Давление дуги при сварке
Обновлено: 20.09.2024
Основные параметры дуговой сварки. К основным параметрам относятся сила тока Iд, напряжение дуги Uд и скорость наплавки vсв.
Полное количество тепла (тепловая мощность дуги), выделяемое сварочнойдугой, определяется по формуле:
где Q — тепловая мощность дуги, Вт; Iд — сила тока в дуге, А; Uд — напряжение дуги В; k — коэффициент, учитывающий род тока.
При сварке на постоянном токе коэффициент k принимают равным единице, а на переменном токе — 0,70—0,97.
Основное количество тепла (около 80%) выделяется в анодной и катодной зонах, причем на аноде больше. Под действием тепла, выделенного дугой, расплавляется металл электрода (плавящегося) и детали (основной). Часть тепла теряется на нагрев электрода, на разбрызгивание металла и утекает в окружающую среду.
Эффективная тепловая мощность дуги — это количество тепла, вводимого дугой в свариваемый металл в единицу времени. Ее определяют по формуле (кал.):
где Qэ — эффективная тепловая мощность дуги, кал; η — эффективный к.п.д. нагрева основного металла (его определяют экспериментальным путем).
При сварке металлическим электродом голым или с тонким покрытием η = 0,50—0,65; электродом с толстым покрытием η = 0,70—0,85; неплавящимся электродом в защитных газах η = 0,50—0,60.
Производительность сварки характеризуется количеством (в граммах) расплавленного электродного или присадочного металла в единицу времени, которое определяется по формуле:
где K — коэффициент наплавки, г/А·ч; Iд — сварочный ток; t — время горения дуги.
Коэффициент наплавки зависит от присадочного материала, материала электрода и его покрытия, рода и полярности тока, а также от потерь при сварке. Для ручной сварки он колеблется от 6 до 18 г/А·ч и составляет в среднем 8—12 г/А·ч.
Иногда при нормировании сварочных работ удобнее использовать не количество наплавленного металла, а скорость наплавки, которую определяют по формуле (см/ч):
где K — коэффициент наплавки, г/А·ч; Iд — сварочный ток; F — площадь поперечного сечения сварного шва, см 2 ; ρ — плотность металла шва, г/см 3 (для стали ρ = 7,85).
Потери электродного металла в виде брызг и паров при ручной сварке тонкопокрытыми электродами составляют 10—20%, электродами с толстым покрытием — 5—10% и в защитных газах — 3—6%.
Ток дуги. Этот параметр в наибольшей степени определяет тепловую мощность. При постоянном диаметре электрода с увеличением силы тока дуги возрастает концентрация тепловой энергии в пятне нагрева. Повышается температура плазмы столба дуги. Стабилизируется положение активных пятен на электроде и на изделии. С увеличением силы тока дуги возрастает длина сварочной ванны, ее ширина и глубина проплавления. Особенно интенсивно растет глубина проплавления. Это обусловлено не только увеличением тепловой мощности и сосредоточением энергии в пятне нагрева, но и значительным повышением давления дуги на ванну, которое пропорционально квадрату силы сварочного тока. В определенных пределах изменения тока, глубина проплавления ванны приближенно может быть оценена зависимостью, близкой к линейной:
где h — глубина проплавления (провар); k — коэффициент, зависящий от рода тока, полярности, диаметра электрода, степени сжатия дуги и др.; I — сварочный ток; lд — длина дуги.
Напряжение дуги. С увеличением напряжения также возрастает тепловая мощ
ность дуги, а, следовательно, и размеры сварочной ванны. Особенно интенсивно возрастают ширина и длина ванны. Ширина ванны связана с напряжением практически прямой зависимостью:
где е — ширина сварочной ванны; S — толщина свариваемого металла; vсв — скорость наплавки.
При постоянной величине сварочного тока повышение напряжения дуги незначительно сказывается на глубине проплавления ванны. Это обусловлено некоторым снижением эффективного к.п.д. дуги и большими возможностями для блуждания активного пятна в сварочной ванне.
Скорость сварки. При постоянной погонной энергии увеличение скорости сварки вызывает повышение термического к.п.д. процесса, а это, в свою очередь, приводит к возрастанию глубины проплавления и снижению ширины шва. Изменение скорости сварки при постоянной тепловой мощности дуги заметно сказывается на размерах сварочной ванны и шва. Это можно видеть из уравнений для определения ширины e и длины l сварочной ванны:
Дополнительные параметры режима дуговой сварки. Дополнительные параметры связаны с условиями ведения процесса сварки и особенностями горения дуги. Так, например, при одной и той же погонной энергии можно изменять диаметр электрода, род тока и полярность, использовать импульсный и непрерывный режимы горения дуги. В некоторых случаях применяют сжатую дугу, а иногда колебания электрода. Эти особенности процесса также сказываются на формировании ванны и конечных размеров швов.
Диаметр электрода. При постоянной величине сварочного тока диаметр электрода определяет плотность энергии в пятне нагрева и подвижность дуги. В связи с этим при увеличении диаметра электрода снижается глубина проплавления ванны и возрастает ее ширина.
Род тока и полярность. В зависимости от рода тока и полярности на изделии выделяется различное количество теплоты. Если теплоту, выделяющуюся на аноде Wa и катоде Wк, приближенно оценивать по эффективному падению напряжений, то получим зависимости:
где U a и Uк — анодное и катодное падение напряжения; φ, kT — потенциальная и термическая энергия электронов.
На катоде не вся энергия Uк переходит в теплоту. Часть ее (φ + 2kT ) уносится в плазму столба дуги. На аноде выделяется энергия Ua и прибавляется потенциальная и термическая энергия электронов. Количество теплоты, выделенное на катоде, зависит от потенциала ионизации дугового газа. Поэтому разница в тепловыделении на катоде и аноде определяется способом дуговой сварки. В реальных условиях при сварке на прямой полярности (анод на изделии) глубина проплавления оказывается меньше, чем при сварке на обратной полярности (катод на изделии). Это легко объясняется формой столба дуги. Анодное пятно занимает большую площадь по сравнению с катодным. Поэтому ширина ванны и шва при сварке на прямой полярности возрастает.
При выборе рода тока необходимо учитывать влияние магнитного поля дуги на ее отклонение (магнитное дутье). Наличие вблизи дуги ферромагнитных масс или посторонних магнитных полей усиливает это явление. Формирование сварочной ванны и шва при действии магнитного поля меняется. Наблюдается вытеснение расплавленного металла из сварочной ванны, снижение глубины проплавления и т. п.
Меры борьбы с отклонением дуги собственным магнитным полем заключаются в правильном токоподводе, устранении ферромагнитных масс вблизи дуги, ориентировании угла наклона электрода по направлению отклонения столба дуги. Полное устранение магнитного дутья достигается при питании дуги переменным током.
Угол наклона электрода. Изменяя наклон электрода в плоскости продольной оси шва, можно существенно влиять на размеры сварочной ванны и шва. При α < 90° сварку выполняют углом вперед. Давление дуги вытесняет расплавленный металл в головную часть ванны. При этом глубина проплавления основного металла снижается. При α >90° сварку выполняют углом назад. Давление дуги способствует интенсивному вытеснению расплавленного металла из головной части ванны в хвостовую. Глубина проплавления возрастает.
Аналогичные результаты могут быть получены отклонением столба дуги магнитным полем при вертикальном расположении электрода.
Колебание электрода. При поперечных колебаниях электрода возрастает ширина шва и снижается глубина проплавления. Изменяются условия кристаллизации и тепловой цикл в зоне термического влияния. Колебания электрода в процессе сварки обычно осуществляют с частотой 10—60 Гц и амплитудой 2—4 мм. Для этих целей используются различные по конструкции и принципу действия устройства.
Сжатие столба дуги. При сварке сжатой дугой появляется новый дополнительный параметр режима — степень сжатия дуги. С увеличением степени сжатия дуги увеличивается температура плазмы дуги, повышается концентрация теплоты в пятне нагрева, возрастает глубина проплавления и снижается ширина сварочной ванны и шва.
Импульсная подача тока. При импульсном горении дуги появляются два новых дополнительных параметра процесса: время импульса tи и время паузы tп. Тепловая энергия подводится только во время импульса. Оба этих параметра оказывают влияние на размеры сварочной ванны и шва. При неизменной погонной энергии в течение цикла (tц = tи + tп) увеличение времени паузы ужесточает режим. Значительно возрастает термический к.п.д. процесса. Благодаря этому до определенных значений tи растет глубина проплавления основного металла и снижается ширина шва.
На размеры ванны и шва большое влияние оказывает число одновременно горящих дуг и их расположение. При сварке трехфазной дугой, путем изменения мощности в отдельных дугах, имеется возможность регулировать количество теплоты, выделяемое между электродами и на свариваемых кромках.
Сварка плавящимся и неплавящимся электродом. Плавление и перенос металла электрода в сварочную ванну. Скорость плавления электрода жестко связана с величиной сварочного тока. При сварке различных видов сварных соединений и типов швов требуется неодинаковая скорость плавления электрода. В одних случаях она должна быть минимальной, в других, наоборот, максимальной.
При сварке стыковых соединений без разделки кромок и без зазора расплавленный металл электрода образует усиление шва. По мере увеличения толщины свариваемых элементов для полного их проплавления необходимо увеличение силы тока дуги. Одновременно с этим увеличивается и количество расплавляющегося электродного металла. В результате образуются швы с чрезмерно большим усилением. Для получения швов с нормальным усилением следует искать пути снижения скорости плавления электрода или прибегать к разделке кромок, сварке с увеличенным фиксированным зазором.
При выполнении стыковых соединений с разделкой кромок, а также при сварке угловых швов желательно увеличивать скорость плавления электрода, поскольку в этих случаях производительность процесса в значительной мере определяется количеством электродного металла, расплавляющегося в единицу времени, необходимого для заполнения разделки или формирования угловых швов с заданным катетом.
На практике используют в качестве характеристики среднюю скорость плавления электрода, определяющуюся количеством расплавленного металла:
где αр — коэффициент расплавления электрода, г/(А·ч); Iд — сила тока дуги, А;
k — коэффициент, зависящий от выбора единиц измерения.
Количество наплавленного металла или средняя скорость наплавки:
Коэффициенты расплавления электрода и наплавки зависят от способа сварки и плотности тока на электроде. Для небольших плотностей тока при ручной дуговой сварке сталей их значение не превышает 7—10 г/(Ач). С увеличением плотности тока значение коэффициентов возрастает до 17 г/(Ач) и более. Разница в коэффициентах р и н определяется потерями электродного металла на разбрызгивание, испарение и т. п.:
где Ψ — коэффициент потерь, %.
Для различных способов дуговой сварки потери составляют 1—15%. С увеличением силы сварочного тока потери на разбрызгивание возрастают.
На формирование сварочной ванны и шва влияет характер переноса электродного металла при его плавлении. Перенос расплавленного металла с электрода в сварочную ванну осуществляется под действием электродинамических сил и газовых потоков, образующихся в столбе дуги.
Стойкость неплавящегося электрода и плавление присадочного металла. При сварке неплавящимся электродом отсутствует перенос расплавленного металла через дуговой промежуток. Это в значительной мере облегчает условия горения дуги и обусловливает более высокую ее стабильность. Присадочный металл по мере необходимости подается в головную часть сварочной ванны. В отличие от сварки плавящимся электродом скорость плавления присадочного металла не связана жесткой зависимостью с величиной сварочного тока. Количество присадочного металла, подаваемого в ванну, выбирают из условия обеспечения требуемой доли участия присадочного металла в образовании шва. При сварке стыковых соединений без разделки кромок присадочный металл необходим в основном для создания усиления шва.
Переход присадочного металла в сварочную ванну, минуя дуговой промежуток, исключает его разбрызгивание. Сокращаются потери на испарение и ограничивается взаимодействие расплавленного металла с газовой фазой столба дуги.
При сварке неплавящимся электродом создаются благоприятные условия для защиты ванны и формирования шва. Стойкость вольфрамового электрода в первую очередь определяется плотностью тока. Большое влияние оказывает род тока и полярность.
Способы сварки со шлаковой и газошлаковой защитой. Шлаковая защита при дуговой сварке образуется за счет расплавления флюсов, электродных покрытий и сердечников порошковой проволоки. Наиболее надежна шлаковая защита при сварке под флюсом. Образование капель при плавлении электрода и их перенос происходит в объеме газового пузыря, заполненного парами металла и флюса. Взаимодействие с атмосферными газами практически исключается.
Менее надежна шлаковая защита при сварке покрытыми электродами и порошковой проволокой. Капли электродного металла проходят через открытый дуговой промежуток и взаимодействуют с атмосферой. Наличие на каплях шлаковой пленки не всегда предохраняет их от этого взаимодействия. При сварке наряду со шлаковой защитой должна создаваться и газовая защита. В электродные покрытия и сердечники порошковой проволоки в соответствии с этим вводят шлакообразующие и газообразующие компоненты.
Cварочная ванна при дуговой сварке
Важным фактором, влияющим на геометрические размеры и глубину проплавления сварного шва, является пространственное положение шва. Вертикальное положение особенно подходит для глубокого проникновения, так как давление источника и сила тяжести удаляют расплавленный металл из-под дуги.
По этой же причине глубина проплавления увеличивается при сварке под углом во время подъема и уменьшается при сварке во время спуска. В первом случае металл под действием силы тяжести течет по шине в обратном направлении, уменьшая толщину расплавленного слоя в нагретом месте. Во втором случае металл под действием силы тяжести течет к головке шины перед источником тепла, увеличивая толщину расплавленного слоя.
Формирование сварочной ванны
Формирование сварочной ванны является наиболее важным этапом в получении соединения при сварке плавлением. Форма и размер сварочной ванны определяют форму и размер сварного соединения. Последнее в значительной степени определяет эксплуатационные характеристики соединения.
Форма и размеры сварочной ванны определяются границами изотермической поверхности объемного теплового поля, соответствующего температуре плавления металла МНП. Однако такой подход несколько идеалистичен, поскольку при формировании объема расплавленного металла учитывается только эффект распространения тепла в металл за счет теплопроводности.
В реальных условиях сварки он образуется под влиянием ряда сил, действующих на сварочную ванну, в частности, силы тяжести жидкого металла, его поверхностного натяжения и давления источника нагрева. Дуга, которая локально нагревает и расплавляет края шва, оказывает давление на расплавленный металл так, что он выталкивается из передней части ванны, т.е. части ванны с наибольшей интенсивностью нагрева в задней части. Это уменьшает толщину слоя жидкости под дугой и создает условия для углубления ванны. Это приводит к изменению формы зоны расплава. Давление на расплавленный металл определяется разностью уровней h в ванне. Изменение условий сварки оказывает значительное влияние на формирование сварочной ванны и пропорции ее геометрических размеров.
Формирование сварочной ванны при прохождении электродом
Во время сварки источник тепла перемещается вдоль соединяемых кромок, а вместе с ним перемещается расплавленное пространство или сварочная ванна. При дуговой сварке под флюсом сварочная ванна окружена оболочкой (пузырем) из расплавленного шлакового флюса, который полностью окружает ореол дуги и поэтому невидим глазу. При сварке в газовой среде сварочная ванна окружена прозрачной газовой оболочкой; при сварке в защитной дуге сварочная ванна защищена шлаком и газом. В обоих случаях четко виден ореол дуги. При электрошлаковой сварке и вертикальной сварке под флюсом сварочная ванна изолирована от окружающего воздуха слоем шлака на ее поверхности.
Зоны плавления в сварочной ванне
Считается, что пространство плавления при дуговой сварке делится на две области: «голова», где расплавляется основной металл и дополнительные материалы, и «хвост», где образуется сварочная ванна и начинается кристаллизация. Форма сварочной ванны при дуговом процессе в данном случае характеризуется ее длиной, шириной, толщиной и глубиной проникновения в основной металл. Она ограничена изотермическими поверхностями с температурой плавления основного металла.
Объем сварочной ванны варьируется от 0,1 до 10 см3 в зависимости от метода и режима сварки. Сварочная ванна имеет эллиптическую форму, вытянутую вдоль направления сварки 1. В поперечном сечении форма сварочной ванны сильно варьируется в зависимости от режима и условий сварки. Наиболее характерной особенностью дуговой сварки является провар, который близок к полукругу.
В случае лучевой сварки форма ванны напоминает лезвие острого кинжала.
Сварочная ванна при дуговой сварке
Сварочные ванны при дуговых процессах характеризуются неравномерным распределением температуры. Металл нагревается намного выше температуры плавления в головной части ванны, где плавление металла происходит под воздействием источника тепла и где взаимодействие между металлом и шлаком или газом наиболее интенсивно. В хвостовой части ванны температура близка к температуре плавления основного металла. Средняя температура ванны для дуговой сварки под флюсом конструкционной низкоуглеродистой стали составляет около 1800°C. Максимальная температура в этих условиях достигает 2300°C.
Столб дуги, расположенный в головной части сварочной ванны, оказывает механическое воздействие (давление на поверхность расплавленного основного металла). Это давление обусловлено совместным действием упругого удара заряженных частиц о поверхность металла, давлением газа в дуговом промежутке и течением дуги под действием электродинамических сил. Такой направленный поток наблюдается только в асимметричных дугах, т.е. дугах, горящих между электродами с малой и большой площадью поперечного сечения, в данном случае между электродом или сварочной проволокой и основным металлом.
Это давление заставляет жидкий металл выходить из-под основания дуги, увеличивая глубину проникновения по мере погружения столба дуги в основной металл. Давление, оказываемое дугой на поверхность металла, пропорционально квадрату тока, протекающего через дугу.
Это давление может быть увеличено за счет повышения концентрации источника нагрева, увеличения плотности тока на электроде или использования флюса или огнеупорных покрытий, которые образуют гильзу на кончике электрода (сварка с глубоким проникновением). Естественно, чем выше давление, оказываемое дугой на поверхность расплавленного металла, тем глубже столб дуги будет проникать в металл. Это позволяет снизить давление, используемое при сварке с поступательным движением и многодуговой сварке с наклонными углами наклона электродов.
Жидкий металл вытесняется из-под основания дуги силой, действующей на поверхность сварочной ванны при обратном движении дуги в расплавленное пространство. При плотности электродного тока до 15 А/мм2 это смещение невелико и проявляется в виде образования незаполненных углублений (кратеров). По мере увеличения плотности тока электродов наблюдается довольно выраженное смещение металла в сварочной ванне до полного удаления жидкого металла из зоны головки. Это является причиной разного уровня жидкого металла в начале и конце пространства расплава.
Для поддержания этого разность уровней между давлением дуги, Pd, и гидростатическим давлением жидкого металла и шлака, Pg, должна быть одинаковой: если Pd < Pg, металл и шлак заполнят углубление, образовавшееся в конце шва. Если Pd >Pg, формирование шва будет нарушено.
Электрическая дуга является концентрированным источником тепла. Большая концентрация тепла и высокая температура дуги позволяют расплавить практически все известные металлы.
Распределение тепла в сварочной дуге. В установившейся сварочной дуге конец электрода и поверхность основного металла (изделие) расплавлены, т. е. электрическая дуга горит между жидкими электродами. Распределение тепла в различных зонах сварочной дуги неодинаково. При питании дуги постоянным током наибольшее количество тепла выделяется в анодной области — 43%. В катодной области выделяется примерно 36% тепла дуги, остальные 21% тепла приходятся на столб дуги.
Температура по длине дуги также распределяется неравномерно. При сварке плавящимся металлическим электродом температура в катодной области достигает 2400°С, в анодной, области — 2600°С. Температура столба дуги около 6000°С. Температура металла в сварочной ванне 1800—2000°С.
Перенос электродного металла через дуговой промежуток.
Электродный металл переходит в сварочную ванну в виде капель. В момент прохождения через дуговой промежуток расплавленный электродный металл нагревается до температуры 2100— 2300°С. При ручной дуговой сварке штучными электродами в виде капель переносится до 90—95% электродного металла, а остальные 5—10%—это брызги и пары металла, значительная часть которых теряется.
Размер капель электродного металла определяется в первую очередь плотностью тока в электроде, а также зависит от состава металла электродного стержня и свойств электродного покрытия, диаметра электрода. Чем больше плотность тока в электроде, тем меньше размер капель. Перенос расплавленного металла через дуговой промежуток всегда происходит от электрода к основному металлу (изделию). Направление переноса не зависит от рода и полярности сварочного тока и пространственного положения сварки. Перенос капель жидкого металла через дуговой промежуток происходит под действием следующих факторов: силы поверхностного натяжения жидкого металла, силы электромагнитного поля, неравномерности напряженности электрического поля, внутреннего давления газов капли жидкого металла, газового дутья столба дуги. При сварке в нижнем положении переносу металла способствует также сила тяжести.
Образование сварного шва. Электрическая дуга подводится к месту сварки и вызывает быстрое расплавление электродного и основного металла. Расплавленный объем металла на поверхности изделия, где происходит сплавление электродного металла с основным, называется сварочной ванной. Электрическая дуга перемещается вдоль свариваемых кромок. Примыкающий к оси шва основной и электродный металлы расплавляются и перемешиваются в подвижной сварочной ванне и, затвердевая, образуют сварной шов. При ручной дуговой сварке штучным (покрытым) электродом сварной шов приблизительно на 70% состоит из электродного металла и 30% приходится на долю основного металла.
Давлением столба дуги жидкий металл вытесняется со дна. сварочной ванны на ее боковые поверхности, образуя углубление, называемое кратером. Давление столба дуги периодически изменяется и жидкий металл откладывается отдельными порциями, чего при затвердевании сварочной ванны на поверхности сварного шва образуются чешуйки. Чем толще слой электродного шлака поверхности сварочной ванны, тем меньше будут чешуйки, а поверхность шва — более ровной и чистой.
Расстояние между концом электрода и дном кратера на поверхности сварочной ванны называется длиной дуги. Глубина, на которую расплавляется основной металл под действием тепла дуги, называется глубиной провара или просто проваром.
Сварочная дуга нагревает металл значительно выше точки плавления. В катодной и анодной областях температура близка к температуре кипения металла. В результате меняется химический состав металла и его структура после затвердевания, изменяются и механические свойства. Металл сварного шва обычно по своим свойствам отличается от основного металла, не затронутого сваркой.
Электрическая сварочная дуга — источники, характеристика, напряжение

Статическая вольт-амперная характеристика дуги показывает зависимость между установившимися значениями тока и напряжения дуги при постоянной ее длине.
Область применения
Сварочная дуга применяется в обыкновенной ручной дуговой сварке, которая на данный момент является наиболее простым методом стандартного сваривания. Здесь она защищается обмазкой электродов, которая при сгорании образует газовые испарения, препятствующие проникновению посторонних элементов внутрь ванны расплавленного металла.
Также дуга используется в полуавтоматической газовой сварке. Здесь используется сварочная электрическая дуга, которая подается не на обыкновенный электрод, а на неплавкий вольфрамовый. Соответственно, расплавления металла идет не с одного из выходов, как это было в предыдущем методе. На дугу подается сварочная проволока, которая расплавляет материал.
Еще одним вариантом являются автоматы. Они проще в создании, чем газовые, так что получили широкое распространение в промышленности. Они могут быть как с плавкими, так и с неплавкими электродами. С одной установки может зажигаться несколько электродуг, если они имеют многопостовую конструкцию.
В ручной дуговой сварке идет работа с обыкновенными конструкционными сталями. Иногда пробуют сваривать цветные металлы, но это сложно и не всегда успешно. Лучше дуга проявляет себя при защите газа. Она оказывается более стабильной при горении, а также позволяет создавать качественные надежные швы.
Что такое сварочная дуга, определение
Что можно назвать сварочной дугой – это, по сути, длительный проводник, состоящий из ионизированных частиц, существующий во времени благодаря поддерживающему электрическому полю. Дуговой разряд характеризуется непрерывной формой, высокой температурой, возникает в газовой среде, способной к ионизации.
В учебниках сварщика определение сварочной электродуги звучит следующим образом: это длительный электрический разряд в плазме, состоящей из смеси ионизированных воздушных или защитных газов, а также испарившихся компонентов присадочного и основного металла.
Виды сварочной дуги
Существует несколько критериев классификации сварочной дуги. По типу сварочного тока и положению электрода относительно свариваемых элементов выделяют следующие разновидности:
- прямого действия, разряд перпендикулярен заготовке, параллелен электроду;
- косвенного действия, разряд возникает между двух электродов, наклоненных друг к другу под углом от 40 до 60°, и металлом.
Классификация состава плазмы столба:
- открытого типа возникает в воздушной атмосфере благодаря испаряемым из обмазки и металла компонентам;
- закрытая, возникающая под слоем флюса за счет газообразной фазы, образовавшейся из частиц электрода, металла, компонентов флюса при прохождении разряда;
- с подачей газовой смеси или однокомпонентного защитного газа.
Классифицируют дуговую сварку по материалу разжигающего электрода. Используют электроды:
- вольфрамовые тугоплавкие
- угольные или графитовые;
- стальные с различным типом обмазки, в состав которой входят ионизирующие компоненты.
По длительности воздействия различают стационарную (постоянную) электродугу и импульсную, применяемую при контактной сварке.
Разновидности электрической сварочной дуги
Электрическая сварочная дуга может быть разной – ее тип полностью зависит от типа сварки и от той среды, в которой производятся сварочные работы.
- Открытая электрическая сварочная дуга появляется, когда сварка производится без применения защитных газов и флюса – то есть, просто в воздухе. Это наиболее часто встречающийся тип сварочной дуги, в состав среды горения которой входит окружающий воздух, пары, испускаемые металлом, материал, из которого состоит электрод и его покрытие.
- Закрытая электрическая сварочная дуга. Такая дуга появляется, когда производится сварка с применением флюса. Среда горения такой дуги содержит пары металла, из которого состоит свариваемая поверхность, материал, из которого состоит электрод, и флюс, применяемый при сварке.
- Электрическая сварочная дуга с защитными газами. Для того, чтобы образовался такой тип дуги, сварка производится в среде защитных газов. Это может быть аргон, гелий, углекислый газ или водород, а также смесь различных газов. Все защитные газы подаются в зону дуги с использованием высокого давления. Среда горения дуги этого типа состоит из этих защитных газов, а также материала, из которого изготовлен электрод, и паров металла, из которого сделана свариваемая поверхность.
Вольт-амперная характеристика
ВАХ описывает зависимость токовых параметров. С помощью этого графика определяют:
- мощность дуги;
- время горения,
- условия гашения.
Динамическая ВАХ описывает неустановившееся состояние электродуги, когда ее длина колеблется. Статическая вольт-амперная характеристика отражает зависимость вольтажа от ампеража при постоянной дуговой длине. График делится на три области:
- падающая – при подъеме силы тока напряжение резко спадает, это связано с формированием столба: площадь сечения плазменного потока возрастает, электропроводность плазмы изменяется;
- жесткая, это участок стабильной плотности тока и падения напряжения, с ростом ампеража от 100 до 1000 А пропорционально увеличивается диаметр дугового столба (анодное и катодное пятна, соответственно, изменяются);
- возрастающая, характеризуется постоянным размером катодного пятна, она ограничена диаметром электрода, при увеличении ампеража по закону Ома увеличивается U, R дугового столба.
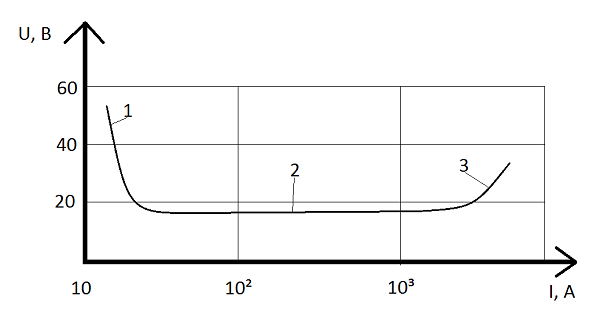
Статическая вольт-амперная харакетиристика сварочной дуги: 1 — падающая; 2 — жесткая; 3 — возрастающая.
ВАХ процесса обычной ручной сварки с использованием плавящихся и неплавящихся электродов на воздухе или в облаке защитного газа ограничена двумя первыми областями, до третьей ампераж не доходит. Механизированной сварки с использованием флюсов соответствует графику II и III областей, сварка плавящимся электродом в облаке защитной атмосферы – III.
При использовании оборудования, генерирующего переменный ток, возбуждение сварочной дуги происходит в каждом полупериоде, на пике зажигания. При переходе через ноль электродуга затухает, нагрев активных пятен прекращается. Покрытия электродов, содержащие активные щелочные металлы, повышают устойчивость ионизации. Защитное облако затрудняет розжиг на переменном токе, но поддерживают горение на постоянном. Между полюсами возникает ионизация молекул газа.
При выборе оборудования необходимо это учитывать, что вольт-амперная характеристика электродуги зависит от внешней ВАХ. Работу сварочного аппарата рассматривают как наложение графиков. Для ручной сварки необходимы источники питания с падающими областями ВАХ (повышенным напряжением холостого хода), чтобы была возможность изменять длину дуги, регулируя ампераж. Сила тока короткого замыкания во время падения капли с плавящегося электрода на свариваемый металл на 20–50% выше дугового тока. Для сварки плавящимся электродом используют дугу размыкания. Для розжига дуги вольфрамовым или угольным электродом желателен вспомогательный разряд.
При высоких значениях тока короткого замыкания возрастает риск прожогов металла. При падении капли происходит замыкание, затем резко возрастает до первоначальных значений – ампераж возрастает до величины тока короткого замыкания, образовавшийся мостик перегорает, дуга возбуждается снова. Изменения тока и напряжения в столбе происходят моментально, за доли секунды. Сварочное оборудование должно быстро реагировать на колебания, стабилизировать напряжение.
Аргон — температура, состояния, сварка

Сварка аргоном – выражение общепринятое, но принципиально неправильное. Аргоном никто ничего не варит, на то он и нейтральный газ. А вот сварка в аргоне, то есть в аргоновом облаке, является одной из самых эффективных современных методов работы с металлами. С аргоном варят сложные современные сплавы самого разного назначения.
Коэффициенты перевода объема и массы аргона при Т=15°С и Р=0,1 МПа
Основные свойства дугового разряда
В процессе работы, для того, чтобы возбудить дуговой разряд, производится кратковременное касание заготовки электродом, то есть, создание короткого замыкания с последующим разрывом металлического контакта и установлением требуемого воздушного зазора. Таким способом выбирается оптимальная длина сварочной дуги.

При очень коротком разряде электрод может прилипать к заготовке, плавление происходит чересчур интенсивно, что может привести к образованию наплывов. Длинная дуга отличается неустойчивостью горения и недостаточно высокой температурой в зоне сварки.
Неустойчивость и видимое искривление формы сварочной дуги часто можно наблюдать при работе промышленных сварочных агрегатов с достаточно массивными деталями. Это явление называется магнитным дутьем.
Суть его заключается в том, что сварочный ток дуги создает некоторое магнитное поле, которое взаимодействует с магнитным полем, создаваемым током, протекающим через массивную заготовку.
То есть, отклонение дуги вызывается магнитными силами. Дутьем процесс назван потому, что дуга отклоняется, как будто под воздействием ветра.
Радикальных способов борьбы с этим явлением нет. Для уменьшения влияния магнитного дутья применяют сварку укороченной дугой, а также располагают электрод под определенным углом.
Коэффициенты перевода объема и массы аргона при Т=0°С и Р=0,1 МПа
Классификация видов дуговой аргоновой сварки

Инвертор и аргон для сварочных работ.
Аргонно-дуговая сварка подразделяется на виды по уровню механизации работы:
- Ручной вариант выполняется сварщиком: и перемещение горелки, и подачу сварочной проволоки. В этом методе используются только неплавящиеся вольфрамовые электроды.
- Механизированная или полуавтоматическая: проволока подается машиной, а горелку держит сварщик. Популярнейший пример такого метода – сварка нержавейки полуавтоматом. Механизированная аргонодуговая сварка плавящимся электродом также относится к этой группе способов. Сварка нержавейки полуавтоматом в среде углекислого газа – еще одна новая узко специализированная технология в рамках этого вида сварочных работ.
- Автоматическая аргонодуговая сварка: автомат дистанционно управляется оператором и выполняет перемещение горелки и подачу проволоки. В последнее время все чаще встречаются машины – роботы, не требующие участия даже оператора. Сварка нержавеющих труб в основном производится с помощью роботов. Автоматическая аргонодуговая сварка неплавящимся электродом становится весьма распространенной технологией в промышленности.
Газ в баллоне
Объем баллона, л
Масса газа в баллоне, кг
Объем газа (м3) при Т=15°С, Р=0,1 МПа
Продолжительность разряда
Кроме критериев защищенности, дуговой разряд классифицируется по продолжительности. Существуют процессы, в которых горение дуги происходит в импульсном режиме.

В таких устройствах сварка осуществляется короткими вспышками. За время вспышки, температура успевает возрасти до величины, достаточной для локального расплавления небольшой зоны, в которой образуется точечное соединение.
Большинство же применяемых сварочных технологий использует относительно продолжительное по времени горение дуги. В течение сварочного процесса происходит постоянное перемещение электрода вдоль соединяемых кромок.
Область повышенной температуры, создающая сварочную ванну, перемещается вслед за электродом. После перемещения сварочного электрода, следовательно, и дугового разряда, температура пройденного участка снижается, происходит кристаллизация сварочной ванны и образование прочного сварного шва.
Давление аргона в баллоне при различной температуре окружающей среды
Давление в баллоне, МПа
Инверторная сварка в аргоне
Инверторный способ – самый востребованный вид аргонодуговой технологии. Он применяется и в промышленных целях, и в домашнем обиходе. Инвертор для аргонодуговой сварки – тип аппарата дуговой сварки, который преобразует ток из постоянного в переменный. Дополнительным преимуществом является его способность к адаптации к скачкам напряжения источника электричества.
Инверторный аппарат аргонодуговой сварки компактный, нетяжелый, надежный и прекрасно подходят для сварочных работ где угодно – хоть на производстве, хоть в домашних условиях. Еще одним незаменимым преимуществом инвертора является возможность обучения на нем новичков.
Если говорить в общем, то работать с инвертором по аргону проще и удобнее, чем с другим оборудованием для сварки нержавейки: нужно только двигать горелкой вдоль шва. Если соблюдать все технологические требования, шов получается узким и ровным. Без присадочной проволоки такие швы тоже можно делать, но в этом случае требуется очень плотное соединение краев заготовок.
Этапы ручной аргонодуговой сварки
Для проведения сварки в аргоновой среде используют неплавящиеся электроды. Для работы потребуется:
- источник питания;
- горелка с вольфрамовым электродом;
- газовый баллон с аргоном;
- присадочная проволока.
Схема выполнения сварочных работ с использованием неплавящегося вольфрамового электрода в среде защитного газа изображена на рисунке:
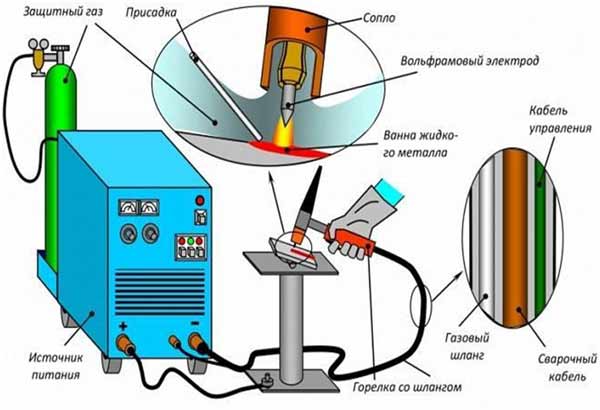
Электрод располагается в держателе горелки и выступает на 2-5 мм вперед.
Его диаметр подбирают, ориентируясь на характер сварного шва и толщину соединяемых металлических деталей. Вокруг держателя электрода расположено сопло для подачи аргона в область сварки в момент проведения работ.
Сварка с поддувом аргона должна проводиться в такой последовательности:
- очистка поверхности зоны сварки;
- приведение горелки в рабочее положение: подача аргона для создания защитного слоя и розжиг дуги;
- процесс выполнения сварного шва.
Тщательную очистку кромочной поверхности соединяемых деталей от загрязнений и окисной пленки необходимо провести перед тем, как приступать к процессу сварки. Для этого используют механический или химический способом очистки с последующим обезжириванием поверхностей.
Затем приводят оборудование в рабочее состояние: подключается источник питания к электросети, к детали, подлежащей сварке, с помощью кнопок управления на горелке подается защитный газ, а сама деталь подключается к «массе». С помощью высокочастотного импульса разжигается дуга. Она будет замыкать цепь между электродом и металлом сварного изделия. Причем газ подается заранее секунд на 20 перед подачей тока для обеспечения защитного слоя.
Важно!Нельзя допускать касания вольфрамового электрода свариваемой поверхности, он должен располагаться на минимальном расстоянии в 2 мм от нее, чтобы создать малую сварочную дугу. В этом случае она обеспечивает максимальное проплавление металла по толщине.

Сразу после разжигания дуги сварщик приступает к созданию сварного шва в зоне, защищенной аргоном. Аргонная сварка проводится так:
Горелкой, находящейся в правой руке, сварщик медленно ведет дугу строго по линии шва, а левой рукой навстречу движению горелки подает присадочную проволоку в зону сварки. Проволока должна всегда располагаться перед горелкой под небольшим углом от 15о до 30о градусов к свариваемой поверхности, а электрод горелки составлять с ней угол около 90о.
Важно!Нельзя допускать резкую подачу присадочной проволоки при выполнении ручных сварочных работ, т. к. это ведет к образованию брызг расплавленного металла и неаккуратной линии шва.
После окончания работы, подача аргона не должна прекращаться сразу, чтобы не допустить окисления еще не остывшего металла шва.
Режимы работы
Одним из главных преимуществ данной технологии является возможность соединять разнородные металлы. Сварочный процесс обеспечивает отличные характеристики шва и дает возможность с высокой точностью поддерживать глубину проплавления, что особенно важно для обработки тонкого изделия при одностороннем доступе к нему. В процессе термического воздействия создается высокая тепловая мощность, которая позволяет увеличить скорость цикла. Кроме того, сварку аргоном с вольфрамовым электродом можно отнести к основным способам соединения алюминиевых и титановых сплавов.
При постоянном использовании технологии аргонодуговой сварки баллоны можно заправлять в компании «Промтехгаз». Здесь вы получите качественный газ, профессиональное обслуживание и объективные цены.
Техника ручной аргонодуговой сварки
Процесс выполнения работ достаточно простой, ему можно научиться самостоятельно. При наличии качественного оборудования для ручной аргонодуговой сварки наложение шва не составит труда даже в бытовых условиях. При сварке в среде аргона ручным методом потребуется соблюдать определенные рекомендации:
- Наложение шва должно проходить исключительно по направленности обрабатываемой комки. Колебательные движения утолщают шов и снижают его прочность.
- Необходимо следить за достаточной скоростью движения дуги. От мастера требуется обеспечить должную глубину провара металла.
- Качественная ручная аргонодуговая сварка неплавящимся электродом зависит от равномерной подачи проволоки и выставления соответствующего режима работы.
Максимально удобно выполнять ручную сварку с помощью инверторного оборудования с механической подачей присадочного материала.
Температурные зоны

Следует заметить, что при любом виде сварки, как плавящимся, так и неплавящимся электродом, столб дуги (его центр) имеет самую высокую температуру – порядка 5000-7000 °C, а иногда и выше.
Зоны наиболее низкой температуры располагаются в одной из активных областей, катодной или анодной. В этих зонах может выделяться 60-70% тепла дуги.
Кроме интенсивного повышения температуры заготовки и сварочного электрода, разряд излучает инфракрасные и ультрафиолетовые волны, способные оказывать вредное влияние на организм сварщика. Это обусловливает необходимость применения защитных мер.
Что касается сварки переменным током, понятие полярности там не существует, так как положение анода и катода изменяется с промышленной частотой 50 колебаний в секунду.
Дуга в этом процессе обладает меньшей устойчивостью по сравнению с постоянным током, ее температура скачет. К преимуществам сварочных процессов на переменном токе, можно отнести только более простое и дешевое оборудование, да еще практически полное отсутствие такого явления, как магнитное дутье, о котором сказано выше.
На графике представлены кривые зависимости напряжения источника питания от величины сварочного тока, называемые вольт–амперными характеристиками сварочного процесса.

Кривые красного цвета отображают изменение напряжения между электродом и заготовкой в фазах возбуждения сварочной дуги и устойчивого ее горения. Начальные точки кривых соответствуют напряжению холостого хода источника питания.
В момент возбуждения сварщиком дугового разряда, напряжение резко снижается вплоть до того периода, когда параметры дуги стабилизируются, устанавливается значение тока сварки, зависящее от диаметра применяемого электрода, мощности источника питания и установленной длины дуги.
С наступлением этого периода, напряжение и температура дуги стабилизируются, и весь процесс приобретает устойчивый характер.
Режимы сварки в аргоне

Методы сварки – преимущества и недостатки.
К выбору режима подходим с чувством и толком, от него качество шва зависит в высокой степени.
- Ток: направление и полярность. Выбор зависит от свариваемых металлов. Большинство стальных сплавов варятся с полярным постоянным током: технология сварки нержавейки полуавтоматом, например. Или сварка труб из нержавеющей стали. Цветные металлы, алюминий и магний лучше варить с переменным током на обратной полярности.
- Расход аргона зависит от двух факторов: скорости его подачи и условий внешней среды. Если работа проходит вне помещений при сильном, особенно боковом, ветре, то и расход будет значительным.
- Как ни странно, но в аргоновую газовую смесь добавляют кислород – не выше 5%. Дело в том, что кислород в таких малых дозах помогает в очистке от вредных примесей – в реакции с кислородом они попросту сгорают.
Аргонодуговая сварка в домашних условиях
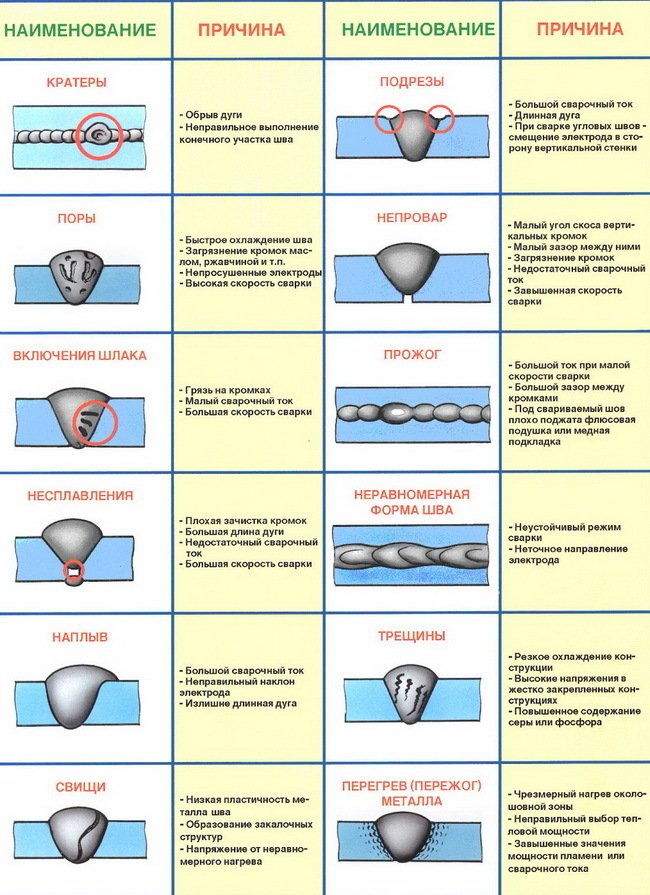
Дефекты сварочных швов.
При всей сложности технологии аргонодуговой сварки по госту со множеством технических условий, ее можно осуществлять и дома. Обязательным условием для этого является инверторный аппарат, который в некоторых случаях можно заменить трансформаторным аппаратом. В дополнение понадобятся баллон с аргоном, редуктор, маска. Все это прекрасно, но покупные аргоновые сварочные аппараты дорогие, а дома чаще всего нужно произвести работу в небольшом объеме.
- Источником тока в домашнем сварочном наборе выступает трансформатор.
- Источником аргона будет баллон с элементами подачи: клапанами и редукторами.
- Осциллятор нужен для поджигания дуги высокочастотным импульсом.
Самодельный аргоновый сварочный аппарат можно сделать с помощью следующих инструментов:
- болгарка, электродрель, сварочный аппарат;
- ножовка по металлу; отвертка, плоскогубцы, гаечные ключи;
- напильник, набор для резьбы, нож, штангенциркуль, микрометр;
- вольтметр, амперметр, тестер, микрометр.
Самодельный источник тока состоит из выпрямителя и сварочного трансформатора, которые можно совместить с осциллятором. Магнитопровод можно взять от старого трансформатора. Начальную обмотку сделать из тонкого медного провода с диаметром не более 0,8мм. Вторичная обмотка выполняется из толстого провода с диаметром не менее 3,5 мм.
Вторым по важности элементом является газовая горелка. Корпус лучше сделать из латуни, сопло – из меди. Прокладку между соплом и корпусом соорудить из резины, стойкой к высоким температурам. Медная трубка для подведения аргона проводится через отверстие в корпусе с плотной запайкой шва. Эта же медная трубка будет служить проводником тока к электроду. Ручка крепится гайками, а изготавливается из эбонита. Штуцер с дросселем на резьбе крепится на конце медной трубки.
Электрод из вольфрама нужно заточить под углом в 45°. Примерная длина электрода 25 – 30 см. Следует отметить, что аргонная технология дома – задача трудоемкая и непростая. Так что решение должно приниматься в формате «стоит ли овчинка выделки». Иными словами, так ли много у вас сварочных дел по дому, чтобы заняться сборкой самодельной системы аргонодуговой сварки? Сварочные аппараты для ручной дуговой сварки в продаже есть, с самым широким ценовым диапазоном.
Варим в аргоне медь
Медь имеет высокую коррозионную устойчивость, а также чрезвычайно устойчива в агрессивных средах. Для работы с ней лучше использовать аргон высшего сорта или его смесь с гелием при условии большей доли аргона. Электроды – вольфрамовые, допускаются как плавящиеся, так и неплавящиеся, ток постоянный.
Если медные заготовки толще 4-х мм, необходим предварительный нагрев до 800°С. В качестве присадочной проволоки используются прутки из меди или медно-никелевого сплава. Дуга в медной сварке отличается отличной устойчивостью.
Медь обладает высокой теплопроводностью, поэтому кромки металла нужно обязательно разделывать. При толщине не выше 12 мм будет достаточно односторонней разделки, для более толстых кромок нужна двусторонняя обработка.
Кол-во блоков: 25 | Общее кол-во символов: 29341
Количество использованных доноров: 8
Информация по каждому донору:
Читайте также: