги;
- модуляция сварочного тока;
- ускоренный поджиг;
- заварка кратера.
Сварочная горелка
При работе с малыми токами – 50-150А горелка успевает остыть естественным путем – газоохлаждение. Горелка со встроенным в ручку водяным охлаждением, расчитана на рабочий ток 200-600А. Вода циркулирует через весь кабель-канал от аппарата к горелке.
Сборка горелки происходит следующим образом:
- Устанавливаем цангодержатель;
- вставляем в него цангу;
- закручиваем колпачок (не до края) – для предохранения замыканий об массу;
- вставляем неплавящийся электрод;
- на цангу наворачиваем керамическое сопло;
- настраиваем вылет электрода – минимально возможный;
- накрепко затягиваем колпачок.
Электрод вставляется по центру сопла, а по окружности подается аргон.
Рукоятка горелки закреплена к кабель-шлангу статически или посредством гибкой шейки, что позволяет выполнять тонкую и продолжительную работу в любой плоскости. Кнопка на ручке активирует подачу тока на электрод и газа.

Цангдержатели бывают с линзой и без нее. Газовая линза похожа на фильтрующую сетку, которая обеспечивает равномерный поток газа и более широкую зону защиты. Это особенно полезно для работы с нержавейкой и активными металлами. Без газовой линзы можно работать с алюминием и черной сталью. Начинающим лучше учиться на черной стали и не использовать газовую линзу.
Неплавящиеся электроды
Температура плавления вольфрама более 3400 градусов, поэтому электрод не сгорает и не плавится под действием высокой температуры. Бывают электроды из чистого вольфрама или с легирующими добавками. Кончики окрашены в различные цвета, в зависимости от предназначения.
Для получения надежного шва и стабилизации дуги, рабочий кончик электрода надо периодически затачивать. При работе с переменным током он должен быть округлым, с постоянным – под конус.
Длина заточки составляет примерно 2-3 диаметра электрода. Для стабильности дуги риски от заточного инструмента должны располагаться вдоль острия, а не поперек. Недопустимо при заточке перегревать электрод, т.к. вольфрам становится более хрупким.
Электроды выбираются в зависимости от токовых режимов сварки.

Присадка нужна для создания шва, когда растопленного металла кромок детали не хватает для заполнения сварочной ванны. Присадка – это прутки из сварочной проволоки. По составу они должны быть аналогичны или близки к свариваемому металлу.
Осциллятор
Для бесконтактного поджигания дуги в начале сварки и ее стабильности во время работы, используется высоковольтный высокочастотный генератор – осциллятор. Он может быть как отдельное устройство, так и интегрирован в сварочный аппарат.
С помощью прибора дуга зажигается без соприкосновения электрода с металлом. Это очень удобно для начинающих. В процессе сварки дуга постоянная по отношению к изменяющемуся зазору между электродом и поверхностью металла. В результате работы осциллятора получается равномерный шов.
Подготовка к сварке
Приведение в рабочее состояние состоит в том, чтобы собрать все гибкие связи в одно целое с аппаратом:
- закрепляем редуктор с ротаметром на газовом баллоне;
- шланг подключаем к редуктору;
- байонетный разъем горелки вставляем в минусовое гнездо;
- кабель управления присоединяется к соответствующему гнезду на лицевой панели инвертора;
- кабель массы соединяется с плюсовым гнездом на аппарате.
Обычно кабель горелки, газовый шланг и кабель заземления со всеми соединительными частями поставляется вместе со сварочным аппаратом.
Как правильно работать с горелкой
В сварке tig начинающему очень важно привыкнуть держать горелку и присадочный пруток. Рука должна опираться на рабочую поверхность для стабилизации движения.
Шланг, идущий от горелки, петлей надевается на руку. Горелка помещается между большим и указательным пальцем и ложится на безымянный и мизинец. Очень похоже на положении ручки при письме.
В левой руке находится пруток и регулярно мелкими шагами подается в сварочную ванну перед горелкой. Направление движения горелки справа налево.

Боковой угол должен составлять 90°. Наклон горелки к рабочей поверхности 70° – 80°, а прутка 15° – 30°. Между горелкой и прутком должен поддерживаться постоянный прямой угол, т.е. если горелка меняет положение, то и пруток следует за ней, сохраняя наклон.
Горелка двигается углом вперед в наклонном положении в сторону сварного шва. Вести электрод по оси шва, не отклоняясь. Важно следить, чтобы конец прутка был все время в зоне газовой защиты, иначе произойдет его окисление и загрязнение сварочной ванны.
В интернете есть много видео тиг сварки для начинающих, где наглядно показано, как работать с горелкой.
Сущность сварочного процесса
Сила тока определяет качество сварного шва и производительность, являясь основным и наиболее важным параметром сварки.
Тепло необходимое для надежного соединения, идет от электрической дуги. Она образуется между электродом и свариваемым металлом. Для образования и горения электрической дуги существует прибор – генератор, который подает необходимое количество тока. Выделяют два вида этих приборов.
Генератор переменного тока – трансформатор.
Ток, выходящий из устройства, приобретает форму квадратной волны, которая меняет свою полярность с частотой в зависимости от генератора. В этом случае выпрямитель преобразует ток сети в соответствующий для сварки переменный ток.
Генератор постоянного тока – инвертор или выпрямитель.
Начинающим оба метода, но начинать нужно с постоянного тока. Ток на выходе из прибора имеет вид постоянной волны. В этом случае переменный ток сети преобразуется в постоянный. Различают два варианта соединения полюсов инвертора со свариваемым материалом:
с прямой полярностью – электрод соединяется с отрицательным полюсом инвертора, а деталь – с положительным;
с обратной полярностью – электрод присоединяется к „+“, деталь – к „–“
Особенности сварки с прямой полярностью: повышение количества тепла в изделии и снижение в электроде; зона расплавления металла узкая, но глубокая. Это основной режим tig сварки всех видов сложных металлов и сплавов.
При обратной полярности: ввод тепла в изделие сниженный, а в электрод – повышенный. Сварочная ванна широкая, но не глубокая. Кроме того, присутствует эффект катодной чистки поверхности металла, когда оксидная пленка разрушается. Это улучшает сплавление кромок и формирование шва.
Алюминий и магний, а также их сплавы можно и нужно варить на переменном токе.
Еще существуют генераторы, которые выдают импульсный постоянный ток – импульсные инверторы. Такие генераторы имеют устройства, изменяющие амплитуду тока сварки путем наложения на базовый постоянный ток квадратные волны. Получается периодическая пульсации дуги. При импульсном режиме шов образуется за счет непрерывного накладывания друг на друга сварочных точек.
В основном применяется на тонких изделиях, когда необходимо поддерживать необходимую температуру во избежание прожига металла и, в то же время, не нарушать глубину провара.
Регулировка параметров процесса на сварочном аппарате
Перед началом работы необходимо настроить значения показателей так, чтобы шов получился нужного размера и хорошего качества. Аппарат настраивают в зависимости от вида металла, его толщины и рабочего газа.

К каждому сварочному аппарату дается таблица настройки параметров сварки. Ориентируясь на таблицу, на лицевой панели выставляем режим tig и основные показатели:
- величина силы тока;
- время продувки газом перед началом – 0,5, и в конце – 1,5 сек;
- величина тока для поджига дуги – 25% от рабочего тока;
- период нарастания до значения рабочего тока 0,2 –1,0 сек;
- время спада тока и его значение для заварки кратера выбирается в зависимости от толщины металла.
Начинать варить надо на аналогичной пробной детали. Если дуга не стабильная и гаснет, то ток надо увеличить. При прожиге металла или образовании наплывов, ток уменьшить.
Увеличиваем подачу газа, если дуга нестабильна и шов кривой. После окончания, когда дугу угасили, еще какое-то время обдуваем сварочную зону, во избежание окисления шва и электрода. Современные аппараты снабжены многими функциями и, если нет, например, время продувки или еще чего-то, то сварщик контролирует процесс самостоятельно.
Подготовка деталей

В отличие от других видов сварки, tig очень чувствительна к загрязнениям. Это нужно учитывать всем начинающим. Поэтому детали следует очищать особенно тщательно: обезжирить растворителем и зашкурить до блеска свариваемую поверхность.
Пруток перед самой сваркой, если есть необходимость зашкурить, и обязательно протереть спиртом.
Толстые детали разделывают, снимая фаску под углом 45°. Это обеспечит хороший провар. Зафиксировать положение деталей относительно друг друга с помощью прихваток или струбцин.
Обучающие тренировки для начинающих
Упражнение 1
После изучения теории tig сварки начинающему можно приступать к практике. Главное – это привыкнуть держать горелку и присадочную проволоку, „набить руку“.
Первоначально начинающему сварщику надо тренироваться на листе черной стали. На нем шлифмашинкой или другим инструментом обозначить небольшие прямые линии, чтобы по ним вести сварку. Начинать варить надо без присадки. Внимательно и плавно ведем горелкой прямо вдоль линии, не разжигая дугу. После этого зажигаем дугу и ведем горелку от одного края линии до другого. Ведем ровный ниточный шов, приучая руку правильно держать ванну и не прожигать металл.
Упражнение 2
После освоения ведения шва, переходим к работе с присадочной проволокой. Сначала тренируемся приваривать сам пруток. Разожгли дугу и, когда металл листа расплавился, подаем в сварочную ванну пруток. Останавливаем процесс, подождем, чтобы металл немного застыл и отрываем пруток. Повторяем упражнение несколько раз. После того, как появилась уверенность, начинаем тренировки выполнения сварочного шва с присадкой.
Сварка tig широко распространенный метод соединения металлов. Его освоение вполне возможно начинающему сварщику. С практикой и постоянством придут опыт и мастерство.
Читайте также: