Частично механизированная сварка плавлением в защитном газе
Обновлено: 19.05.2024
Тема 4.1. Техника и технология частично механизированной сварки плавлением различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва.
Урок 1-2
Технологические особенности сварки в среде защитных газов и их смесях
Применение дуговой сварки в среде защитных газов благодаря ее технологическим и экономическим преимуществам все больше возрастает. Технологическими преимуществами являются относительная простота процесса сварки и возможность применения механизированной сварки в различных пространственных положениях. Незначительный объем шлаков позволяет получить высокое качество сварных швов.
Сварка в среде защитных газов применяется для соединения как различных сталей, так и цветных металлов.
Для сварки в защитных газах кроме источника питания дуги требуются специальные приборы и оснастка (приспособления). Сварочный пост для сварки в среде защитного газа представлен на рис. 82.
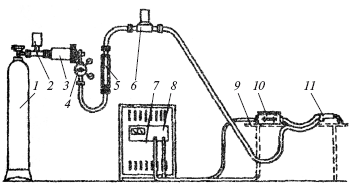
Рис. 82. Пост для сварки в среде защитного газа: 1 – баллон с газом; 2 – подогреватель; 3 – осушитель; 4 – редуктор; 5 – расходомер (ротаметр); 6 – газоэлектрический клапан; 7 – источник питания; 8 – пульт управления; 9 – рабочий стол; 10 – подающий механизм; 11 – горелка
Сварка в защитных газах – это общее название разновидностей дуговой сварки, при которых через сопло горелки в зону горения дуги вдувается струя защитного газа. В качестве защитных газов применяют: аргон, гелий (инертные газы); углекислый газ, кислород, азот, водород (активные газы); смеси газов (Ar + CO2 + O2; Ar + O2; Ar + CO2 и др.). Смеси защитных газов должны удовлетворять требованиям ТУ.
Аргонокислородную смесь (Ar + 1–5 % О2) применяют при сварке малоуглеродистых и легированных сталей. В процессе сварки капельный перенос металла переходит в струйный, что позволяет увеличить производительность сварки и уменьшить разбрызгивание металла.
Смесь аргона с углекислым газом (Ar + 10–20 % СО2) также применяют при сварке малоуглеродистых и низколегированных сталей. При использовании этой смеси защитных газов устраняется пористость в сварных швах, повышается стабильность горения дуги и улучшается формирование шва.
Тройная смесь (75 % Ar + 20 % СО2 + 5 % О2) при сварке сталей плавящимся электродом обеспечивает высокую стабильность горения дуги, минимальное разбрызгивание металла, хорошее формирование шва, отсутствие пористости.
На практике используются либо баллоны с готовой смесью газов, либо баллоны с каждым газом отдельно. В последнем случае расход каждого газа регулируется отдельным редуктором и измеряется ротаметром типа РС‑3.
При сварке в среде защитных газов различают следующие основные способы: сварка постоянной дугой, импульсной дугой; плавящимся электродом и неплавящимся электродом.
Наиболее широко применяется сварка в среде защитных газов плавящимся и неплавящимся электродами.
Сварка неплавящимся электродом в защитных газах – это процесс, в котором в качестве источника теплоты применяется дуга, возбуждаемая между вольфрамовым или угольным (графитовым) электродом и изделием.
Сварка постоянным током прямой полярности позволяет получать максимальное проплавление свариваемого металла.
При сварке на постоянном токе применяются источники питания с крутопадающей ввольт‑амперной характеристикой: ВДУ‑305, ВДУ‑504, ВДУ‑505, ВДУ‑601, ВСВУ‑300.
В комплект сварочной аппаратуры при сварке на постоянном токе входят сварочные горелки, устройства для первоначального возбуждения сварочной дуги, аппаратура управления сварочным циклом и газовой защиты
Техническая характеристика некоторых сварочных горелок для ручной сварки вольфрамовым электродом приведена в табл. 40:

Для того, чтобы улучшить процесс зажигания дуги в среде защитных газов, используют специальные устройства первоначального возбуждения дуги. Это связано с тем, что защитные газы, попадая в зону горения дуги, охлаждают дуговой промежуток и дуга плохо возбуждается. Наиболее широко применяются устройства следующих марок: ОСППЗ‑ЗООМ, УПД‑1, ВНР‑101, ОСПЗ‑2М.
При сварке в среде защитных газов на переменном токе применяют устройство для стабилизации горения дуги, например, стабилизатор – возбудитель дуги ВСД‑01.
Частично механизированная сварка плавлением
Что называют технологией частично механизированной сварки плавлением
Во-первых, давайте рассмотрим соответствующие понятия. Человеческий вариант — это работа, в которой человек участвует на всех этапах процесса. Он или она замачивает нужную структуру или деталь, проводит плавление и самостоятельно заменяет электроды. Никакой процедуры не существует. В автоматическом варианте деятельность сварщика отсутствует по определению. Его роль заключается в том, чтобы просто расположить объект на крепежных элементах. Другими словами, это может сделать даже непрофессионал.
Полуавтоматический режим сочетает в себе эти две функции. Загрузка и позиционирование осуществляются независимо, как и перемещение сварочного аппарата. Однако подача электродов стала автоматической. Это проще, потому что вам не нужно беспокоиться о правильном положении проводов и не нужно смотреть на настройки. Вам не нужно беспокоиться о правильном расположении провода или регулировке настроек. Умное» оборудование будет делать все за работника.
В связи с этим такое оборудование часто приобретается для «любительской» работы. Чтобы свести к минимуму возможность ошибки. А как вы знаете, в этой сфере все может быть дорого. Сварочные аппараты могут воспламенять предметы и травмировать людей, если во время работы нарушаются условия безопасности.
Особенности частично механизированной сварки плавлением
Первая касается полностью механизированной сварки, которая представляет собой автоматизированный процесс соединения деталей, когда оператору необходимо только настроить оборудование и контролировать его работу. Аппарат сам зажигает и удерживает дугу, направляет ее вдоль сварного шва и подает присадочную проволоку, флюс или защитный газ.
При частично механизированной сварке подача сварочного материала осуществляется автоматически, а за геометрию сварного шва отвечает сварщик. Он перемещает факел в нужном направлении с нужной скоростью. Полностью или частично механизированные процессы также регулируются техническими стандартами на сварку.
Области применения частично механизированной сварки плавлением
Этот вид технической работы широко используется в обрабатывающей промышленности.
Корпуса, компоненты и заготовки в судостроении.
Резервуары для хранения нефти и нефтепродуктов.
Стальные трубы и основные трубопроводы.
Металлические и железобетонные конструкции в строительстве.
Отдельные компоненты транспортных средств в автомобильной промышленности.
Мосты.
Бытовые металлические изделия (ворота, заборы).
В ремонте сельскохозяйственной и автомобильной техники и т.д.
Преимущества частично механизированной сварки плавлением
Рассмотрим основные преимущества метода полуавтоматической сварки.
— Скорость выполнения.
— Можно без проблем соединять тонкие конструкции и компоненты.
— Используется в универсальном положении, вертикальном или горизонтальном, разницы нет.
— Снижение риска деформации объектов.
— Более эффективна, чем ручная сварка.
— Подходит для начинающих.
Недостатки частично механизированной сварки плавлением
Несмотря на наличие преимуществ, полностью избежать недостатков невозможно.
— При работе на открытом воздухе риск прорыва газовой защиты значительно возрастает.
— Существует вероятность того, что расплавленный электрод немного расползется.
— Не рекомендуется использовать машину на максимальной мощности. Или постоянно охлаждать его, он очень быстро нагревается.
Как видите, недостатков меньше. Но они также весьма специфичны.
Виды частично механизированной сварки плавлением
При механизации процесса сварки учитываются сварочные характеристики различных металлов. Для соединения углеродистых и низкоуглеродистых сплавов необходим диоксид углерода. Алюминий, титан и магний расплавляются под облаком инертного газа. Чугун, некоторые алюминиевые сплавы и легированные стали свариваются с использованием различных типов флюса. Каждый из этих процессов механизированной сварки заслуживает тщательного изучения.
В среде углекислого газа
Количество потребляемого углекислого газа зависит от типа электрода, мощности дуги и потока воздуха. Если струя газа сдувается ветром или воздушными потоками, качество сварного шва будет снижено. Заготовки, содержащие углерод, могут быть соединены с помощью механизированной дуговой сварки.
До 2,14% (низкоуглеродистые сплавы).
3 — 5% (среднеуглеродистые сплавы).
Можно сваривать детали толщиной до 40 мм, а в газовой смеси можно сваривать металлы до 80 мм. Процесс регламентируется ГОСТ 14771-76. Струя выходит из сопла и обтекает сварочную дугу, защищая ванну расплава от окисления.
В инертных газах
При механизированной сварке в среде защитного газа металл не окисляется при нагреве. При подаче аргона, который в 1,5 раза плотнее воздуха, на краях процесса образуется устойчивое облако. Такая защита бассейна используется в различных областях применения сварки металлов, где требуется высокое качество сварных швов или где обычная дуговая сварка невозможна, например, при сборке листового металла.
Цветные металлы (медь, никель, алюминий, титан)
Жаропрочные и конструкционные стали, которые подвержены окислению при нагревании.
Некоторые виды нержавеющей стали.
Инертный газ защищает металл от кислорода, азота и других компонентов воздуха, которые могут повредить свойства паяного соединения.
Под флюсом
Согласно ГОСТ 8713-79, флюсы делятся на две группы по способу изготовления.
Сплав представляет собой однородный конгломерат, полученный путем спекания композиции.
Неплавленые бывают двух типов: керамические — это порошки со связующим веществом; спеченные — сначала спекаются при высоких температурах, а затем измельчаются до необходимого размера частиц.
Смеси и порошки силиката марганца наносятся перед механизированной сваркой порошковой проволокой. Защитный состав образует шлаковую оболочку во время нагрева дуги. Оставшиеся частицы собираются и используются повторно.
Порошковыми проволоками
Сварщик выбирает любые расходные материалы для типа обрабатываемого металла, и порошковая проволока не является исключением. Это стержень, заряженный электрическим зарядом, который выполняет сразу несколько функций.
Защита металлов от азота, кислорода и водорода.
Раскисление и легирование расплавленного металла.
Поддержание стабильного зажигания дуги.
Формирование гладких сварных швов.
В процессах механизированной сварки используется несколько типов порошковой проволоки.
В сочетании с флюсом.
Смеси с флюсовыми компонентами.
Для самозащиты свариваемых металлов в CO2.
Производители выпускают расходные материалы с закрытым трубчатым сечением, перекрывающимися краями и сложными формами с одним или обоими краями, загнутыми внутрь.
Профессия Сварщик частично механизированной сварки плавлением
Частично механизированные сварщики плавлением — это рабочие, использующие ручную и частично механизированную сварку (сварку внахлестку) во всех пространственных положениях шва, выполняющие работы по изготовлению, реконструкции, монтажу, ремонту и строительству конструкций различного назначения.
В зависимости от уровня квалификации некоторые специалисты по механической сварке плавлением могут выполнять простые или более сложные работы.
Подготовка, сборка, сварка и послесварочная очистка
Частично механизированные сварщики плавлением — это рабочие, использующие ручную и частично механизированную сварку (сварку внахлестку) во всех пространственных положениях шва, выполняющие работы по изготовлению, реконструкции, монтажу, ремонту и строительству конструкций различного назначения.
Подготовка, сборка, сварка и послесварочная очистка сварных швов конструктивных деталей (изделий, узлов, компонентов).
Сварка (наплавка, резка) сложных и ответственных конструкций (оборудования, изделий, узлов, труб, деталей) из различных материалов (сталь, чугун, цветные металлы и сплавы, полимерные материалы).
Сварка (наплавка, резка) любых сложных конструкций (оборудования, изделий, приборов, труб, деталей).
Надзор за работой бригады сварщиков.
Плюсы и минусы профессии
Высокая заработная плата (почасовая или сдельная).
Развитие карьеры.
Спрос на профессию.
Досрочный выход на пенсию.
Хорошая пенсия.
К недостаткам относится работа в опасных и вредных для здоровья условиях, тяжелый физический труд. Постоянное напряжение глаз в конечном итоге может привести к потере зрения, а в некоторых случаях и к его полной утрате. Профессиональные заболевания сварщиков включают болезни легких. Часто им приходится работать в экстремальных условиях, на большой высоте или при низких температурах.
Что входит в профессиональные обязанности
Можно получить профессию сварщика в колледже или университете, но только с категорией 3 на момент окончания учебы, хотя и только с категорией 6. Специалисты высокого уровня получают шестую категорию, но для этого они должны обладать не только теоретическими знаниями, но и профессиональными навыками и специфическими компетенциями.
Обязанности электросварщика
Любой сложный сварной шов.
Аргонодуговая сварка, газовая сварка, плазменная сварка.
Подготовка и снятие заусенцев с материала.
Работа с любым металлом.
Вырезает прямые и скошенные отверстия.
Дефекты сварщиков на деталях и оборудовании.
Сварка деталей в труднодоступных местах.
Опытные сварщики должны читать чертежи и понимать принципы работы и внутреннюю структуру свариваемого оборудования. Должен знать свойства металла, правильно выбирать и использовать необходимые расходные материалы.
Квалифицированный рабочий понимает принципы работы сварных конструкций и знает типы и виды соединений. Важно соблюдать пожарную и личную безопасность на рабочем месте.
Частично механизированная сварка (наплавка): технология выполнения, режимы и особенности

Частично механизированная сварка (наплавка) – это простой метод выполнения сварочных работ с высокой эффективностью. Да и затраты он несет небольшие. Вот почему способ стал популярен одновременно и у профессионалов на крупных производствах, и у частников, занимающихся подсобными работами. Да и даже новички, которым необходимо выполнить единичное действие у себя на даче, в загородном доме или на собственном складе, чаще всего используют именно такую методику. Ведь она выгодно отличается быстрым усвоением, легкой реализацией. И что еще важнее, является вполне экономичным выбором.
В этом обзоре мы конкретно разберемся в сути, видах техники, различных сопутствующих приемах, необходимом оборудовании. А также выявим все ключевые преимущества и недостатки подобной системы.

Что называют технологией частично механизированной сварки наплавки
Для начала разберемся со смежными понятиями. Ручной вариант – это работа, подразумевающая участие человека на всех этапах процесса. Он самостоятельно погружает необходимую конструкцию или деталь, производит плавление, сменяет электроды. Участие каких-то программ не подразумевается. В автоматическом варианте же деятельность сварщика отсутствует по определению. Его роль заключается лишь в расположении объекта на крепежах. То есть, это может выполнить и непрофессионал.
Полуавтоматический режим совмещает две эти функции. Погрузка и размещение осуществляется самостоятельно, так же как и движение сварочным аппаратом. Но подача электродов уже становится автоматической. Это легче, ведь не нужно переживать за корректность размещения проволоки, следить за настройками. Определять уровень газа, подачу электроэнергии. Все сделает «умное» оборудование за работника.
Благодаря этому для «любительской» работы обычно приобретают такое оборудование. Чтобы минимизировать возможность ошибки. А как известно, в этой сфере она может стоить дорого. Сварной аппарат при нарушениях условий безопасности на производстве может воспламенить объекты, нанести травмы человеку.
Особенности технологии частично механизированной сварки наплавки
Пройдемся по всему алгоритму детально.
- • В первую очередь происходит обработка рабочей поверхности. Необходимо устранить возможные дефекты, возникшие при прокате металла. Это не самая редкая ситуация, брак поступает часто. Поэтому лучше перестраховаться. Для исправления деформации возможно применить плавление.
- • Наносится разметка на сталь. Определяются участки, где будет проходить резка, выбирается режим работы.
- • Резка объекта. После нее нужно в обязательном порядке зачистить кромки. Дуговая сварка предполагает ровную поверхность. Соответственно, кромки подрезаются, если дефекты слишком сильные. А дальше для выравнивания обрабатываются абразивом. Нужен инструмент высокой твердости, иначе металл он просто не возьмет.
- • Следующим этапом нужно выбрать конкретный режим. Для этого определяется сила и полярность тока, на котором будет работать оборудование. Важно учесть температуру в окружающей среде. В помещении это сделать просто. Она кардинальным образом изменяться не будет. А вот на свежем воздухе есть нюансы. Резкое похолодание – это редкость. А вот неожиданно вышедшее солнце из-за туч прямыми лучами способно повысить температуру на десять и выше градусов.
- • Выбираем число подходов, сразу строго фиксируем эту цифру и следуем ей. А также определяем пространственное положение шва.
- • Теперь необходимо заземлить деталь, которую будем плавить.
- • Только после этого подключаем электрический ток. Аппарат при соприкосновении с объектом начнет пропускать электричество. А значит, и кромка детали, и сам электрод ввиду сильного термического фактора будут плавиться. В итоге, обе масса смешиваются в единое целое. После плавления шлак начинает стремиться вверх, выступая наружу, создавая защитную пленку. Остается лишь подождать остывания и затвердевания. И новенький шов готов.

Также выполнение частично механизированной наплавки может происходить одним из двух способов. Левый вариант – это процесс, при котором сварочный аппарат передвигается слева направо, соответственно. Пруток же двигается параллельно перед горелкой. Двигать лучше всего под прямым углом ко шву, некоторыми зигзагами.
Второй вариант – правый. Перемещение оборудование происходит в обратную сторону. Пламя направляется на ванну с металлическим шлаком. В итоге по времени этот способ изрядно проигрывает. Ведь остывание шва становится куда более длительным процессом, он постоянно заново подогревается. Но фактически, это более качественный вариант. Он обуславливается более прочным соединением. Да и расход газа существенно сокращается. Так что можно говорить и о какой-то экономии.
Режимы
Отдельных строго регламентированных параметров нет. Существует масса ГОСТов под каждый конкретный тип работ и аппаратуру. Но общие методы можно выделить через некоторые аспекты. Один из них – энергия. Электрический ток – это главный двигатель процесса. А значит, его источник или блок обладает принципиальным значением. Сам узел подачи энергии может строиться на двух различных принципах. Первый – это трансформаторный. Это уже зарекомендованный стандарт, который сейчас становится морально устаревшим. Но, плюсы очевидны, трансформатор легко заменить или починить, если он выйдет из строя. То есть, преимуществом выступает примитивность.
Второй вариант – инертный преобразователь. Более прогрессивная модель, которая сейчас ставится почти на каждое оборудование для полуавтоматической сварки на рынке. Электрическая дуга в этом методе становится значительно более стабильной. Горение поддерживается постоянно, даже если питание начинает проседать. Таким образом, уменьшается возможность внешних факторов повлиять на качество работы. Кроме того, КПД тоже возрастает. При наименьших затратах энергии выдается стабильный поток, способный полностью обеспечить нужды сварщика. Ну и последним, но не менее важным плюсом можно назвать компактность. Оборудование с инертным блоком занимает куда меньше места, проще транспортируется и храниться.
Подключать же аппаратуру нужно к источнику с разным напряжением. Все зависит от параметров устройства. По традиции для любительских нужд приобретаются небольшие модели, работающие от сети в 220В. И с одной фазой. А вот если говорить про крупное производство, то там для повышения эффективности используются иные источники. И в большинстве случаев, трехфазные.
Если разбирать режимы частично механизированной наплавки, нельзя обойти своим вниманием такой вид, как сварка в среде защитных газов. Главный критерий – универсальность. Соединения практически любых металлов легко формируются этим методом. Да и процесс можно осуществлять не только в заводском помещении со специально выверенной температурой и газовой средой, но и на свежем воздухе.
Для реализации понадобится оборудование со съемным газовым баллоном. А также с двигателем, подающими механизмами и самой кассетой, в которой хранится проволока. В большей части аппаратов всего два механизма подачи, но если подразумевается серьезная нагрузка, логично приобрести более мощный тип. В нем роликов может быть четыре, шесть и даже больше.

Это простая и доступная технология. Но громоздкий газовый баллон иногда мешает работе, если подразумевается постоянное движение от объекта. Также стоит учесть, что благодаря невысокой цене газа, этот вид еще и экономичен.
Для работ повышенной сложности принято использовать иную технологию, под флюсом. Также идеально подходит для соединения легированной стали или алюминия, для сплавов железа и никеля. Хотя и в работе с обычными соединениями показывает отличный результат. Подходит для выполнения частично механизированной наплавки различных деталей медного типа на производстве.
Флюс – это порошкообразный материал, марганец в своей основе. Он подается вместе с электродом, поэтому при проходе электрического тока происходит плавление сразу двух металлов. Полученная смесь работает гораздо лучше и эффективнее. Порошок бывает плавленым и неплавленным. Последний – стандартный, стоит дешевле, но менее результативен. А первый – это материал после сильной термической обработки, иногда смесь с керамическим происхождением в форме крошки.
Во время работы эти гранулы активно плавятся. Смешиваются с остальным шлаком и попадают в сварочную ванночку. Но при этом флюс поднимается, создает на поверхности специальный защитный слой. Он полностью предохраняет от контакта с кислородной средой. А значит, полученный шов будет до остывания защищен. И получится более крепким и качественным. Затвердевший порошок превращается в наслоение. Удалить его можно без всяких проблем скребком с молотком или иным инструментом. После пары ударов слой трескается и разваливается. Примечательно то, что остатки допустимы к повторной процедуре. Покупать в следующий раз придется меньше флюса.
И провести очистку нужно в обязательном порядке. Ведь слой визуально скрывает под собой шов. И непонятно, получился ли он на запланированном уровне качестве. Или нуждается в доработке, переделке.
Оборудование
Главными аспектами, присущими полуавтоматической сварке, как мы уже говорили, является отсутствие необходимости ив подачи электрода. Менять его в держателе не нужно. «Умный» механизм все сделает самостоятельно.

Машинный вариант оборудования не предполагает наличие этого элемента. Там используется проволока, которую нужно лишь запустить. Отрегулировать придется интенсивность подачи. А значит и мощность аппарата. Ну и также настройке подвергается расстояние от проволоки до объекта.
На современном рынке представлено множество устройств, отличающихся как по параметрам, так и по уровню качества. Разумеется, ценовой вопрос имеет значение. Но стоит заметить, что полуавтоматы недороги по своей сути. Благодаря этому они так и востребованы среди частных мастеров. Когда покупатель ограничен в бюджете. Все линейки имеет невысокой ценовой порог. А значит, экономить еще сильнее – не самый лучший выбор. Логичнее будет ориентироваться на качество, чем выиграть в цене десяток процентов.
Впрочем, также одной из причин актуальности таких устройств является легкое освоение. Если на производстве зачастую работают профессионалы с высоким разрядом, то среди частников зачастую уровень подготовки ниже.
Какой бы товар вы ни выбрали для себя, всегда будут существовать несколько аспектов, которые неизменны для каждого. Это общие характеристики всех линеек продукции.
- • Горелка. Естественно, она присутствует во всех типах оборудования. В том числе среди ручного или полностью автоматического.
- • Кабель и шланг. С помощью этих проводников для работы поступает электрической ток, газ и новые электроды, которые необходимо плавить. Как уже отмечалось, последние могут быть заменены проволокой.
- • Управляющий блок. Зачастую содержит несколько индикаторов, сигнализирующих о состоянии аппарата, наличия подключении к источникам. А также запас расходных элементов. Если случится повреждение или перегрузка, индикаторы сообщают об этом.
- • Блок питания. В тех вариантах, когда нет подключения напрямую к сети. Да и даже в этом случае зачастую напряжение подается через этот элемент.
- • Резервуар с газом. Его габариты могут отличаться в различном диапазоне. Чем серьезнее нужды, тем больше размер баллона.
Иногда стандартный комплект оборудования снабжается некоторыми новыми частями. Ограничительные экраны, специальные вытяжки для работы в помещении, стойки для расположения «рукава». А также специальные подвижные платформы или просто тележки без бортов, чтобы перемещать баллон с газом. Особенно если он весьма крупный.

Назначение плавки
Обозначенная методика используется в массе различных сфер. Широко востребована как на крупном производстве, так и для каких-то небольших частных работ. Во многих случаях, если ландшафт на территории неудобный, даже стандартный подвод воды из источника к своему дому без предварительной сварки подвести проблематично.
Основные же отрасли, где метод применяется особо широко, это:
- • Соединение магистралей. Все пути, которыми подается газ, вода и так далее. Зачастую центральные линии сплошь состоят из металла. И только отводы на воды организовываются из полипропилена или полиэтилена.
- • Резервуары для содержания потенциально опасных жидкостей. Нефть, как вариант.
- • Практически все основные несущие конструкции из металла в сфере строительства жилых домов. Как многоэтажных, так и частных. Сюда же относится и железобетон.
- • Мосты, ворота, ограждения, элементы заборов.
- • Корпусные части крупных судов.
- • А также все металлических изделий. Перечислить каждую сферу невозможно.
И не стоит забывать, что плавление – это лучший способ ремонта габаритных металлических изделий. А также часто применяется для восстановления различного транспорта. В большей части для техники сельскохозяйственного назначения.
Преимущества
Давайте пройдемся по основным плюсам, которые можно найти в способе полуавтоматической сварки.
- • Скорость исполнения.
- • Возможность без проблем соединять тонкие конструкции и детали.
- • Применяется в универсальных положениях, вертикально или горизонтально, без разницы.
- • Снижения риска деформирования объекта.
- • Выше КПД по сравнению с ручной.
- • Подходит для новичков.

Недостатки
При наличии плюсов, избежать минусов полностью никогда не удается.
- • Значительно возрастает риск пробития газовой защиты при работе на свежем воздухе.
- • Существует шанс, что расплавленный электрод немного разлетится.
- • На максимальной мощности аппарат использовать не рекомендуется. Или постоянно охлаждать, он весьма быстро нагревается.
Как видно, минусом меньше. Но они тоже довольно ощутимые.
Итоги
Эта методика сейчас полностью вытесняет ручное производство. Разумеется, она быстрее, эффективнее, проще и безопаснее. КПД выше в несколько раз. Но полностью автоматический метод, разумеется, приносит более серьезные результаты. В противовес, это и дороже. И если крупные заводы ориентируются на такой подход, то небольшие фирмы со средним потоком производства больше тяготеют к полуавтомату. Для частников же частично механизированная наплавка различных деталей – это единственный способ быстро и выгодно выполнять свою деятельность. А если вы все-таки решили приобрести специальное оборудование, то обращайтесь в нашу компанию «Сармат». Мы предоставляем широкую линейку технического обеспечения для механической обработки.
Презентация по МДК 04.01 Техника и технология частично механизированной сварки (наплавки) плавлением в защитном газе

Способы сварки в защитных газах можно классифицировать по следующим признакам:
Частично механизированная (полуавтоматическая) сварка — механизированная дуговая сварка металлическим плавящимся электродом (проволокой) в среде защитных газов.
Способ также известен как MIG/MAG сварка. В зависимости от типа используемого защитного газа различают сварку в инертных газах (MIG) и активных (MAG). В качестве активных газов преимущественно используют сварку в среде углекислого газа. В отличии от ручной дуговой сварки покрытыми электродами при механизированной сварке подача электрода в зону сварки выполняется с помощью механизмов, а сварщик перемещает горелку вдоль оси шва и выполняет колебательные движения электродом по необходимости.
Международная аббревиатура для обозначения методов и способов сварки
ММА – Manual Metal Arс – ручная дуговая сварка штучными электродами , ранее в технической русскоязычной литературе обозначалась как РДС
MIG – Metal Inert Gas – дуговая сварка плавящимся электродом (проволокой) в среде инертного защитного газа с автоматической подачей присадочной проволоки.
MAG – Metal Active Gas – дуговая сварка плавящимся электродом (проволокой) в среде активного защитного газа с автоматической подачей присадочной проволоки.
TIG – Tungsten Inert Gas – дуговая сварка неплавящимся электродом в среде инертного газа.
АС - переменный ток
DС - постоянный ток
АС/DС - переменный/постоянный ток

Механизмы подачи электродной проволоки:
двухроликовый
четырехроликовый
наличие "евроразъема" для присоединения сварочной горелки
наличие устройства для регулирования сварочного тока путем изменения скорости подачи электродной проволоки
наличие механизма плавной подачи электродной проволоки в момент начала сварки
механизм подачи электродной проволоки тянуще-толкающего типа с автоматической регули-ровкой скорости (система "ПУШ-ПУЛ")
горелка для сварки способом MIG/MAG
жесткая внешняя статичес-кая характеристика источ-ника питания
Сущность метода и общие принципы полуавтоматической сварки
Механизированная сварка, как и другие виды дуговой сварки, осуществляет за счет большей тепловой энергии сварочной дуги сконцентрированной в месте ее горения. Температура дуги больше температуры плавления металлов, поэтому под ее воздействием кромки сварного изделия плавятся, образуя сварочную ванну из жидкого металла. Дуги при этом горит между основным металлом и сварочной проволокой, которая выполняет функции подвода дуги к зоне сварки и является присадочным металлом для заполнения зазора между кромками.
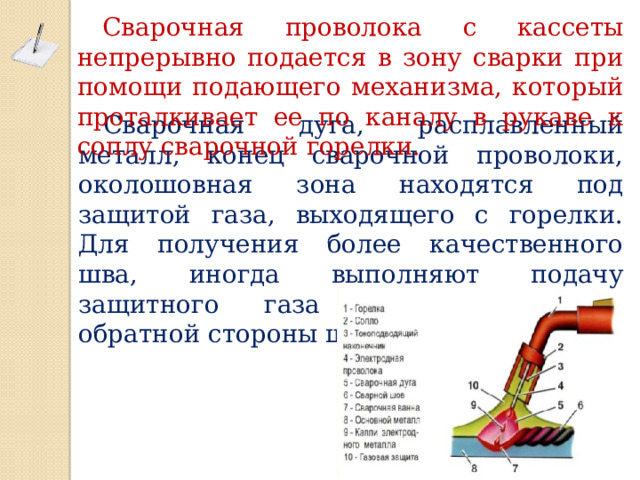
Сварочная проволока с кассеты непрерывно подается в зону сварки при помощи подающего механизма, который проталкивает ее по каналу в рукаве к соплу сварочной горелки.
Сварочная дуга, расплавленный металл, конец сварочной проволоки, околошовная зона находятся под защитой газа, выходящего с горелки. Для получения более качественного шва, иногда выполняют подачу защитного газа дополнительно с обратной стороны шва.
В отличии от ручной сварки, отсутствие покрытых электродов позволяет механизировать процесс или полностью автоматизировать.
Преимущества:
- получение качественных сварных соединений, особенно в тонкостенных конструкциях;
- высокая производительность;
- возможность сварки в различных пространственных положениях;
- отсутствие флюсов или покрытий ;
- минимальная зона термического влияния;
- незначительные напряжения и деформации;
- доступность наблюдения за процессом сварки;
- возможность полной механизации и автоматизации процесса.
- вероятность нарушения газовой защиты на открытом воздухе и сквозняке;
- большое разбрызгивание электродного металла, особенно при сварке в углекислом газе;
- необходимость жидкостных систем охлаждения при сварке на режимах с повышенной мощностью;
Читайте также: