Для какого вида сварки используются сварочные выпрямители
Обновлено: 08.05.2024
Выпрямитель – источник сварочного тока. Он преобразует переменный ток в постоянный, поддерживая работу дуги. Сварочные выпрямители используют для работы с цветными металлами, низкоуглеродистой и высоколегированной сталью, а также всевозможными сплавами. Выпрямители необходимы и при сварке обратной полярности, основанной на отрицательном заряде.
Принцип работы сварочного выпрямителя
Конструкция включает силовой трансформатор. Этот элемент принимает нагрузку, чтобы затем передать в сегмент, который непосредственно преобразует ток в импульсный. Также есть выпрямляющий трансформатор, который отвечает за превращение импульсного тока в постоянный. На данном этапе ток проходит через резисторы, которые увеличивают его силу, но повышают напряжение. Также конструкция всех выпрямителей предусматривает регуляторы, кабели и охлаждающую систему.
В процессе работы на входную обмотку силового элемента поступает сетевой ток. Его величина уменьшается до значения, которая соответствует холостому ходу сварки. Когда он поступает на выпрямляющий элемент, он стабилизируется до постоянной величины. За превращение импульсного в постоянный отвечает полупроводниковый диод. Регуляторы же отвечают за стабилизацию и поддержку значений силы.
Сварочные выпрямители позволяют с высокой точностью регулировать показатели тока. От трансформаторов это оборудование отличается способностью не только увеличивать силу тока, но также делать показатели постоянными. Это необходимо для высокой устойчивости дуги. Во время работы полупроводниковые диоды сильно нагреваются, и поэтому необходима система охлаждения. В этом качестве чаще всего используют вентиляторы.
Схема выпрямителя

Достоинства и недостатки
- высокий коэффициент полезного действия,
- гарантия устойчивого горения дуги,
- высокое качество сварного шва,
- надежность и долговечность,
- минимум брызг при работе,
- равномерная нагрузка фаз,
- простота управления,
- экономичность.
Особенности использования
Он неприхотливый в обслуживании, редко требует ремонта, поскольку в его конструкции мало слабых мест. Тем не менее, важно перед началом работы и после ее окончания осматривать оборудование, чтобы убедиться в целостности контактов, а также проверить исправность вентилятора, которые отвечает за охлаждение диодов.
Техника безопасности требует исключить контакты оборудования с влагой, тем более – попадание ее внутрь механизмов. Периодически аппарат нужно продувать сухим чистым воздухом, чтобы удалить пыль и мелкую грязь. Желательно делать это хотя бы раз в месяц.
В продаже представлены сварочные выпрямители, рассчитанные на сваривание металлов до 5 см толщиной. Благодаря тому, что показатели тока регулируются, даже такие аппараты подходят для сварки металла около 1 мм. Кроме непосредственно сварки, оборудование используют для плавки кромки металла, а также его резки. Для резки следует увеличить силу тока, и тогда дуга сможет прожечь сталь, чугун.
Виды сварочных выпрямителей
Аппараты классифицируют по разным показателям. Например, по сфере применения: бытовые, профессиональные и полупрофессиональные модели. Разница между тремя этими классами выпрямителей заключается в рабочем напряжении. Различают аппараты и по способу регулировки напряжения: витковому, магнитному, импульсному и фазовому.
Сварочные выпрямители, в свою очередь, могут различаться количеством фаз: от 1 до 3. Однофазное оборудование – бытовое, его применяют только при одном держателе электродов. Трехфазные модели состоят из 6-12 полупроводниковых диодов, подключенных параллельно. Для двухфазного оборудования характерно последовательное или параллельное подключение мостов. Наибольшим спросом пользуются трехфазные, поскольку они способны работать с металлом разной толщины.
Для бытового использования обычно выбирают инверторные модели. Конструктивно они отличаются тем, что напряжение понижает трансформатор, а за подачу постоянного напряжения – выпрямляющий блок. Преобразование значений происходит при высокой частоте.

Рейтинг моделей выпрямителей
Чтобы облегчить выбор аппаратов, мы составили рейтинг профессиональных выпрямителей. При этом мы учитывали не только технические характеристики, длительность гарантии и соотношение цены/качества, но также отзывы покупателей.
1. Почетное первое место рейтинга достается ВДМ-1601С У3. Это надежное промышленное оборудование на 10 постов, которое подключается к трехфазной сети. Оно работает в закрытых помещениях, но не подходит для работы в среде, насыщенной взрывоопасной пылью или газами, воздействующими на изоляцию и металлы. Номинальная частота тока – 50 Герц, номинальный сварочный ток – 1600-3000 Ампер. Внешняя характеристика – жесткая, а коэффициент одновременности работы постов – 0,5. Номинальный ток одного поста – 315 Ампер.
2. «Серебро» достается модели ВДМ-1600С У3 на 8 постов. Она предназначена для сварки, резки и наплавки металлов в закрытых помещениях. Этот мощный выпрямитель не рассчитан на температуру окружающей среды выше 40̊C и влажности окружающей среды выше 80%. Оборудование подключается к трехфазной промышленной сети, частота – 50 Герц. Номинальный сварочный ток – 1600 Ампер, а напряжение холостого хода – 70 Вольт. Масса модели – 300 кг.
3. Модель сварочного выпрямителя ВДМ-1200С У3. Это многопостовая модель: она предусматривает 4 поста. Аппарат рассчитан на работу в закрытых помещениях, но важно, чтобы относительная влажность воздуха не превышала 80%. Использование этого выпрямителя, когда воздух насыщен взрывоопасной пылью, запрещено. Также нельзя его включать при попадании в воздух значительного количества газов, разрушающих металл. Номинальный сварочный ток – до 1200 Ампер. Напряжение холостого хода – не более 70 Вольт. Вес оборудования значительный: 180 кг.
Цена: 51 681 руб./шт
Цена: 35 150 руб./шт

Цена: 159 528 руб./шт
Это еще одна модель российского производства, она предусматривает 2 сварочных поста. Выпрямитель рассчитан на работу в помещениях с естественной вентиляцией. Температура воздуха не должна превышать 40̊C, а относительная влажность должна быть не выше 80%. Нельзя использовать эту модель, если воздух насыщен токопроводящей пылью, едкими парами и газами. Выпрямитель подключается к трехфазной сети, номинальный сварочный ток – 560 Ампер.

5. Трехфазная модель ВД-401. Она рассчитана на работу с низкоуглеродистой, нержавеющей и низколегированной сталью. Система охлаждения использует стандартный вентилятор, для большего удобства предусмотрен амперметр. Сварочный ток регулируется механически, ход регулировки плавный. Аппарат работает от трехфазной сети, частота – 50 Герц. Пределы регулирования сварочного тока – 60-400 Ампер. Напряжение холостого хода – не более 80 Вольт.
6. Модель от российского бренда«Кавик»: ВД-306 У3. Это надежное и долговечное оборудование для сварки, резки и наплавки. Оно предназначено для работы в помещении с температурой воздуха не выше 40̊C, использовать его во взрывоопасной среде запрещено. Модель не рассчитана на работу со сталью, которая разрушается, а также с поврежденной изоляцией. При работе с этим аппаратом нельзя допускать попадания в воздух большого количества пыли, проводящей ток. Выпрямитель работает от трехфазной сети, частота – 50 Герц. Пределы регулирования – 30-315 Ампер.
7. Трехфазный ВД-301 - еще одна модель от «Кавик». Эта модель рассчитана на ручную сварку сталей: нержавейки, низколегированной, низкоуглеродистой. Система охлаждения у аппарата стандартная: вентилятор. Зато для большего удобства работы предусмотрен надежный амперметр. Он пригодится, ведь регулятор механический, он работает плавно. Подключается оборудование к трехфазной сети, частота – 50 Герц. Номинальный сварочный ток – 315 Ампер, пределы регулирования – 30-315 Ампер.
8. Российская модель Дуга 318М1. Это профессиональное оборудование, способное работать от однофазной и трехфазной сети. Его задействуют в таких сферах, как машиностроение, строительство и обслуживание газопроводов. Большой плюс модели, который завоевал ей место в рейтинге лучших, – это практически полное отсутствие брызг при сварке. Аппарат способен непрерывно работать при значении 200 Ампер, а при максимальном токе гарантирована стабильная работа оборудования в течение часа. Модель надежная, предусматривает 1 пост. Напряжение холостого хода – 60-75 Вольт.
При выборе оборудования нужно учитывать не только технические характеристики, но также условия работы. Соблюдение техники безопасности – важное условие при эксплуатации сварочных аппаратов.
Разновидности аппаратов для сварки

Сварочные аппараты
В промышленности и быту для соединения заготовок из металла применяют различные виды сварочных аппаратов. Для этого приобретают разные типы современных агрегатов.

Классификация оборудования для сварки
Существует несколько классов устройств, отличающихся по характеристикам, предназначению и применению расходных материалов.
Прочный неразъемный шов создается термическим воздействием на кромку деталей. В образовавшуюся из расплавленного металла ванну поступает присадочный материал, повышающий свойства сопряжения.
У этого вида сварки есть несколько разновидностей :
- Дуговая – самая распространенная. Отличается широким выбором аппаратов для производства работ. В быту используют преимущественно инверторы. Полуавтоматические аппараты производят операции в среде защитного газа. Сварка в автоматическом режиме требует минимального вмешательства оператора: он лишь выбирает программу, а подбором оптимальных параметров занимается электроника.
- Газовая с горелкой и баллоном для горючей смеси.
- Электронно-лучевая. Работает на основе преобразования кинетической энергии в тепловую. . Применяется на промышленных предприятиях, обеспечивает максимальную точность обработки.
- Термитная. Использует восстановительные свойства магния. При этом выделяется большое количество тепла.
- Электрошлаковая. Работает только в автоматическом режиме.
Сварка давлением использует такие технологии:
- Точечную контактную с применением медных стержней, диаметр которых ограничивает площадь контакта.
- Соединение сопротивлением на основании закона Джоуля-Ленца. Используется тепловое воздействие электричества.
- Оплавление, изобретенное для соединения больших труб под водой. Изоляция места сварки происходит с помощью специальной камеры.
- Трение, возникающее при вращении одной или обеих свариваемых деталей, дало название одноименной методике.
Кроме того, есть сварочные инструменты и оборудование для нанесения покрытий газотермическим и вакуумным методом, а также с помощью легирования. После такой обработки повышаются качественные свойства поверхностей заготовок.
Полуавтоматические аппараты MIG и MAG
Они используются для сварки плавлением в среде защитных газов. Первый работает с аргоном, гелием и другими веществами инертной группы. Поэтому и возникло название metal inert gas welding.Технология именуется MAW – Gas metal Arc welding.
Она исключает возникновение химических реакций во время расплава металла и имеет такие преимущества:
- отсутствие ядовитых паров;
- легкий розжиг и поддержка дуги;
- малый расход проволоки;
- возможность соединения тонких деталей.
В состав аппарата входят:
- генератор тока в виде инвертора или трансформатора;
- газовый баллон с редуктором;
- кабели и шланги;
- устройство подачи электрода.
Вторая разновидность работает в углекислом газе (metal active gas welding). Он дешевле инертного, поэтому сварка получается экономичнее. Только работать можно лишь с легированными и низколегированными сталями.
Чаще всего приобретают аппараты, в которых совмещены оба вида сварки. Этим достигается эффективность и универсальность процесса.

Оборудование с трансформатором
Это самый старый вид сварочного аппарата. Однако из-за простоты устройства его до сих пор используют на предприятиях и в домашних условиях.
- сердечника;
- первичной и вторичной обмотки;
- корпуса.
На выходе образуется переменный ток. Во время сварки металл разбрызгивается во все стороны, что отрицательно сказывается на качестве шва.
Из преимуществ выделяют:
- простоту конструкции, использования и обслуживания;
- надежность;
- низкую стоимость;
- КПД до 90%.
- большие габариты и вес;
- повышенный расход электроэнергии на разогрев аппарата и дополнительный вентилятор охлаждения;
- зависимость от качества питания – снижение напряжения в сети прямо пропорционально влияет на выходной ток;
- для работы нужны навыки сварщика; новичкам сложно удержать качественную дугу.

ММА-выпрямители
В классификации сварочного оборудования такие агрегаты расположены между инверторами и трансформаторами. Имеют в составе дополнительный компонент – тиристорный или диодный выпрямительный блок. Если добавить дроссель, то можно регулировать ток и другие характеристики. Это позволяет работать даже неопытному сварщику.
К достоинствам таких сварочных аппаратов относят:
- достаточно высокое качество шва;
- доступность сварки чугуна и цветных металлов с помощью специальных электродов;
- стабильность и непрерывность дуги;
- возможность использовать устройство в домашнем хозяйстве;
- невысокую цену.
Инверторные аппараты
Среди всех типов сварочных аппаратов это самое современное оборудование, главное качество которого – простота в использовании и доступность для покупателей разного достатка.
По технологии сварочного процесса инверторы делятся на такие категории:
- ММА для ручной сварки. Работают с покрытыми электродами, небольшие и легкие, просты в обслуживании, с качественными швами. Эти достоинства позволили им стать самыми популярными для домашнего применения и установки в небольших цехах и мастерских.
- Полуавтоматы MIG и MAG, более мощные. Предназначены для использования на производственных предприятиях.
- Для сварки в инертном газе TIG. Так называется аппарат для профессиональных работ с дополнительным оборудованием и электродами (вольфрамовыми плавящимися и неплавящимися).
- Для плазменной сварки CUT. В основном предназначены для резки с высокой точностью и качеством кромки. Могут резать заготовки большой толщины.
Функционально инверторы делятся на несколько групп:
- Легкие, компактные бытовые, самые многочисленные на рынке. К их покупке нужно подходить ответственно, изучать спецификации, выбирать крупные торговые точки и производителей.
- Более дорогие профессиональные. С их помощью выполняются операции любой сложности. К их достоинствам относят надежность и долговечность даже на крупных предприятиях.
- Специализированные. Предназначены для работы с точечными и лазерными технологиями в промышленных масштабах.

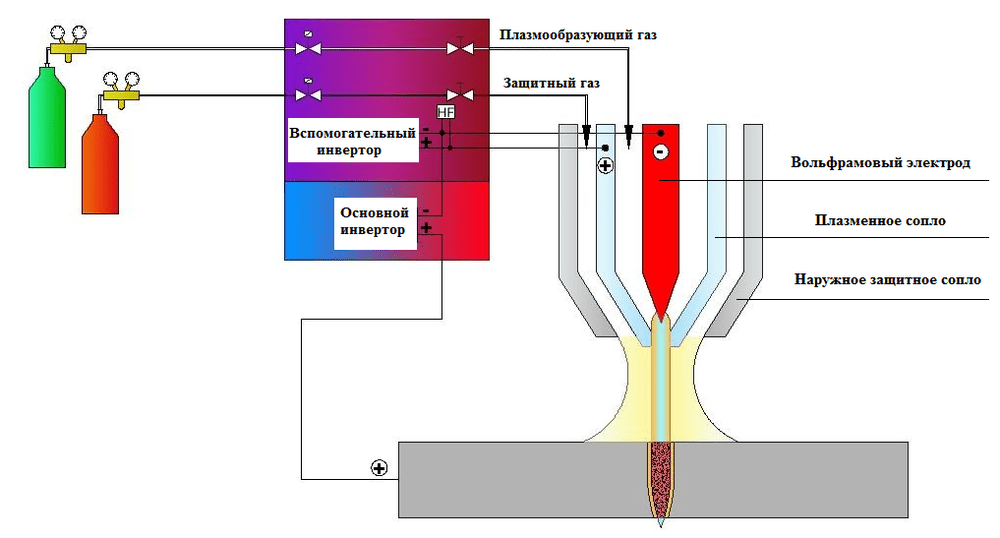
Плазменное оборудование
Такой тип сварочных аппаратов быстро набирает популярность среди производственных предприятий машиностроения, судостроительных заводов, коммунальных и ремонтных служб, рекламных агентств. Этому способствуют компактность, малые энергозатраты и безопасность в работе.
Устройства бывают струйными или дуговыми.
- микроплазменные для обработки заготовок малой толщины;
- модели, работающие на средних и больших токах.
Плазма в аппарате получается при использовании воздуха, водяного пара, а также газов:
- кислорода;
- водорода;
- азота;
- аргона.
Сопло охлаждается и удаляется окалина с кромки металла с помощью газового или водяного потока. Для резки доступны материалы толщиной до 200 мм.
К преимуществам плазменных аппаратов относят:
- скорость резки и сварки;
- точность швов и резов;
- не надо покупать дополнительный баллон для газов;
- во время работы оператор находится в безопасности;
- дуга все время стабильна;
- доступность ручного и автоматического режима;
- заготовка при выполнении операции не деформируется;
- возможность работы в труднодоступном месте;
- редко ломается, прост в обслуживании.
![Плазменная сварка.]()
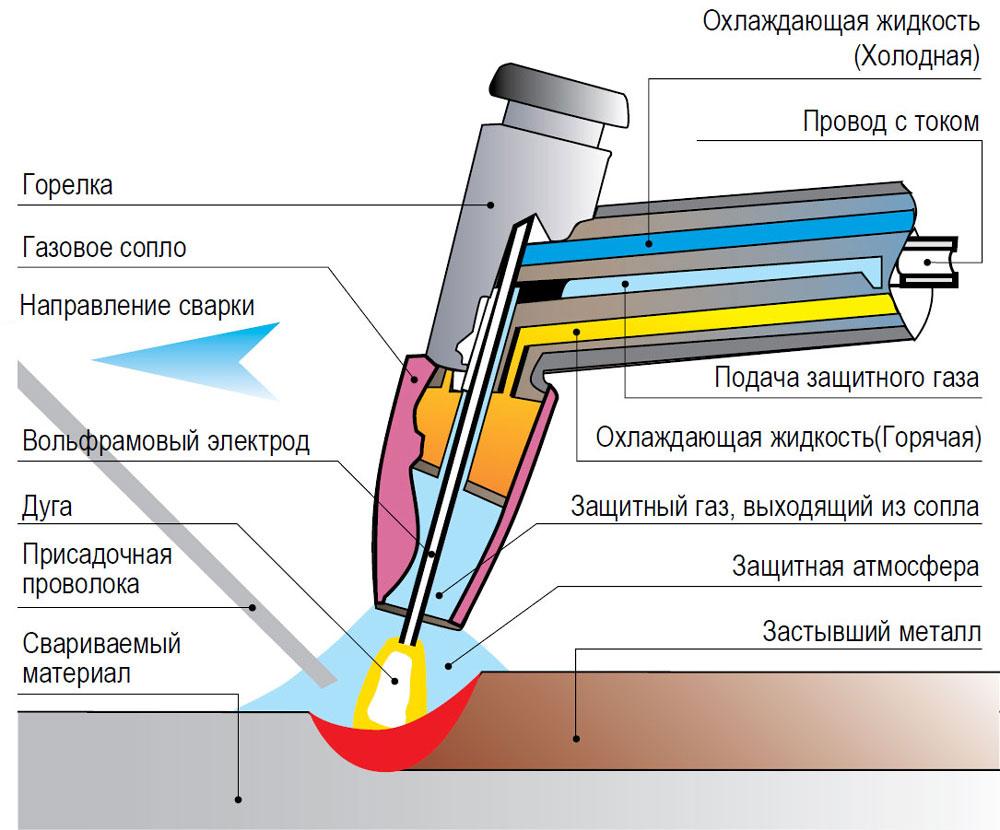
Оборудование для аргоновой сварки
Швы, получаемые с помощью такого аппарата, аккуратнее, чем при технологии ММА. Их не нужно зачищать, а для соединения доступно 8 видов металлов. Несмотря на то что их использование в домашнем хозяйстве ограничено, в продаже есть немало плазменных моделей, не отличающихся по функционалу от промышленных.
Составные части у них одинаковы:
- источник питания постоянного или переменного тока;
- редуктор газовый;
- горелка особой конструкции;
- осциллятор для преобразования тока в высокочастотный импульс для создания дуги.
Для аргонодуговой сварки используются неплавящиеся электроды, чаще всего вольфрамовые, с повышенным ресурсом.
Замена на новый происходит по мере выработки. Аргоновая среда позволяет обрабатывать сплавы, недоступные при других условиях из-за окисления на воздухе и образования пленки – амальгамы.
Преимущества метода TIG:
- отсутствие местного нагрева не допускает деформации заготовки;
- из-за малой толщины электрода швы получаются узкими, герметичными и аккуратными;
- возможно применение присадки;
- не образуется шлаковая корка;
- не нужна последующая механическая обработка места соединения;
- допускается сваривать цветные металлы и нержавеющую сталь;
- не образуется окалина, прилипающая к поверхности детали.
- работает медленнее чем MIG;
- из-за широкой горелки нельзя работать в труднодоступных местах;
- сопло из керамики ограничивает обзор;
- для получения качественного шва нужен навык работы;
- постоянно занята вторая рука – подает присадку, которая быстро заканчивается из-за малой длины (большую неудобно держать);
- высокая стоимость электродов из вольфрама;
- расходы на покупку аргона;
- невозможность работы при сильном ветре из-за незащищенности деталей (при сдувании аргона сварочная ванна остается без защиты).
Точечный сварочный аппарат
Они бывают переносным, удобными для дома, и стационарными, устанавливаемыми преимущественно на заводах. Кроме того, оборудование может предназначаться для односторонней (в виде пистолета и шланга, с обратным молотком) и двухсторонней сварки, предназначенной для соединения листов металла внахлест. Она востребована в автосервисе для кузовного ремонта.
Преимущества такой технологии следующие:
- низкие расходы на электричество и расходные материалы;
- высокую эффективность;
- не нужен опытный сварщик;
- не прожигает детали толщиной 0,5-1,0 мм.
Исходя из того, какие бывают типы сварочных аппаратов, выбирают модель, которая будет отвечать всем требованиям покупателя.
Что такое сварочный выпрямитель, как он устроен и работает?
Сварочные выпрямители – устройства, назначением которых является преобразование переменного тока в постоянный, что необходимо при работе со средне- и высокоуглеродистыми марками стали, чугуном, цветными металлами и сплавами. Сварка на постоянном токе облегчает формирование аккуратных швов, снижает разбрызгивание металла, повышает прочность сварного соединения.
Конструкционные особенности и принцип действия полупроводниковых сварочных выпрямителей
Конструкция выпрямителя в классическом варианте включает следующие компоненты:
![Сварочный выпрямитель]()
- Диодные мосты. Диоды в сварочных выпрямителях собирают по мостовым схемам – одно- или трехфазной. Востребована трехфазная схема, обеспечивающая стабильность сварочной дуги, она подходит для элементов различной толщины, позволяет осуществлять не только сварку, но и резку. Для резки устанавливают высокое значение силы тока.
- Понижающий трансформатор. На этом устройстве происходит уменьшение напряжения и повышение силы тока.
- Охлаждающая система. Обычно это вентилятор, обеспечивающий постоянный воздушный поток к полупроводниковым элементам, которые нагреваются во время работы. В некоторых аппаратах устанавливают датчики перегрева.
- Датчики контроля напряжения. При напряжении питания, превышающем предельное значение, датчики подают сигнал автомату на отключение.
- Пусковая и измерительная аппаратура.
- Регуляторы, позволяющие установить значения тока в соответствии с толщиной свариваемого металла.
Принцип работы сварочного выпрямителя
- Ток из электросети или от электрогенератора попадает на первичную обмотку понижающего трансформатора.
- На вторичную обмотку поступает ток пониженного напряжения и повышенной силы.
- Ток пониженного напряжения поступает на выпрямительные диодные мосты. Полупроводниковые элементы открывают ток в одном направлении, и закрывают – в противоположном. Производители чаще всего используют селеновые и кремниевые полупроводники. Селеновые элементы стоят недорого и способны выдерживать значительные перегрузки, кремниевые обеспечивают высокий КПД, но плохо переносят перегрузки.
Виды регулирования силы тока на выходе:
- Ступенчатая регулировка – наиболее часто встречающийся вариант. Разные модели могут иметь разный шаг, но в любом варианте такая настройка является грубой.
- Тонкая настройка. Осуществляется методом дроссельного насыщения. Дроссель (комплекс из нескольких катушек) устанавливается между диодами и трансформатором.
- Точная регулировка с использованием тиристорного блока.
Точность регулировки напрямую влияет на удобство проведения работ и качество полученного результата.
Разновидности выпрямительных устройств
В зависимости от внешних характеристик, различают три типа сварочных выпрямителей:
- Крутопадающие внешние характеристики. Такие аппараты востребованы для ручной дуговой сварки и для работы с неплавящимся электродом в среде защитных газов. В устройство выпрямителей входит понижающий трансформатор с высоким рассеиванием магнитного поля. Сварочный ток настраивается путем корректировки дистанции между первичной и вторичной обмотками трансформатора.
- Жесткие внешние характеристики. Выпрямители этого типа используются для сварочных работ с плавящимся электродом в углекислом газе или другой защитной газовой среде, под флюсом, с использованием порошковой проволоки.
- Универсальные. Такие устройства позволяют получать падающие и жесткие внешние характеристики. Поэтому они подходят для широкого перечня сварочных процессов – ручных и автоматизированных, плавящимися и неплавящимися электродами, в газовых средах, под флюсом. В конструкцию входят понижающий трансформатор и дроссели насыщения.
Сварочные выпрямители на диодных мостах с различными техническими характеристиками дают возможность сваривать металлические элементы толщиной от 1 до 50 мм. Они удобны в работе и обслуживании, просты в настройке, мобильны. К недостаткам можно отнести слабую устойчивость к перепадам напряжения питающего тока и длительным коротким замыканиям.
Как устроен и работает сварочный выпрямитель?
![]()
Сварочный выпрямитель – аппарат, служащий для преобразования переменного тока, присутствующего в сети, в постоянный с использованием кремниевых или селеновых полупроводниковых диодов. Наиболее популярны селеновые диоды. В конструкцию преобразователя входят: устройства защиты и измерения, трансформатор, управляющий прибор. Все элементы расположены в одном блоке. Аппараты могут работать при повышенных и пониженных температурах, нестабильных характеристиках входного напряжения однофазной или трехфазной питающей сети.
Устройство и принцип работы сварочного выпрямителя
В конструкцию агрегата входят:
- трансформатор, преобразующий входное переменное напряжение в низковольтное переменное;
- диодный мост, трансформирующий переменное напряжение в постоянное пульсирующее;
- конденсаторный фильтр, обладающий большой мощностью, служит для преобразования пульсирующего тока в линейный постоянный;
- блок, регулирующий силу тока;
- дроссели, предназначенные для предотвращения запредельного роста сварочного тока.
Эта упрощенная схема может несколько видоизменяться или дополняться другими элементами, улучшающими технические характеристики сварочного выпрямителя.
Выпрямление тока может осуществляться по одной из схем:
- однофазное, применяется в аппаратах бытового применения;
- трехфазное, пульсации сглаживаются в обмотках – первичной и вторичной;
- шестифазное, позволяет организовать многопостовой пункт сварки.
Выходные характеристики регулируются следующими способами:
- трансформаторное регулирование с помощью изменения схемы подключения обмоток;
- с использованием дросселя и реостата;
тиристорное или транзисторное регулирование.
Выпускаемые виды выпрямителей:
- Однопостовой. Предназначается для ручной дуговой сварки плавящимися покрытыми электродами. Могут применяться штучные электроды с рутиловым, целлюлозным, основным покрытием. Присутствие клинового шунта позволяет быстро менять режим работы. Агрегаты могут использоваться для сварки ответственных изделий и создания конструкций, запланированных для работы под высокими нагрузками.
- Универсальный многопостовой. Питается от трехфазной сети переменного тока. Каждый вывод оснащен собственным блоком управления, в который входят реостат и дроссель. Выдерживает знакопеременные нагрузки, формирует надежную устойчивую дугу, способен работать без перерыва в течение длительного времени. Многопостовые сварочные выпрямители используются для осуществления масштабных интенсивных работ по ручной или полуавтоматической сварке. Устанавливаются в производственных цехах и на строительных площадках.
Особенности применения сварочных выпрямителей
Эти агрегаты применяются для проведения дуговой сварки низкоуглеродистых нелегированных сталей, коррозионностойких марок, цветных металлов и сплавов на их основе. Используются также при необходимости сварки обратной полярности. Обеспечивают глубокий провар и снижение разбрызгивания металла. К минусам агрегатов относятся – восприимчивость к длительным коротким замыканиям и скачкам сетевого напряжения.
Преимущества сварочных выпрямителей:
- экономичность;
- высокий КПД;
- надежность;
- простота управления.
Для продления срока службы аппаратов необходимы – проведение плановых осмотров, своевременная чистка и замена изношенных деталей, использование в условиях нормальной влажности.
Читайте также: