Дефекты арматуры при сварке
Обновлено: 17.05.2024
Стандарт распространяется на проведение работ по контролю качества сварных соединений арматуры, арматурных и закладных изделий в строительных железобетонных конструкциях.
ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО
СО 100 % ГОСУДАРСТВЕННЫМ КАПИТАЛОМ
«КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОЕ БЮРО
БЕТОНА И ЖЕЛЕЗОБЕТОНА»
СТАНДАРТ ОРГАНИЗАЦИИ
КОНТРОЛЬ КАЧЕСТВА АРМАТ у РНО-СВАРОЧНЫХ РАБОТ
В ЖЕЛЕЗОБЕТОННЫХ конструкциях
СТО 02495307-004-2009
Предисловие
Цели и задачи разработки, использования стандартов организаций в РФ установлены Федеральным законом от 24 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила разработки и оформления - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения» и ГОСТ Р 1.4-2004 «Стандартизация в Российской Федерации. Стандарты организаций. Общие положения».
Сведения о стандарте
1. РАЗРАБОТАН И ВНЕСЕН ОАО «Конструкторско-технологическое бюро бетона и железобетона» (Генеральный директор, канд. техн. наук А.Н. Давидюк, гл. инженер Е.С. Фискинд, руководитель темы, канд. техн. наук Арефьев Ю.В., исполнитель инж. Бондарец Е.Н.)
2. РЕКОМЕНДОВАН К ПРИМЕНЕНИЮ Научно-техническим Советом ОАО «КТБ ЖБ» (протокол № 8 от 28 июля 2008 г.)
3. УТВЕРЖДЕН и ВВЕДЕН В ДЕЙСТВИЕ приказом генерального директора ОАО «КТБ ЖБ» от 30 сентября 2008 г. № 46-к
4. ВВЕДЕН впервые.
INSPECTION QUALITY REBAR-WELDERS EQUIPMENTS
OF REINFORCED CONCRETE STRUCTURES
1. Область применения
1.1. Настоящий стандарт распространяется на проведение работ по контролю качества сварных соединений арматуры, арматурных и закладных изделий в строительных железобетонных конструкциях.
1.2. Сварку применяют для соединения отдельных арматурных стержней при изготовлении сеток, каркасов (удлинение стержней до заданной длины, крестообразные соединения арматуры), в узлах сопряжения железобетонных конструкций, при изготовлении закладных изделий (сварка арматурных стержней с плоским прокатом), в стыковых и нахлесточных соединениях арматурных стержней в сборных и монолитных железобетонных конструкциях.
1.5. Ультразвуковой контроль сварных соединений арматурных стержней подробно рассмотрен в СТО 02495307-002 -07 «Ультразвуковой контроль сварных соединений арматуры в железобетонных конструкциях». Поэтому, в настоящем стандарте этот метод контроля не рассматривается, а только упоминается.
2. Список нормативных документов, использованных в данном стандарте организации
2.1. В настоящем стандарте использованы материалы следующих нормативных документов:
СНиП 3.03.01-87 Несущие и ограждающие конструкции.
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия.
ГОСТ 5781-82 Сталь горячекатаная для армирования железобетонных конструкций. Технические условия.
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия.
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация размеры и общие технические требования.
ГОСТ 9467-75 Электроды, покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы.
ГОСТ 10884-94 Сталь арматурная термомеханически упрочнённая для железобетонных конструкций. Технические условия.
ГОСТ 10922-90 Арматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций. Общие технические условия.
ГОСТ 19903 -94 Сталь листовая горячекатаная. Сортамент
ГОСТ 19293-73 Соединения сварные арматуры предварительно напряженных железобетонных конструкций. Сварка контактная и плавлением. Основные типы и конструктивные элементы.
ГОСТ 23279-85 Сетки арматурные сварные для железобетонных конструкций и изделий. Технические условия.
ГОСТ 26271-84 Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия.
ГОСТ 27772-88 Прокат для строительных стальных конструкций. Общие технические условия.
ГОСТ Р 52544-2006 Прокат арматурный свариваемый периодического профиля классов А 500С и В 500С для армирования железобетонных конструкций. Технические условия.
СП 52-101-2003 Бетонные и железобетонные конструкции без предварительного напряжения.
ТСН 102-00 Территориально-строительные нормы г. Москва. Железобетонные конструкции с арматурой классов А 500С и А 400С.
РТМ 393-94 Руководящие технологические материалы по сварке и контролю качества соединений арматуры и закладных изделий железобетонных конструкций.
СТО 02495307-002 -07 Ультразвуковой контроль сварных соединений арматуры в железобетонных конструкциях.
СТО АСЧМ 7-93 Прокат периодического профиля из арматурной стали. Технические условия.
СТО 36554501-005-2006 Применение арматуры класса А500СП в железобетонных конструкциях
ТУ-14-1-5254-94 Прокат периодического профиля с серповидными поперечными ребрами для армирования железобетонных конструкций. Технические условия.
ТУ-14-1-5526-2006 Прокат арматурный класса А500СП с эффективным периодическим профилем. Технические требования.
3. Основные термины и определения
3.1. Термины и определения, используемые в настоящем стандарте, соответствуют терминам и определениям нормативных документов, приведенным в разделе 2.
4. Арматурный прокат, используемый в железобетонных конструкциях
4.1. Классы арматуры и марки сталей, из которых ее изготавливают, приведены в таблице 1.
Классы арматуры и марки сталей.
Обозначение по старым НТД
Номинальный диаметр, мм
Стержневой арматурный прокат
Ст3кп, Ст3пс, Ст3сп
22Х2Г2АЮ, 22Х2Г2Р, 20Х2Г2СР
25Г2С,35ГС, 28С, 27ГС
10ГС2, 08Г2С, 25С2Р
20ГС, 20ГС2, 08Г2С, 10ГС2, 28С, 25Г2С, 22С
35ГС, 25С2Р, 20ГС2
20ГС, 20ГС2, 25С2Р
Химический состав сталей приведен в табл. 3 СТО АСЧМ 7-93
Химический состав сталей приведен в табл. 5 ГОСТ Р 52544
Химический состав стали аналогичен химическому составу арматуры класса А500С
1. Допускается изготовление арматуры класса А800 (А - V) из стали марок 22Х2Г2АЮ, 22Х2Г2Р и 20Х2Г2СР.
2. ОАО «Западно-Сибирский металлургический комбинат» выпускает арматурный прокат в соответствии с требованиями ТУ 14-1-5254-94.
4.2. Свариваемый арматурный прокат имеет в обозначении индекс «С». Кроме классов арматуры с индексом «С» к свариваемой относится арматура классов А240, А300, А400, А600, А800, А1000, Ат600, Ат800, Ат1000.
4.5. Механические характеристики арматурных сталей представлены в таблице 2.
Механические характеристики арматурных сталей
Предел текучести, не менее
Врем. сопротивление разрыву, не менее
Угол загиба в холодном состоянии, град.*
Относительное удлинение σ5, %, не менее
90 (от 3dн до 10dн) *
45 (от 5dн до 10dн) *
90 (от 5dн до 10dн) **
ГОСТ Р 52544 -06
Do - диаметр оправки, dн - номинальный диаметр арматуры
* - диаметр оправки для испытаний на изгиб с разгибом в зависимости от номинального диаметра арматурного стержня приведен в ГОСТ 10884-94 , Приложение Г.
** - диаметр оправки для испытаний на изгиб с разгибом в зависимости от номинального диаметра арматурного стержня приведен в СТО АСЧМ 7-93.
1. Для арматурных сталей классов Ат400С, Ат500С, Ат600 (Ат600С, Ат600К) временное сопротивление разрыву не должно превышать значений, приведенных в таблице 2, более чем на 200 МПа.
2. Для арматуры классов Ат400С, Ат500С, Ат600 (Ат600С, Ат600К), упрочненных в холодном состоянии, значения временного сопротивления разрыву составляют 480, 550 и 660 МПа соответственно.
5. Стальной прокат для закладных изделий
5.1. Прокат для закладных изделий выбирают в зависимости от условий эксплуатации и характера действующих нагрузок, таблица 3.
Прокат для закладных изделий.
Прокат для закладных изделий для работы при расчетной температуре, °С
Толщина проката, мм
До -30 включительно
ниже -30 до -40 включительно
При статических нагрузках
При динамических и многократно повторяющихся нагрузках
Конструктивные (не рассчитанные на силовое воздействие)
5.3. В таблице 3 указаны марки проката для плоских элементов закладных изделий, которые при наименьшей стоимости проката имеют достаточные показатели механических свойств. Поэтому, допускается использование для плоских элементов закладных изделий проката из конструкционных, низколегированных сталей с более высокими показателями механических свойств (соответственно, и с более высокой стоимостью проката).
6. Арматурные изделия
6.1. Типы сварных соединений и способы сварки арматуры назначают с учетом условий эксплуатации и свариваемости стали, технико-экономических показателей и технологических возможностей организации-изготовителя с соблюдением требований действующей нормативной документации.
6.2. При изготовлении арматурных изделий (сеток, каркасов) сварные крестообразные соединения могут выполняться с нормируемой и ненормируемой прочностью.
6.4. Сварные крестообразные соединения с ненормируемой прочностью применяют для обеспечения взаимного расположения арматурных стержней в изделиях при их изготовлении, транспортировке и в процессе бетонирования конструкций.
6.5. Сетки арматурные сварные.
6.5.1. Сетки арматурные сварные бывают двух типов: рулонные или плоские. Сетки изготавливают предприятия строительной индустрии по ГОСТ 23279-85 из арматурной стали диаметром от 3 до 40 мм. В одном направлении сетки имеют стержни одинакового диаметра.
6.5.2. Рулонными изготавливают сетки из арматурной проволоки по ГОСТ 6727-80 диаметром от 3 до 5 мм включительно. Вопросы контроля качества рулонных сеток в настоящем стандарте не рассматриваются.
6.5.3. В зависимости от диаметра арматурных стержней плоские сетки подразделяются на легкие (диаметр стержней до 10 мм включительно) и тяжелые (диаметр стержней 12 мм и более).
6.5.4. Сетки изготавливают с квадратными или прямоугольными ячейками. Основные геометрические параметры сеток приведены в ГОСТ 23279-85 .
6.6. Каркасы арматурные сварные.
6.6.1. Каркасы изготавливают двух типов: плоские и пространственные. Продольные и поперечные стержни каркасов в одном направлении могут иметь стержни, как одинакового, так и разных диаметров.
6.6.2. Форма и размеры сварных арматурных каркасов, класс арматуры, способы сварки, типы крестообразных и стыковых сварных соединений стержней арматуры устанавливаются проектной документацией и должны соответствовать действующей нормативной документации.
6.6.3. В каркасах стыковые сварные соединения стержней арматуры допускается выполнять в любом сечении по длине изделия. При этом количество соединений в одном сечении не должно превышать 50 % общего числа таких сварных соединений и соседние стержни не должны иметь таких соединений в одном сечении.
6.7. Наращивание стержней арматуры.
6.7.1. Стыковая сварка арматуры применяется, прежде всего, в линиях непрерывной сварки и резки для получения стержней необходимой длины, а также для сварки стержней в конструкциях, когда заданная длина по проекту превышает длину поставляемого проката.
6.7.2. Соединение обрезков арматуры на заводах-изготовителях арматурных изделий следует выполнять контактной стыковой сваркой. Арматурные стержни в монтажных условиях можно сваривать контактной или электродуговой сваркой. При этом стержни с проектной длиной 3 - 5 м могут иметь не более одного сварного соединения, стержни длиной 6 - 9 м не более 2-х и стержни длиной 10 - 12 м не более 3-х сварных соединений.
7. Закладные изделия
7.1. Конструктивно закладные изделия состоят из элементов проката (листового, сортового или фасонного) и арматурных стержней, приваренных либо внахлест, либо под углом, либо перпендикулярно плоскости проката или со смешанным расположением стержней.
8. Организация контроля
8.1. Качество изготовления и сварки арматурных, закладных изделий и отдельных арматурных стержней, а именно, соответствие материалов проектной документации, геометрические параметры изделий, подготовка и сборка под сварку, качество сварных соединений и их соответствие нормативной и проектной документации проверяется службой контроля предприятия-изготовителя, строительной монтажной организации или независимой лабораторией, аккредитованной на выполнение этих видов работ.
8.2. Приемку готовой продукции и качества сварки следует осуществлять партиями.
8.3. Партия готовых изделий должна состоять из изделий одного типоразмера, одной марки, изготовленных по единой технологии одним сварщиком.
8.4. ГОСТ 10922-90 допускает включать в одну партию арматурные или закладные изделия, изготовленные производственными участками одного предприятия в следующих случаях:
8.4.2. Плоские и пространственные каркасы с поперечными стержнями (хомутами) из арматурной стали одного класса с крестообразными соединениями с нормируемой прочностью типов К1 и К2. При этом диаметры арматуры хомутов могут отличаться не более, чем на один номер профиля арматуры.
8.4.3. Арматурные стержни со стыковыми сварными соединениями, выполненные контактной сваркой (типа С1 и С2), арматуры одного класса, диаметры которых могут отличаться не более, чем на один номер профиля арматуры.
8.4.4. Закладные изделия с однотипными тавровыми сварными соединениями с анкерными стержнями одного диаметра и класса арматуры, выполненные дуговой сваркой в отверстие.
8.4.5. Закладные изделия с однотипными сварными соединениями с анкерными стержнями из арматуры одного класса, диаметры которых могут отличаться друг от друга, но не более чем на один номер профиля арматуры.
8.4.6. Объем партии арматурных или закладных изделия не должен превышать числа изделий, изготовленных в течение одной смены.
8.4.7. При изготовлении продукции на автоматических линиях или с применением оборудования, обеспечивающего автоматизацию цикла сварки, объем партии допускается увеличивать до числа изделий, изготовленных в течение двух рабочих смен.
8.4.8. При нецикличном производстве или небольших объемах изготовления допускается объединять в одну партию арматурные или закладные изделия, изготовленные за несколько смен. В этом случае порядок изготовления, формирования партий арматурных или закладных изделий и предъявления их для контроля должен быть оговорен в технологическом регламенте или в другом нормативно-техническом документе (например, в стандарте отрасли или предприятия).
8.6.1. При наличии исполнительной схемы сварки или их личного клейма на сварных соединениях.
8.6.2. При сварке стержней арматуры, диаметры которых отличаются в соединениях не более, чем на один номер профиля арматуры.
8.6.3. Если сварные соединения выполнены протяженными швами независимо от класса и диаметра арматурных стержней.
8.7. Сварные стыковые соединения арматуры классов А400С и А500С выпускаемой по ГОСТ Р 52544-2006 , СТО АСЧМ 7-93 или ТУ 14-1-5265-94, с арматурой классов А240 (A-I), A300 (А-II), А400 (А-III ) по ГОСТ 5781-82 или с термомеханически упрочненной арматурой классов A т400C , A т 500C по ГОСТ 10884-94 (такие варианты могут встретиться при приемке сварных стыковых соединений арматуры при реконструкции зданий или сооружений) принимаются партиями по п.п. 8.5., 8.6.
8.8. Объем партии стыковых сварных соединений арматуры не должен превышать 200 соединений. В случае приемки 5-ти таких партий с первого предъявления, объем партии может быть увеличен до 400 шт. Первая забракованная партия, увеличенного объема, влечет возврат к приемке партий объемом не более 200 соединений.
8.9.1. При изготовлении арматурных и закладных изделий предприятием (организацией) для поставки стороннему потребителю - до передачи на склад готовой продукции.
8.9.2. При изготовлении и использовании арматурных и закладных изделий производственным участком одного предприятия (организации) - до установки изделий в опалубку.
8.9.3. При выполнении сварных соединений на строительной площадке - до бетонирования монолитных конструкций или выпусков арматуры в стыках сборных железобетонных элементов.
8.10. Отбор образцов для проведения контроля следует проводить методом случайного отбора. Число изделий, отбираемых из партии для контроля внешним осмотром и измерениями должно быть не менее 3 штук.
8.11. Для стыковых сварных соединений выпусков арматуры число сварных соединений, проверяемых внешним осмотром и измерениями, должно составлять не менее 10 % от числа принимаемых сварных соединений.
8.12. Контрольные (допускные) сварные образцы для механических испытаний отбирают в количестве трех штук.
8.12.1. Контрольные образцы крестообразных сварных соединений сеток и арматурных изделий, при их изготовлении с применением дуговых прихваток для проведения механических испытаний на разупрочнение основного металла (если это требование записано в проектной документации) следует отбирать путем вырезки из готовых изделий. Допускается вырезка образцов из одного готового изделия.
8.12.2. Контрольные образцы крестообразных соединений стержней рабочей арматуры сеток, плоских и пространственных каркасов при их сварке на контактных сварочных машинах с автоматическим управлением цикла сварки должны изготавливаться в произвольный момент времени совместно с деловыми сварными соединениями при тех же режимах сварки и из таких же материалов.
8.12.3. В арматурных изделиях, изготавливаемых на многоэлектродных контактных сварочных машинах, контроль качества сварки должен проводиться для каждого электрода.
8.12.4. Контрольные образцы тавровых сварных соединений элементов закладных изделий отбирают путем вырезки из готовых изделий. Допускается вместо вырезки образцов из готовых изделий сваривать контрольные образцы с одним стержнем. При этом все параметры режима сварки, диаметр и класс арматуры, марка стали, и толщина плоского элемента должны быть такими же, как и для изготавливаемых изделий.
8.12.5. Контрольные образцы сварных стыковых соединений, выполненные контактной сваркой, изготавливают из обрезков арматуры. При этом режимы сварки, диаметр и класс арматуры должны быть такими же, как и при сварке деловых соединений.
9. Методы контроля
9.1. Для контроля качества сварных соединений арматурных и закладных изделий применяют методы контроля, представленные в таблице 4.
ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ДЕФЕКТЫ СОЕДИНЕНИЙ ПРИ СВАРКЕ
МЕТАЛЛОВ ПЛАВЛЕНИЕМ
Классификация, обозначение и определения
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Институтом электросварки им. Е.О. Патона Национальной Академии наук Украины; Межгосударственным техническим комитетом по стандартизации МТК 72 «Сварка и родственные процессы»
ВНЕСЕН Государственным комитетом Украины по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 11 от 23 апреля 1997 г.)
За принятие проголосовали:
Наименование национального органа по стандартизации
Госстандарт Республики Беларусь
3 Настоящий стандарт полностью соответствует ИСО 6520 - 82 «Классификация дефектов швов при сварке металлов плавлением (с пояснениями)»
4 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 2 марта 2001 г. № 115 - ст межгосударственный стандарт ГОСТ 30242 - 97 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 2003 г.
5 ВВЕДЕН ВПЕРВЫЕ
СОДЕРЖАНИЕ
1 Область применения
2 Классификация дефектов
3 Наименование, определение и обозначение дефектов
Группа 1. Трещины
Группа 2. Поры
Группа 3. Твердые включения
Группа 4. Несплавление и непровар
Группа 5. Нарушение формы шва
Группа 6. Прочие дефекты
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ДЕФЕКТЫ СОЕДИНЕНИЙ ПРИ СВАРКЕ МЕТАЛЛОВ ПЛАВЛЕНИЕМ
Классификация, обозначение и определения
Imperfections in metallic fusion welds.
Classification, designation and definitions
Дата введения 2003 - 01 - 01
1 Область применения
Настоящий стандарт устанавливает классификацию, определения и условные обозначения дефектов швов, зон термического влияния и основного металла при сварке металлов плавлением.
2 Классификация дефектов
2.1 Дефекты при сварке металлов плавлением образуются вследствие нарушения требований нормативных документов к сварочным материалам, подготовке, сборке и сварке соединяемых элементов, термической и механической обработке сварных соединений и конструкции в целом.
2.2 В настоящем стандарте дефекты классифицированы на шесть следующих групп:
1 - трещины;
2 - полости, поры;
3 - твердые включения;
4 - несплавления и непровары;
5 - нарушение формы шва;
6 - прочие дефекты, не включенные в вышеперечисленные группы.
3 Наименование, определение и обозначение дефектов
Наименование, определение и обозначение дефектов приведены в таблице 1.
В таблице приведены:
- в графе 1 - трехзначное цифровое обозначение каждого дефекта или четырехзначное цифровое обозначение его разновидностей;
- в графе 2 - буквенное обозначение дефекта, используемое в сборниках справочных радиограмм Международного института сварки (МИС);
- в графе 3 - наименование дефекта на русском, английском и французском языках;
- в графе 4 - определение и/или поясняющий текст;
- в графе 5 - рисунки, дополняющие определение при необходимости.
Таблица 1
Виды дефектов сварных швов и причины их образования
Начинающие сварщики, самостоятельно ремонтирующие металлоконструкции и детали, нередко допускают дефекты сварки, снижающие прочность швов. Они растрескиваются, пропускают воду, разрушаются под нагрузкой. Существуют способы выявления и устранения дефектов сварных швов и соединений, снижающих прочность смонтированных конструкций, заваренных деталей.
В обзоре представлены все виды последствий нарушения технологии, способы восстановления поврежденных участков.

Причины образования дефектов
Изъяны при сварке возникают по объективным и субъективным причинам. Каждый вид металлопроката характеризуется свариваемостью. Этот показатель зависит от компонентного состава сплава, способа производства проката. Для плохо свариваемых деталей в технологические карты сразу закладывается большой процент брака.
Основные виды дефектов сварных соединений:
- нарушение целостности металла;
- деформация конструкций или деталей из-за возникновения внутренних напряжений;
- нарушение формы сварного шовного валика;
- несоблюдение геометрических параметров наплавочного валика;
- структурные изменения металла (размера зерна в области фазового перехода сварного соединения).
Внешние дефекты не так опасны, как внутренние, невидимые. Они выявляются неразрушающими методами контроля. Самостоятельно делать ответственные сварные швы рискованно. Лучше обратиться к профессионалам.
Основные причины нарушения целостности сварных шовных валиков и зоны термовлияния:
- некачественная обработка стыков: плохо зачищенная окалина, ржавчина, остатки оксидной пленки, жирные пятна, загрязнения;
- применение наплавочной проволоки или электродов, не соответствующих основному металлу;
- неисправность сварочного аппарата;
- неправильная установка рабочих параметров: силы тока, напряжения на регуляторах сварочника;
- неправильная укладка деталей, не учитывается коэффициент линейного расширения;
- несоблюдение интервала между электродом и деталью, не поддерживается определенная длина дуги.
Виды дефектов сварных швов
Полная классификация возможных нарушений наружной и внутренней структуры сварных швов представлена в ГОСТ 30242-97. Возникновение наружных дефектов сварных швов нередко сопровождается глубинными нарушениями структуры сплава. Они возможны при любом способе сварки, делятся на наружные, внутренние и сквозные. О каждом виде изъянов сварных соединений стоит рассказать подробнее.
Наружные
Выявляются при визуальном осмотре. Большинство наружных дефектов сварных швов устраняются в процессе работы.
Причина трещин – несоблюдение температурного режима. Горячие формируются при высоких температурах свыше 1100°С. Холодные при недостаточном разогреве поверхности (до 200°С). При трещинах металл становится менее пластичным, разрушается под нагрузкой.

Подрезы – наиболее встречающиеся дефектные нарушения сварных шовных валиков: между наплавкой и деталью видны углубления. Причины:
- слишком высокое напряжение электродуги, сварные заготовки истончаются;
- одна деталь проваривается сильнее, ванна расплава смещается от центра зазора.
При подрезе прочность соединения снижается, сварной шов приходится проходить еще раз.

Прожоги характерны для сварки тонкостенных изделий. Их удается избегать опытным сварщикам. К прожогу нередко приводит неуверенное управление электродом. Слишком высокий ток – еще одна причина.
Свищи – крупные раковины, похожие внешне на воронку. Они ухудшают внешний вид сварного шва, видны сразу. Их устраняют вторичной проходкой.

Кратер характеризуется рыхлостью металла, его усадкой. От них нередко идут трещины по поверхности. Возникают в области непровара при отключении или отрыве электродуги от поверхности заготовки.

Наплыв – вылившийся избыточный металл: наплавка расползается без образования надежного сварного шва, нет прочного диффузного слоя. Электродуга не успевает проплавить заготовку из-за недостаточного напряжения. Другая причина – плохо зачищенные кромки, остатки окалины не расплавляются.

Внутренние
Внешне невидимые, но нарушающие структуру металла изъяны самые коварные. Внутренние дефекты вне зависимости от причин возникновения недопустимы на сосудах высокого давления, трубопроводах, деталях, работающих на излом.
Отпотина или трещина бывает:
- холодная – появляются после остывания наплавки и диффузного слоя вследствие остаточных напряжений в области разогрева;
- горячая – продольные или поперечные растрескивания, возникающие в металле на границе формирующегося зерна.
Горячие трещины на фазе формирования кристаллической решетки в легированных сплавах:
- из-за нарушения технологического процесса (не те электроды, рабочий ток);
- при непредвиденном отключении сварочного аппарата во время замыкания по падающей капле.
Природу трещин установить несложно. Горячие появляются сразу, характерны для массива шва, области термовлияния, если допущен перегрев или температура ниже точки плавления. Холодные формируются постепенно, пока идут фазовые превращения жидкой массы в кристаллическую решетку. Возможные причины:
- не успевшие выделиться молекулы водорода (недостаточный разогрев);
- высокая влажность воздуха на рабочем месте;
- плохая экранизация расплава защитной атмосферой.
Поры классифицируются по размеру, месту расположения. Они возникают:
- из-за инородных тел, попадающих в сварочную ванну (окислы и шлаковые включения, чешуйчатость ржавчины, влага, вольфрамовые частички от неплавящегося электрода могут стать причиной образования газовых пузырей);
- если расплав недостаточно хорошо защищен (с обмазки выделяется мало шлака, тонкий слой флюса, сдувает защитное облако газа);
- когда нарушается технологический процесс (не выдержана температура предварительного нагрева заготовок, не подготовлены электроды, неправильно выставлен сварочный ток).
Шлак остается в порах, если нарушена технология. Вольфрам попадает при недостаточном экранировании ванны инертным газом. Оксидные пленки остаются при плохой зачистке свариваемых поверхностей.

Непровар – дефект, характерный для начинающих. Стык между деталями недостаточно заполнен, толщина диффузного слоя неравномерная. Чаще выявляется при многослойной проходке глубоких кромок, когда не производится промежуточная проковка и удаление окалины. Другие возможные причины:
- плохая подготовка заготовок;
- слишком плотная установка деталей, маленький зазор;
- высокая скорость сварки (наплавка не успевает заполнить пустоты);
- отклонение электрода (расплав образуется рядом со стыком, а не над ним);
- неправильно установленный рабочий ток (электроду для расплавления не хватает ампеража).

Пережог (его еще называют перегревом) характерен при несоблюдении технологии сварки: когда ток больше, чем нужен, а скорость низкая. Нарушается структурная решетка: зерна в шве формируются слишком крупные, металл становится хрупким из-за критической ударной вязкости. Дефект не устраняется термообработкой, влияющей на микроструктуру, необходимо делать глубокую зачистку, а затем заделку области пережога.

Сквозные
Просветы определяются визуально или при проверке герметичности. Главная причина сквозных дефектов – прожоги. Характерны для тонкостенных деталей, электрод насквозь прожигает металл рядом с наплавленным шовным валиком. Причина прожога – несоблюдение технологического процесса:
- большой зазор между свариваемыми заготовками;
- повышенный ток;
- низкая скорость перемещения электрода;
- прекращение подачи защитного газа.
При образовании отверстия ванна расплава не формируется, металл утекает за ее пределы.

Контроль качества сварных соединений
Сварщик несет индивидуальную ответственность за качество работы. Недопустимые дефекты – такие, при которых изделие или конструкцию нельзя эксплуатировать. Поврежденный сварочный шов может лопнуть под воздействием окружающей среды, силовой нагрузки. Контролеру необходимо выявить тип дефекта, место его расположения, размер. В зависимости от предполагаемых условий эксплуатации выбирает методы контроля.
ВИК (визуально-измерительный) – самый простой и доступный. Соединение измеряют, осматривают. Для улучшения визуализации используют лупы, реже микроскопы (смотрят зернистость застывшего металла).
Цветная дефектоскопия используется для выявления трещин, несплошностей, наплывов в области сварных швов.
Диагностические методы с использованием приборов (радиационный, ультразвуковой, магнитно-резонансный) определяет внешне невидимые дефекты образованного металлического слоя, зон фазового перехода, где возникают внутренние напряжения. Место сварки покрывают тремя типами химических средств. Сначала очистителем (ацетоном или другими растворителями) подготавливают поверхность. После этого сварной шов из пульверизатора или кисточкой покрывают индикатором-пенетрантом, подходящими к данному виду стали или цветного металла. Затем проявителем. Через несколько секунд несплошности становятся видны. Индикаторную пленку после осмотра сварного соединения снимают сухой тканью и салфеткой, следов на деталях не остается.
Способы устранения дефектов сварных швов
Допускаются только незначительные по размеру изъяны, не влияющие на прочность соединений. Большинство дефектов сварочных швов, выявленных в ходе контроля, необходимо устранить. Они ухудшают эксплуатационные свойства металлоконструкций, могут стать причиной аварии, разгерметизации трубопроводов или сосудов.
Методика исправления недостатков сварки зависит от вида дефектных нарушений:
- Пористость, выявленную визуально или методом неразрушающего контроля, вырубают. Швы проваривают заново с соблюдением технологии, снижающей риск образования газовых полостей на поверхности и внутри металла.
- Свищи по природе схожи с глубокой пористостью, отличаются образованием воронок различной глубины. Неустранимые подваркой нарушения шва вырубают. Делают обрубку и зачистку дефектного участка, если массивный валик позволяет такую корректировку.
- Подрезы по линии диффузного слоя обычно бывают на сверхнормативно направленных валиках. Их убирают зачисткой или дополнительной наплавкой металла.
- Непровары случаются, когда кромки плохо разогреваются при образовании ванны расплава. Дефект, обнаруженный во время приемки изделия, корректируют новой проходкой. Участок шва с дефектом удаляют болгаркой или механически вырубают, после этого заполняют расплавом.
- Наплывы или подтеки снимают шкуркой, как регламентировано в стандарте. Объемные дефекты предварительно срубают, затем проводят зачистку шкуркой допустимого размера или напильником. После подготовки кромок снова наплавляют валик.
- Шлаковые вкрапления, снижающие прочность на разрыв, видимые или выявленные аппаратурой, удаляют механически, образовавшийся зазор тщательно проваривают, после этого доводят валик до нужных параметров.
- Отклонения валика от допустимых геометрических размеров:
в сторону увеличения устраняют зачисткой, срубанием излишков металла;
в меньшую – подваркой шва.
Качество соединения зависит не только от профессионализма сварщика. Скачки напряжения в сети гасят не все сварочники, некоторые начинают хуже работать. Появлению пор способствует окисление ванны расплава, насыщение стали водородом, азотом. Какой бы ни была причина прогаров, наплывов или других дефектов, их необходимо после обнаружения обязательно устранить, переварить металл или хорошо зачистить валик. Дефекты ухудшают не только внешний вид соединения, но и снижают сопротивляемость металла к механическим разрушениям под ударной, динамической крутящей или однонаправленной статической нагрузкой.
Сварочные напряжения и деформации
Образование напряжений и деформаций при сварке обычно связано с несоблюдением технологических требований. Такие соединения ненадежны, так как на швах могут появиться трещины, снижающие прочность. После деформации при сварке геометрические параметры могут измениться настолько, что конструкция будет непригодна для эксплуатации.
Определение сварочных напряжений и деформаций
Сварочные напряжения ― это воздействия, приложенные к поперечному сечению. По направленности они могут быть:
- растягивающего действия;
- изгибающего;
- крутящего;
- сжимающего;
- срезающего.
Сварочные деформации ― это искажение формы под действием прилагаемых сил. Нарушения могут проявиться не сразу после завершения сварочных работ, а во время эксплуатации из-за увеличения нагрузки. В лучшем случае снизится антикоррозийная устойчивость, в худшем ― разрушится конструкция.
Сварочные напряжения ― это воздействия, приложенные к поперечному сечению.
Сварочные деформации ― это искажение формы под действием прилагаемых сил.
Причины возникновения
Причины образования деформаций и напряжений при сварке подразделяются на основные и побочные категории. К первым относят те, которые возникают во время сварки, поэтому неизбежны. Вторые нужно предотвращать.
Основные причины возникают как следствие:
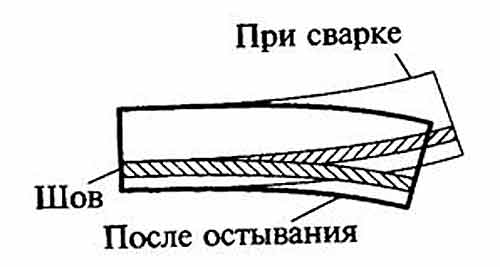
- Неравномерного нагрева сварочной зоны и прилегающих участков. Более горячий металл расширяется больше чем холодный, поэтому между слоями с разной температурой начинает концентрироваться напряженность. Ее величина определяется степенью нагревания и коэффициентом теплового расширения. Чем больше эти значения, тем выше вероятность нарушения геометрии конструкций.
- Усадки. Когда при охлаждении после сварки металл переходит из жидкой фазы в твердое состояние, объем уменьшается. Этот процесс сопровождается растягиванием прилегающих участков с образованием напряжений, направленных вдоль или поперек шва. Продольное воздействие изменяет длину соединения, а поперечное способствует образованию угловой деформации.
- Структурных изменений. При сварке высокоуглеродистой или легированной стали с большим нагревом происходит процесс закаливания с изменением объема и коэффициента теплового расширения. Это явление создает напряжения, приводящие к образованию трещин внутри и на поверхности швов. У сталей, в составе которых углерода меньше 0,35%, структурные изменения настолько малы, что не оказывают существенного влияния на качество сварных соединений.
К побочным причинам причисляют:
- неправильный выбор электродов или режимов сварки, некачественная подготовка деталей перед сваркой, другие нарушения технологии;
- неверный выбор вида швов или малое расстояние между ними, большое количество точек пересечения соединений и прочие конструктивные ошибки;
- неопытность сварщиков.
Классификация напряжений и деформаций
В зависимости от причины образования напряжения называются тепловыми и структурными. Первые возникают во время нагрева/остывания, вторые возникают при структурной перестройке металла. При сварке легированных или высокоуглеродистых сортов стали они проявляются совместно.
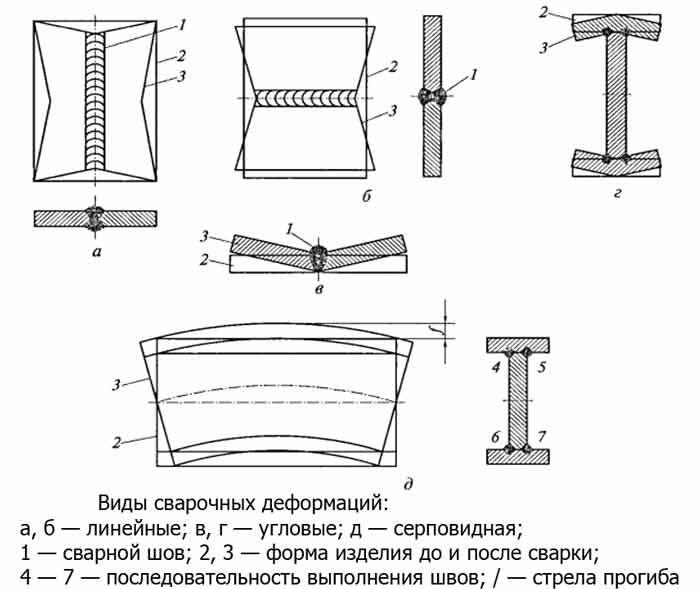
По месту действия напряжения присутствуют в границах конструкции, зернах, кристаллической решетке металла. По виду напряженного состояния их называют:
- линейными, с односторонним действием;
- плоскостными, действующими по двум направлениям;
- объемными, распространяющиеся по трем осям.
По направленности продольные напряжения действуют вдоль сварного соединения, а поперечные перпендикулярно.
Деформацию конструкции, которая происходит в процессе сварки, называют общей, а если изменяются размеры и форма только одной или нескольких деталей ― местной. По продолжительности существования действие временных сварочных деформаций проявляется только в процессе соединения деталей. После охлаждения геометрические параметры восстанавливаются. Остаточной называют сварочную деформацию, которая остается неизменной после устранения причины появления. Если геометрические параметры восстанавливаются после завершения сварки, деформации называются упругими, если нет ― пластичными.
Как предотвратить возникновение
Для снижения величины сварочных напряжений и деформаций при подготовке к работе специалисты рекомендуют:
- при проектировании выполнять расчет деформаций для правильного формирования сечения сварочных швов, припусков для усадки;
- располагать швы симметрично по отношению к осям узлов;
- не проектировать соединения так, чтобы больше трех швов пересекались в одной точке;
- прежде чем приступить к сварке, проверить, нет ли отклонений величины зазоров на стыках от расчетных величин;
- не проводить швы через места концентрации напряжений.
Для уменьшения деформаций и напряжений во время работы применяют следующие приемы:
- создавать на соединениях очаги дополнительной деформации с действием, противоположным сварке;
- швы длиной больше 1 м разбивать на отрезки длиной 10 — 15 см и сваривать обратноступенчатым методом;
- подкладывать под стыки медные или графитовые прокладки для снижения температуры сварочной зоны;
- соседние швы сваривать так, чтобы деформации компенсировали друг друга;
- для сварки деталей из вязкого металла применять технологии, которые обеспечивают снижение величины остаточных явлений;
- делать размер швов меньше, если это допускается условиями эксплуатации;
- по возможности выполнять соединения с меньшим числом проходов;
- при наложении двухсторонних швов слои наплавлять попеременно с каждой стороны;
- предварительно выгибать края заготовок в направлении, противоположном действию деформации, когда сварка завершится, они вернутся в исходное положение;
- не делать много прихваток;
- для ускорения сборки и снижения величины деформаций небольшие узлы сваривать в кондукторах.
Методы устранения напряжений
Для снятия напряжений пользуются отжигом и механической обработкой. Первый способ применяют в случаях, когда требуется обеспечить высокую точность размеров. Местный или общий отжиг проводят при нагреве до 550 — 680⁰C в три стадии: нагревание, выдержка, охлаждение.
Для механического снятия напряжений используют обработку проковкой, прокаткой, вибрацией, взрывом, чтобы создать нагрузку с противоположным знаком. Для горячей и холодной проковки используют пневматический молот. Обработку вибрацией проводят устройством, которое генерирует колебания с частотой в диапазоне 10 — 120 Гц.
Способы снятия напряжений, минимизации деформаций и правки выбирают в зависимости от размеров и формы деталей, сложности конструкции.
Методы устранения деформаций
Дефекты устраняют термическим с местным или общим нагревом, холодным механическим, термомеханическим способами. Для правки термическим методом с полным отжигом конструкцию закрепляют в устройстве, которое создает давление на искривленный участок, затем нагревают в печи.
Способ локального нагрева основан на сжимании металла при остывании. Для исправления дефектов искривленное место греют горелкой или сварочной дугой. Так как прилегающие участки остаются холодными, зона нагрева не может значительно расшириться. После охлаждения растянутый участок выпрямляется.
Термическим способом выправляют любые виды деформаций, однако при работе с тонкостенным металлом следует учитывать его особенности:
- тепло при местном нагреве тонких стальных листов быстро распространяется по всей площади, поэтому величина усилия сжатия оказывается недостаточной для исправления дефекта;
- температура локального нагрева тонкостенного металла не должна превышать 600 — 650⁰C, поскольку при увеличении температуры начнется образование пластических деформаций даже при отсутствии напряжения.
При механической правке растянутые участки деформируются внешними нагрузками в обратном направлении. Дефекты устраняют применением изгибания, вальцовки, растяжения, ковкой, прокаткой роликами.
Термомеханическую правку проводят с подогревом растянутого участка до 700 — 800⁰C и внешнего воздействия. Для выправления участков с большим растяжением сначала из избытков металла холодной рихтовкой формируют выступы в форме куполов. Затем по отдельности нагревают и резко охлаждают.
Способы снятия напряжений, минимизации деформаций и правки выбирают в зависимости от размеров и формы деталей, сложности конструкции. При этом учитывают эффективность метода, трудоемкость, величину финансовых затрат.
Читайте также: