Что такое пиковый ток в сварке
Обновлено: 20.09.2024
Современные установки аргонодуговой сварки методом TIG выпускаются для сварки на постоянном токе DC (модели Гудвилл™ TIG-315 Digital, Гудвилл™ TIG-400 Digital, Гудвилл™ TIG-500 Digital) или универсальные установки для сварки на переменном или постоянном токе AC/DC (модели Гудвилл™ TIG-315P AC/DC, Гудвилл™ TIG-500P AC/DC). Выбор той или иной установки обусловлен технологическим процессом и видом свариваемых на предприятии металлов.
Постоянный ток при TIG сварке применяется для сварки различных металлов, преимущественно нержавеющих сталей. Этот тип тока наиболее широко используется для аргонодуговой сварки. Во время сварки величина тока всегда поддерживается на одном и том же уровне, за исключением начала и конца шва, когда установка поддерживает режим нарастания сварочного тока и режим спада сварочного тока.
Переменный сварочный ток в установках аргонодуговой сварки необходим для TIG сварки алюминия, сплавов на основе алюминия и других металлов, содержащих на поверхности жаропрочные оксиды. При аргонодуговой сварке переменным током, происходит чередование между положительной и отрицательной полярностью сварочного тока.
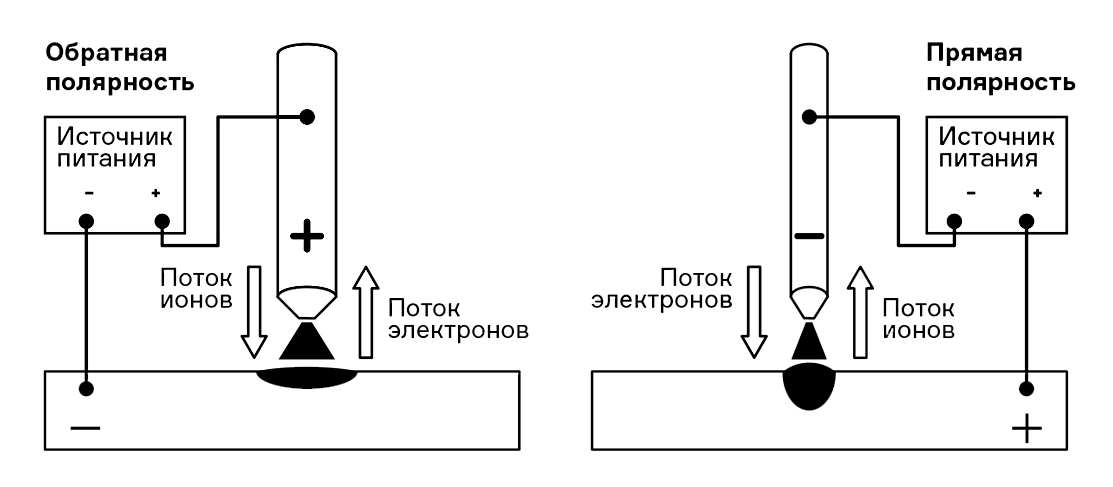
Процесс аргонодуговой сварки может быть с использованием различных способов подключения: прямая полярность (электрод подключен к отрицательному полюсу, а деталь – к положительному), обратная полярность (электрод подключен к положительному полюсу) и чередование прямой и обратной полярности (переменный ток). Прямая полярность используется наиболее широко и характеризуется ограниченным износом электрода, а также узкой и глубокой сварочной ванной. Она обеспечивает высокую скорость сварки и применяется для большинства металлов. Сварка с обратной полярностью позволяет работать с материалами, которые, как правило, покрыты слоем жаростойкого оксида, например, алюминий, магний или их сплавы. Здесь не могут применяться высокие значения сварочного тока, поскольку при этом типе полярности возникает значительный перегрев электрода.
В режиме аргонодуговой сварки на постоянном токе процесс сварки происходит следующим образом: при нажатии на кнопку горелки происходит предварительная продувка защитным газом (0,1 – 15 сек), подача защитного газа создает среду, позволяющую исключить окисление основного металла при начале сварки; далее включается осциллятор и зажигается дуга, зажигание дуги происходит на начальном стартовом токе; сварочный начальный ток постепенно переходит в течение заданного времени (0,2 – 10 сек) в базовый сварочный ток; при отпускании кнопки горелки сварочный ток постепенно спадает в течение установленного времени (0,1 – 15 сек) до установленного значения тока окончания сварки, это позволяет произвести заварку кратера, сварочная дуга гаснет, а защитный газ продолжает поступать в течение установленного времени (0,1 – 60 сек), что позволяет исключить окисление металла сварочной ванны, находящегося на стадии кристаллизации.
В данном режиме сварки наиболее часто применяют прямую полярность, когда горелка и ее кабель подсоединяются к отрицательному полюсу, а свариваемый материал к положительному полюсу источника питания; в этом случае электроны текут от электрода к детали, вызывая плавку. Это обеспечивает хорошую свариваемость почти всех видов металлов, поддающихся сварке, и сплавов, за исключением алюминия. Постоянный ток с прямой полярностью создает узкую глубокую сварочную ванну, а также обеспечивает лучшее проникновение, чем в случае с обратной полярностью.
При аргонодуговой сварке на переменном токе происходит чередование между прямой и обратной полярностью сварочного тока в цикле. Это процесс идеален для сварки алюминия и других материалов, содержащих на поверхности жаростойкие оксиды. Прямая полярность используется для формирования сварочной ванны, тогда как обратная полярность служит для разрушения оксидной пленки и «чистки» свариваемых поверхностей. Баланс переменного тока позволяет перераспределить в цикле прямую и обратную полярность: увеличивая амплитуду обратной полярности (преобладание на электроде « + »), создаем очищающий эффект; увеличивая амплитуду прямой полярность (преобладание на электроде « - »), создаем проплавление металла, соответственно изменяем значение баланса переменного тока в диапазоне от + 30 до - 50%. На Рисунке 13 представлен график переменного тока. Преобладающая положительная составляющая предпочтительнее для сильно окисленного алюминия, а с преобладающей отрицательной составляющей – только для слегка окисленного алюминия. Регулируемый баланс позволяет добиться необходимой очищающей способности, в зависимости от степени окисления основного металла, и идеально подходит для получения качественных сварных швов, особенно при проведении операций технического обслуживания на загрязненных материалах.
Соотношение полярности в цикле позволяет изменять время нахождения неплавящегося электрода в прямой и обратной полярности за период. При увеличении времени нахождения на электроде прямой полярности (отрицательный потенциал « - »), обеспечивается заданная глубина проплавления металла. При увеличении времени нахождения на электроде в обратной полярности, усиливается очищающий эффект, лучше удаляются оксидные пленки. Управление данным параметром показано на рисунке.

Рис. Управление соотношением полярности в цикле
Аргонодуговая сварка на переменном токе предназначена для сварки алюминия и его сплавов, что обусловлено наличием у металла тугоплавкой и трудноудаляемой оксидной пленки. В данном режиме сварки применяют прямую полярность, когда горелка и ее кабель подсоединяются к отрицательному полюсу.
В установках аргонодуговой сварки частота переменного тока может изменяться в диапазоне от 20 Гц до 200 Гц. Повышение частоты тока приводит к увеличению концентрации дуги, увеличению эффекта балансировки импульса и сужению сварного шва. Таким образом, повышенная частота тока идеально подходит для сварки тонколистовых материалов и прецизионной сварки, а также способствует увеличению объема выпуска продукции при массовом производстве.
При сварке импульсной сварочной дугой, сварочный ток автоматически изменяется от одной установленной величины до другой (пиковый и базовый ток) с заданным значением частоты от 0,2 до 20Гц. Ток сварки имеет прямоугольную форму, поэтому фронты переключения очень быстрые. Эта форма импульса чрезвычайно эффективна для получения удлиненной дуги и для лучшего распада кислорода на загрязненных и окисленных материалах, а также для проведения обслуживания и ремонтов. В этом случае могут применяться электроды меньших размеров, а мощность установки аргонодуговой сварки может быть использована с большей эффективностью. Поскольку скорость сварки на прямоугольных импульсах тока выше, чем на импульсах другой формы, то она идеально подходит для производства.
При сварке пульсирующей дугой получается сварочный шов, состоящий из непрерывного наложения точечных сварок, которые последовательно образуют единый шов. На детали выделяется меньше тепла, площадь термического воздействия имеет меньшие размеры, и деталь меньше подвержена деформациям, вызванным ее перегревом. Этот метод типичен для сварки тонких материалов, когда необходимо контролировать количество тепла для предотвращения перфорации детали без уменьшения проницаемости сварки. Это помогает управлять процессом сварки и получать более однородные и точные сварочные швы с привлекательным внешним видом.

Рис. 1. Импульсный постоянный ток.
На Рисунке 1 представлен график постоянного импульсного тока, где:
I1 – начальный стартовый ток; I2 – ток окончания сварки;
Т1 – время нарастания сварочного тока;
T2 – время спада сварочного тока;
IБ - базовый сварочный ток в импульсном режиме
IП - пиковый сварочный ток в импульсном режиме;
tИ – время протекания тока импульса;
tП – время протекания тока паузы;
TП – время периода.
Время периода – это сумма времени протекания тока импульса и времени протекания тока паузы.
Коэффициент заполнения импульса – это отношение времени импульса ( tИ ) к периоду импульса ( tИ + tП).
Частота импульсов – это количество периодов за одну секунду.

Рис.2. Импульсный переменный ток.
На Рисунке 2 представлен график переменного импульсного тока, где:
t1 − время протекания тока импульса;
t2 − время протекания тока паузы;
А1 − амплитуда тока положительной полярности во время паузы;
А2 − амплитуда тока отрицательной полярности во время паузы;
А3 − амплитуда тока положительной полярности во время импульса;
А4 − амплитуда тока отрицательной полярности во время импульса.

Рис.3. Импульсный ток при изменении коэффициента заполнения импульса.
На Рисунке 3 представлены графики импульсного тока при различных установленных значениях коэффициентах заполнения импульса.
Исходя из вышесказанного, управляя формой тока, можно достичь идеального сварочного шва, соответствующего самым высоким требованиям.
Как влияет циклограмма на процесс настройки аппаратов TIG?
Сварка — это технологический процесс, в котором необходимо учитывать большое количество параметров и факторов. Наибольший контроль за сварочными характеристиками необходим при аргонодуговой сварке TIG неплавящимся электродом в среде защитных инертных газов. Поэтому для упрощения контроля за рядом параметров в сварочных инверторах используется циклограмма.
С помощью циклограммы сварщик задает необходимые параметры сварки, чтобы процесс не вызывал сложностей, а также для предотвращения различных дефектов. Рассмотрим циклограмму сварочного аппарата ПТК МАСТЕР TIG 200 P AC/DC D92.
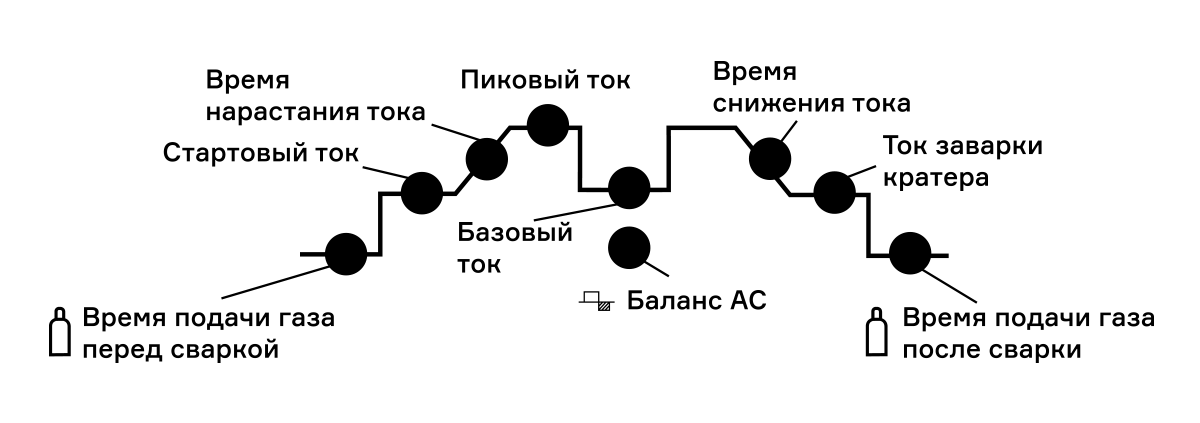

Каждый параметр циклограммы важен, поэтому для получения качественных сварных соединений необходимо понимать, для чего он нужен и как его настроить. Давайте поподробнее разберем каждый из них.
Время подачи газа перед сваркой
Это параметр, при котором увеличивается время задержки срабатывания высокочастотного осциллятора, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку. Обычно имеет диапазон регулировки от 0,1 до 10–15 секунд. Регулировка этого параметра позволяет выгнать из всех каналов аргонодуговой горелки лишний кислород для того, чтобы он не попал в зону сварки и не наполнил сварочный шов парами, т.к. инертные газы тяжелее воздуха и вытесняют кислород из зоны сварки.
Совет. Рекомендованное значение времени подачи газа от 1,0 до 2,0 секунд. Этого вполне достаточно, чтобы выгнать воздух из всех каналов и не расходовать защитный газ понапрасну.
Стартовый ток
Параметр, который позволяет установить сварочный ток в начале сварки. Равномерно прогревает свариваемые кромки металла для получения сварочной ванны и последующего введения присадочного прутка. Обычно имеет диапазон 5–15 Ампер до максимального значения сварочного тока аппарата.
Время нарастания тока
Параметр, с помощью которого можно контролировать время изменения сварочного тока со стартового до основного (пикового) тока. Параметр имеет особое значение при сварке толстого металла, когда кромки уже разогреты, но силы сварочного тока не хватает для того, чтобы получить сварочную ванну. Диапазон регулировки от 0,1 сек до 10–15 секунд.
Пиковый ток
Или основной ток для сварки дугой без импульса — это основной сварочный параметр, который формирует сварочную ванну и сварочный шов. При сварке импульсной дугой – это верхний предел сварочного тока, так же формирующий сварочной шов. Обычно имеет диапазон от 5–15 Ампер до максимального значения сварочного тока аппарата.
Совет. Стартовый ток лучше установить больше пикового (основного) тока на 10–20 Ампер, чтобы быстро сформировать сварочную ванну без дальнейшего перегрева основного металла. Время спада тока лучше установить от 1,5 до 2,0 секунд, чтобы долго не греть металл и не получить прожог.
Базовый ток
Показатель, который в сочетании с пиковым током дает импульсную дугу с определенной частотой, которую можно регулировать. Базовый ток устанавливает нижний предел импульса. Используется при сварке тонколистового металла для предотвращения перегрева, выгорания легирующих элементов, прожогов и короблений. Базовый ток позволяет удержать сварочную ванну от провала и от прожога. Стандартный диапазон регулировки от 5–15 Ампер до максимального значения сварочного тока аппарата.
Этот параметр будет активен только в режиме AC Pulse и DC Pulse, т.е. при сварке импульсной дугой, в других режимах данный параметр работать не будет.
Время снижения тока
С помощью времени снижения тока можно контролировать время изменения сварочного тока основного (пикового) до тока заварки кратера. Имеет диапазон регулировки от 0,1 до 10–15 секунд. В течение этого времени ток будет плавно снижаться для того, чтобы в конце сварочного шва не образовался кратер.
Ток заварки кратера
Параметр, который позволяет установить ток для завершения процесса сварки. Диапазон от 5–15 Ампер до максимального значения сварочного тока аппарата. Позволяет завершить сварку без образования кратера.
В режиме работы горелки 2Т спад тока и заварка кратера начинается после отпускания кнопки, в режиме 4Т кнопку необходимо зажать до погашения дуги.
Время подачи газа после сварки
Параметр, при котором высокочастотный осциллятор отключается, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку. Диапазон регулировки от 0,1 до 10–15 секунд. Регулировка этого параметра позволяет охладить горелку и свариваемое изделие.
Дополнительные сварочные параметры
Рекомендуем обратить внимание на сварочные параметры, которые применимы только в определенных режимах:
1. Баланс полярности переменного тока в режиме AC и AC Pulse
Полярность тока сварки существенным образом сказывается на характере протекания процесса аргонодуговой сварки. При использовании обратной полярности процесс сварки TIG характеризуется следующими особенностями:
- Сниженный ввод тепла в изделие и повышенный в электрод (поэтому при сварке на обратной полярности электрод должен быть большего диаметра при одном и том же токе. Иначе он будет перегреваться и быстро разрушится.
- Зона расплавления основного металла широкая, но неглубокая.
- Наблюдается эффект катодной чистки поверхности основного металла, когда под действием потока положительных ионов происходит разрушение окисной и нитридной пленок (катодное распыление), что улучшает сплавление кромок и формирование шва.
При сварке на прямой полярности наблюдается следующее:
- Повышенный ввод тепла в изделие и сниженный в электрод.
- Зона расплавления основного металла узкая, но глубокая.
Совет. При сварке алюминия на переменном токе, на кончике вольфрамового электрода необходимо образовать шарик, диаметром не более ½ диаметра электрода.
Чтобы образовать шарик на конце электрода необходимо:
- Выставить регулировку так, чтобы баланс полярности переменного тока был 50/50. На аппарате ПТК МАСТЕР ПТК МАСТЕР TIG 200 P AC/DC D92 показатель равен (65+15)/2=40. 40% — баланс отрицательной полуволны и положительной полуволны одинаков.
- Выставить баланс полярности в положение 45–50. На этом режиме шарик образуется в заданных значениях диаметра. Если вы выставите баланс полярности больше, то положительная полуволна увеличится, электронов потечет больше, на вольфраме начнет увеличиваться шарик.
- После образования шарика рекомендуем вернуть баланс полярности в исходное положение.
2. Частота переменного тока (режим AC и AC Pulse)
Этот параметр влияет на тепловложение в металл, на стабильность горение дуги, на глубину проплавления и ширину зоны очистки. Чем больше частота переменного тока, тем стабильнее горение дуги, более узкий сварочный шов, меньше тепловложение в изделие. Применяется при сварке тонколистового металла, где требуется стабилизировать дугу и уменьшить тепловложение. Чем меньше частота переменного тока, тем шире сварочный шов, больше зона очистки и больше провар. Применяется при сварке толстого металла.
3. Частота импульса (режим DC Pulse и AC Pulse)
Этот параметр влияет на тепловложение в металл, на стабильность горение дуги и на глубину проплавления. Чем больше частота импульсов тока, тем чаще пиковый ток будет спадать до базового и наоборот — базовый ток подниматься до пикового. Это обеспечивает стабильное горение дуги, узкий сварочный шов и меньшее тепловложение в изделие.
Применяется при сварке тонколистового металла, где требуется стабилизировать дугу и уменьшить тепловложение. Чем меньше частота переменного тока, тем реже пиковый ток будет спадать до базового и наоборот – базовый ток подниматься до пикового, следовательно, шире сварочный шов, больше зона очистки и больше провар. Применяется при сварке толстого металла.
4. Скважность или заполнение импульса в режиме DC Pulse и AC Pulse
Этот параметр схож по физическому смыслу с балансом полярности переменного тока. Однако, скважность импульса регулирует не положительную или отрицательную полуволну, а регулирует длительность пикового и базового тока в цикл длительности импульса.
Пример: Если частота импульса 50 Гц, что соответствует 20 мс, а базовый и пиковый ток — 50 и 100 Ампер соответственно, то при скважности импульса 50%, 10 мс ток будет 100 Ампер, а оставшиеся 10 мс — 50 Ампер, если скважность импульса составит 75% — 15 мс будет ток 100 А, а 5 мс – 50 мс.
Исходя из вышесказанного, чем выше скважность импульса, тем больше длительность пикового тока и выше тепловложение в металл, шире сварочная ванна. Чем меньше скважность — тем меньше тепловложение, стабильнее дуга, у́же сварочная ванна.
Запомните, что внимательное отношение к настройкам сварочных параметров поможет избежать дефекты и трудности при аргонодуговой сварке TIG. В качестве рекомендации ниже приведена таблица, в которой сделан акцент на важные моменты настройки параметров сварки. Таблица носит ознакомительный характер и не служит руководством к действию.
Описание основных функций сварочных аппаратов для аппаратов аргоно-дуговой сварки TIG
Регулировка тока сварки. Основной обязательной функцией любого аппарата для аргонодуговой сварки является регулировка сварочного тока. Ток сварки выбирается сварщиком в зависимости от толщины свариваемого металла:
| Толщина металла, мм | 2 | 4 | 6 | 8 | 10 | 12 |
| Диаметр электрода, мм | 1.6 | 2.0 | 2.4 | 3.0 | 3.2 | 3.6 |
| Сила сварочного тока, А | 50 - 80 | 130 - 160 | 200 - 250 | 250 - 300 | 300 - 350 | 400 и более |
Данные в таблице являются ориентировочными, ток сварки подбирается сварщиком в соответствии с реальными условиями и исходя из личного опыта.
Подъем дуги (ARC LIFT). При работе аппаратом с контактным поджигом для зажигания дуги необходимо коснуться вольфрамовым электродом свариваемой детали, затем плавно отвести электрод на расстояние 3. 5 мм от свариваемого металла. При контакте электрода с металлом в момент поджига дуги расплавленный металл налипает на кончик электрода, чем вызывает его окисление и снижает ресурс.
Чтобы этого избежать, в момент касания электродом металла функция «ARC LIFT» снижает выходной ток до минимального значения, а после отведения электрода от металла и зажигания дуги ток плавно увеличивается до установленного значения.
Осциллятор. Чтобы полностью исключить контакт электрода с металлом, используется функция бесконтактного поджига дуги. Для этой цели аппараты оборудуются высоковольтным осциллятором. Для того чтобы начать сварку, необходимо поднести электрод на расстояние 3…4 мм к свариваемой детали и нажать кнопку горелки. Осциллятор подает на электрод короткие слаботочные импульсы высокого напряжения, которые вызывают пробой воздушного промежутка и зажигают сварочную дугу.
Предварительная продувка. Для того чтобы исключить окисление поверхности металла при начале сварки, необходимо предварительно создать атмосферу защитного газа в области горения сварочной дуги, поэтому при нажатии кнопки горелки, сначала открывается газовый клапан, затем, через некоторое время, включается источник сварочной дуги. Время предварительной продувки регулируется в диапазоне 0…3 с и устанавливается сварщиком, исходя из практического опыта.
Продувка после сварки. После завершения сварки необходимо поддерживать атмосферу защитного газа вокруг сварочной ванны до полной кристаллизации расплавленного металла, чтобы не допустить его окисления. Время продувки после завершения сварки регулируется в диапазоне 0…10 с и устанавливается сварщиком, исходя из практического опыта.
4-тактный режим. Обычный, 2-тактный, режим работы аналогичен сварочному полуавтомату:
- 1-й такт: при нажатии кнопки горелки начинается сварка
- 2-й такт: при отпускании кнопки горелки сварка прекращается
4-тактный режим имеет некоторые отличия:
- 1-й такт: при нажатии кнопки горелки начинается сварка на пониженном «стартовом» токе, что позволяет аккуратно подготовить сварочную ванну. Стартовый ток регулируется отдельной рукояткой.
- 2-й такт: при отпускании кнопки аппарат переключается в основной режим, и сварка продолжается на установленном «основном» токе.
- 3-й такт: при повторном нажатии кнопки горелки сварочный аппарат переходит в режим «заварки кратера». В этом режиме устанавливается пониженный «ток заварки кратера» что позволяет качественно завершить сварочный шов.
- 4-й такт: при отпускании кнопки горелки сварка прекращается.
В некоторых аппаратах режим стартового тока и заварки кратера отсутствуют, и используется упрощенный 4-тактный режим:
- 1-й такт: при нажатии кнопки горелки начинается сварка
- 2-й такт: при отпускании кнопки сварка продолжается в том же режиме
- 3-й такт: при повторном нажатии кнопки сварка продолжается в том же режиме
- 4-й такт: при отпускании кнопки горелки сварка прекращается.
Спад тока сварки. Для того чтобы качественно завершить сварочный шов может применяться еще одна функция – спад тока сварки.
В этом случае при завершении сварки после отпускания кнопки горелки сварочный ток плавно снижается от установленного значения до минимального, после чего сварка прекращается. Время, в течение которого происходит снижение тока сварки регулируется в диапазоне 0…10 с.
Режим пульсации. При включении режима пульсации сварочного тока меняется характер сварочной дуги: конус дуги становится более узким, ширина сварочной ванны уменьшается. Это дает более концентрированный нагрев металла и, соответственно, более глубокое проплавление, меньшее тепловложение, снижение деформаций металла. Частота пульсации может регулироваться в диапазоне 100…300 Гц.
Импульсный режим. Применение пульсации низкой частоты – от 0,5 до 100 Гц – очень мало влияет на характер дуги, но такой режим, называемый импульсным, очень удобно использовать при сварке тонколистовых металлов, а также для сварки труб, когда отсутствует доступ к обратной стороне шва. Применение импульсов частотой до 50 Гц позволяет более точно контролировать степень проплавления металла для выполнения качественной сварки.
Аппарат может иметь функцию регулировки параметров импульсного режима:
- частота импульсов – как правило, в диапазоне 0,5…50 Гц;
- скважность импульса – в диапазоне 20…80%. В аппаратах эта функция чаще всего называется "Режим импульса"
- амплитуда импульса. Обычно пиковое значение импульса определяется рукояткой «Ток сварки», а ток во время паузы между импульсами регулируется в диапазоне 20…80% от тока сварки. Рукоятка регулировки тока паузы может называться "Основной ток" или "Базовый ток".
Прибор контроля сварочного тока. Так же, как и в аппаратах для ручной сварки, аппараты TIG могут иметь прибор контроля сварочного тока – амперметр, для соблюдения технологических требований при сварке ответственных конструкций.
Ширина очистки (баланс). Регулировка баланса используется при сварке алюминия на переменном токе.
Следует иметь в виду, что переменный ток на выходе у сварочных инверторов имеет не синусоидальную, а прямоугольную форму полуволны.
При сварке алюминия во время протекания положительной полуволны тока происходит нагрев и плавление металла, при этом сохраняется окисная пленка на поверхности, препятствующая свариванию. При протекании отрицательной полуволны происходит интенсивное разрушение окисной пленки, (т. н. «процесс катодного распыления»), но при этом происходит повышенный нагрев вольфрамового электрода и возможно его оплавление.
Рукоятка "Баланс" (на некоторых аппаратах может называться "Ширина очистки") устанавливает соотношение между длительностью положительной и отрицательной полуволн. При этом увеличение значения баланса расширяет зону очистки металла от окисной пленки, но при этом увеличивается расход электрода. Уменьшение значения баланса соответственно снижает расход электрода, но при этом сужает зону очистки.
Баланс регулируется в диапазоне 20…80%, в большинстве случаев оптимальное значение – 50%
Мы предлагаем Вам широкий выбор аппаратов для арогоно-дуговой сварки TIG, оснащенные вышеописанными функциями. Посмотреть аппараты, Вы можете по этой ссылке--->
Импульсная сварка полуавтоматом
Импульсный режим сварки полуавтоматом - это неконтактный способ капельного переноса металла в шов, современная технология сварки алюминия и других цветных металлов. При сварке этим способом на базовый ток накладываются импульсы пикового тока..
Admin » 08.10.2020, 18:03 » Категория: Все о работе и карьере

Импульсная сварка полуавтоматом
Что такое импульсный режим сварки
Импульсный режим - это современная технология для сварки алюминия и других цветных металлов. При сварке этим способом на базовый ток накладываются импульсы пикового тока.
Базовый ток хорошо очищает зону сварки, поддерживает нужную температуру сварочной ванны и стабилизирует горение дуги. А пиковый ток обеспечивает равномерный и глубокий провар металла за счет переноса присадочной проволоки в сварочную ванну по одной капле за импульс.
- Сила тока минимальна, но достаточна для поддержания дуги;
- Сила тока увеличивается;
- Сила тока максимальна, оксидная пленка разрушается, капля отрывается от электрода;
- Сила тока падает. Сварочная ванна остывает.
Импульсный режим сварки MIG – неконтактный способ капельного переноса металла в шов в момент высокочастотного импульса, с мгновенным кратковременным увеличением силы тока. Данный метод позволяет исключить не только прямой контакт присадочного материала с обрабатываемым металлом, но и перегрев, и прожиг изделия, а также увеличить производительность.
Преимущества импульсного режима сварки:
- Обеспечивает контролируемое тепловложение
- Качественная сварка алюминия и других цветных металлов
- Эффективно очищает оксидную пленку
- Подходит для сварки тонких заготовок
- Поддерживает стабильное горение дуги
- Меньше разбрызгивание металла
- Меньше пористость шва
- Аккуратный шов
Импульсная MIG-сварка обладает рядом преимуществ:
- Сниженное образование дыма и разбрызгивание металла. При этом в сварочный шов попадает только наплавленный металл, что позволяет снизить расходы материалов и увеличить эффективность сварки. В результате снижается время на доработку шва, а рабочая зона остается чистой, без дыма.
- Экономия присадочного материала. При импульсной MIG-сварке достигается оптимальная скорость подачи присадочной проволоки определенного сечения.
- Сниженное тепловложение. За счет контролируемого тепловложения исключается деформация свариваемого металла, его прожиг, улучшается внешний вид и качество сварочного соединения. Данная особенность важна при MIG-сварке металлов и сплавов, которые чувствительны к тепловложению.
- Качественный сварочный шов. Благодаря контролируемому тепловложению, высокой стабильности сварочного цикла, сниженному разбрызгиванию металла, достигается качественный шов с плотным формированием и правильным охватом корня шва.
- Высокая производительность. При импульсной MIG-сварке достигается быстрый процесс наплавки и сварки металлов. Универсальность метода, его простота в освоении позволяют начинающим сварщикам в кратчайшие сроки освоить процесс импульсной сварки полуавтоматом.
Что такое импульсная сварка полуавтоматом
Импульсная MIG-сварка – это неконтактный способ переноса металла из присадочной проволоки в сварочный шов. В результате исключается прямой контакт проволоки со сварочной ванной. В рабочем цикле происходит кратковременное изменение величины высокочастотного тока в момент импульса. Благодаря этому снижается тепловложение и образование брызг.
При каждом импульсе создается капля расплавленного металла на кончике проволоки, затем происходит отрыв капли металла, и она вталкивается в сварочную ванну. Капля перемещается в шов (ванную) через сварочную дугу. На каждый пульс по одной капле.
В режиме импульсной MIG-сварки величина тока снижается, когда не нужна дополнительная энергия, что позволяет остыть заготовке. Период «остывания» дает возможность использовать импульсный процесс для сварки тонкостенных и листовых материалов.

Импульсный режим сварки
Отличие импульсной сварки от других способов переноса металла
- Капельный метод - перенос капли металла короткими замыканиями. Прямой контакт присадочной проволоки с обрабатываемым металлом вызывает короткое замыкание на конце электрода. Такой метод проходит при низких температурах, обеспечивая хорошее качество сплавления металлов. Сварка используется для изделий разного сечения во всех пространственных положениях. Достигается контролируемая сварочная ванна с быстрым затвердением. Недостатки такого способа сварки: низкая производительность, интенсивное разбрызгивание металла и ограниченная скорость подачи присадочного материала.
- Крупнокапельный перенос металла. Это способ с неконтролируемыми короткими замыканиями. При этом происходит отделение больших сварочных капель от присадочного материала. Такой метод сварки используется для горизонтальных и нижних швов, где требуется большое тепловложение. Преимущества метода: высокая скорость подачи присадочного материала и возможность выполнять сварку на высоких токах. Недостатки: сильное разбрызгивание металла и искажение сварочной ванны, из-за чего ухудшается качество шва. Наблюдается большой расход присадочной проволоки и некрасивый внешний вид сварочного соединения.
- Струйный перенос металла – мелкокапельный перенос металла. Достоинства: красивый внешний вид сварочного соединения, большая глубина провара, небольшое разбрызгивание металла и высокая производительность цикла сварки и наплавки. Недостатки: вероятность прожига металла, большое тепловложение, сварка возможна только в горизонтальном положении.
Импульсная сварка MIG обладает всеми преимуществами вышеописанных методов сварки и практически не имеет недостатков, за исключением высокой стоимости оборудования. Подходит для сварки разных марок сталей, цветных металлов и сплавов на их основе.
Итоги
Импульсная MIG-сварка обеспечивает хорошую производительность, экономичность, высокое качество сварочного соединения, контролируемое тепловложение и форму шва.
Такие аппараты подходят для сварки практически всех типов металлов и сплавов.
P.S.
Некоторые модели современных полуавтоматов, кроме классического режима «Пульс», могут работать в режиме «Двойной пульс» или «Double Pulse». Такой режим позволяет добиться более контролируемого тепловложения и красивой «чешуйчатой» формы шва, как при трудоемкой TIG-сварке.
Ручная сварка при сооружении и ремонте трубопроводов пара и горячей воды (Н.А. Юхин, 2007)
Техника ручной дуговой сварки при работе по сооружению трубопроводов, предназначенных для прокачки горячей воды и пара. Особенности работы аргонодуговой сварки, покрытыми электродами и ацетиленокислородным пламенем. В книге представлены сведения по технологии и технике сварочного процесса соединений труб и ремонте трубопроводов. Пособие предназначено для сварщиков, работающих с т.
Ручная дуговая сварка неплавящимся электродом в защитных газах (Н.А. Юхин, 2007)
В настоящем издании описаны принципы и особенности ручной дуговой сварки неплавящимися электродами в среде защитных газов. Приведены данные о материалах, используемых в технологии, оборудовании и техниках дуговой сварки: - Дуговая сварка неплавящимся электродом - Дуговая сварка в защитных газах. - Аргонодуговая сварка. - Сварка в контролируемой атмосфере. - .
Газовая сварка и резка металлов (Д.Л. Глизманенко, 1969)
В учебнике кратко описаны основные способы сварки и резки металлов, приведены свойства свариваемых металлов и сварочных материалов, дано описание оборудования и аппаратуры для газовой сварки и резки металлов, технологии газовой сварки и резки, излагаются основные сведения по техническому контролю, организации производства и технике безопасности. В 5-м.
Металловедение для сварщиков, сварка сталей (Л.С. Лившиц, 1979)
В книге даны основные положения металловедения, их значение для сварки металлов и свойств получаемых соединений. При рассмотрении некоторых прикладных вопросов металловедения сварки основное внимание уделено сталям, как материалам, наиболее широко применяемым в различных отраслях народного хозяйства. Книга рассчитана на инженерно-технических работников с.
Выбираем инверторный сварочный аппарат
Имея частный дом или дачу, время от времени сталкиваешься с необходимостью что-то приварить. Каждый раз платить за услуги сварщику накладно, тем более что многие работы не требуют особой квалификации. Тогда возникает желание приобрести сварочный аппарат и научиться им варить самостоятельно. Проще всего учиться сварке на инверторных сварочных аппаратах. Они управляются электроникой, благодаря чему имеют несколько функций, которые значительно облегчают жизнь начинающему сварщику. Эти агрегаты позволяют получить качественный шов даже без наличия большого опыта. Теперь дело за малым: нужно узнать, как выбрать сварочный инвертор.

Как выбрать сварочный инвертор для дома или дачи, если марок насчитываются десятки?
О категориях и ценах
Все инверторные сварочные аппараты ручной дуговой сварки, работающие с плавящимися электродами, обозначаются MMA условно можно разделить на две большие группы:
- Бытовые — для периодического использования и несложных работ. Если вы не планируете масштабной стройки, аппарат вам нужен будет раз в два-три месяца, чтобы что-то починить, подварить и т.д., то рабочего ресурса агрегатов этой группы достаточно. Это самые дешевые из инверторных сварочников. Стоят они 3-5 тысяч рублей или около того, выпущены в Китае.
- Профессиональные — для ежедневной многочасовой работы. Это вариант для тех, кто будет использовать инвертор на производстве или планирует масштабное строительство: построить дачу или дом, сварить металлический забор и лестницы. Стоимость этих агрегатов порядка 300-400$.
Есть еще промежуточный класс — полупрофессиональные. По характеристикам и цене они находятся примерно посередине. Это хороший выбор для тех, кто любит что-то мастерить, а еще любит хороший инструмент. Все градации очень условны, но если вы скажете продавцу о том, какого класса хотите иметь аппарат, он вас поймет и предложит несколько вариантов.

Ассортимент даже в обычном строительном магазине может поставить в тупик, а в специализированном….
Есть еще универсальные или комбинированные сварочные инверторы. Они могут варить в нескольких режимах, один из которых обычно — ручная электродуговая сварка. Эти агрегаты относятся к классу профессиональных, удобны своей универсальностью — некоторые могут работать и как резак, а также варить в среде инертных газов, что позволяет без проблем сваривать тонкий металл и нержавейку. Это оборудование пригодится, если у вас есть еще и машина — сможете делать ремонт самостоятельно, а также варить всякую «мелочь» по хозяйству.
Определяемся с характеристиками
Выбрать ценовую категорию — это хорошо, но нужно еще и технические характеристики подобрать. Сначала определимся с электропитанием. Если вы выбираете агрегат для частного использования в доме или на даче, скорее всего, вас больше устроит питание от сети 220 В. Сварочные инверторы есть и от 380 В, но вряд ли дома у кого-то есть такие источники. А если есть — выбирайте трехфазные инверторы. Их намного меньше, но они тоже есть.
Сварочный ток
Как выбрать сварочный инвертор по техническим характеристикам? В этом деле исходят из тех изделий и их толщины, с которыми вы планируете работать. В первую очередь выбирают максимальный сварочный ток, который может выдать агрегат. Обозначается Imax, единица измерения — Амперы.
Есть достаточно четкая зависимость между толщиной металла, с которым вы хотите работать, и током, который нужен будет для сварки. Эта зависимость представлена в таблице.
| Диаметр электродов, мм | Толщина металла, мм | Сварочный ток, Амперы |
|---|---|---|
| 1,5 мм | 1,2 - 2,0 мм | 30 - 75 А |
| 2,0 мм | 1,5 - 3,0 мм | 40 - 100 А |
| 2,5 мм | 1,5 - 5,0 мм | 50 - 120 А |
| 3,0 мм | 2,0 - 12,0 мм | 100 - 150 А |
| 4,0 мм | 4,0 - 20, мм | 120 - 200 А |
| 5,0 мм | 10 - 40 мм | 170 - 270 А |
Если вы собираетесь варить черный металл (уголки, швеллера и т.д.) толщиной не более 1 см, вам достаточно чтобы инвертор мог выдавать 160-180 Ампер. Если хотя бы время от времени, работать придется с большей толщиной, нужен ток до 200 Ампер. Листы железа толще 2 см в быту нигде не используются, так что 220-250 Ампер для дома или дачи явный перебор. Вряд ли стоит переплачивать за ненужную мощность, лучше тогда деньги потратить на приобретение агрегата выше классом (или на хорошую маску-хамелеон, без которой начинающему сварщику будет тяжело).

Кроме сварочного инветрора нужны будут еще защитные рукавицы и маска сварщика. Новичкам в сварочном деле рекомендуют маску-хамелеон
Минимальный ток Imin нужен при сварке инвертором тонких металлов. Если вам нужно будет варить сталь или нержавейку толщиной до 2 мм, вам нужно будет греть свариваемые детали как можно меньше. Тут и понадобится минимальный ток. Как правило нижний предел регулировки 10 А, но есть агрегаты, на которых меньше 30-40 А не выставишь. Они хороши для тех случаев, если для «тонких» операций у вас есть специальное оборудование (например, сварочный полуавтомат).
Важна также организация регулировки силы тока. Она может быть ступенчатой или плавной. Плавная регулировка лучше — она позволяет точнее подобрать режим работы для каждого металла и электрода.
Напряжение холостого хода
Эта характеристика измеряется на включенном оборудовании без нагрузки. Обозначается как Uxx, единица измерения — Вольты (В). Она определяет, насколько легко будет зажигаться сварная дуга и насколько дуга будет стабильна. Диапазон значений — 40-90 В. Чем выше заявлено напряжение холостого хода, тем легче будет идти сварка.

Технические характеристики сварочного инвертора Fubag in 160. Напряжение холостого хода может быть описана так
Питающее напряжение
Как уже говорили, большая часть инверторов работает от сети 220 В. Но на российских сетях более-менее стабильное напряжение поддерживается только в крупных городах. В сельской местности напряжение в 190 В — это уже хорошо. Но инверторные сварочные аппараты тем и хороши, что они нетребовательны к питающему напряжению. Они спокойно варят при 180-190 В, а некоторые модели и при 150 В могут «тянуть» электрод 3 мм диаметром.
Если у вас в поселке напряжение низкое, обратите внимание на этот показатель. Он прописывается обычно просто как «напряжение» и через тире проставляют минимальное и максимальное значение: например 150-245 В. Иногда можно увидеть такую запись: 220 В +10%, -30%. Это значит, что нормально аппарат будет варить, если питающее напряжение будет находится в пределах от 154 В до 244 В (220 В — 30% = 154 В, и 220 В + 10% = 244 В).
Режим работы на максимальном токе
Если работать вам приходится на максимально возможном токе, то агрегату придется давать время остыть. То есть, какое-то время варите, какое-то время отдыхаете. Эти промежутки считаются на 10 минут, обозначается в технических данных как «ПВ на максимальном токе», измеряются в процентах — %.
Например, если в характеристике стоит ПВ на максимальном токе 40%, это значит, что из 10 минут 4 вы можете варить, а 6 будете ждать, пока аппарат остынет. Нормальными характеристиками считаются хотя-бы 50-60%, хорошими — 70% и выше.

Технические характеристики инверторной сварки ТОРУС-165 МАСТЕР (Torus 165 Master)
Учтите, что это требование касается только максимального тока, или близкого к нему. На средних или низких токах необходимости в принудительных остановках нет. Вам все равно придется время от времени менять электроды или положение, двигать деталь. Так что паузы будут.
Вот и все технические параметры, которые нужны. Теперь вы знаете, как выбрать сварочный инвертор по характеристикам. Но и это еще не все. Есть еще и дополнительные функции. Для новичков они могут быть очень полезны. А еще на выбор могут повлиять некоторые эксплуатационные моменты.
Дополнительные функции инверторных сварочных аппаратов
Наличие или отсутствие сервисных функций не критично, но сильно облегчает жизнь, особенно новичку. Набор их обычно стандартный:
- «Горячий старт» HOT START — влияет на розжиг дуги. При розжиге подается дополнительный импульс, который позволяет легко начать сварку.
- «Форсаж дуги» — ARC FORCE — при резком приближении электрода к металлу автоматически увеличивается сила сварочного тока. Это не дает электроду залипнуть.
- «Антизалипание» — ANTI STICK — отключает питание при залипании электрода, включает после его отрыва. Удобная функция, особенно она актуальна для начинающих сварщиков.
Есть еще некоторые полезные функции. Например, индикация и автоматическое отключение при перегреве. Это полезное дополнение — не всегда можно уследить за временем, или индикатором перегрева. Автоматическое отключение спасает от перегорания и дорогостоящего ремонта.

Сварочный аппарат для ручной электродуговой сварки позволяет варить почти все металлы, кроме цветных
Обратите внимание на комплектацию: кроме сварочного аппарата обычно идет кабель притания (иногда он съемный, иногда стационарный), два сварочных кабеля — один с зажимом для крепления на деталь, второй — с держателем электрода. Лучше, если кабели легкие, гибкие и длинные. Но такая роскошь есть далеко не всегда. Чаще рабочие кабели имеют длину порядка 2 метров, что не всегда удобно. Рассматривая кабели, обратите внимание на то, как они заделаны, припаяны (лучше) или зажаты/завальцованы.
Обратите внимание на наличие гарантийного срока, а также на то, насколько близко к вашему дому/даче расположен ближайший сервисный центр. Отсутствие сервисной сети — тревожный знак. Это значит, что даже при гарантийной поломке ремонтировать вы его будете сами, за деньги. Не будете же вы отправлять на ремонт аппарат через половину нашей немаленькой страны…
Как выбрать производителя сварочного инвертора
Теперь вы знаете, как выбрать сварочный инвертор по технических характеристикам. Остается самая сложная задача: выбрать марку аппарата, а вернее, производителя.
Китайские сварочные аппараты или ?
В категории бытовых сварочных инверторов практически все агрегаты родом из Китая. Есть совсем неизвестные никому марки, есть работающие годами и заработавшие определенный авторитет. Известные китайские марки — это, как правило, оборудование, выпускаемое солидными заводами, оснащенными современным оборудованием.
«Хозяевами» бренда бывают европейцы, американцы и даже россияне, а производственные мощности размещены в Китае. Эта схема уже давно отработана и хорошо известна. Потому в последнее время в описаниях аппаратов появилось даже две строки: «родина бренда» и «страна изготовитель». Назвать эти инверторы «китайскими» вроде, и не совсем правильно, но произведены то они там. В общем, решать вам.
Известные на рынке китайские инверторные сварочные аппараты имеют не самые низкие цены. Зато они проверены, и у большей части есть сеть сервисных мастерских или договор на ремонт с какой-то из аналогичных служб. Вот несколько таких марок, которые имеют в основном, неплохие отзывы:
- Бытовые модели ARS 165, ARS 205;
- Профессиональные PRO ARC-160 PFC, ARC-205В, ARC-315.
- Сварочные инверторы Fubag (Фубаг), родина бренда — Германия, производитель — Китай или Франция. Серию IN собирают во Франции, а серию IR в Китае. Допустимое отклонение в питающем напряжении 220 В +/- 15% (190 — 250 В).
- Серия сварочников Fubag IN может работать в MMA и TIG режиме (сварка в аргоновой среде, для режима ТИГ нужен специальный комплект оборудования — покупается дополнительно). Цена от 11,8 тыс рублей за аппарат мощностью 16 Ампер, до 18 тыс руб. за мощность 220 ампер.
- Серия инверторнызх сварочных аппаратов IR — это только сварка MMA, есть функции «антизалипание» и «горячий старт». Цена от 7 тыс. руб. за 160 амперный и до 9,5 тыс. руб за 220 ампер.
- Еще один представитель российских инверторов, выпускаемых в Китае — инверторные сварочные аппараты «Кедр».
- Серия «Кедр MMA» — работают только с плавящимся электродами. Есть функция «горячий старт» и «антизалипание». Цены от 7,5 тыс. руб. за самые маломощные (170 Ампер) и до 9,5 тыс. руб. за агрегат мощностью 220 Ампер.
- Серия «Кедр ARC» агрегаты профессиональной серии, в них присутствует еще функция стабилизации дуги, цена от 10,5 тыс. руб за агрегат мощностью 160 ампер, и до 28 тыс. руб за 400 амперный агрегат.
- Сварочные инверторные аппараты «Интерскол». Это еще один бренд родом из России, выпускающий аппаратуру в Китае. Особенность комплектации: вилка подключения к электросети не входит в комплект. Заявлено, что работает аппарат при питании от 140 до 240 В. Есть две линейки:
- «Интерскол ИСА, для MMA (ручной электродуговой сварки плавящимся электродом). Цены от 6,5 тыс. руб. за аппарат выдающий 160 ампер, до 10 тыс. руб. за мощность 250 ампер.
- Серия Интерсокл ИСП — кроме сварки ММА может работать в режиме MIG/MAG (в среде инертных или защитных газов). Цена за ИСП 160 ампер — 19 тыс. рублей, за ИСП 200 ампер — 21 тыс. руб.
- Сварочные инверторы FoxWeld («Фоксвелд») — китайского производства. Неплохие характеристики, широкий выбор. Есть несколько линеек бюджетных сварочников для дачи, работающих на пониженном напряжении.
- FoxWeld Дачник — цена от 7,2 тыс рублей за агрегат мощностью 160 А. Цифровой дисплей с крупными цифрами облегчает восприятие информации. Напряжение питания — 180-240 В, правда не самые хорошие показатели работы на максимальном токе: ПВ 40%. НАпряжение холостого хода 56 В.
- FoxWeld Корунд — При общих аналогичных характеристиках имеет лучшую вольт-амперную характеристику: напряжение холостого хода 78 В.
- FoxWeld Мастер может работать с комплектом аргоннодуговой сварки. ПВ на максимальном токе еще ниже: 35%. Есть функции «горячего старта» и «антизалипания», форсаж дуги.
Российские сварочные инверторы
Сварочных аппаратов, которые производятся в России, немного. Несколько лет назад появились инверторы «Торус», которые отвечают заявленным характеристикам и дают стабильную дугу. Что радует — длительная гарантия — 3 года. Такой срок встречается очень нечасто, так что это уже вселяет надежду на то, что работать все должно хорошо. Линеек две:
- Бытовые аппараты «Торус» — 165 , 175, 200, 210 (это мощность в амперах). Цена от 13 тыс. руб. за 165 амперную модель до 15 тыс руб. за более мощные — 200-210 ампер, ПВ на максимальном токе 60%.
- Профессиональная линейка Торус 235 Прима, 250 Экстра, Торус 255 Профи (от 17,3 тыс. руб до 20,5 тыс. руб), ПВ на максимальном токе 80%.
Заявленное питающее напряжение 165-242 В. Обратите внимание, сварочные кабели не входят в базовую комплектацию. Их нужно покупать отдельно.
Испытания сварочного инверторого аппарата Торус 250 смотрите на этом видео.
Выпускают в Росии и инверторные сварочники Inforce. Они относятся к категории профессиональных, есть всего две модели на 200 и 250 ампер. Работать могут как в режиме MMA так и TIG (горелка и баллоны с газом приобретаются отдельно). Регулировка тока плавная — от 50 до 200/250 ампер, соотношение работы/отдыха на максимальном токе — 60%. Цена инверторов Inforce 16-21 тыс, рублей.
В Нижнем Новгороде на предприятии «ЭлектроИнтел» выпускают инверторные сварочные аппараты Neon (Неон). Эта техника разработана для работы в суровых условиях: нормально варит при температуре от -40°С до +40°С. Аппараты универсальные — работаю тоже как в режиме ручной электродуговой сварки, так и в режиме TIG. Для аппаратов такого типа цена очень даже невысокая. Например, сварочный инвертор NEON (Неон) ВД 160 стоит 9,7 тыс. руб. Вторая модификация, которая может подойти для бытового использования (для строительства, например) Это NEON ВД 180 продается по цене 12,5 тыс. рублей. Аппараты имеют все сервисные функции и многоплатную структуру (более ремонтопригодные, чем одноплатные аналоги). Соотношение работы/отдыха ПВ на максимальном токе — 80% (измерялось при температуре +40°C).
Читайте также: