Что значит форсаж дуги на сварочном инверторе
Обновлено: 19.05.2024
Сварка tig для начинающих сложный процесс, и человеку самому трудно разобраться. Эта статья поможет ознакомиться с принципами tig сварки, оборудованием, и непосредственно с работой со сварочным аппаратом.
Безопасная работа
Прежде чем начать сварку, надо принять меры по безопасности. Сварщику необходимо иметь защитные средства:
Маска „Хамелион“ с автоматической регулировкой – затемняется только при зажигании дуги. Степень затемнения можно настроить самостоятельно.
При работе следует соблюдать пожарную и электробезопасность. В рабочем помещении необходимо установить вентиляцию, а в гараже или домашней мастерской работать при открытых дверях и окнах.
Необходимое оборудование и расходные материалы

Прежде всего, начинающему надо изучить что это такое tig сварка.
Это процесс сварки металлов в газовой среде неплавящимся электродом. Представляет собой комбинацию дуговой и газовой сварки, т.к. применяются электродуга и газ.
Сначала начинающим важно ознакомиться с необходимым оборудованием и расходниками.
Какой газ применяется

В данной технологии газ нужен для предохранения сварочной зоны от вредного влияния воздуха.
Лучше всего для этой цели подходят инертные газы – аргон и гелий. Аргон тяжелее кислорода воздуха и вытесняет его из рабочей зоны, а на практике сварка проводится в аргоновой среде, реже в смеси аргона с гелием. Чистый гелий применяется крайне редко.
Сварка аргоном выполняется при подаче газа из баллона, снабженного манометром, редуктором с ротаметром. Редуктор предназначен для регулирования давления газа на выходе и для автоматического поддержания постоянного рабочего расхода газа. Ротаметр определяет точное количество газа в заданную единицу времени. Манометр показывает давление в баллоне.

Наша документация разработана с учетом конкретных особенностей вашего производства, и является гарантией, что ваш сварочный процесс будет максимально эффективным и результативным.
Приборы (аппараты) для сварки

Для тиг сварки неопытному сварщику больше всего подойдет инверторный аппарат ММА с функцией tig оснащённый осциллятором. На этом инверторе начинающий сможет учиться tig сварке на нержавейке, низколегированной стали и др., которые не требуют большого мастерства от начинающих.
Для работы с алюминием, магнием и др. нужен более серьезный инвертор, который переключается на переменный ток.
Профессиональные инверторы снабжены дополнительными функциями:
- стабилизация дуги;
- модуляция сварочного тока;
- ускоренный поджиг;
- заварка кратера.
Сварочная горелка
При работе с малыми токами – 50-150А горелка успевает остыть естественным путем – газоохлаждение. Горелка со встроенным в ручку водяным охлаждением, расчитана на рабочий ток 200-600А. Вода циркулирует через весь кабель-канал от аппарата к горелке.
Сборка горелки происходит следующим образом:
- Устанавливаем цангодержатель;
- вставляем в него цангу;
- закручиваем колпачок (не до края) – для предохранения замыканий об массу;
- вставляем неплавящийся электрод;
- на цангу наворачиваем керамическое сопло;
- настраиваем вылет электрода – минимально возможный;
- накрепко затягиваем колпачок.
Электрод вставляется по центру сопла, а по окружности подается аргон.
Рукоятка горелки закреплена к кабель-шлангу статически или посредством гибкой шейки, что позволяет выполнять тонкую и продолжительную работу в любой плоскости. Кнопка на ручке активирует подачу тока на электрод и газа.

Цангдержатели бывают с линзой и без нее. Газовая линза похожа на фильтрующую сетку, которая обеспечивает равномерный поток газа и более широкую зону защиты. Это особенно полезно для работы с нержавейкой и активными металлами. Без газовой линзы можно работать с алюминием и черной сталью. Начинающим лучше учиться на черной стали и не использовать газовую линзу.
Неплавящиеся электроды
Температура плавления вольфрама более 3400 градусов, поэтому электрод не сгорает и не плавится под действием высокой температуры. Бывают электроды из чистого вольфрама или с легирующими добавками. Кончики окрашены в различные цвета, в зависимости от предназначения.
Для получения надежного шва и стабилизации дуги, рабочий кончик электрода надо периодически затачивать. При работе с переменным током он должен быть округлым, с постоянным – под конус.
Длина заточки составляет примерно 2-3 диаметра электрода. Для стабильности дуги риски от заточного инструмента должны располагаться вдоль острия, а не поперек. Недопустимо при заточке перегревать электрод, т.к. вольфрам становится более хрупким.
Электроды выбираются в зависимости от токовых режимов сварки.

Присадка нужна для создания шва, когда растопленного металла кромок детали не хватает для заполнения сварочной ванны. Присадка – это прутки из сварочной проволоки. По составу они должны быть аналогичны или близки к свариваемому металлу.
Осциллятор
Для бесконтактного поджигания дуги в начале сварки и ее стабильности во время работы, используется высоковольтный высокочастотный генератор – осциллятор. Он может быть как отдельное устройство, так и интегрирован в сварочный аппарат.
С помощью прибора дуга зажигается без соприкосновения электрода с металлом. Это очень удобно для начинающих. В процессе сварки дуга постоянная по отношению к изменяющемуся зазору между электродом и поверхностью металла. В результате работы осциллятора получается равномерный шов.
Подготовка к сварке
Приведение в рабочее состояние состоит в том, чтобы собрать все гибкие связи в одно целое с аппаратом:
- закрепляем редуктор с ротаметром на газовом баллоне;
- шланг подключаем к редуктору;
- байонетный разъем горелки вставляем в минусовое гнездо;
- кабель управления присоединяется к соответствующему гнезду на лицевой панели инвертора;
- кабель массы соединяется с плюсовым гнездом на аппарате.
Обычно кабель горелки, газовый шланг и кабель заземления со всеми соединительными частями поставляется вместе со сварочным аппаратом.
Как правильно работать с горелкой
В сварке tig начинающему очень важно привыкнуть держать горелку и присадочный пруток. Рука должна опираться на рабочую поверхность для стабилизации движения.
Шланг, идущий от горелки, петлей надевается на руку. Горелка помещается между большим и указательным пальцем и ложится на безымянный и мизинец. Очень похоже на положении ручки при письме.
В левой руке находится пруток и регулярно мелкими шагами подается в сварочную ванну перед горелкой. Направление движения горелки справа налево.

Боковой угол должен составлять 90°. Наклон горелки к рабочей поверхности 70° – 80°, а прутка 15° – 30°. Между горелкой и прутком должен поддерживаться постоянный прямой угол, т.е. если горелка меняет положение, то и пруток следует за ней, сохраняя наклон.
Горелка двигается углом вперед в наклонном положении в сторону сварного шва. Вести электрод по оси шва, не отклоняясь. Важно следить, чтобы конец прутка был все время в зоне газовой защиты, иначе произойдет его окисление и загрязнение сварочной ванны.
В интернете есть много видео тиг сварки для начинающих, где наглядно показано, как работать с горелкой.
Сущность сварочного процесса
Сила тока определяет качество сварного шва и производительность, являясь основным и наиболее важным параметром сварки.
Тепло необходимое для надежного соединения, идет от электрической дуги. Она образуется между электродом и свариваемым металлом. Для образования и горения электрической дуги существует прибор – генератор, который подает необходимое количество тока. Выделяют два вида этих приборов.
Генератор переменного тока – трансформатор.
Ток, выходящий из устройства, приобретает форму квадратной волны, которая меняет свою полярность с частотой в зависимости от генератора. В этом случае выпрямитель преобразует ток сети в соответствующий для сварки переменный ток.
Генератор постоянного тока – инвертор или выпрямитель.
Начинающим оба метода, но начинать нужно с постоянного тока. Ток на выходе из прибора имеет вид постоянной волны. В этом случае переменный ток сети преобразуется в постоянный. Различают два варианта соединения полюсов инвертора со свариваемым материалом:
с прямой полярностью – электрод соединяется с отрицательным полюсом инвертора, а деталь – с положительным;
с обратной полярностью – электрод присоединяется к „+“, деталь – к „–“
Особенности сварки с прямой полярностью: повышение количества тепла в изделии и снижение в электроде; зона расплавления металла узкая, но глубокая. Это основной режим tig сварки всех видов сложных металлов и сплавов.
При обратной полярности: ввод тепла в изделие сниженный, а в электрод – повышенный. Сварочная ванна широкая, но не глубокая. Кроме того, присутствует эффект катодной чистки поверхности металла, когда оксидная пленка разрушается. Это улучшает сплавление кромок и формирование шва.
Алюминий и магний, а также их сплавы можно и нужно варить на переменном токе.
Еще существуют генераторы, которые выдают импульсный постоянный ток – импульсные инверторы. Такие генераторы имеют устройства, изменяющие амплитуду тока сварки путем наложения на базовый постоянный ток квадратные волны. Получается периодическая пульсации дуги. При импульсном режиме шов образуется за счет непрерывного накладывания друг на друга сварочных точек.
В основном применяется на тонких изделиях, когда необходимо поддерживать необходимую температуру во избежание прожига металла и, в то же время, не нарушать глубину провара.
Регулировка параметров процесса на сварочном аппарате
Перед началом работы необходимо настроить значения показателей так, чтобы шов получился нужного размера и хорошего качества. Аппарат настраивают в зависимости от вида металла, его толщины и рабочего газа.

К каждому сварочному аппарату дается таблица настройки параметров сварки. Ориентируясь на таблицу, на лицевой панели выставляем режим tig и основные показатели:
- величина силы тока;
- время продувки газом перед началом – 0,5, и в конце – 1,5 сек;
- величина тока для поджига дуги – 25% от рабочего тока;
- период нарастания до значения рабочего тока 0,2 –1,0 сек;
- время спада тока и его значение для заварки кратера выбирается в зависимости от толщины металла.
Начинать варить надо на аналогичной пробной детали. Если дуга не стабильная и гаснет, то ток надо увеличить. При прожиге металла или образовании наплывов, ток уменьшить.
Увеличиваем подачу газа, если дуга нестабильна и шов кривой. После окончания, когда дугу угасили, еще какое-то время обдуваем сварочную зону, во избежание окисления шва и электрода. Современные аппараты снабжены многими функциями и, если нет, например, время продувки или еще чего-то, то сварщик контролирует процесс самостоятельно.
Подготовка деталей

В отличие от других видов сварки, tig очень чувствительна к загрязнениям. Это нужно учитывать всем начинающим. Поэтому детали следует очищать особенно тщательно: обезжирить растворителем и зашкурить до блеска свариваемую поверхность.
Пруток перед самой сваркой, если есть необходимость зашкурить, и обязательно протереть спиртом.
Толстые детали разделывают, снимая фаску под углом 45°. Это обеспечит хороший провар. Зафиксировать положение деталей относительно друг друга с помощью прихваток или струбцин.
Обучающие тренировки для начинающих
Упражнение 1
После изучения теории tig сварки начинающему можно приступать к практике. Главное – это привыкнуть держать горелку и присадочную проволоку, „набить руку“.
Первоначально начинающему сварщику надо тренироваться на листе черной стали. На нем шлифмашинкой или другим инструментом обозначить небольшие прямые линии, чтобы по ним вести сварку. Начинать варить надо без присадки. Внимательно и плавно ведем горелкой прямо вдоль линии, не разжигая дугу. После этого зажигаем дугу и ведем горелку от одного края линии до другого. Ведем ровный ниточный шов, приучая руку правильно держать ванну и не прожигать металл.
Упражнение 2
После освоения ведения шва, переходим к работе с присадочной проволокой. Сначала тренируемся приваривать сам пруток. Разожгли дугу и, когда металл листа расплавился, подаем в сварочную ванну пруток. Останавливаем процесс, подождем, чтобы металл немного застыл и отрываем пруток. Повторяем упражнение несколько раз. После того, как появилась уверенность, начинаем тренировки выполнения сварочного шва с присадкой.
Сварка tig широко распространенный метод соединения металлов. Его освоение вполне возможно начинающему сварщику. С практикой и постоянством придут опыт и мастерство.
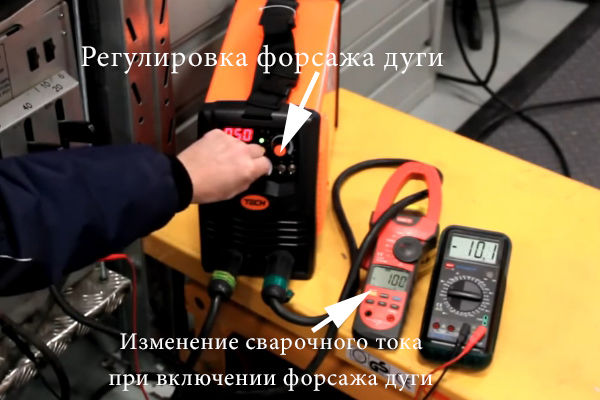
Что такое форсаж дуги на сварочном инверторе
Работать с тонким металлом на низких токах сложно. Даже опытные сварщики не застрахованы от разрыва дуги, залипания электродов, неровных швов. Когда дело имеешь с аппаратом, оснащенным опцией «Arcforce», таких трудностей не возникает. Скачки напряжения, возникающие при залипании электрода, сглаживаются. По сути, форсаж дуги на инверторе – это стабилизатор силы тока, работающий в автоматическом режиме. Он помогает поддерживать разогрев присадки, облегчает сварку швов, поддерживает дугу в одном режиме. Для начинающих такая опция – находка.

Для чего нужен форсаж дуги на сварочном инверторе
В отличие от «горячего старта» он поддерживает стабильный ток не только во время розжига электрода, но и весь сварочный процесс. Принцип работы Arc force заключается в увеличении выходного тока во время короткого замыкания. Когда между электродом и свариваемой поверхностью появляется капелька металла, велик риск залипания электрода, он притягивается к свариваемой поверхности. Аппарат мгновенно добавляет ампераж на 1/3 от рабочего напряжения, позволяя капле расплавиться, а затем возвращает его к прежним параметрам. Что такое форсаж дуги сварочного инвертора с точки зрения функциональности: высокоскоростной регулятор ампеража, стабилизирующий рабочие параметры аппарата. Функции форсажа:
- мгновенно увеличивать силу тока, когда она снижается до критического уровня, возрастает риск короткого замыкания, прикипания электрода;
- уменьшать, когда электродуга мощная, защищать от прожогов тонких деталей;
- обеспечивать стабильную работу.
Как настроить форсаж сварочной дуги
Инверторы с режимом форсаж двух видов: с регулятором Arc force и без него. Для постоянной работы лучше выбирать модели, где есть регулировка. Это профессиональное универсальное оборудование. Пользоваться таким удобнее. Обычно шкала градируется в процентах, реже – в единицах. Нужное значение выбирается опытным путем. Допустим, работая на минимальных токах около 50 ампер, можно поставить увеличите на 30%. Такой добавки хватит для разогрева прилипшей капли. Но если варить 4-мм электродом, нужно выставлять 160 ампер. Что такое увеличение на 30% при больших значения выходного тока? Оно не повлияет на процесс разогрева. Для толстых деталей форсаж дуги выставляют на максимальные значения. При необходимости режим Arcforce отключается, для этого достаточно поставить ручку регулятора на ноль.
Ручка настройки позволяет выбрать уровень стабилизации под тип электродов:
- работая присадкой с рутиловым покрытием, регулятор устанавливают в нижних пределах: от 10 до 30%.;
- для стандартного электрода оптимальное значение 50%;
- если покрытие целлюлозное, можно выкручивать ручку на максимум: допустимо увеличение на 100%.
Модели с автоматическим или фиксируемым режимом форсажа созданы для бытовых условий. Производители сразу выставляют какое-то небольшое значение добавочного тока, на который происходит увеличение при коротком замыкании. Обычно это 20 ампер. Для сварки тонких и средних заготовок 2-мм присадкой этого хватит. Бытовые сварочники запитываются от розеток, поэтому для высоких токов они не предназначены.
Сварочный аппарат работает стабильно, когда он с функцией режима «Форсаж». Снижается риск:
- залипания;
- прожогов;
- угасания дуги.
Постоянство параметров важно во время сварки тонкого металла на минимальных значениях тока. Форсаж создает условия для спокойной работы во время проварки корня швов, такая операция необходима при монтаже кожухов. Специалисты с опытом по достоинству оценили эту разработку.
Заключение
Сварочный аппарат с режимом Arc force – отличный выбор для начинающих, с ним получаются ровные швы, не бывает проблем с залипанием, электродуга остается равномерной в любых условиях. При выборе оборудования для работы с разным металлом лучше выбирать регулируемый сварочник, чтобы была возможность подобрать нужный режим стабилизации рабочих параметров под размер заготовок и электрода.
Что такое форсаж дуги на сварочном инверторе?
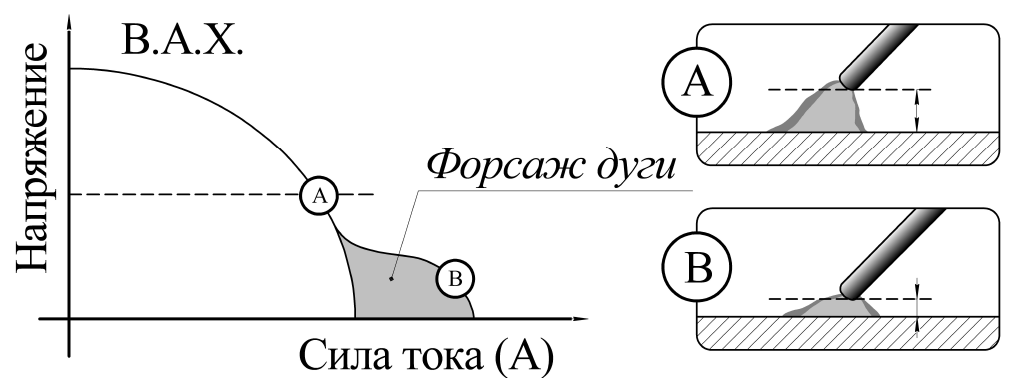
При выборе нового сварочного аппарата некоторые не знают, для чего нужен форсаж дуги на инверторе, и не обращают на данный режим внимания. Это оказывается очень полезным дополнением к другим возможностям современных инверторов, выпускаемых как в крупных размерах с большой мощностью, так и в компактных домашних вариантах. Сущность данного режима заключается в изменении параметров тока, когда происходит процесс сваривания. Эти изменения не дают электроду залипать, что повышает эффективность сварочного процесса и его качество. Форсаж создает наиболее подходящую ВАХ для инвертора. Когда ток оказывается слишком слабым, то электрод начинает залипать. В это время образуется короткое замыкание. При включенном и правильно настроенном режиме форсажа начинается повышение тока, что помогает сохранить стабильное горение дуги.

BAX дуги сварочного инвертора
Иными словами, если в обыкновенном режиме происходит сваривание при постоянных параметрах, пока сварщик сам не изменит их, то при включенном форсаже все может меняться. Если во время ведения дуги, при установленных 90 А, электрод только начинает залипать, то инвертор подает на 10 А больше и этого хватает для того, чтобы дуга продолжила горение. Когда все стабилизируется, то аппарат возвращает значение на прежнее положение. Такая же ситуация происходит и тогда, когда появляется возможность перепаливания заготовки. Только в этот раз все снижает мощность.
Для чего нужен форсаж сварочной дуги?Стоит сразу отметить, что это режим не для постоянного использования. Он преимущественно нужен при тонких работах, тем более что его настройки как раз на это и рассчитаны. Если модель аппарата рассчитана на регулировку параметров, то возможности техники возрастают и она может применяться в большем количестве случаев. Но это влечет за собой и повышение стоимости сварочного аппарата. Техника с нерегулируемым режимом появилась раньше. Она является более простой в использовании и, соответственно, стоит дешевле.
Как пользоваться форсажем дуги?Специалисты рекомендуют использовать данный режим только в тех случаях, когда предстоит работы с тонкими изделиями, так как иначе они окажутся бесполезными. Если аппарат имеет простую функциональную основу, которая не требует регулировки параметров, то перед непосредственным свариванием достаточно включить соответствующий режим. Но данная схема часто не оправдывает себя, так как не может подстроиться под параметры, если происходит сваривание различными типами электродов. Таким образом, если вы хотите разобраться, как правильно регулировать форсаж дуги, стоит понять, что его параметры будут зависеть не только от толщины металла, но и от типа используемых сварочных электродов.
Единицы измерения шкалы на аппаратах с регулируемой функцией могут быть различными. Зачастую это процентное соотношение или условные единицы. Это ни как не влияет на правильность выбора нужного значения в них, поэтому, стоит взять общий вариант шкалы в процентах.
Как работать с форсажом дуги на сварочном инверторе?
Сегодня для сварки металлических конструкций используются ультрасовременные инверторы, обеспечивающие высокое качество шва. Данное оборудование существенно отличается от классических трансформаторов, которые применялись в прошлом веке.
Так, новейшие высокотехнологичные инверторы, включая бюджетные модели, значительно более легкие и компактные, что гарантирует удобство и эргономику использования сварочных аппаратов. Кроме того, они оснащаются целым рядом дополнительных функций, недоступных обычным трансформаторам.
В перечне этих функций особого внимания заслуживает форсаж сварочной дуги, а о том, что это такое, для чего он нужен, а также как правильно пользоваться, регулировать и настроить этот параметр на инверторе далее и пойдет речь. Это поможет новичку более эффективно использовать сварочное оборудование при решении различных задач.

Понятие форсажа сварочной дуги
Практически каждый человек, обучавшийся сварочному делу, отчетливо понимает, что основной проблемой каждого новичка являются трудности в горении дуги. Подтверждением тому является тот факт, что подобные проблемы возникают даже у опытных мастеров, которые занимаются сваркой на профессиональном уровне много лет.
Связывают такую нестабильность дуги с самыми различными факторами, начиная с самочувствия рабочего, заканчивая некорректным выбором режима работы оборудования.
Что до начинающих сварщиков, их сложности чаще всего обусловлены использованием рабочего тока минимальной силы, который они применяют во избежание случайных прожогов материала конструкции. По этой причине новички не могут нормально поджечь дугу, а также обеспечивать её стабильность в процессе работы.
Решается данный вопрос грамотным и верным подбором режима работы оборудования. Кроме того, во время сварки необходимо тщательно следить за тем, чтобы электрод не прилипал к металлической поверхности заготовки.
Сделать это без надлежащего опыта достаточно сложно. А потому производители сварочного оборудования и снабжают свою продукцию дополнительными опциями.
Если говорить о функции форсажа дуги, то тут следует отметить, что она используется для упрощения и ускорения сварки. По сути, она ориентирована на стабилизацию горения дуги в широком диапазоне значений силы тока. Суть опции сводится к тому, что параметры рабочего тока автоматически подгоняются под конкретные условия текущего сварочного процесса.
Рассмотрим один из актуальных примеров. Приступая к работе, сварщик-новичок устанавливает минимальные параметры силы тока, надеясь избежать случайных прожогов. Во время сварки возникают проблемы в виде прилипания электрода.
При наличии на оборудовании функционал форсажа, автоматика создаст короткое замыкание, которое повысит силу тока до необходимых параметров, после чего рабочий режим вернется к изначальным значениям. Так решится вопрос с электродом, а сварщик сможет продолжать работать в оптимальном режиме.
Необходимо отметить тот факт, что форсаж дуги на различных инверторах может быть либо настраиваемым, либо автоматическим. Последний вариант чаще всего используется в бюджетных моделях оборудования. При этом он отлично подойдет начинающим сварщикам, тогда как профессионалы предпочтут инверторы, позволяющие осуществлять глубокие настройки.
Специфические особенности
Еще не так давно, опция форсажа дуги реализовывалась исключительно на дорогостоящем профессиональном оборудовании. Такие инверторы демонстрировали стабильность работы, а также простоту и высокую скорость сварки. Сегодня данная технология активно внедряется в недорогие аппараты, которые даже новички могут использовать для решения серьезных задач.
Однако нужно понимать, что рассматриваемая функция в оборудовании профессионального уровня работает более качественно и ощутимо лучше. Именно по этой причине для сварки особо ответственных конструкций нужно использовать только профессиональные инверторы, где эта опция именуется «Arc Force».
Специалисты отмечают, что функционал «форсаж дуги» очень сильно упрощает сварочный процесс, что позволяет даже новичку выполнять сложные работы на весьма достойном уровне.
Опция дает возможность варить тонкостенные металлоконструкции без залипаний электродов и больших дефектов. Поэтому настоящие мастера своего дела также не брезгуют использовать данные возможности оборудования.

Очень важно понимать, что форсажа дуги не является панацей от всех бед. Это значит, что получить достойный результат в процессе сварки можно лишь в том случае, когда работник обладает хоть базовыми навыками работы со сварочным оборудованием.
В противном случае не помогут никакие высокотехнологичные навороты и опции. Если сварщик попросту не умеет поджигать дугу и вести шов, новейшие технологии не спасут.
Функционал форсажа полностью раскрывается при сварке конструктивных элементов из тонкой стали. При этом параметры данной опции можно регулировать далеко не на всех моделях инверторов, а такая регулировка позволяет максимально эффективно варить металлы со стенками любой толщины.
В бюджетных моделях для домашних работ форсаж дуги не настраивается. Такое оборудование имеет лишь кнопку активации данной опции с определенными параметрами. По этой причине использовать форсаж бездумно не следует, ведь неумелое применение этой опции лишь снизит качество сварного соединения.
Подыскивая сварочное оборудование с функционалом «форсаж дуги», вы не столкнетесь со сложностями, кроме большого разнообразия моделей инверторов различных брендов. Хорошей репутацией пользуются аппараты торговых марок «Сварог», «Аврора» и «Ресанта», а также ряда других отечественных производителей. Они не уступают по качеству зарубежным аналогам, но стоят заметно меньше.
Читайте также: