Динамические свойства сварочных источников питания
Обновлено: 20.09.2024
В реальных установках ток может меняться довольно быстро. Вследствие тепловой инерции дугового столба изменение сопротивления дуги отстает от изменения тока.
Зависимость напряжения на дуге от тока при быстром его изменении называется динамической вольт-амперной характеристикой.
При возрастании тока динамическая характеристика идет выше статической (кривая В на рис. 1.4), так как при быстром росте тока сопротивление дуги падает медленнее, чем растет ток. При уменьшении - ниже, поскольку в этом режиме сопротивление дуги меньше, чем при медленном изменении тока (кривая С на рис.1.4).
Рисунок 1.4. - Динамическая вольт-амперная характеристика
Динамическая характеристика в значительной степени определяется скоростью изменения тока в дуге. Если в цепь ввести очень большое сопротивление за время, бесконечно малое по сравнению с тепловой постоянной времени дуги, то в течение времени спада тока до нуля сопротивление дуги остается постоянным. В этом случае динамическая характеристика изобразится прямой проходящей из точки 2 в начало координат (прямая Д), т.е. дуга ведет себя как металлический проводник, так как напряжение на дуге пропорционально току.
Падение напряжения на дуговом промежутке:
где Uз = Uк + Uа - околоэлектродное падение напряжения, Ed - продольный градиент напряжения в дуге, Id - длина дуги.
Из формулы следует, что с увеличением длины дуги падение напряжения на дуге будет увеличиваться, и ВАХ будет располагаться выше.
Чем быстрее уменьшать ток, тем ниже будут лежать динамические ВАХ. Это объясняется тем, что при снижении тока такие параметры дуги, как сечение ствола, температура, не успевают быстро измениться и приобрести значения, соответствующие меньшему значению тока при установившемся режиме.
Тема 1.3. Характеристики и свойства источника питания
Система «источник-дуга». Статические характеристики источников. Внешняя ВАХ источника. Графическое представление ВАХ источника: пологопадающие, крутопадающие, жесткие. Динамические свойства источников. Сварочные свойства источников питания. Надежность зажигания дуги. Устойчивость и стабильность процесса сварки. Начальное зажигание дуги. Схема зажигания дуги высоковольтным разрядом. Осциляторы. Влияние длины дуги на устойчивость системы. Влияние колебаний напряжения сети. Настройка режимов сварки. Эффективность регулирования параметров режима. Принцип саморегулирования. Системы управления сварочными источниками: АРДС и АРНД. Управление переносом электродного металла. Управление формированием сварного шва. Оценка сварочных свойств источников. Параметры источников питания. Основные требования к источникам питания.
Источники питания сварочной дуги имеют также свои вольт-амперные характеристики, которые могут быть падающими (рис. 1.4,а), жесткими (рис. 1.4,б,) и возрастающими (рис. 1.4,в).
Рисунок 1.4. - Вольт-амперные характеристики источников питания
Для стабильного горения дугинеобходимо, чтобы было равенство между напряжениями и токами дуги (Uд, Iд) и источника питания (Uп, In).
Источники питания с падающей и жесткой характеристиками применяют при ручной дуговой сварке, с возрастающей характеристикой - при полуавтоматической сварке, с жесткой и возрастающей - при автоматической сварке под флюсом и для наплавки.
Устойчивое горение сварочной дуги возможно только в том случае, когда источник питания сварочной дуги поддерживает постоянным необходимое напряжение при протекании тока по сварочной цепи.
Работу сварочной цепи и дуги нужно рассматривать при наложении статической вольт-амперной характеристики (ВАХ) сварочной дуги на статическую вольт-амперную характеристику источника питания (называемую также внешней характеристикой источника питания).
Ручная электросварка обычно сопровождается значительными колебаниями длины дуги. При этом дуга должна гореть устойчиво, а ток дуги не должен сильно изменяться. Также часто требуется увеличить длину дуги, поэтому дуга должна иметь достаточный запас эластичности при удлинении, т. е. не обрываться.
Статическая характеристика сварочной дуги при ручной сварке обычно является жесткой, и отклонение тока при изменении длины дуги зависит только от типа внешней характеристики источника питания. При прочих равных условиях эластичность дуги тем выше, а отклонение тока дуги тем меньше, чем больше наклон внешней характеристики источника питания. Поэтому для ручной электросварки применяются источники питания с падающими внешними характеристиками. Это дает возможность сварщику удлинять дугу, не опасаясь ее обрыва, или уменьшать длину дуги без чрезмерного увеличения тока. Также обеспечиваются высокая устойчивость горения дуги и ее эластичность, стабильный режим сварки, надежное первоначальное и повторное зажигание дуги благодаря повышенному напряжению холостого хода, ограниченный ток короткого замыкания.
Ограничение этого тока имеет большое значение, так как при ручной дуговой сварке происходит переход капли расплавленного металла электрода на изделие, и при этом возможно короткое замыкание.
При больших значениях тока короткого замыкания происходят прожоги металла, прилипание электрода, осыпание покрытия электрода и разбрызгивание расплавленного металла. Обычно значение тока короткого замыкания больше тока дуги в 1,2-1,5 раз.
Основными данными технических характеристик источников питания сварочной дуги являются напряжение холостого хода, номинальный сварочный ток, пределы регулирования сварочного тока.
Напряжение холостого хода источника сварочного тока - напряжение на его зажимах при отсутствии дуги, номинальный сварочный ток - допустимый по условиям нагрева источника питания ток при номинальном напряжении на дуге.
В процессе сварки непрерывно меняются значения тока и напряжения на дуге в зависимости от способа первоначального возбуждения дуги и при горении дуги - характера переноса электродного металла в сварочную ванну.
При сварке капли расплавленного металла замыкают дуговой промежуток, периодически изменяя силу тока и длину дуги, происходит переход от холостого хода к короткому замыканию, затем к горению дуги с образованием капли расплавленного металла, которая вновь замыкает дуговой промежуток. При этом ток возрастает до величины тока короткого замыкания, что приводит к сжатию и перегоранию мостика между каплей и электродом. Напряжение возрастает, дуга вновь возбуждается, и процесс периодически повторяется.
Изменения тока и напряжения на дуге происходят в доли секунды, поэтому источник питания сварочной дуги должен обладать высокими динамическими свойствами, т. е. быстро реагировать на все изменения в дуге.
В реальном аппарате после размыкания контактов расстояние между ними меняется и дуга имеет переменную длину. В этом случае процесс отключения можно представить следующим образом.
Разобьем путь, который проходит контакт, на участки и нанесем статические вольт-амперные характеристики, соответствующие концу каждого участка (рис. 1.5). Если индуктивность цепи мала, то по мере увеличения длины дуги ток будет быстро принимать значения, соответствующие точке пересечения статических характеристик с прямой U-iR. В точке 0 ток достигнет критического значения. При дальнейшем увеличении длины дуги наступят условия для гашения.
Длина дуги, при которой статическая характеристика касается прямой U-iR, называется критической длиной дуги. После точки 0 ток быстро уменьшается до нуля, дута гаснет.
Рисунок 1.5. - Динамическая вольт-амперная характеристика с участками
В цепи с большой индуктивностью спадание тока из-за большой величины индуктивности замедляется; вольт-амперная характеристика дуги сразу же после расхождения контактов поднимается выше прямой U-iR. В момент гашения дуги возможны большие перенапряжения.
При отключении активной нагрузки гашение происходит быстро, никаких перенапряжений не происходит.
Источники сварочного тока
Источники сварочного тока должны обладать хорошими динамическими свойствами, т. е. мгновенно реагировать на изменения вольтамперной характеристики сварочной дуги, что отличает их от источников тока, питающих силовую и осветительную (бытовую) сети, которые должны обеспечивать постоянное напряжение независимо от нагрузки (величины тока, идущего потребителям). Их внешняя вольтамперная характеристика близка к прямой, параллельной абсциссе и называется жесткой (линия А на рис. 3.6).
Внешней характеристикой источника тока называется зависимость напряжения на его выходных клеммах от тока в сварочной цепи.
Обмотку сварочных генераторов и трансформаторов необходимо предохранить от разрушения токами короткого замыкания при возбуждении дуги. Поэтому внешняя вольтамперная характеристика источников сварочного тока должна быть падающей (кривая Б на рис. 3.6). Напряжение при их работе уменьшается с увеличением тока, а при токе короткого замыкания оно падает до нуля.
Напряжение холостого хода обычно 60–80В, что достаточно для зажигания дуги и относительно безопасно для работы сварщика. Точка 1 на рис. 3.6 соответствует режиму холостого хода в работе источника тока, т. е. в период, когда дуга не горит и сварочная цепь разомкнута. Точка 3 соответствует режиму короткого замыкания при зажигании дуги, когда напряжение стремится к нулю, а ток повышается. Величина тока ограничена, чтобы не допустить перегрева токопроводящих проводов и источников тока.
Режим устойчивого горения дуги определяется точкой 2 на рис. 3.6 при пересечении вольтамперных характеристик дуги (кривая В) и источника сварочного тока (кривая Б).
Рис. 3.6. Внешние характеристики источников питания и электростатическая характеристика дуги
Для питания сварочной дуги применяют источники переменного тока (сварочные трансформаторы) и источники постоянного тока (сварочные генераторы, выпрямители). Источники переменного тока более распространены.
Сварочные трансформаторы проще и надежнее в эксплуатации, долговечнее, у них выше КПД.
Однако устойчивость дуги при использовании постоянного тока значительно выше, чем при применении переменного тока. При питании переменным током нормальной частоты (50 Гц) происходит синусоидальное изменение напряжения и тока; ток в секунду 100 раз меняет свое направление, дуга периодически гаснет и зажигается, а при наличии недостаточной ионизации между электродами может прерваться.
При постоянном токе повышается устойчивость горения дуги, улучшаются условия сварки в различных пространственных положениях, появляется возможность вести сварку на прямой и обратной полярностях. Последнее, вследствие более высокой температуры на аноде, позволяет проводить сварку электродами с тугоплавкими покрытиями и флюсами. Выбор источника питания дуги определяется конкретными условиями производства.
В современной сварочной технике применяют разные системы сварочных трансформаторов.
Трансформатор с отдельной дроссельной катушкой.Падающая вольт-амперная характеристика этого трансформатора (рис. 3.7, б, кривая 1) обеспечивается последовательным включением индуктивного сопротивления дросселя.
Понижающий трансформатор (рис. 3.7, а) состоит из магнитопровода 3 (сердечника), первичной 1 и вторичной 2 обмоток. Он снижает напряжение сети 220 или 380 В до напряжения холостого хода 60–80 В. Дроссель 5 предназначен для получения падающей внешней характеристики и регулирования величины сварочного тока. При прохождении переменного тока через обмотку дросселя 5, установленную на магнитопроводе 4 и представляющую собой катушку с большим индуктивным сопротивлением, в ней возбуждается ЭДС самоиндукции, направленная противоположно основному напряжению.
Причем чем выше величина сварочного тока, тем больше падает напряжение на дросселе и уменьшается величина напряжения на дуге. Этим обеспечивают получение падающей внешней характеристики сварочного трансформатора (рис. 3.7, б).
Регулирование сварочного тока производится изменением воздушного зазора δ в дроссельной катушке с помощью рукоятки 6. Увеличение зазора приводит к увеличению сварочного тока I св 2 и уменьшению кривизны падающей вольтамперной характеристики источника питания сварочной дуги.
Уменьшение зазора соответствует уменьшению сварочного тока Iсв1 и увеличению кривизны вольт-амперной характеристики (рис. 3.7, б).
Рис. 3.7. Сварочный трансформатор с отдельной дроссельной катушкой: а – схема; б – внешние характеристики трансформатора (1) и сварочной дуги (2)
Устойчивость горения дуги достигается сдвигом во времени между нулевыми значениями напряжения и тока на обмотке дросселя. Плавное регулирование величины сварочного тока обеспечивают изменением воздушного зазора рукояткой 6 в сердечнике дросселя. С увеличением зазора индуктивное сопротивление дросселя уменьшается, а сварочный ток увеличивается от Iсв1 до Iсв2, при уменьшении зазора – наоборот (рис. 3.7, б).
Трансформатор с увеличенным магнитным рассеянием и подвижной вторичной обмоткой(рис. 3.8). При работе трансформатора основной магнитный поток Ф0, создаваемый первичной 1 и вторичной 2 обмотками, замыкается через магнитопровод 3. Часть магнитного потока ответвляется и замыкается вокруг обмоток через воздушное пространство, образуя потоки рассеяния ФS1 и ФS2, которые индуктируют в обмотках ЭДС, противоположную основному напряжению. С увеличением сварочного тока увеличиваются потоки рассеяния и, следовательно, возрастает индуктивное сопротивление вторичной обмотки, что создает падающую внешнюю характеристику.
Для обеспечения плавного регулирования сварочного тока изменяют расстояние между обмотками трансформатора. При сближении обмоток (рис. 3.8, б) частично уничтожаются противоположно направленные потоки рассеянияФS1 и ФS2, что уменьшает индуктивное сопротивление вторичной обмотки и увеличивает сварной ток. Минимальный сварочный ток соответствует наибольшему расстоянию между обмотками и максимальному потоку рассеяния.
Рис. 3.8. Трансформатор с увеличенным магнитным рассеянием и подвижной вторичной обмоткой
Сварочные генераторыявляются электрическими машинами постоянного тока и в зависимости от конструктивных особенностей могут иметь падающие, жесткие, пологопадающие и комбинированные внешние характеристики. Наиболее распространены генераторы с падающими внешними характеристиками, работающие по одной из следующих трех схем:
с независимым возбуждением и размагничивающей последовательной обмоткой;
с намагничивающей параллельной и размагничивающей последовательной обмотками возбуждения;
Требования к характеристике источника питания при РДС (эластичность дуги)
В условиях сварки возможно внезапное изменения длины дуги, а также может возникнуть необходимость несколько растянуть дугу (при сварке горизонтальных, вертикальных, потолочных швов), поэтому дуга должна быть устойчивой (не гаснуть или как говорят эластичной) в случае ее удлинения в некоторых пределах.
Критерием устойчивости или эластичности дуги может служить максимальная длина дуги, до которой ее можно растягивать без опасности обрыва. Но существует , при которой дуга гаснет.
Характеристики источника питания и дуги будем изображать линейными, будто бы рассматриваем очень малый диапазон изменения.

Требования к характеристике дуги при механизированной сварке с постоянной скоростью подачи электрода.

- коэффициент плавления по току
- коэффициент плавления по напряжению.

Если длина дуги укоротилась , то при возрастании токов скорость плавления возрастёт пропорционально увеличению тока, и при постоянной скорости подачи на повышенной скорости плавления дуга придёт в исходное состояние.
Очевидно, что при механизированной сварке с постоянной скоростью подачи явление саморегулирования дуги (поддержание оптимальной длины) будет тем эффективнее, чем более пологой будет характеристика источника питания к характеристике дуги. Т.е. требования прямо противоположны требованиям при РДС.
Эти же рассуждения распространяются и на случай сварки в углекислом газе с постоянной подачей скорости электродной проволоки.

Для сварки в применяют жёсткие характеристики с высоким для устойчивого повторного возбуждения дуги в случае короткого замыкания. Но идеальной была бы характеристика возрастающая, но менее круто, чем характеристика дуги .
Состояние неустановившегося равновесия или работы в переходном режиме, когда ток и напряжение изменяют свою величину под влиянием внешних воздействий, называется динамическим режимом, а график – динамической характеристикой.
При горении дуги перенос металла может быть мелко- ,крупнокапельным и струйным.
Рассмотрим самый неблагоприятный случай: крупнокапельный перенос.

Ток, возросший до , будет протекать через жидкую перемычку и очень быстро разогреет её до температуры кипения.
Перегрев жидкой перемычки током - вредный процесс, так как приводит к разбрызгиванию и угару.
Поэтому следует для снижения разбрызгивания снизить скорость нарастания тока при коротком замыкании, т.е. поставить в сварочной цепи дополнительную индуктивность.
Тогда при снижении скорости нарастания тока капля или жидкая перемычка может разорваться за счёт электродинамических сил, сжимающих её, действующих в фокусиальном направлении к центру и сил гравитации поверхностного натяжения, тогда капля с минимальными потерями попадёт в сварочную ванну.
Поэтому при сварке в углекислом газе, сопровождающейся частыми КЗ электрода на изделие, в цепи выпрямленного (постоянного) тока ставят дроссель индуктивности L, который создаёт индуктивное сопротивление и препятствует резкому нарастанию тока и спаду напряжения.

Современные источники питания, имеющие цифровые системы обратной связи. Которые обладают высоким быстродействием (на порядок выше индуктивности) регулирует ток, уменьшая его именно в момент КЗ, что обеспечивает более высокие технологические свойства как источников, так и сварных соединений.

Так как f=50 Гц, то 100 раз в секунду изменяется полярность на электродах, при этом объёмный положительный и отрицательный прикатодные заряды устремляются навстречу друг другу и ионизируются.
Степень ионизации снижается, и дуге нужно время для достижения горения.
Но вследствие деионизации и снижения температуры повторное загорание дуги возможно при
При смене полярности процесс повторится вновь: дуга возбудится при
Возникает время перерыва
Для электродов основного типа, содержащих , подавляющий ионизацию дуги, возбуждение дуги и её горение невозможно на переменном токе (УОНИ 13/45). Это происходит, потому что напряжение зажигания велико и время перерыва горения намного увеличивается, а степень ионизации активных пятен намного снижается, так что повторного возбуждения не происходит.
Для того, чтобы снизить перерыв горения дуги, в обмазку вводят легко ионизирующиеся компоненты: Са, Nа, К и т.д., т.е. щёлочные и щёлочно-земельные металлы. Они хуже защищают сварочную ванну, но обеспечивают устойчивое горение. Можно повысить напряжение на вторичной обмотке, но это опасно для сварщиков. Можно использовать осцилляторы и стабилизаторы, которые дают разряд конденсатора.

Возникает ЭДС; её потенциалы приложены так, что при резком возрастании тока индуктивность препятствует возрастанию, при резком уменьшении препятствует уменьшению.

При наличии индуктивности в сварочной цепи в идеале можно получить непрерывное горение дуги за счёт поддержания необходимого напряжения на дуге с помощью ЭДС, наведённой в индуктивности.
Режим рабыты источника питания. Три режима работы источника питания дуги.
Дуговая электрическая сварка. Виды, устройство, схема дуговой сварки.
Под электрической дуговой сваркой понимают процесс получения неразъемных соединений металлических деталей за счет их сплавления с помощью электрической дуги. Это один из основных технологических процессов соединения деталей в машиностроении и строительной индустрии.
В процессе дуговой сварки тепловая энергия, необходимая для плавления металла, получается в результате горения дуги, возникающей между свариваемым металлом и электродом. Расплавляясь под действием дуги, кромки свариваемых деталей и торец плавящегося электрода образуют сварочную ванну, которая короткое время находится в расплавленном состоянии. При кристаллизации металла образуется сварное соединение.
Дуговая сварка представляет собой комплекс металлургических и физико-химических процессов, протекающих в металле при высоких концентрированных температурах.
При ручной сварке вместе с металлом плавится электродное покрытие (обмазка), при дуговой сварке под флюсом в автоматическом или полуавтоматическом режимах вместе с металлом плавится флюс - материал сложного состава, под слоем которого ведется сварка.
При расплавлении металл электрода переходит в сварочную ванну в виде капель. Размер капель и их количество зависят от силы тока, химического состава электрода и покрытия (флюса). При одновременном переходе капель жидкого электродного металла и шлака через дуговой промежуток между компонентами, окружающими дугу, протекают химические реакции. Во время процесса сварочная ванна перемещается вдоль шва с определенной скоростью.
Шлаки, окружающие капли металла, состоят из оксидов SiO2, TiO2, P2O5, CaO, MnO, FeO, BaO, MgO, NiO и т. п. и солей различных веществ: CaS, MnS, CaF2 и др. Шлак, окружающий частицы металла при переходе их через дуговой промежуток, и шлаковый покров на сварочной ванне улучшают физические свойства наплавляемого металла. Имеющиеся в шлаке ионизирующиеся элементы повышают устойчивость горения дуги, что особенно важно на переменном токе.
Вещества, входящие в состав флюса, - газообразующие элементы (крахмал, декстрин, целлюлоза, древесная мука, мел, мрамор, соединения, богатые кислородом, например Fe203, MnO, плавиковый шпат) при попадании в дугу образуют газ, защищающий сварочную ванну от воздуха.
При дуговой сварке в газовой среде защита обеспечивается наличием аргона, аргон-гелия, азота, углекислого газа, паров воды.
Возникающий при сварке капельный перенос обеспечивает доставку в сварочную ванну до 95 % всего металла плавящегося электрода. Остальные 5 % теряются в виде брызг. Процесс переноса капли металла включает в себя следующие стадии: оплавление торца электрода, отекание металла, образование капли грушевидной формы. У самого основания капли образуется тонкая шейка, имеющая высокое электрическое сопротивление. В ней плотность тока резко возрастает, перегревая шейку и удлиняя каплю, которая тут же обрывается, на мгновение замыкая накоротко цепь тока. При этом шейка взрывается, образуя большое количество пара и газов, отбрасывающих каплю в направлении сварочной ванны. Далее процесс повторяется.
При ручной сварке электрод длиной 450 мм расплавляется за 1,52 мин. Расстояние межэлектродного промежутка l при сварке должно быть больше длины капли металла, отрывающегося от электрода, и равно 4-7 мм.
В больших сварочных токах ВАХ становится жесткой. Скорость плавления электрода и свариваемого металла определяется главным образом мощностью, выделяющейся на электродах, а столб дуги выполняет технологические, а не энергетические функции. Основным показателем установок дуговой сварки является сварочный ток. Напряжение же холостого хода источника питания является условием, обеспечивающим устойчивое горение сварочной дуги.
Заметим, что напряжение зажигания дуги при переходе тока через нуль зависит от ряда факторов, но в первую очередь от силы тока. С повышением тока напряжение зажигания дуги уменьшается. Соотношение между напряжением зажигания и напряжением горения дуги для сварки открытой дугой Uз = (1,3-2,5)Uд. При сварке же на больших токах под флюсом напряжения зажигания дуги и ее горения будут одинаковыми.
Виды сварки по степени механизации.
Сварку подразделяют на ручную, полуавтоматическую и автоматическую. Отнесение процесса сварки к тому или иному виду зависит от того, каким образом выполняются зажигание и поддержание нужной длины дуги, манипуляции электродом, перемещение электрода по линии наложения шва и завершение процесса сварки. При этом технологические действия для образования шва производятся сварщиком вручную.
Ручная сварка выполняется плавящимся электродом с покрытием (рис. 1.1) или неплавящимся электродом с газовой защитой.
При полуавтоматической сварке плавящимся электродом механизирована часть операций, например подача электродной проволоки или флюса в сварочную зону, перемещение горелки по свариваемой детали и др. Остальные операции сварки выполняются сварщиком вручную.
При автоматической сварке под флюсом (рис. 1.2, а) автоматизировано большинство сварочных операций. Так, сварочная проволока 2 и гранулированный флюс 1 подаются в зону дуги, горящей в полости 3, заполненной парами металла и материалов флюса.
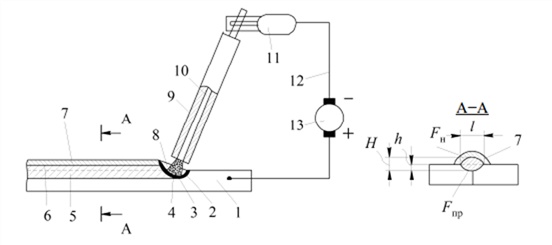
Рис. 1.1. Схема ручной дуговой сварки: 1 — основной металл; 2 — сварочная ванна; 3 — кратер; 4 — сварочная дуга; 5 — проплавленный металл Fпp; 6 — наплавленный металл Fн; 7 — шлаковая корка; 8 — жидкий шлак; 9 — покрытие электрода; 10 — стержень электрода; 11 — электрододержатель; 12 — сварочная цепь; 13 — источник питания; H — высота сварочного шва; h — глубина проплавленного металла заготовок; l — ширина сварочного шва
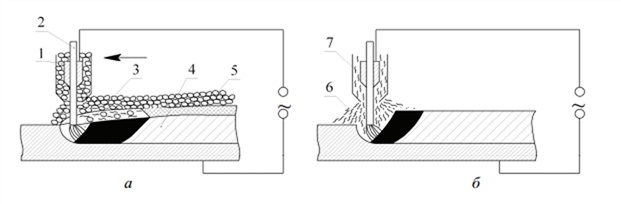
Рис. 1.2. Схема сварки под флюсом (а) и в среде защитных газов (б)
По мере перемещения дуги расплавленный флюс всплывает на поверхность сварочной ванны и образует легко отделяющуюся от шва шлаковую корку 5, металл же сварочной ванны кристаллизуется в виде сварного шва 4. Шлак защищает металл от воздействия кислорода и азота воздуха, легирует и замедляет охлаждение металла шва, что улучшает качество наплавленного металла при высокой производительности процесса.
При автоматической сварке в защитном газе (рис. 1.2, б) возникающая между электродом и металлом дуга окружена газом 6, подаваемым под небольшим давлением из сопла 1. Газовая защита применяется при сварке плавящимися и неплавящимися электродами. Назначение газа сводится к физической защите сварочной ванны от воздействия воздуха.
Способы сварки.
Кратко рассмотрим наиболее распространенные способы сварки.
Сварка в камерах с контролируемой атмосферой применяется для соединения легкоокисляющихся металлов и их сплавов. В камере можно создать атмосферу из инертных газов - это обеспечит высокое качество сварного соединения.
Сварка трехфазной дугой применяется при ручной и механизированной сварке. Суть этого способа заключается в том, что к двум электродам, закрепленным в специальном держателе, и к свариваемому изделию подводится переменный ток от трехфазного источника питания. После возбуждения горит не одна дуга, как обычно, а одновременно три дуги: между обоими электродами и между каждым из электродов и изделием. Эта тройная дуга по отношению к свариваемому изделию является независимой и делает расплавление электродов непрерывным процессом, обеспечивая высокое качество сварного шва.
При сварке ненлавящимся электродом дуга горит между вольфрамовым электродом и изделием. При этом электрод проходит через насадку, по которой в зону сварки подается аргон. Поэтому такая сварка называется аргоновой. Диаметр вольфрамового электрода может быть 1-4 мм. Аргоновая сварка деталей толщиной 3 мм и более эффективно выполняется невольфрамовым плавящимся электродом на автоматах и полуавтоматах. Этот способ сварки более производительный, чем сварка вольфрамовым электродом, и может применяться для сварки практически всех металлов: легированных сталей, меди, никеля и их сплавов, титана, алюминия, алюминиевых и магниевых сплавов, которые свариваются даже без применения флюсов. Главным преимуществом такой сварки является то, что в процессе работы сварщик может видеть место сварки и регулировать процесс.
Сварка в углекислом газе может выполняться как неплавящимся, так и плавящимся электродом на автоматах и полуавтоматах.
1.2. Источники питания дуговой сварки
Главной особенностью сварочных источников тока является то, что они способны выдерживать во время работы многократные короткие замыкания во вторичной цепи. Это происходит при зажигании дуги касанием электродов и во время сварки, когда скорость подачи плавящегося электрода опережает скорость его плавления.
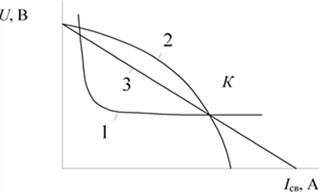
Рис. 1.3. Внешние характеристики источника питания при слабо- и крутопадающей статической характеристике дуги
Более того, из-за нелинейности ВАХ дуги, имеющей падающий, жесткий и восходящий участки, ВАХ источника питания должна иметь соответствующий вид.
При сварке в автоматическом режиме под флюсом с саморегулированием дуги, имеющей жесткую характеристику, ВАХ ИП должна быть пологопадающей для повышения саморегулирования дуги. При сварке же в среде защитных газов и при большой плотности постоянного тока в электроде ВАХ дуги возрастающая. Таким образом, внешняя характеристика ИП для еще большей активности саморегулирования должна быть жесткой или возрастающей. Источники питания должны обеспечивать возможность настройки различных режимов сварки - установление заданных значений тока и напряжения, обеспечивающих сварочный ток.
Оценкой динамических характеристик ИП служит скорость нарастания напряжения на его зажимах при переходе от режима короткого замыкания к режиму холостого хода. При этом важным является время нарастания напряжения от нуля до возбуждения дуги и время восстановления напряжения: каждый из этих параметров не должен превышать 0,03 с.
Источники питания сварочной дуги переменного тока – это сварочные трансформаторы, которые бывают одно- и трехфазными, а по количеству питаемых сварочных постов - одно- и многопостовыми.
По возможности получения падающих внешних характеристик и регулирования тока источники питания бывают двух типов: трансформаторы с нормальным магнитным рассеянием, состоящие из двух раздельных аппаратов (трансформатор и дроссель), и трансформаторы с развитым магнитным рассеянием (с подвижными катушками, с магнитными шунтами, со ступенчатым регулятором).
Трансформаторы с отдельным дроссельным регулятором (рис. 1.4), сопротивление которого можно изменять в широких пределах, состоит из сердечника А с двумя обмотками: первичной I и вторичной II, создающей напряжение холостого хода 60-65 В. Первичную обмотку подключают к сети переменного тока напряжением 220 или 380 В.
Регулятор тока - дроссель В состоит из магнитопровода (ярмо) и обмотки, расположенной на неподвижной части магнитопровода (якорь). Между ярмом и якорем делают воздушный зазор 5, изменяя который с помощью винта можно осуществлять плавное регулирование сварочного тока. При увеличении зазора 5 электрическое сопротивление (индуктивное) дросселя уменьшается, а ток в сварочной цепи увеличивается. При уменьшении же зазора 5 электрическое сопротивление дросселя увеличивается, а сварочный ток уменьшается.
Дроссельная катушка в цепи создает падающую внешнюю характеристику, благодаря этому напряжение на дуге изменяется в соответствии с колебаниями и изменениями ее длины.
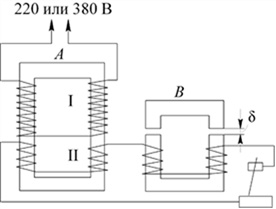
Рис. 1.4. Схема сварочного аппарата с отдельным регулятором: А - трансформатор; В - дроссель; I - первичная обмотка; II - вторичная обмотка; 8 - воздушный зазор
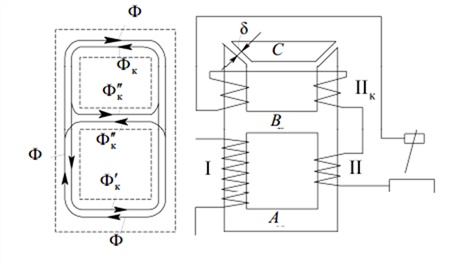
Рис. 1.5. Схема трансформатора СТН со встроенным регулятором: А - магнитопровод трансформатора; В - магнитопровод регулятора; С - ярмо; Ф - основной магнитный поток; Фк - магнитный поток регулируемого контура; Ф'к - магнитный поток первичного контура; Ф''к - магнитный поток вторичного контура
Сварочный трансформатор типа СТН со встроенным регулятором (рис. 1.5) имеет на общем магнитопроводе три обмотки: первичную I и вторичную II обмотки трансформатора и обмотку регулятора (дроссельную катушку) IIK, включенную последовательно со вторичной обмоткой.
Регулирование сварочного тока обеспечивается изменением воздушного зазора 5 между магнитопроводом и якорем С.
Главным преимуществом трансформаторов этой серии является компактность, меньший расход меди и трансформаторной стали; при изменении тока с большого значения до минимального напряжение холостого хода несколько увеличивается, что обеспечивает высокую устойчивость горения сварочной дуги.
Трансформаторы с повышенным магнитным рассеянием имеют наибольшее распространение при ручной дуговой сварке, в них регулирование сварочного тока осуществляется изменением расстояния между обмотками или подвижным магнитным шунтом. Этим способом изменяют сопротивление потока рассеяния и соответственно индуктивность трансформатора: при увеличении сопротивления шунтирующей цепи индуктивность рассеяния трансформатора снижается и соответственно сварочный ток увеличивается.
Источники питания сварочной дуги постоянного тока подразделяют на две группы: сварочные преобразователи и сварочные выпрямители. Технические характеристики некоторых сварочных источников питания приведены в табл. 1.1.
Сварочный преобразователь состоит из генератора постоянного тока и двигателя (электродвигателя или двигателя внутреннего сгорания).
Однопостовые сварочные генераторы делятся на три основные группы, в зависимости от схемы формирования падающей внешней характеристики:
1) генераторы с расщепленными полюсами и с поперечным полем, падающая внешняя характеристика которых обеспечивается путем размагничивания основного поля генератора магнитным полем реакции якоря;
2) генераторы с независимым возбуждением, падающая внешняя характеристика которых обеспечивается уменьшением основного магнитного потока генератора потоком последовательной обмотки. Питание независимой обмотки возбуждения осуществляется от генератора - возбудителя или выпрямителя;
3) генераторы с намагничивающей параллельной и размагничивающей последовательной обмотками, падающая внешняя характеристика которых обеспечивается размагничивающим действием потоков последовательной обмотки и реакции якоря генератора.
В генераторах сварочного тока с расщепленными полюсами предусмотрен двойной способ регулировки сварочного тока: сдвигом щеток и реостатом в цепи регулируемой обмотки, что позволяет увеличить пределы изменения тока без радикального изменения напряжения холостого хода генератора. Сдвиг щеток против направления вращения якоря генератора уменьшает размагничивание потока реакции якоря и увеличивает ток короткого замыкания (сварочный ток). Сдвиг же щеток по направлению вращения якоря уменьшает ток короткого замыкания.
Централизованная схема питания сварочных постов (СП) с применением многопостовых сварочных генераторов обладает рядом преимуществ перед однопостовым вариантом: сокращаются затраты на приобретение, ремонт и обслуживание СП; уменьшается потребность в площадях; увеличивается коэффициент использования оборудования и др.
Для создания нормальной работы СП при их питании от многопостового генератора, последний должен иметь жесткую внешнюю характеристику, т. е. напряжение генератора при изменении тока не должно изменяться более чем на 5 % от номинального значения.
Читайте также: