Держак для сварочного кабеля
Обновлено: 28.04.2024
сварочный медный 25мм2 длина 10м
Кабель сварочный РЫБИНСККАБЕЛЬ РЫБИНСККАБЕЛЬ , Сечение, кв.мм 16Сварочный ток, А 160Вид 30 М(бухта)
Кабель сварочный РЫБИНСККАБЕЛЬ РЫБИНСККАБЕЛЬ КГ-1 х 25, 200 метров
Кабель сварочный РЫБИНСККАБЕЛЬ РЫБИНСККАБЕЛЬ КГ-1 х 50, 8 метров
Кабель 10 м x 16 кв. мм 802560
Кабель 10 м x 25 кв. мм 802561
Конкорд 7406 (цена за бухту 100м)
Число / сечение жил (шт/мм)
Конкорд 7405 (цена за бухту 100м)
Конкорд 7404 (цена за бухту 100м)
Конкорд 7463 (цена за бухту 100м)
Конкорд 7462 (цена за бухту 100м)
Конкорд 7461 (цена за бухту 100м)
Конкорд 7460 (цена за бухту 100м)
гибкий сварочный КГтп-ХЛ 1х16 мм2, длина 3 метра
гибкий сварочный КГтп-ХЛ 1х16 мм2, длина 5 метров
гибкий сварочный КГтп-ХЛ 1х16 мм2, длина 10 метров
гибкий сварочный КГтп-ХЛ 1х25 мм2, длина 3 метра
гибкий сварочный КГтп-ХЛ 1х25 мм2, длина 10 метров
гибкий сварочный КГтп-ХЛ 1х25 мм2, длина 5 метров
гибкий сварочный КГтп-ХЛ 1х35 мм2, длина 10 метров
гибкий сварочный КГтп-ХЛ 1х35 мм2, длина 3 метра
гибкий сварочный КГтп-ХЛ 1х35 мм2, длина 5 метров
гибкий сварочный КГтп-ХЛ 1х50 мм2, длина 10 метров
гибкий сварочный КГтп-ХЛ 1х50 мм2, длина 3 метра
гибкий сварочный КГтп-ХЛ 1х50 мм2, длина 5 метров
КГТТбм 2х1.5 чер (10 м)
КГТТбм 2х1.5 чер (20 м)
КГТТбм 2х1.5 чер (50 м)
КГТТбм 2х1.5 чер (100 м)
Последние отзывы
Виктор Кудряшов , 29 июня 2022 г.
Кабель нормальный, но почему-то внутри упаковки оказался насквозь промасленным. Причём масло не только снаружи, но и под изоляцией по концам, как будто его специально вымачивали.
Святослав , 26 февраля 2022 г.
Электропроводку кидали на производстве, там мощности совершенно другие и кабель нужен надежный. Ничего кроме тройной изоляции и смотреть не стал. Выбрал этот. Сделан прочно и качество по ГОСТу, нормально с ним вышло, безопасно.
Захар , 26 февраля 2022 г.
Держит максимальные нагрузки, не поддерживает горение, прочный и относительно недорогой кабель. Сейчас второй раз с ним работаю, уверен в его безопасности, работу сдаю уверенно.
Сварочные кабели и провода в Барнауле - покупайте в «220 Вольт»!
В разделе Сварочные кабели и провода вы найдете популярные модели от производителей с мировым именем: RETRO ELECTRO, REXANT, АЛЬФАКАБЕЛЬ, БАЛТКАБЕЛЬ и т.д. Также для вас технические характеристики товаров, отзывы покупателей и фотографии моделей. Всё это поможет выбрать модель, идеально подходящую по вашим параметрам. Предлагая доступные цены на "Сварочные кабели и провода", мы стараемся сделать так, чтобы ваши покупки были выгодными и комфортными!
Наши преимущества
Более 400 000 товаров —
закажите всё и сразу.
240+ магазинов и пунктов
выдачи по всей стране.
Бесконтактная доставка во все города России,
Беларуси и Казахстана.
Как выбрать хороший электрододержатель — виды, обзоры
Электрододержатель необходим для установки и крепления электрода, токоподвода и перемещения стержня при электродуговой сварке. Мы расскажем, как выбрать лучший, на что обратить внимание. Обзор держателей Кедр, Esab и Сибртех.

Электрододержатель входит в комплект к сварочному аппарату. Его функция заключается в удержании электрода в нужном положении в процессе сварки и обеспечении токоподвода в рабочую зону. От качества аксессуара будет зависеть надежность сварного соединения, образование дефектов, производительность и безопасность работ.
Конструкции постепенно совершенствовались, изменялись внешний вид и принцип фиксации, но всегда ценилось удобство и надежность крепления. Сварщики используют как старые, так и новые модели зажимов. Их можно подбирать на свое усмотрение и использовать с любым сварочным аппаратом. К тому же они периодически выходят из строя, потому что контактируют с плавящимся стержнем. Сварочный держак легко заменяется и переставляется благодаря своей универсальности.

Классификация сварочных держателей
На рынке оборудования производители предлагают держатели электродов в большом ассортименте. Несмотря на это, в них используется несколько основных способов крепления и конструктивного исполнения.
Основные виды электрододержателей:
- пружинные (рычажные);
- зажимные (винтовые);
- универсальные;
- специализированные.
Стандартный электрододержатель состоит из корпуса, изолированной ручки, зажима и подвижного фиксирующего механизма. Устройство и принцип действия держателя могут отличаться.
Прищепка или клещи

Данный вид получил наибольшее распространение, что объясняется оптимальным для удобной сварки креплением. Этот сварочный держатель имеет и недостаток – слабое усилие прижима электрода губками.
Для закрепления достаточно нажать на рукоятку и вставить оголенный конец стержня в зубчатые губки. Доступ к зажимам остается открытым, поэтому угол расположения можно менять. При этом токоподвод полностью недоступен.
Вилка-трезубец

Вилочные держатели для электродов считаются одними из первых. Их производство было освоено еще более 50 лет назад. Они были тяжелыми и неудобными.
У вилочной конструкции часто происходит подгорание контактов, а по причине слабой изоляции металлических поверхностей случается короткое замыкание.
На основе имеющейся схемы умельцы делали вилку самостоятельно из арматуры подходящего диаметра. Три прутка подгибали до нужного положения и обваривали вместе. Оставалось сформировать из сварочной проволоки рукоятку и подварить края, а сверху надеть резиновый шланг.
Полученное устройство тоже оказалась несовершенным. Электроды крепятся ненадежно, получается плохой контакт арматуры с проволокой. При высоких токах держак для сварки сильно нагревается и трудно извлекать огарки.
Винтовой
Электрододержатель винтового типа обеспечивает надежное положение электрода в зажимном устройстве. Представляет собой закрытую конструкцию с изолированным корпусом. Недостаток – приходится тратить время на откручивание и закручивание фиксирующей головки для смены стержня при сварке. Постепенно крепление ослабевает, и стержень может выпасть. Еще один минус – только перпендикулярное положение.
Для установки электрода откручивается фиксирующий винт. Оголенный край заправляется в отверстие и затягивается несколькими поворотами ручки.

Цанговый фиксатор
Цанговый электрододержатель появился относительно недавно. Менять электроды стало удобнее, теперь не нужно тратить силы. Конструкция легкая, эргономичная и компактная.
Недостатки – это ограничение по максимальному току сварки и неэкономное использование электродов. Приходится оставлять длинный огарок, чтобы не повредить пластик на корпусе.
Цанговый держатель, в основном, применяется для точной аргонодуговой сварки небольших деталей, где довольно малые токи.

Безогарковый
В безогарковом электрододержателе электрод полностью расходуется. Это возможно за счет того, что стержень не фиксируется зажимом, а приваривается к конструкции с изолированной поверхностью. В процессе сварки он полностью расплавляется, после чего берется новый.
Как выбрать держатель для сварки
Держатель электродов подбирается по типу наиболее часто выполняемых сварочных операций. При сравнении моделей обращают внимание на следующие характеристики:
- технические данные. Здесь имеет значение максимум по току. Нужно, чтобы он превышал паспортные возможности сварочника на 10%;
- диаметр устанавливаемых электродов;
- габариты и вес. При внушительном объеме ежедневно выполняемых работ эти параметры очень важны;
- тип подключения сварочного кабеля. Предпочтительнее резьбовое. Китайский вариант с обжимным соединением брать не рекомендуется;
Не стоит приобретать держак с запасом по мощности. Дольше он все равно не прослужит.
- условия для сварки. Материал корпуса должен выдержать низкую температуру и повышенную влажность, если предстоит работать на открытом пространстве;
- цена. Ценовой диапазон на электрододержатели достаточно большой. Для мелких, периодических работ можно выбрать дешевый вариант, удовлетворяющий предыдущим критериям. Все зависит от выполняемой задачи. Сварщикам-профессионалам нужно устройство подороже;
- рекомендуется держать в резерве недорогой держак на случай поломки основного в процессе наложения шва.
Продлить срок службы аксессуара поможет регулярный уход. Зажим следует каждый раз очищать от окалины и загрязнений. При контакте электрода с чистыми губками и шов получается более ровным и качественным.
Хорошо, когда у держателя предусмотрена быстрая смена электрода. Тогда несложно избавиться от огарка и заменить его новым стержнем.
Главные требования к держателям
Качество электрододержателя напрямую влияет на результат сварочных работ. Поэтому при выборе нужно учитывать следующие факторы:
- Зажимная часть должна быть латунная.
- Устройство должно быть легким, компактным и удобным в руке.
- Качество изготовления зажимных губок.
- Контакт с электродом должен быть плотным.
- Предпочтение лучше отдавать средней ценовой категории.
- У хорошего держателя удлиненная ручка с рифлениями, предотвращающими скольжение в руке.
- Вид и состояние изоляции на рукоятке, от которой зависит безопасность сварщика.
- Электроды должны надежно крепиться под разными углами.
- В идеале держак выдерживает 6000 циклов установки и снятия.
Обзор популярных моделей
Среди большого разнообразия моделей электрододержателей и брендов наибольшей популярностью у сварщиков пользуются следующие производители и марки.
Электрододержатель ЭД-40 «Корд» (Россия) работает по принципу клещей. Отличается возможностью установки электрода под несколькими углами и регулировкой усилия пружинного прижима. Работает с электродами диаметром до 6 мм в быту и на производстве.

Электрододержатель DE 2500 пружинного типа от компании ABICOR BINZE (Германия) эргономичен и надежен. Обеспечивает жесткую фиксацию электрода в четырех позициях. Варит током до 500 А. Современные изоляционные материалы ручки выдерживают большие нагрузки и надежно защищают от электротока.

Электрододержатели Esab
Электрододержатель Esab от лидера на рынке сварочного оборудования обеспечивает идеальный подвод тока и прочное закрепление электрода.
- эргономичное исполнение и современный дизайн;
- небольшие габариты без выступающих частей;
- им просто работать;
- максимальный контакт токопроводящих частей;
- благодаря конструкции рукоятки можно использовать длительное время;
- работает во всех пространственных положениях;
- для установки электродов предусмотрено два отверстия: под 45 и 90°;
- электробезопасность.
На рынке представлены следующие модели электрододержателей Esab:
- Esab 200, 400 и 500;
- Optimus;
- Eco Handy;
- Eco Confort;
- Prima.
Eco Handy 300
Электрододержатели Eco Handy 300 ЭСАБ предназначены для использования со всеми видами сварочного тока при выполнении наплавки и ручной дуговой сварки. Номинальный ток нагрузки – 300 А.

Мощный резьбовой стержень составляет основу зажима. Он изготавливается из латуни для наилучшей токопередачи. Контактные участки с антикоррозионным покрытием. Конструктивное исполнение и подбор материалов исключают подгорание контактов. Ручка из высокопрочного изолирующего материала обеспечивает безопасность. Для подключения сварочного кабеля сечением 50 мм² используется винтовое соединение.
Электрододержатель Esab Handy 300 отличается удобной и надежной эксплуатацией. Незаменим при сварке в труднодоступных местах, где пружинная фиксация неприемлема.
CONFOT 200 ESAB
Электрододержатели (electrode holder) Esab Confort 200 имеют рычажную конструкцию. Применяются для фиксации стержней, манипулирования при работе и токопередачи.
Устройство предназначено для работы с номинальной нагрузкой по току 200 А. Подходят для сварки и наплавки с использованием любого источника тока.
Державка имеет прочную конструкцию. Состоит из мощного рычажного механизма, плотно прижимающего электрод. Контактные поверхности защищены от коррозии. Материал исключает образование пригара и выгорания контактов.
Для подключения применяется сварочный кабель сечением 35 мм² и винтовой фиксатор. Для изготовления съемной ручки использован изолирующий пластик.
ESAB PRIMA
Электрододержатель зажимного типа Esab PRIMA 300 – это надежная установка электрода в любом положении, исключающая изгиб. Аксессуар применяется для режима ММА. Номинальная нагрузка по току – 300 А. Диаметр используемых расходников – 2,5–6 мм.

Головка держателя имеет литую, закрытую форму. Головка и рукоятка полностью изолированы. Для установки и замены стержня достаточно нажать ручку. Электрод оголенным концом вставить в отверстие и отпустить рукоятку. Может быть левое, правое или прямое положение стержня. Для подсоединения кабеля рукоятка свинчивается. Через нее пропускается шнур и заводится в держатель. Положение фиксируется винтом и медной пластиной.
СИБРТЕХ ЭД
Электрододержатель СИБРТЕХ ЭД-500 А предназначен для сварочных операций всех степеней сложности. Он прост в применении и крепко держит электрод. Устройство отличается прочностью и надежностью в работе.
Электрододержатель СИБРТЕХ ЭД – универсальный вариант для начинающих и профессионалов.

В держателе использован принцип прищепки. Установка и замена электрода происходит быстро, без дополнительных усилий. Корпус и рукоятка выполнены из ударопрочного пластика с изоляционными свойствами.
Держатель рассчитан на использование с электродами сечением 2–6 мм. Максимальный ток – 500 А. Жила подсоединяемого сварочного кабеля – 50–70 мм².
Электрододержатель «Кедр» type 200A универсальный, прочный и удобный. Держатель жестко фиксирует и удерживает электрод в 4 положениях. Изоляционный материал овальной ручки выдерживает высокие нагрузки.
Номинальный ток сварки – 200 А.

Помимо универсальных устройств производятся специальные электрододержатели. Они позволяют варить сразу несколькими стержнями или трехфазной дугой.
Приглашаем пользователей к обсуждению темы: какой электрододержатель лучше и почему. Поделитесь личным опытом в комментариях.
Собираем качественные и надежные сварочные кабели, которые будут служить годами
Комплект сварочных кабелей для ручной дуговой сварки включает в себя два кабеля (провода), один из которых имеет на конце электрододержатель, а другой клемму для подключения к массе. Как правило, стандартный набор, поставляемый в комплекте с недорогим сварочным аппаратом, не самого лучшего качества и выходит из строя после нескольких месяцев использования. Если покупать такой комплект отдельно, то бюджетные модели также не могут похвастаться качеством, а вполне нормальные соизмеримы по цене самого сварочного аппарата. Довольно часто встречаются модели, где упор сделан на одну из трех составляющих, т.е. либо электрододержатель качественный, а кабеля (провода) так себе, либо провода отличные, а все остальное не очень. Поэтому чтобы не играть в рулетку и не переплачивать деньги, предлагаю самостоятельную сборку из проверенных комплектующих. Если заинтересовались, милости прошу.

Содержание
Электрододержатель:
Электрододержатель – один из самых важных компонентов, экономить на котором категорически не стоит. От качества его изготовления и конструкции зависит комфортная и удобная работа, а также конечный результат. Я не буду вдаваться в подробности, а отмечу лишь, что существует три распространенных типа электрододержателей: вилочные, пружинные и винтовые. Первые, как правило, самодельные и изготавливаются сварщиками самостоятельно. Они надежны, не очень удобны в использовании и зачастую не изолированы. Вторые самые распространенные, но в низшей и средней ценовой категории их качество оставляет желать лучшего. Качественные пружинные электрододержатели удобны в работе и особых нареканий не имеют. Винтовые электрододержатели достаточно надежно фиксируют электрод под необходимым углом и имеют хорошее качество даже в средней ценовой категории. Отлично подходят новичкам на первых порах, т.к. при неумелом отрыве «прилипшего» электрода не портят контактную площадку держака.
Я не стал идти путем проб и ошибок, поэтому сразу же купил проверенный электрододержатель винтового типа ESAB Handy 200:

Электрододержатель ESAB Handy 200 я покупал здесь
Китайский проверенный аналог на Аliexpress
Я сварщик-любитель, поэтому под мои нужны и возможности сварочного аппарата тока в 200А хватит за глаза. Учитывая хорошее качество изготовления, данного электрододержателя хватит надолго. Если вы профессионал и вам приходится много варить более толстыми электродами, в линейке есть более мощные модели, рассчитанные на больший ток и более толстые электроды. Но даже эта модель без особых проблем позволит варить током 250А без повреждений, поддерживаемый диаметр электродов от 2мм до 4мм.
Из проверенных производителей можно отметить следующие: Корд (Россия), ESAB (Швеция), FoxWeld (Италия/Китай), FUBAG (Германия), ABICOR BINZEL (Германия) и другие. Огромный выбор держаков здесь и здесь
ESAB Handy 200 имеет хорошее качество и невысокую стоимость, поэтому пользуется большим спросом. Комплект поставки:


Центральный стержень выполнен из латуни (сплав меди и цинка, с небольшим добавлением олова и других металлов), никакого омедненного железа и прочего дешмана, которое зачастую применяется в дешевых держаках. Все это позволяет пропускать значительные тока без заметного нагрева и повреждений. Для удержания служит прорезиненная рукоять со специальной накаткой, благодаря чему электрододержатель уверенно лежит в руке и выдерживает небрежное отношение. Если сравнивать с недорогими пружинными держаками, у которых ручка выполнена из карболита или пластика, то разница налицо. Тем более последние на холоде или от постоянного нагрева становятся хрупкими и могут разломиться при падении с небольшой высоты.
Крепеж позволяет зажимать провода и кабеля сечением вплоть до 50мм2:

Силовые кабеля (провода):
Вторыми по значимости элементами являются силовые кабеля (провода). От их качества зависит максимальный рабочий ток и уверенный поджиг дуги. Особенно актуально это при работе с недорогим сварочным инвертором, у которого предельный ток еле-еле дотягивает до 120-130А (уверенная сварка 3мм электродом). Тут все упирается в закон Ома: чем выше сопротивление, тем ниже ток, а учитывая «предельные» возможности сварочника, с плохими проводами он может уже «не вытянуть».
С выбором кабеля я не раздумывал и взял проверенный временем кабель КГ-ХЛ 1х25:

Покупйте в проверенных магазинах по продаже электротоваров. Можно посмотреть здесь
Расшифровывается как кабель гибкий с медными токопроводящими жилами, с изоляцией и оболочкой из резины без защитных покровов (брони) в холодостойком исполнении («ХЛ»). На работе я уже не раз изготавливал и ремонтировал подобные сварочные кабеля, нареканий по ним нет вообще. Если планируются работы на холоде, выбирайте именно в холодостойком исполнении («ХЛ»). Если не ошибаюсь, то с прошлого года все ГОСТовские кабеля КГ производятся полностью в холодостойком исполнении, поэтому при маркировке КГ, кабель на морозе не дубеет. Это не относится к «старым» запасам с маркировкой «КГ» и не ГОСТовским вариантам. Кабеля по ТУ хуже, хоть и дешевле. При заявленном сечении 25мм2, в зависимости от производителя, реальное сечение варьируется от 20 до 23мм2. От себя добавлю, что из этих кабелей я делал провода для прикуривания и дорабатывал провода для автопускача (JumpStarter), даже при -20°С не стоят колом.
При выборе ориентируйтесь на несколько параметров: ток, цена, длина и вес. Сечение кабеля для сварочного аппарата подбирается исходя из тока, отдавайте этому параметру наивысший приоритет. Ориентируйтесь по следующим значениям: 16 кв. мм – до 190А, 25 кв. мм – до 240А, 35 кв. мм – до 290А. Чем выше сечение, тем меньше сопротивление и ниже потери на нагрев. Ценники на медь кусачие, поэтому кабель не из дешевых. Цена, длина и вес кореллируются между собой. Помните, что переносить 25м бухту кабеля 1х25 то еще удовольствие, причем, не дешевое.
Какое сечение выбрать – дело каждого, но я решил перестраховаться и выбрал 25мм2, поскольку сварочник у меня китайский и лишние потери мне не к чему. В принципе, для моих задач хватилобы и 16мм2, но взял с запасом. Тем более как оказалось, кабель изготовлен по ТУ (не ГОСТ):
Зажим массы:
Сварочные кабеля я делал на скорую руку, поэтому приобретал то, что было под рукой в близлежащих магазинах. Нормального зажима я не нашел и временно заказал зажим Диолд 3М-300-02 на 300А:

Качество удовлетворительное, но зато цена привлекательная (около 150р). Изначально хотел купить клемму заземления КЗ-25 (КЗ-31) «Корд» из латуни на 250А, но их нигде не было, даже в онлайн-магазинах по приемлемым ценникам:

Решил взять дешевую клемму Диолд, доработать ее немного и после покупки нормальной, оставить в качестве запасной. Выглядит она следующим образом:

Приобретал в ближайшем строймаге, но вполне можно заказать и на Алиэкспресс здесь
Ничего хорошего по ней сказать не могу. Выполнена из стали (плюс надежности), в остальном печаль: губки стальные омедненные, роздвиг небольшой, жестяная перемычка коротка и зачастую не позволяет нормально зацепить зажим. Розоватый оттенок на губках – это небольшое напыление меди на сталь для лучшей токопроводимости последней:

Слой меди небольшой, при 120А будет греться:

Про доработку таких дешманских зажимов расскажу позже, если будет интерес, но на первое время хватит. Моя доработанная при 120А не греется особо, поэтому менять не спешу. Многие профессиональные сварщики в качестве зажимов массы используют небольшие тисочки или струбцины (Корд, ПТК, Brima, Sirio и другие):

Вариант хороший, но для минимизации потерь и, соответственно, нагрева, лучше использовать бронзовые или латунные вместо стальных.
У китайцев есть хорошие зажимы по гораздо привлекательным ценам здесь
также есть готовые провода с массой здесь
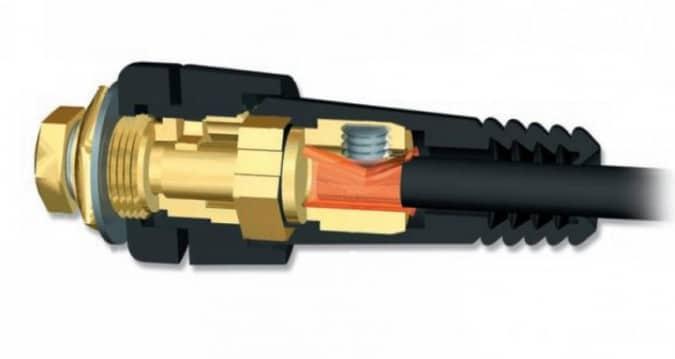
Вилка кабельная:
Кабельные вилки (сварочные разъемы), как правило, идут в комплекте со сварочным аппаратом. При необходимости можно приобрести отдельно. У меня как раз они были в комплекте:

Купить отдельно можно здесь
Качество хорошее, на твердую четверку. Огорчило присутствие жестяных омедненных полосок под винты вместо медных:

Я их вырезал из медной фольги в несколько слоев:

Сборка:
Когда все элементы куплены, можно приступать к сборке. Ничего сложного в этом нет. Первым делом определяемся с метражом под кабеля. Самый оптимальный и распространенный вариант – кабель с держаком на 1-2 метра длиннее. При покупке 8м кабеля, оптимальным будет вариант «5м + 3м». При этом будет запас кабеля по высоте и периметру при работе с габаритной конструкцией. Если сделать «4м + 4м», то иногда придется передвигать сварочный аппарат.
После того, как определились с размерами, зачищаем концы проводов. Штангенциркулем или какой-нибудь спицей измеряем глубину и на это расстояние зачищаем изоляцию:

Можно воспользоваться так называемыми стрипперами для снятия изоляции, очень удобный инструмент для монтажников и не только. Купить можно здесь
При зажиме кабеля в электрододержателе не забываем про специальную проставку под винт, иначе последний разломит часть проводков и контакт будет хуже:

Получается такая замечательная конструкция:

С кабельной вилкой поступаем аналогичным образом:

Не забываем также установить прокладку под винт:
В итоге имеем качественные универсальные кабеля, которые имеют минимальное сопротивление и не греются даже при значительных токах:

При использовании кабеля КГХЛ ими прекрасно можно работать на морозе.
Выводы:
Винтовой электрододержатель ESAB Handy 200 очень понравился: не греется, в руке лежит удобно, имеет два угла установки электрода. Перестановка электрода занимает около 10 секунд и каких-либо неудобств не доставляет. Особенно полезен будет новичкам, т.к. при неумелом отрыве прилипшего электрода не портит сам держак. По стоимости такой самосборный комплект выходит несколько дешевле, а по качеству на голову лучше большинства заводских. При этом он с легкостью переживет даже несколько сварочных аппаратов и не сломается, поэтому рекомендуется к повторению…
Если тема будет интересной, сделаю краткий обзор на проверенную и надежную экипировку, аксессуары и приспособления для сварки, о которых некоторые и не догадываются вовсе.
Читайте также: