Генератор сварочный гд 314 у2 схема
Обновлено: 21.09.2024
К этому типу генераторов относятся генераторы с параллельной намагничивающей и последовательной размагничивающей обмотками возбуждения марок: ГСО - 300, ГС - 500, ГД - 310, ГД - 307 и др.
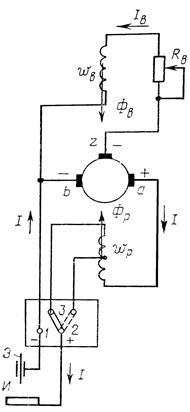
Рисунок 22 - Электромагнитная схема генератора ГД – 310
Сварочный генератор ГД - 310 (см. рис. 22) четырехполюсный с самовозбуждением и с последовательной размагничивающей обмоткой. На главных полюсах генератор имеет две обмотки: намагничивающую (шунтовую), расположенную на двух геометрических противоположенных одноименных полюсах ( ) так, что полюсы с намагничивающей и размагничивающей обмотками чередуются. Параллельная намагничивающая обмотка возбуждения изготавливается из провода марки ПСД, диаметром 1,88 мм, а последовательная обмотка - из провода марки AM размеромЭ.Д.С. и напряжение на этой половине обмотки якоря между щетками "минус" и дополнительной щеткой определяются результирующей величиной половины магнитного потока главных полюсов и половины поперечного потока реакции якоря в межжелезном пространстве.
Вследствие размагничивающего действия последовательной обмотки с увеличением тока нагрузки поток главных полюсов уменьшается, а поток поперечной реакции якоря увеличивается.
Генератор рассчитан так, что напряжение между щетками - дополнительной и отрицательной основной, от которых питается намагничивающая обмотка возбуждения, с изменением тока нагрузки изменяется в небольших пределах, следовательно в небольших пределах изменяется ток и в обмотке возбуждения. Таким образом, поддерживается постоянство напряжения возбуждения при изменении нагрузки.
Генератор имеет крутопадающую внешнюю характеристику, обеспечивающую хорошее зажигание и горение сварочной дуги. Падающая внешняя характеристика получается за счет размагничивающего действия последовательной обмотки.
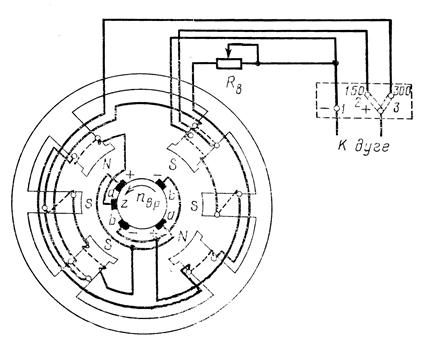
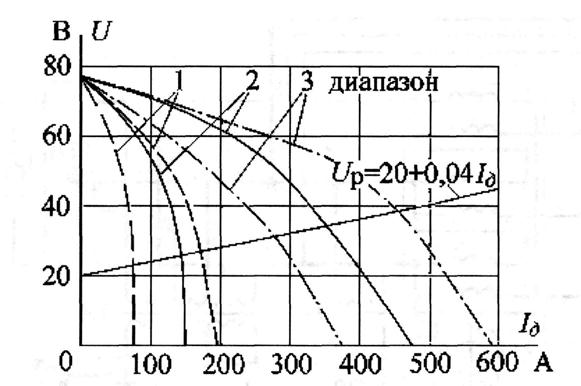
Сварочный генератор имеет пределы регулирования сварочного тока от 60 до 350 А, при напряжении на дуге, определяемой по формуле:
Регулирование сварочного тока производится дистанционным реостатом, последовательно включенным в цепь намагничивающей обмотки возбуждения.
Чтобы при регулировании сварочного тока до наименьшей величины напряжения холостого хода не было слишком малым, генератор имеет три ступени регулирования и три диапазона сварочных токов: 200 - 350А; 90 - 230А; 60 - 100А.
Диапазон 60 - 100А получается за счет включения в цепь якоря балластных сопротивлений, смонтированных на корпусе генератора.
Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰).
Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.

© cyberpedia.su 2017-2020 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!
ЭЛЕКТРОСВАРОЧНЫЙ АГРЕГАТ
ЭЛЕКТРОСВАРОЧНЫЙ АГРЕГАТ АДБ-305-1
Электросварочный агрегат АДБ-305-1 (взамен АСБ-300-7) предназначен для электрической дуговой сварки постоянным током. Агрегат состоит из сварочного генератора ГД-303 с расширенными пределами регулирования сварочного тока и дистанционным регулированием величины тока. Агрегат спарен с двигателем внутреннего сгорания ГАЗ-320.
Агрегат смонтирован на одноосном автомобильном прицепе Ирбитского автоприцепного завода ИАПЗ-738. Вспомогательное оборудование (сварочные кабели длиной 25 м, провод дистанционного реостата, щиток сварщика, ширма, стол и стул сварщика, инструмент, заправочный инвентарь, шанцевый инструмент) уложено в двух ящиках и футляре прицепа и закреплено на раме прицепа и на крыше агрегата.
На агрегате установлен автоматический регулятор АРС-45 обо¬ротов двигателя для уменьшения расхода горючего и увеличения моторесурсов двигателя путем снижения оборотов на холостом ходу. Сварочный генератор ГД-303 — однопостовой четырехполюсный генератор постоянного тока с последовательной размагничивающей обмоткой и самовозбуждением.
Техническая характеристика
При Пр 100% Пр 60%
Мощность, квт 7,5 9,6
Напряжение, в 30 32
Номинальный ток, а 250 300
Число оборотов вала, об/мин 2000
Пределы регулирования сварочного тока, а . . 15—350
Общий вес агрегата, кг 1440
Габаритные размеры, мм:
длина 4000
ширина 2070
высота 2180
Дорожный просвет, мм 380
Угол съезда (задний), град 30
ЭЛЕКТРОСВАРОЧНЫЙ АГРЕГАТ 6120
Электросварочный агрегат 6120 предназначен для электрической дуговой сварки постоянным током. Агрегат состоит из сварочного генератора ГД-303, спаренного с двигателем внутреннего сгорания ГАЗ-320Б.
Агрегат смонтирован на одноосном автомобильном прицепе ИАПЗ-738. Вспомогательное оборудование (сварочные кабели длиной 25 м, провод дистанционного реостата, щиток сварщика, ширма, стол и стул сварщика, инструмент, заправочный инвентарь, шанцевый инструмент) уложено в двух ящиках и футляре, закреплено на раме прицепа и на крыше агрегата.
На агрегате установлен автоматический регулятор оборотов двигателя АРС-45 для уменьшения расхода горючего и увеличения моторесурсов двигателя путем снижения оборотов на холостом ходу.
Сварочный генератор ГД-303 — однопостовый четырехполюсный генератор постоянного тока с последовательной размагничивающей обмоткой и самовозбуждением. Генератор имеет расширенные пределы регулирования сварочного тока и дистанционное регулирование величины тока.
Техническая характеристика
Мощность, кат:
при ПР 100% 7,5
при ПР 60% 9.6
Напряжение, в:
при ПР 100% 30
при ПР 60% 32
Номинальный ток, а:
при ПР 100% 250
при ПР 60% 300
Число оборотов вала, об/мин 2000
Пределы регулирования сварочного тока, а . 15—350
Общая масса агрегата, кг . 1580
Габаритные размеры, мм:
длина 4000
ширина . 2070
высота 2180
Дорожный просвет, мм 380
Угол съезда (задний), град 30
Агрегат смонтирован на одноосном прицепе ИАПЗ-738
В комплект станции входит
1 − Бензоэлектрический агрегат
2 − Одноосный прицеп ИАПЗ-738
3 − Ящик с оборудованием сварщика
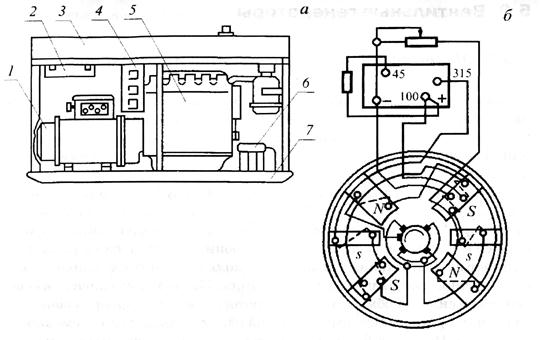
Бензоэлектрический агрегат служит для преобразования механической энергии двигателя внутреннего сгорания в электрическую энергию сварочного тока. Состав:
1 − Двигатель внутреннего сгорания
2 − Генератор постоянного тока
3 − Щиток приборов контроля и управления работой двигателяв нутреннего сгорания
4 − Рама с кожухом и съемными боковинами
Двигатель внутреннего сгорания ГАЗ-322-01 – двигатель ЗМЗ-24 модифицированный
Тип – карбюраторный, четырехцилиндровый, четырехтактный
Мощность – 40 л.с.при 2000 оборотах коленчатого вала в минуту.
Охлаждение – водяное.
Топливо – бензин А-76.
Степень сжатия – 6,7.
Зажигание – батарейное.
Генератор – ГД-314У2.
Род сварочного тока – постоянный.
Пределы регулирования тока – 15-40А, 40-160А, 160-350А.
Рабочее напряжние – 32 В.
Напряжение холостого хода – 80 В.
В ящике уложено: сварочные кабели −
− щиток −
− инструмент сварщика
Однопостовые агрегаты с бензиновыми двигателями
Все бензиновые двигатели, примененные в сварочных агрегатах, созданы на базе автомобильных двигателей. Двигатель ЗМЗ-320-01, установленный на агрегатах нескольких типов, создан на базе двигателя ЗМЗ-24 автомашины ГАЗ-24. По сравнению с базовым двигателем в него внесены следующие изменения: усилена система охлаждения путем применения более мощного шестилопастного вентилятора прямого потока на двигатель; изменена конструкция карбюратора; установлен регулятор частоты вращения с клиноременной передачей от коленчатого вала двигателя. Двигатель АБ8М, установленный на некоторых агрегатах, создан на базе автомобиля «Москвич» модели 408. В нем усилена система охлаждения путем установки шестилопастного вентилятора обратного потока от двигателя, заключенного в специальный кожух. На место снятого зарядного генератора установлен регулятор частоты вращения с клинообразным приводом от коленчатого вала; усилена система охлаждения смазки путем установки масляного радиатора с кожухом, обеспечивающим направление на него охлаждающего воздуха; изменена конструкция карбюратора. Двигатель ЗИЛ-164, примененный для агрегата ПАС-400, также изменен: установлен регулятор частоты вращения, а под карбюратором размещена дополнительная дроссельная заслонка, управляемая регулятором; усилено охлаждение двигателя путем установки двух жидкостных радиаторов; установлен автоматический выключатель зажигания, выключающий зажигание при внезапном увеличении частоты вращения вала двигателя.

Агрегаты АСВ-300-7, АДБ-309, АДБ-311, АДБ-318, АДБ-3120 работают с приводным двигателем ЗМЗ-320-01. Генератор и бензиновый двигатель этих агрегатов соединены между собой с помощью специального фланца, к которому жестко закреплены корпус генератора и картер маховика двигателя; валы соединены полужесткой муфтой. Соединенные двигатель и генератор установлены через резиновые амортизаторы на раму агрегата и закреплены. К сварной раме, состоящей из коробчатых балок и швеллеров, крепят шесть вертикальных стоек капота, к которым присоединены его шторы. Между двигателем и генератором установлена поперечная перегородка, на которой в генераторной части укреплен пульт управления работой двигателей. В передней части агрегата установлена на амортизаторах рамка, несущая водяной и масляный радиаторы двигателя, а также диффузор вентилятора. Она укреплена горизонтальными растяжками. Горловина топливного бака выходит на крышу и закрывается винтовой крышкой, которая имеет топливомерную линейку. С левой стороны агрегата установлен инструментальный ящик и аккумулятор в специальном гнезде .
Сварочный агрегат АДБ-311
1 — генератор ГД-305, 2 — топливный бак, 3 — реостат и доска зажимов, 4 — пульт управления; 5 — двигатель; 5 — аккумулятор; 7 — рама

В агрегате АСБ-300-7 установлен генератор ГСО-ЗОО-5, в агрегате АДБ-309 — генератор ГД-303, в агрегате АДБ-311 — генератор ГД-305. Все эти генераторы одного типа, и явлются четырехполюсными коллекторными генераторами постоянного тока, работающими с самовозбуждением и имеющими последовательную размагничивающую обмотку. Сварочный ток регулируется реостатом, смонтированным на корпусе генератора ГСО-300-5, и является выносным для генераторов ГД-303 и ГД-305. Генератор ГСО-300-5 имеет два диапазона регулирования: диапазон «малых токов» и «больших токов».
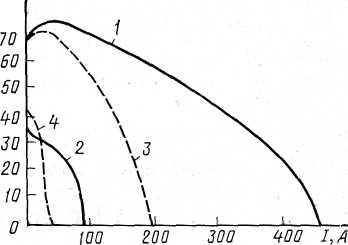
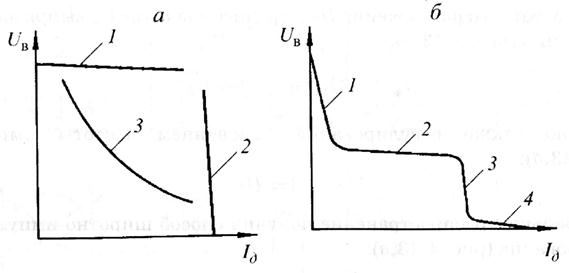
Внешние вольт-ампериые характеристики генератора ГСО-300-5 (а) я генератора ГД-312 агрегата АДБ-318 (б)
1, 2 — диапазоны больших токов, 3, 4 — диапазоны малых токов
Генераторы ГД-303 и ГД-305 имеют еще по три дополнительных диапазона регулирования тока за счет включения в цепь якоря балластных сопротивлений, смонтированных на корпусе генераторов.
В агрегатах АДБ-318 и АДБ-3120 применены вентильные сварочные генераторы: ГД-312 в агрегате АДБ-318 и ЯГД-314 в агрегате АБД-3120. Блок выпрямительного устройства генераторов собран в изоляционной трубе по трехфазной мостовой схеме. Между блоком вентилей и корпусом индукторного генератора установлен вентилятор, прогоняющий воздух через вентили и обдувающий генератор. При появлении сварочного тока внешняя характеристика генератора приобретает крутопадающий характер (рис. 7.9,6). Дистанционное регулирование сварочного тока осуществляется реостатом, подключенным к коробке управления. В сварочном генератора ГД-314 в отличие от генератора ГД-312 имеются расширенные пределы регулировки сварочного тока, предусмотренные в его электрической схеме. Переход с одного на другой диапазон производится переключателем ступеней в диапазонах 15—40 А, 40—160 А и 160—350 А. Плавное регулирование осуществляется дистанционно реостатом. Агрегат может работать на двух скоростных режимах с целью экономии топлива. Это достигается с помощью винта регулятора оборотов, которым устанавливается частота вращения с 2000 до 1800 мин-1.
Агрегаты АСБ-300М и АБ-8АСБ-300МА состоят из бензинового двигателя А68М и генераторов ГСО-300М (для агрегата АСБ-300М) и ПГС-300А (для агрегата АБ-8АСБ-300МА).
Двигатель АБ8М установлен на резиновых амортизаторах на отдельной раме, которая крепится к раме агрегата. В агрегате АСБ-300М зарядка аккумуляторной батареи производится от дополнительного зарядного генератора, установленного на раме агрегата и приводимого в действие клиноременной передачей от двигателя. В агрегате АБ-8АСБ-300МА аккумуляторы заряжают от сварочного генератора с помощью специальной схемы.
Сварочные генераторы ГСО-ЗООМ агрегата АСБ-300М и ПГС-ЗООА агрегата АБ-8АСБМА аналогичны характеристикам генератора ГСО-ЗОО-5 агрегата АСБ-300-7.
Агрегаты ПАС-400-У1 и ПАС-400-УЗ, предназначенные для ручной дуговой сварки и резки токами до 600 А на воздухе и под водой, одинаковы по конструкции и различаются только комплектом поставки. В агрегатах применен генератор СГП-3-У1, который по принципу работы аналогичен генератору ГСО-300. Кроме плавной регулировки сварочного тока с помощью реостата генератор имеет два диапазона путем переключения секций последовательной обмотки возбуждения на панели зажимов специальной планкой. При этом на больших токах обеспечивается плавное регулирование от 350 до 600 А, а на малых от 400 А и ниже. При сварочных токах 250 А и выше напряжение холостого хода у генератора не ниже 85 В. Агрегат ПАС-400-У1 снабжен автоматом, снижающим напряжение сварочной цепи на холостом ходу до безопасной величины при подводной сварке или резке.
Агрегат ПАС-400УШ по своему назначению похож на агрегат ПАС-400У1, однако по конструкции он аналогичен агрегату АДБ-318, так как в нем применен вентильный генератор.
Генераторы для ручной дуговой сварки
Наиболее распространены коллекторные генераторы, устройство которого показано на рис. 5.8.

Рис. 5.8. Устройство коллекторного генератора: 1 – вал якоря; 2 – подшипники;
3 – коллектор; 4 – узел токосъема; 5 – задний щит; 6 – якорь; 7 – обмотка возбуждения; 8 – кожух реостата; 9 – вентилятор; 10 – обмотка якоря; 11 – передний щит; 12 – магнитный полюс
В настоящее время используются коллекторные генераторы с размагничивающей последовательной обмоткой, выпускаемые в двух модификациях: с независимым возбуждением и с самовозбуждением.
Обмотка независимого возбуждения, создающая намагничивающий магнитный поток Фв, получает питание от выпрямительного блока V, включенного в силовую сеть через феррорезонансный стабилизатор напряжения СН (рис. 5.9).
Генератор имеет четыре основных полюса N-S-N-S и два дополнительных полюса полярности S1–S2.
При пуске приводного двигателя намагничивающий магнитный поток независимой обмотки образует в обмотка якоря электродвижущую силу (ЭДС) положительной полярности со стороны полюсов N и отрицательной со стороны полюсов S. К этим местам на коллекторе якоря подводятся токосъемные угольные щетки а и в. Таким образом происходит выпрямление переменного тока, вырабатываемого генератором. После зажигания дуги ток якоря в последовательной обмотке возбуждения создает в полюсах генератора магнитный поток Фр, который будет направлен против магнитного потока Фв независимой обмотки.
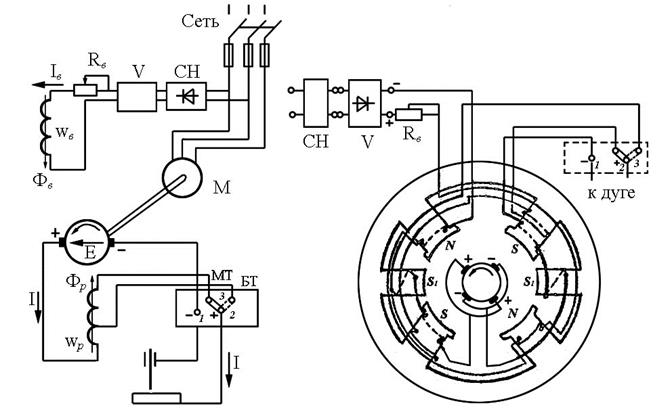
Рис. 5.9. Принципиальная схема и магнитная система генераторов с независимым возбуждением
В результате суммарный магнитный поток и ЭДС с увеличением сварочного тока будут уменьшаться и внешняя характеристика генератора будет крутопадающей. Плавное регулирование тока производится сопротивлением Rв, ступенчатое – изменением числа витков последовательной обмотки перемычкой 1-2-3.
По такой схеме работают генераторы преобразователей ПСО-120, ПСО-300А, ПСО-500, ПСО-800, ПД-501, ПД-502.
Генератор с самовозбуждением имеет параллельную намагничивающую обмотку возбуждения, которая получает питание от основной в и дополнительной с щеток токосъемника якоря (рис. 5.10).
При вращении якоря через щетки в и а в параллельную обмотку (самовозбуждения) начинает поступать ток, создавая магнитный поток Фв, который дополнительно индуктирует ЭДС в обмотке якоря, создавая через щетки а и в напряжение холостого хода на выходных зажимах генератора. При сварке в последовательной размагничивающей обмотке появится ток дуги, который создает размагничивающий магнитный поток Фр направленный против потока Фв и уменьшающий ЭДС генератора и напряжение на дуге. Совместные действия магнитных потоков обеспечивают падающую внешнюю характеристику генератора. Плавная регулировка сварочного тока осуществляется реостатом Rв, ступенчатая – переключением перемычкой 1–2–3 числа витков размагничивающей обмотки.
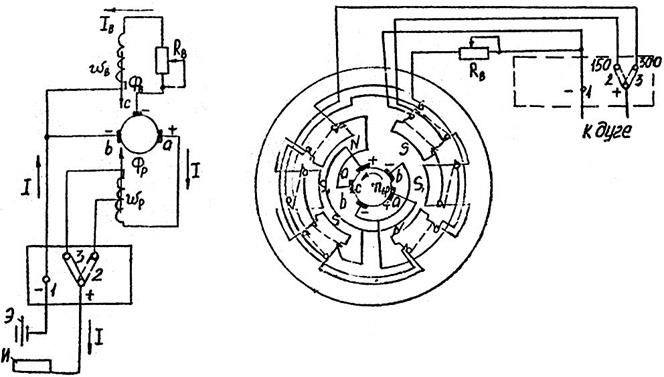
Рис. 5.10. Принципиальная схема и магнитная система генератора с
самовозбуждением с падающими внешними характеристиками
По такой схеме работают генераторы преобразователей ПД-101, ПСО-300, ПСО-315, ПС-500 и агрегатов АСБ-120, АСБ-300М, АДД-303, АДД-305,
АСД-300М, АДБ-300-7, АДБ-309, АДБ-311.
Агрегаты серии АСД и АДД имеют дизельный двигатель модели Д144, серии АДБ – карбюраторный двигатель модели ЗМЗ-320-01.
Промышленность выпускала также агрегаты с генераторами с самовозбуждением, отличающиеся от вышеописанных наличием четырех основных и четырех дополнительных полюсов и принципиальной электросхемой. Такие генераторы применяются в составе сварочных агрегатов ПАС-400, АСД-3-1, АСДП-500.
В последнее время разработаны вентильные сварочные генераторы (ВСГ). Наибольшее распространение получили вентильные сварочные генераторы типов ГД-312, ГД-314, ГД-316 и др. Они изготавливаются на базе трехфазной индукторной электрической машины.
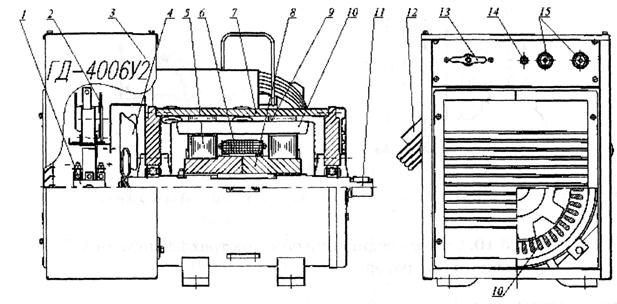
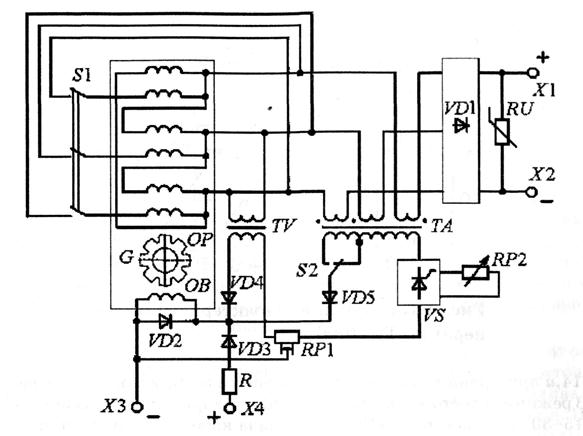
Вентильный генератор ГД-316 У2изображен на рис. 5.11.
Он представляет собой двухпакетную индукторную машину повышенной частоты с выпрямительным блоком и распределительным устройством. Статор генератора представляет собой два пакета 4 из листовой электротехнической стали, закрепленных внутри трубчатого корпуса. В пазах обоих пакетов уложена трехфазная силовая обмотка 10. Ротор машины представляет собой массивный вал 9 с двумя зубчатыми пакетами из электротехнической стали. Зубцы одного пакета сдвинуты относительно другого на 22,5° (половину зубцового деления). Неподвижная обмотка возбуждения 5 размещается между пакетами ротора и жестко крепится к корпусу машины с помощью специальных пальцев. Выпрямительный блок 2 состоит из двух комплектов вентилей БВП-19-230, собранных по трехфазной мостовой схеме, он установлен в трубе, через которую вентилятор 8 протягивает поток воздуха для охлаждения вентилей и генератора в целом. Распределительное устройство собрано в коробке 1, здесь находятся трансформаторы и диоды системы возбуждения, доска зажимов для подключения сварочных проводов, переключатель диапазонов 7 и розетка 3 для подключения реостата 6 дистанционного регулирования тока.
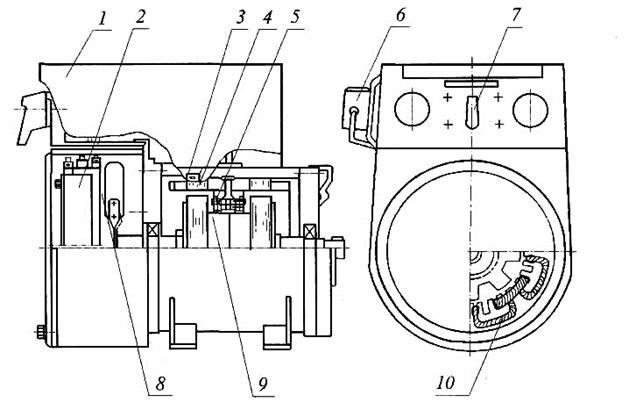
Рис. 5.11.Вентильный генератор ГД-316 У2
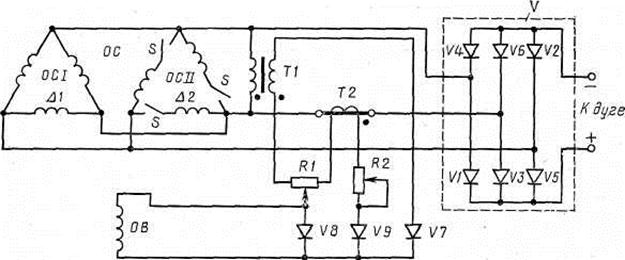
Принцип действия генератора изучим по его схеме (рис. 5.12). Самовозбуждение индукторного генератора G при пуске обеспечивается остаточным магнитным потоком, который индуцирует в силовой обмотке ОС переменную ЭДС величиной 5–7 В. При помощи трансформатора напряжения Т1эта ЭДС через вентили V1и V2прикладывается к обмотке возбуждения ОВ, по которой протекает ток, усиливающий магнитный поток возбуждения.
ЭДС генератора постепенно увеличивается и достигает установившегося значения напряжения холостого хода, которое настраивается реостатом R1. С появлением нагрузки обмотку возбуждения через вентиль V4 начинает питать трансформатор тока Т2. С ростом тока нагрузки ЭДС трансформатора T1 снижается, а трансформатора T2 – увеличивается, что и гарантирует надежное возбуждение при любых режимах работы: от холостого хода до короткого замыкания. В те интервалы переменного тока, когда напряжение трансформаторов существенно снижается, ток в обмотке возбуждения поддерживается энергией ее магнитного поля, замыкаясь через диод V3, благодаря чему обеспечивается непрерывность возбуждения. Индуктированное в силовых обмотках трехфазное переменное напряжение выпрямляется диодными блоками VD1, VD2 и подается на нагрузку. От коммутационных перенапряжений блоки защищены резистором R3.
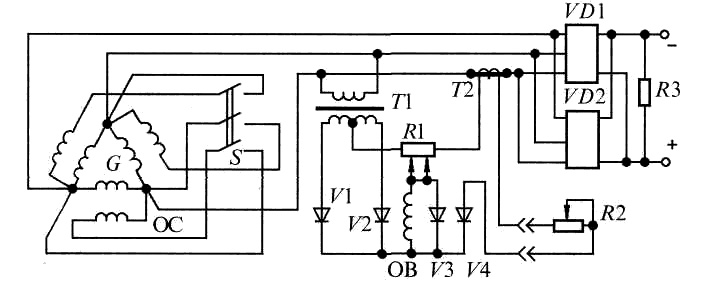
Рис. 5.12. Принципиальная схема генератора ГД-316 У2
Естественные внешние характеристики генератора с питанием обмотки возбуждения от одного только трансформатора T1 имеют форму, неблагоприятную для начального зажигания. Именно поэтому обмотку возбуждения питают еще и от трансформатора T2, вводя таким образом положительную обратную связь по току, которая должна компенсировать снижение ЭДС трансформатора T1 с ростом нагрузки, а также размагничивающее действие потоков рассеяния и реакции якоря. При положительной связи с ростом сварочного тока увеличивается ток возбуждения и ЭДС генератора, в результате чего формируются более пологие характеристики. Изменяя сопротивление реостата R2, тем самым меняют глубину обратной связи, т.е. регулируют ток. Грубое регулирование выполняется переключателем S, при его размыкании можно вместо двух параллельно работающих в каждой фазе силовых обмоток оставить под нагрузкой только одну. При этом вдвое увеличится индуктивное сопротивление генератора и уменьшится ток. Другие конструкции вентильных генераторов мало отличаются от описанного генератора ГД-316.
Вентильные сварочные генераторы типа ГД, как выпускавшиеся ранее
(ГД-308, ГД-311, ГД-312 и др.), так и производимые в настоящее время (ГД-2001, ГД‑2002, ГД-2501, ГД-2507, ГД-316, ГД-3121, ГД-4002, ГД-4003 и др.), входят в состав сварочных агрегатов с бензиновыми (АДБ-313, АДБ-317, АДБ-318, АДБ-3123, АДБ-3128, АДБ-4х2501 и др.) и дизельными (АДД-3115, АДД-3116, АДД-4002, АДД-4003, АДД-2х2501, АДД-4х2502, АДД-502, АДД-504 и др.), приводными двигателями внутреннего сгорания, а также в состав навесных сварочных установок (УСН, САТ и др.), в которых вращение генераторов осуществляется от приводов тракторов. Они предназначены в основном для питания одного поста при ручной дуговой сварке, резке и наплавке металлов постоянным током в полевых условиях. Причем следует иметь в виду то, что вентильные генераторы типа ГД могут работать только при направлении вращения ротора, указанном заводом-изготовителем стрелкой.
Генератор с самовозбуждением и размагничивающей обмоткой
Главное отличие этого типа генераторов в том, что намагничивающая обмотка возбуждения питается не от постороннего источника, а от самого генератора. Поэтому они называются генераторами с самовозбуждением.
Принципиальная электрическая схема и устройство магнитной системы четырех полюсного генератора с самовозбуждением.
В коллекторных генераторах, кроме основных полюсов и обмоток, есть ещё 2 дополнительных полюса, на которых размещается по витку дополнительной последовательной обмотки. Это необходимо для компенсации магнитного потока реакции якоря и сохранения положения электрической нейтрали машины при изменении нагрузки.
Для нормальной работы генератора с самовозбуждением необходимо, чтобы напряжение, подаваемое на намагничивающую обмотку, не изменялось в процессе сварки, т.е. не зависело от режима сварки. С этой целью в генераторе установлена третья дополнительная щетка z, которая располагается между двумя основными щетками a и b. При анализе работы данного генератора необходимо учитывать магнитный поток Фя, создаваемый сварочным током, протекающим по виткам якорной обмотки, так называемый поток реакции якоря.
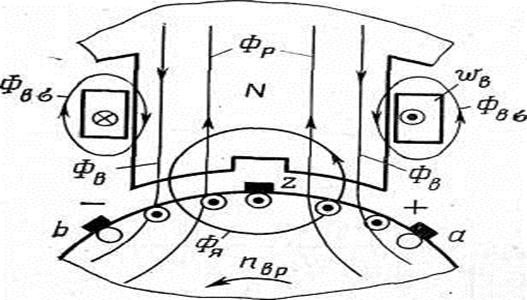
Картина распределения магнитных потоков под полюсом полярности N четырехполюсного генератора
Из рисунка видно, что под одной половиной полюсов силовые линии поля якоря усиливают намагничивающий поток Фн. а под другой - ослабляют его. В целом подмагничивающее действие потока реакции якоря компенсируется его размагничивающим действием. Поэтому при анализе работы генераторов с независимым возбуждением влияние потока реакции якоря не учитывалось.
В генераторах с самовозбуждением параметры обмотки якоря и размагничивающей обмотки подобраны так, что под одной половиной полюсов (между щетками b—z) магнитный поток размагничивающей обмотки компенсируется потоком реакции якоря. В результате напряжение на щетках b-z будет определяться только половиной магнитного потока намагничивающей обмотки.
Таким образом, напряжение, питающее намагничивающую обмотку, оказывается независящим от сварочного тока. Падающая же характеристика генератора обеспечивается за счет размагничивающего действия размагничивающей обмотки, проявляющегося под второй половиной полюсов.
Это позволяет заключить, что регулировка режима в коллекторных генераторах с самовозбуждением такая же. как и в генераторах с независимым возбуждением.
Особенность генераторов с самовозбуждением состоит в том, что их запуск возможен только при вращении якоря, в одном направлении, указанном стрелкой на торцевой крышке статора.
Это связано с тем, что первоначальное возбуждение генератора при его запуске происходит благодаря остаточному намагничиванию полюсов. При вращении якоря в противоположную сторону в обмотке возбуждения потечет ток обратного направления, который своим нарастающим магнитным полем в какой-то момент времени компенсирует остаточное намагничивание полюсов, т.е. суммарный магнитный поток под полюсами станет равным нулю. В этом случае для возбуждения генератора необходимо намагничивающую обмотку временно подсоединить к независимому источнику постоянного тока.
Агрегат АДД-303 с коллекторным генератором
ВЕНТИЛЬНЫЕ СВАРОЧНЫЕ ГЕНЕРАТОРЫ
Появились в середине 70-х годов 20 века после освоения производства силовых кремниевых вентилей. В этих генераторах функцию выпрямления тока вместо коллектора выполняет полупроводниковый выпрямитель, на который подается переменное напряжение генератора.
В сварочных агрегатах применяются генераторы три типа конструкции генераторов переменного тока: индукторный, синхронный и асинхронный
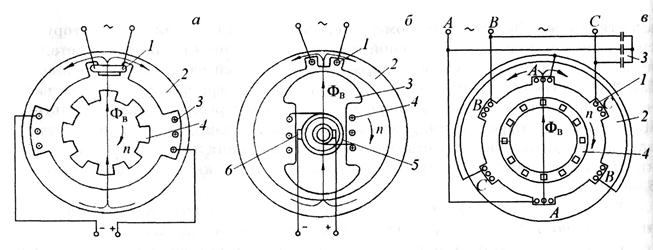
Конструкции генераторов переменного тока:
а — индукторного, б — синхронного, в — асинхронного
В России сварочные агрегаты выпускаются с индукторными генераторами с самовозбуждением, независимым возбуждением и со смешанным возбуждением.
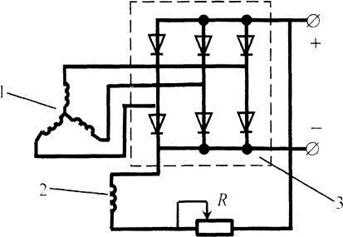
Схема вентильного генератора с самовозбуждением
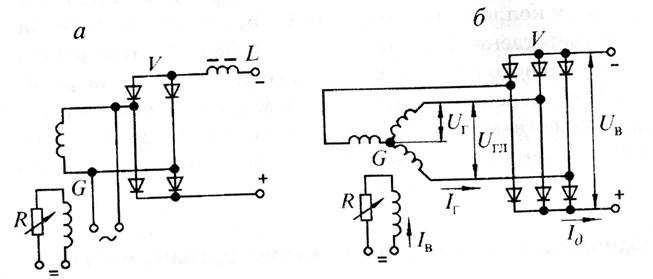
Схемы однофазного и трехфазного вентильных генераторов с независимым возбуждением
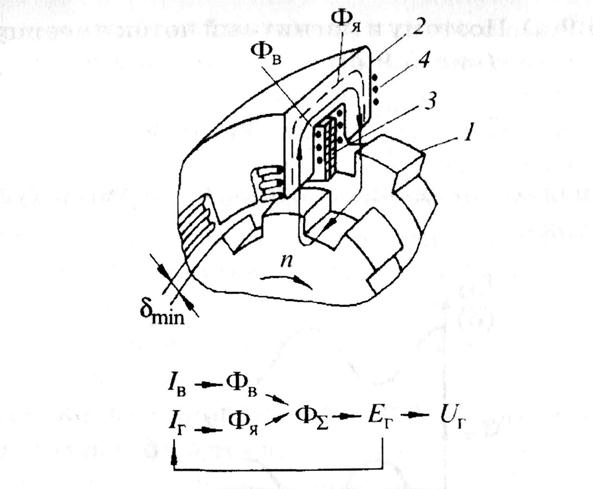
Конструктивная схема и связь параметров индукторного генератора
В индукторном генераторе неподвижная обмотка возбуждения питается постоянным током, но создаваемый ею магнитный поток имеет переменный характер. Он максимален при совпадении зубцов ротора и статора, когда магнитное сопротивление на пути потока минимально, и минимален при совпадении впадин ротора и статора.
Следовательно. ЭДС, наводимая этим потоком, тоже переменная. Три рабочие обмотки расположены на статоре со сдвигом на 120°, поэтому на выходе генератора образуется трехфазное переменное напряжение. Падающая характеристика генератора получается за счет большого индуктивного сопротивления самого генератора. Реостат в цепи возбуждения служит для плавной регулировки сварочного тока.
Отсутствие скользящих контактов (между щетками и коллектором) делает данный генератор более надежным в эксплуатации. Кроме того, у него более высокий КПД, меньшие масса и габариты, чем у коллекторного генератора. Значительно можно улучшить и динамические характеристики.
Принципиальная электрическая схема вентильного генератора типа ГД-312 с самовозбуждением
ВСХ генератора ГД-312
Для обеспечения работы на холостом ходу питание обмотки возбуждения осуществляется от трансформатора напряжения, а для питания ее в режиме короткого замыкания – от трансформатора тока. В режиме нагрузки – сварки – на обмотку возбуждения подается смешанный сигнал управления пропорциональный части выходного напряжения и пропорциональный току.
Вентильные генераторы выпускаются марки ГД-312 и применяются для ручной сварки металлов в составе агрегатов типа АДБ
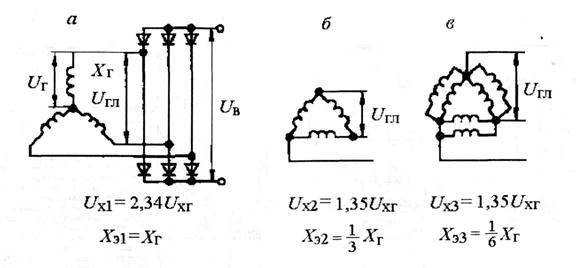
Схемы соединения обмоток трехфазного индукторного генератора
Вентильный генератор ГД-4006
Принципиальная схема генератора ГД-4006
ВСХ генератора ГД-4006
В России выпускают несколько конструкций многопостовых агрегатов с количеством постов от 2х до 4х.
На рынке представлены универсальные агрегаты для нескольких способов сварки или сварки и плазменной резки. В частности агрегат АДДУ-4001ПР
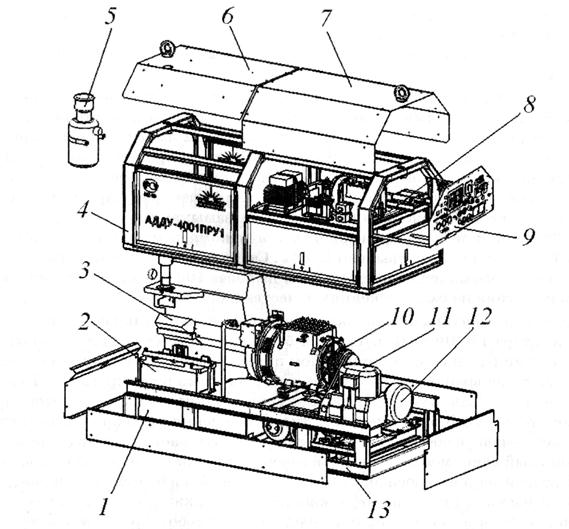
Устройство агрегата АДДУ-4001ПР
Формирование исскуственных ВСХ агрегата АДДУ-4001ПР обеспечивается тиристорным силовым блоком с микропроцессорным управлением.
Более широкие технологические возможности обеспечивает применение в агрегатах инверторных силовых блоков, как например в агрегате Vantage500.
Инверторные источники питания.
Инвертирование в преобразовательной технике – это преобразование постоянного напряжения в переменное.
Инверторы сварочных источников питания выполняются на силовых тиристорах и транзисторах. Тиристорные инверторы проигрывают транзисторным по максимальной частоте преобразования (на порядок) и соответственно по массогабаритным показателям. Поэтому в производстве сварочных ИП они в настоящее время почти полностью вытеснены транзисторными инверторами.
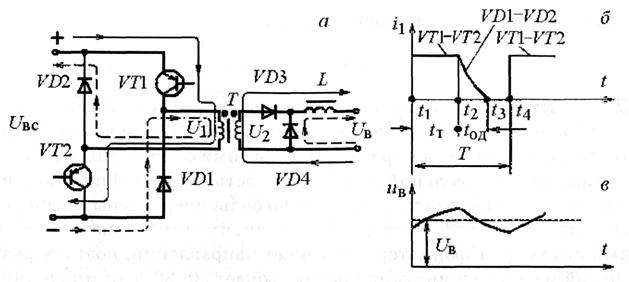
Рассмотрим одну из широко применяемых схем транзисторного инвертирования.
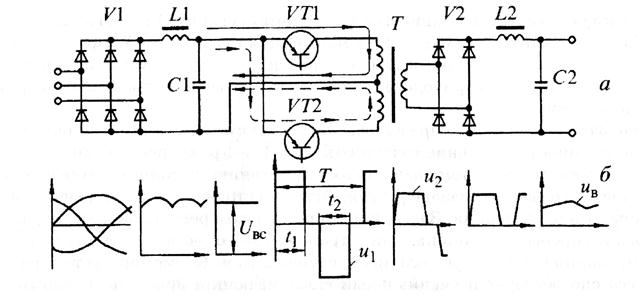
Выпрямитель V1 преобразует напряжение сети (~380В, 50Гц) в постоянное, неравномерность которого сглаживается фильтром L1—С1. Инвертор на транзисторах VT1-VT2 преобразует постоянное напряжение в переменное высокочастотное (~ 50 кГц). Далее напряжение (~ 380 В) понижается трансформатором Т до сварочного ( 80 В), выпрямляется выпрямителем V2 и сглаживается фильтром L2-C2. Поскольку трансформируется переменный ток большой частоты, то трансформатор изготавливается не с железным, а с ферритовым сердечником, что снижает его вес примерно в 10 раз. Поскольку частота трансформируемого тока большая, то сокращается длительность переходных процессов с n*10 -2 с до 10 -3 с и менее.
В настоящее время основную часть инверторного оборудования для сварочного производства составляют ИП с высокочастотными трансформаторами, поскольку условия электробезопасности при ручной сварке и сварке шланговыми полуавтоматами, а также при плазменной резке требуют гальванической развязки вторичной цепи от силовой сети.
Регулировка режима (получение падающей вольтамперной характеристики и регулировка вторичного напряжения на жёсткой характеристике) как правило осуществляется путём изменения частоты.
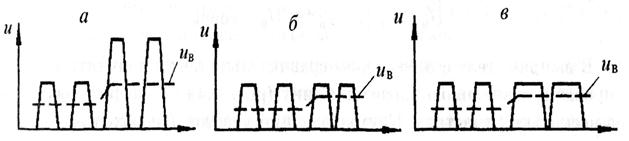
Осциллограммы при регулировании напряжения изменением амплитуды (а), частоты (б) и ширины (в) импульсов
Для получения падающей характеристики вводится обратная связь по току: с его увеличением автоматически снижается частота, что влечет уменьшение выходного напряжения. Для стабилизации выходного напряжения на жестких характеристиках вводится обратная связь по напряжению.
Внешние характеристики выпрямителей с инвертором
В 80-х годах и до середины 90-х годов инверторные выпрямители выпускались небольшой мощности (до 160 А), для работы на монтаже и для бытовых нужд. В середине 90-х появилось новое поколение так называемых полевых транзисторов, способных выдерживать большие токи. Это позволило приступить к выпуску промышленных инверторов на токи 300-500 А.
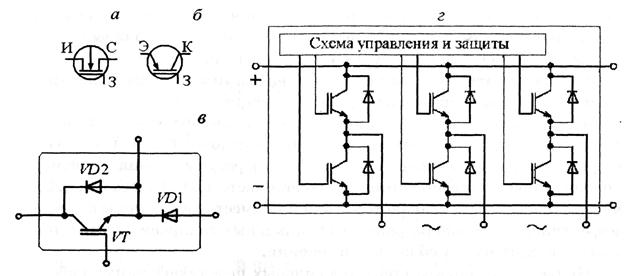
Современные переключающие приборы: МОП-транзистор (а); биполярный транзистор с изолированным затвором (б); транзисторно-диодный модуль — чоппер (в); силовой модуль с оптимизированным управлением и комплексной внутренней защитой (г)
В сварочных ИП с силовыми транзисторами используется несколько схем инвертирования.
Однотактный преобразователь с прямым включением диода
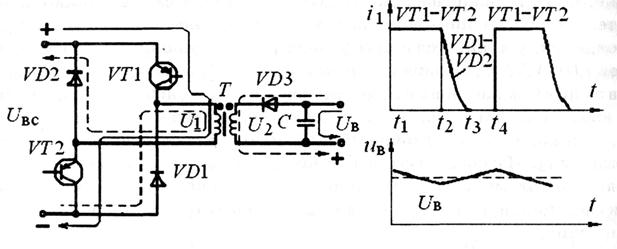
Однотактный преобразователь с обратным включением диода
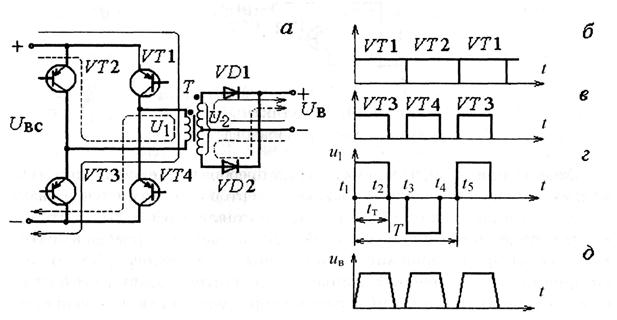
Двухтактный мостовой преобразователь
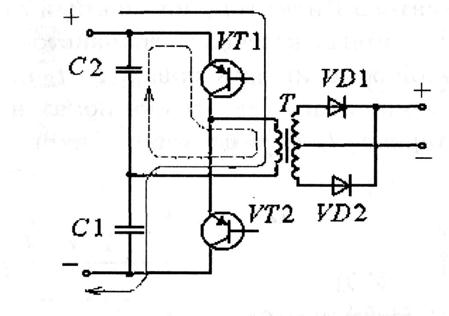
Двухтактный полумостовой преобразователь
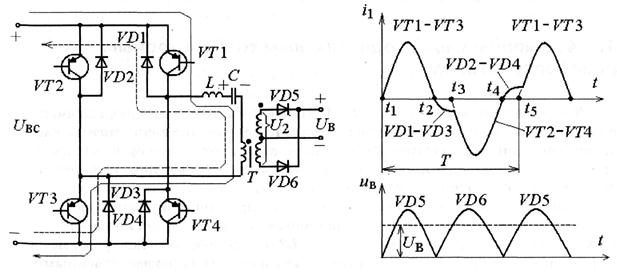
Резонансный двухтактный мостовой преобразователь
Реальные силовые схемы инверторных ИП могут существенно отличаться от типовых.
Читайте также: