Дефекты при сварке плавлением
Обновлено: 21.09.2024
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ДЕФЕКТЫ СОЕДИНЕНИЙ ПРИ СВАРКЕ
МЕТАЛЛОВ ПЛАВЛЕНИЕМ
Классификация, обозначение и определения
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Институтом электросварки им. Е.О. Патона Национальной Академии наук Украины; Межгосударственным техническим комитетом по стандартизации МТК 72 «Сварка и родственные процессы»
ВНЕСЕН Государственным комитетом Украины по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 11 от 23 апреля 1997 г.)
За принятие проголосовали:
Наименование национального органа по стандартизации
Госстандарт Республики Беларусь
3 Настоящий стандарт полностью соответствует ИСО 6520 - 82 «Классификация дефектов швов при сварке металлов плавлением (с пояснениями)»
4 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 2 марта 2001 г. № 115 - ст межгосударственный стандарт ГОСТ 30242 - 97 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 2003 г.
5 ВВЕДЕН ВПЕРВЫЕ
СОДЕРЖАНИЕ
1 Область применения
2 Классификация дефектов
3 Наименование, определение и обозначение дефектов
Группа 1. Трещины
Группа 2. Поры
Группа 3. Твердые включения
Группа 4. Несплавление и непровар
Группа 5. Нарушение формы шва
Группа 6. Прочие дефекты
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ДЕФЕКТЫ СОЕДИНЕНИЙ ПРИ СВАРКЕ МЕТАЛЛОВ ПЛАВЛЕНИЕМ
Классификация, обозначение и определения
Imperfections in metallic fusion welds.
Classification, designation and definitions
Дата введения 2003 - 01 - 01
1 Область применения
Настоящий стандарт устанавливает классификацию, определения и условные обозначения дефектов швов, зон термического влияния и основного металла при сварке металлов плавлением.
2 Классификация дефектов
2.1 Дефекты при сварке металлов плавлением образуются вследствие нарушения требований нормативных документов к сварочным материалам, подготовке, сборке и сварке соединяемых элементов, термической и механической обработке сварных соединений и конструкции в целом.
2.2 В настоящем стандарте дефекты классифицированы на шесть следующих групп:
1 - трещины;
2 - полости, поры;
3 - твердые включения;
4 - несплавления и непровары;
5 - нарушение формы шва;
6 - прочие дефекты, не включенные в вышеперечисленные группы.
3 Наименование, определение и обозначение дефектов
Наименование, определение и обозначение дефектов приведены в таблице 1.
В таблице приведены:
- в графе 1 - трехзначное цифровое обозначение каждого дефекта или четырехзначное цифровое обозначение его разновидностей;
- в графе 2 - буквенное обозначение дефекта, используемое в сборниках справочных радиограмм Международного института сварки (МИС);
- в графе 3 - наименование дефекта на русском, английском и французском языках;
- в графе 4 - определение и/или поясняющий текст;
- в графе 5 - рисунки, дополняющие определение при необходимости.
Таблица 1
Контроль сварных соединений. Методы контроля дефектов сварки
Дефекты в сварных соединениях бывают двух типов: внешние и внутренние. К внешним дефектам относятся наплывы, подрезы, наружные непровары и несплавления, поверхностные трещины и поры. К внутренним дефектам относятся скрытые трещины и поры, внутренние непровары и несплавления, шлаковые включения и др. (рис. 1).
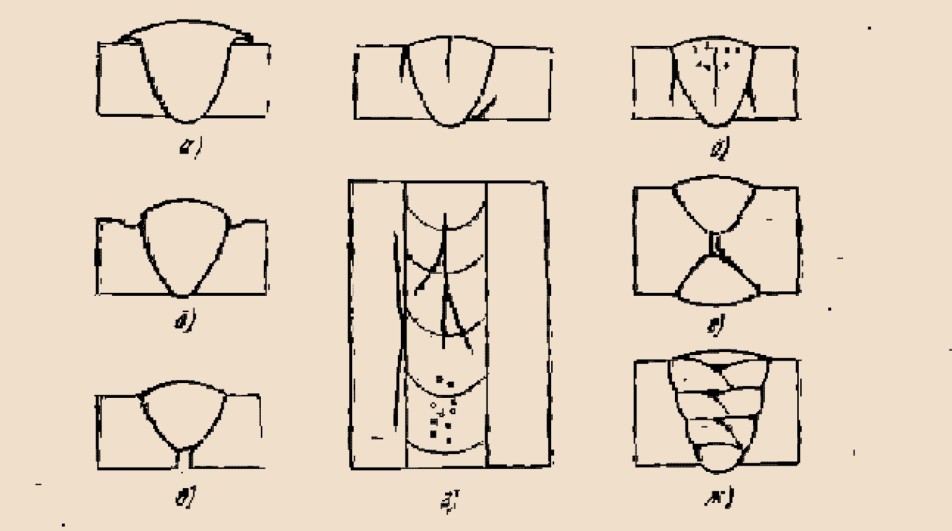
Рис. 1. Виды дефектов в сварных соединениях: (а – г) – внешние дефекты: наплывы, подрезы, наружные непровары и несплавления, поверхностные трещины и поры; (д — ж) – внутренние дефекты: скрытые трещины и поры, внутренние непровары и несплавления, шлаковые включения
На рис. 2 – 8 показаны схемы и фотографии дефектов в сварных соединениях.

Рис. 2. Продольная трещина сварного соединения


Рис. 3. Пористость в сварном шве
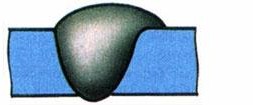

Рис. 4. Наплывы в сварном шве.
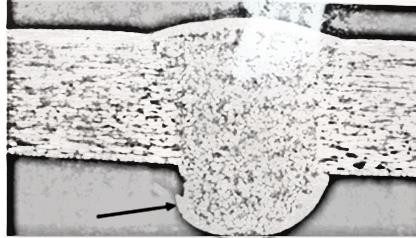
Рис. 5. Макроструктура сварного шва (проплав)
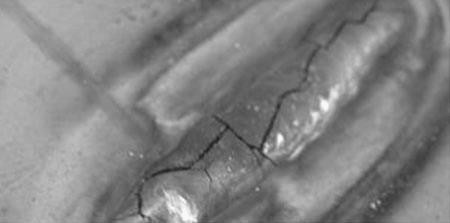
Рис. 6. Трещины в сварном шве
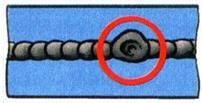

Рис. 7. Кратер в сварном шве
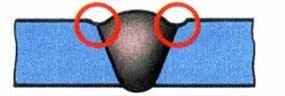

Рис. 8. Подрезы в сварном шве
Качество сварных соединений обеспечивают предварительным контролем материалов и заготовок, текущим контролем за процессом сварки и приёмочным контролем готовых сварных изделий. В зависимости от нарушения целостности сварного соединения при контроле различают разрушающие и неразрушающие методы контроля.
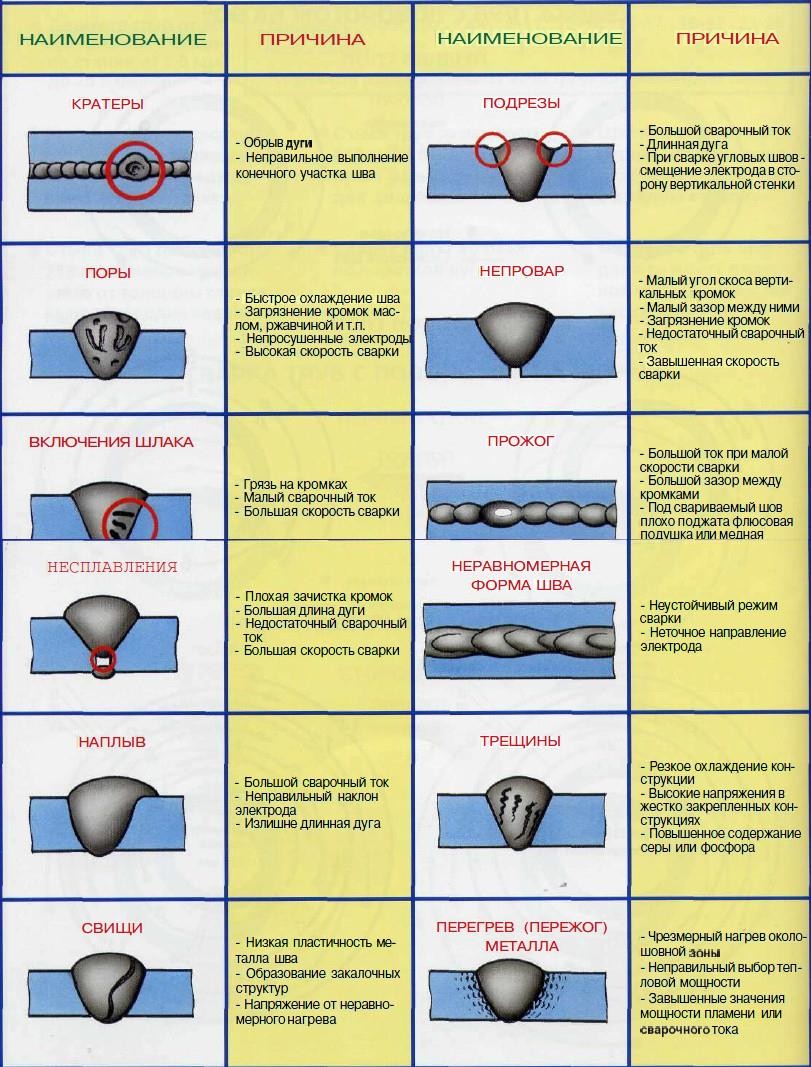
2. Таблица дефектов сварных швов и причины их возникновения
3. Методы контроля
При предварительном контроле основного и сварочных материалов устанавливают, удовлетворяют ли сертификатные данные в документах заводов-поставщиков требованиям, предъявляемым к материалам в соответствии с назначением и ответственностью сварных узлов и конструкций. Перед сборкой и сваркой заготовок проверяют, соответствуют ли их форма и габаритные размеры установленным, а также контролируют качество подготовки кромок и свариваемых поверхностей. При изготовлении ответственных конструкций сваривают контрольные образцы. Из них вырезают образцы для механических испытаний. По результатам испытаний оценивают качество основного и сварочных материалов, а также квалификацию сварщиков, допущенных к сварке данных конструкций.
При текущем контроле проверяют соблюдение сварщиками установленных параметров режимов сварки и исправность работы сварочного оборудования. Осматривают сварные швы для выявления внешних дефектов и замеряют их геометрические размеры. Замеченные отклонения устраняют непосредственно в процессе изготовления конструкций.
Готовые сварные соединения в зависимости от назначения и ответственности конструкции подвергают приёмочному контролю:
- внешнему осмотру для выявления поверхностных дефектов;
- обмеру сварных швов;
- испытаниям на плотность;
- магнитному контролю;
- просвечиванию рентгеновским и гамма-излучениям, ультразвуком для выявлений внутренних дефектов (рис. 9)
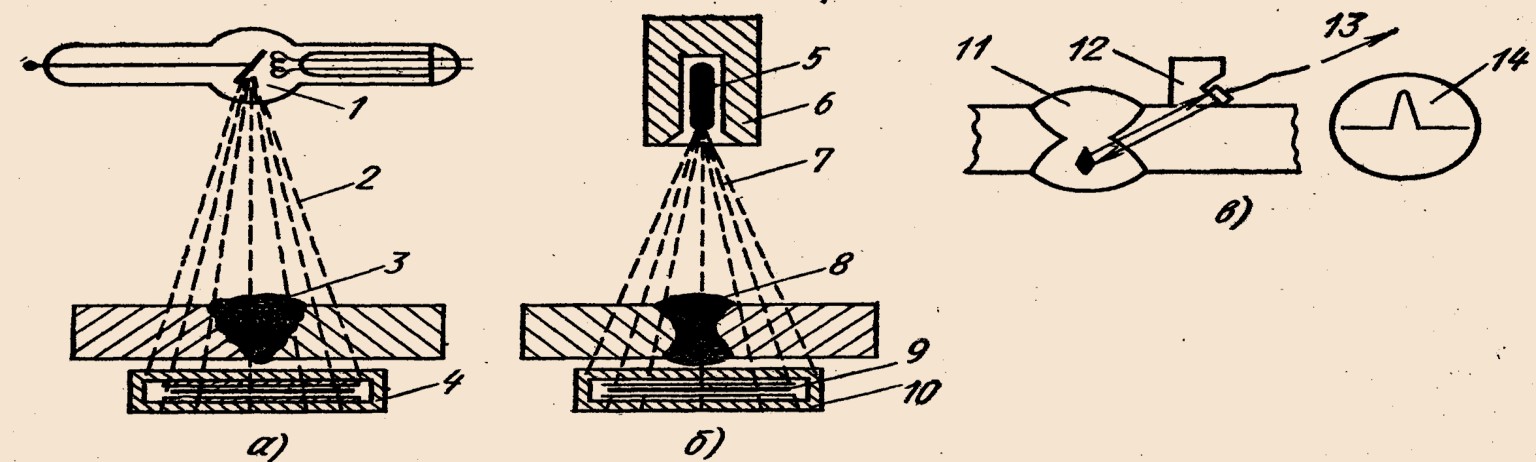
Рис. 9. Методы контроля сварных соединений: а – рентгеновский; б – гамма-излучением; в – ультрозвуковой 1 – рентгеновская трубка; 2 – рентгеновские лучи; 3 – сварной шов; 4 – кассета с рентгеновской плёнкой; 5 – ампула с радиоактивным изотопом; 6 – свинцовый контейнер; 7 – гамма-лучи; 8 – сварное соединение; 9 – рентгеновская плёнка; 10 – кассета; 11 – сварное соединение; 12 – пьезометрический щуп; 13 – ультразвуковой дефектоскоп; 14 – осциллограф
На плотность испытывают ёмкости для хранения жидкостей, сосуды и трубопроводы, работающие при избыточном давлении, путём гидравлического и пневматического нагружения, с помощью течеискателей и керосином.
Магнитный контроль основан на намагничивании сварных соединений и обнаружения полей магнитного рассеяния на дефектных участках (рис. 10).

Рис. 10. Проверка качества сварных швов магнитной дефектоскопией
При контроле качества сварки магнитными дефектоскопами используется явление электромагнетизма. Прибор создает вокруг исследуемой области магнитное поле, поток линий которого, проходя через металл, искривляется в местах дефектов. Это искажение фиксируется определенными способами, из которых в сварочном производстве используются два — магнитопорошковый и магнитографический. При первом, на поверхность сварного соединения наносят сухой или влажный (в смеси с маслом, керосином или мыльным раствором) ферромагнитный порошок (например, железный), который скапливается в местах дефектов, свидетельствуя, таким образом, о наличие несплошностей.
Более совершенный магнитографический способ предполагает наложение на шов ферромагнитной ленты, на которой после пропускания ее через прибор проявляются имеющиеся дефекты (рис. 11).
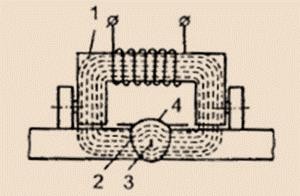
Рис. 11. Проверка качества сварных швов магнитной дефектоскопией: 1 — магнит, 2 — сварной шов, 3 — дефект, 4 — магнитная пленка.
Магнитным способам контроля могут подвергаться только ферромагнитные металлы. Хромоникелевые стали, алюминий, медь, не являющиеся ферромагнетиками, магнитному контролю не подлежат.
Рентгеновское просвечивание основано на различном поглощении рентгеновского излучения участками металла с дефектами и без них. Сварные соединения просвечивают с помощью специальных рентгеновских аппаратов. После проявления плёнки на ней фиксируют участки повышенного потемнения, которые соответствуют дефектным местам в сварном соединении. Вид и размер дефектов определяют сравнением плёнки с эталонными снимками (рис. 12).
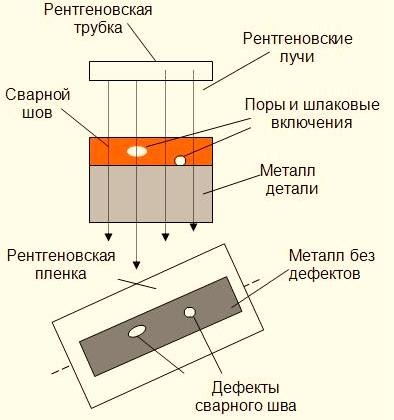
Рис. 12. Выявление дефектов в сварных швах
Применяемые в промышленности рентгеновские аппараты позволяют просвечивать сварные соединения из стали толщиной 10 – 200 мм, алюминия до 300 мм, меди до 25 мм. При этом фиксируют дефекты, размеры которых составляют 2% толщины металла.
Просвечивание гамма-лучами (рис. 13) по сравнению с рентгеновским имеет ряд преимуществ. Благодаря портативности аппаратуры его можно применять в любых условиях (в цехах, полевых условиях, на монтаже и т.п.). Кроме того, просвечивание гамма-лучами – менее дорогостоящий способ.
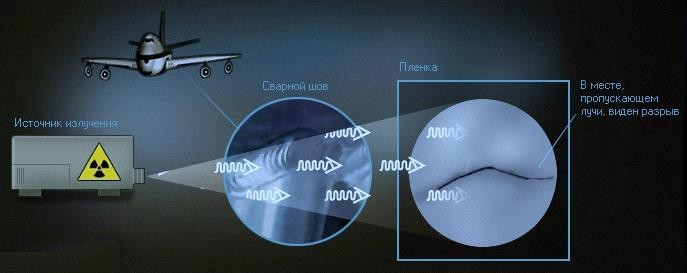
Рис. 13. Просвечивания гамма-лучами сварных швов
Недостатком его является низкая чувствительность при просвечивании малых толщин (до 50 мм). На больших толщинах чувствительность такая же, как у рентгеновского метода.
Ультразвуковой контроль основан на способности ультразвуковых волн отражаться от поверхности раздела двух сред. При встрече с поверхностью дефекта возникает отражённая ультразвуковая волна, дефект фиксируется на экране осциллографа.
Промышленные ультразвуковые дефектоскопы (рис. 14) позволяют обнаруживать дефекты на глубине 1 – 250мм. При этом можно выявлять дефекты с минимальной площадью (1 – 2 мм 2 ). С помощью ультразвукового метода можно выявить наличие дефекта и даже место его расположения, но нельзя установить его вид.
Дефекты при сварке плавлением
ГОСТ Р ИСО 6520-1-2012
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Сварка и родственные процессы
КЛАССИФИКАЦИЯ ДЕФЕКТОВ ГЕОМЕТРИИ И СПЛОШНОСТИ В МЕТАЛЛИЧЕСКИХ МАТЕРИАЛАХ
Welding and allied processes. Classification of geometric imperfections in metallic materials. Part 1: Fusion welding
Дата введения 2014-01-01
1 ПОДГОТОВЛЕН Федеральным государственным учреждением "Научно-учебный центр "Сварка и контроль" при МГТУ им.Н.Э.Баумана (ФГУ "НУЦСК" при МГТУ им.Н.Э.Баумана), Национальным Агентством Контроля Сварки (НАКС), Автономной некоммерческой организацией "Головной аттестационный центр сварщиков и специалистов сварочного производства" на основе собственного аутентичного перевода на русский язык международного стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
4 Настоящий стандарт идентичен международному стандарту ИСО 6520-1:2007* "Сварка и родственные процессы. Классификация дефектов геометрии в металлических материалах. Часть 1. Сварка плавлением" (ISO 6520-1:2007(E/F) "Welding and allied process - Classification of geometric imperfections in metallic materials - Part 1: Fusion welding)
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
5 ВВЕДЕН ВПЕРВЫЕ
Введение
Международный стандарт ИСО 6520-1 разработан техническим комитетом ИСО/ТК44 "Сварка и родственные процессы", подкомитетом ПК7 "Термины и определения".
Это второе издание стандарта заменяет первое издание (ИСО 6520-1:1998), которое подверглось пересмотру.
Стандарты серии ИСО 6520 включают в себя следующие части, объединенные под общим названием "Сварка и родственные процессы. Классификация дефектов геометрии в металлических материалах":
- Часть 1 Сварка плавлением;
- Часть 2 Сварка давлением.
Эта часть стандарта ИСО 6520 является основной для классификации и описания дефектов сварки.
Для более точной классификации дефектов приводятся пояснения и, при необходимости, эскизы.
Металлургические дефекты не рассматриваются.
Возможна другая система обозначения дефектов согласно стандарту ISO/TS 17845. Приложение Б содержит связь между классификацией дефектов по настоящему стандарту и системой обозначений согласно стандарту ISO/TS 17845.
Примечание - Дополнительно к наименованиям на двух из трех официальных языков ИСО (английском и французском) эта часть стандарта ИСО 6520 содержит также соответствующее наименование на немецком языке.
2 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
2.1 дефект (imperfect ion): Несплошность в сварном соединении или отклонение от требуемой геометрии.
2.2 недопустимый дефект (defect): Дефект, превышающий норму.
3 Классификация дефектов и пояснения
Основой системы обозначения дефектов, приведенной в таблице 1, является их классификация по 6-ти основным группам:
- 3: твердые включения;
- 4: несплавление и непровар;
- 5: отклонение формы и размера;
- 6: прочие дефекты.
В таблице 1 приведены:
- в столбце 1 - трехзначный порядковый номер для основной группы дефектов и четырехзначный порядковый номер для подгрупп;
- в столбце 2 - наименование дефекта на русском, английском, французском и немецком языках;
- в столбце 3 - определение и/или поясняющий текст;
- в столбце 4 - рисунки, дополняющие определение, при необходимости.
4 Виды трещин
Виды трещин в зависимости от причин их образования как во время, так и после сварки представлены в приложении А. Обозначение буквенное.
Если требуется полное описание трещин, то следует использовать комбинацию цифрового обозначения из таблицы 1 с буквенным обозначением приложения А.
5 Обозначения
Для обозначения дефектов используется следующая форма: Трещина (100) обозначается следующим образом: дефект ИСО 6520-1-100.
Таблица 1 - Классификация дефектов
Определение и/или пояснение дефекта
Рисунки сварных швов и соединений с дефектами
Группа N 1 - Трещины
Нарушение сплошности, вызванное локальным разрывом в результате охлаждения или действия нагрузок
Дефекты сварки
Открыв ГОСТ 30242 «Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения» конечно можно прочитать какие бывают дефекты сварных швов, а вот понять… А вот понять, что такое дефекты сварки мы поможем в данной статье. И в отличие от книги
Юхин Н.А. Дефекты сварных швов и соединений

Приведены название каждого дефекта и его трехзначное цифровое обозначение (или четырехзначное обозначение разновидности), а также буквенное обозначение согласно Классификации дефектов Международного института сварки (МИС). Рисованные изображения дефектов снабжены пояснениями: допустимость дефекта, внешние признаки (если они имеются), причины и процесс возникновения. Указаны способы предупреждения дефектов как перед сваркой, так и во время сварки и, наконец, способы их обнаружения и устранения.
Образование трещин в сталях
С точки зрения простого здравого смысла трещины в сварных соединениях невозможны: металл при выполнении сварного шва сначала жидкий, а затем при охлаждении - пластичный. Однако факторы (причины и следствия), обуславливающие образование сварного соединения являются также и факторами (условиями), образования трещин в нём, как-то: нагревание, плавление, кристаллизация, охлаждение в жёстком закреплении, структурные, фазовые превращения, внутренние напряжения, микро- и макро- неоднородности, и т.п. Появление (получение) сварного соединения без трещин скорее исключение, чем правило.
Что такое подрез в сварке?
Начинающие сварщики часто задают вопросы: «Что такое подрез в сварке? Какие причины образования подрезов при сварке? Как производить ремонт подрезов сварных швов?» и в данной статье на все эти вопросы есть ответы.

Контроль качества на производстве
Типовые требования к сварочному производству
К сварочному производству предъявляются следующие типовые требования:
- обеспеченность необходимым сварочным оборудованием, технологическим оснащением, механическим специализированным оборудованием и транспортно-складской системой;
- обеспеченность необходимой технической (в т.ч. технологической) документацией;
- обеспеченность квалифицированным (аттестованным) персоналом;
- обеспеченность системой контроля качества продукции (системой обеспечения качества), которая фиксирует качество сварных конструкций и обеспечивает стабильность показателей качества;
- максимально-рациональный уровень механизации и автоматизации сварочных и вспомогательных (сопутствующих) производственных (технологических) процессов.
Профилактика и борьба с деформациями при сварке (видео)
Видео от компании Lincoln о профилактике и борьбе с деформациями при сварке.
Видео на английском языке.
Читайте также: