Электробезопасность при сварочных работах
Обновлено: 09.05.2024
МИНИСТЕРСТВО ТРУДА И СОЦИАЛЬНОЙ ЗАЩИТЫ РОССИЙСКОЙ ФЕДЕРАЦИИ
от 11 декабря 2020 года N 884н
1. Утвердить Правила по охране труда при выполнении электросварочных и газосварочных работ согласно приложению.
3. Настоящий приказ вступает в силу с 1 января 2021 года и действует до 31 декабря 2025 года.
в Министерстве юстиции
29 декабря 2020 года,
регистрационный N 61904
Приложение
к приказу Министерства труда
и социальной защиты
Российской Федерации
от 11 декабря 2020 года N 884н
Правила по охране труда при выполнении электросварочных и газосварочных работ
I. Общие положения
1. Правила по охране труда при выполнении электросварочных и газосварочных работ (далее - Правила) устанавливают государственные нормативные требования охраны труда при выполнении электросварочных и газосварочных работ.
Правила обязательны для исполнения работодателями - юридическими и физическими лицами независимо от их организационно-правовых форм и форм собственности, при выполнении электросварочных и газосварочных работ.
2. Правила распространяются на работников, выполняющих электросварочные и газосварочные работы, использующих в закрытых помещениях или на открытом воздухе стационарные, переносные и передвижные электросварочные и газосварочные установки, предназначенные для выполнения технологических процессов сварки, наплавки, резки плавлением (разделительной и поверхностной) и сварки с применением давления:
1) дуговой и плазменной сварки, наплавки, резки;
2) атомно-водородной сварки;
3) электронно-лучевой сварки;
4) лазерной сварки и резки (сварки и резки световым лучом);
5) электрошлаковой сварки;
6) сварки контактным разогревом;
7) контактной или диффузионной сварки, дугоконтактной сварки;
8) газовой сварки и газовой резки металлов (далее - сварка).
3. На основе Правил и требований технической документации организации-изготовителя на конкретные виды электросварочного, газосварочного оборудования и инструмента работодателем разрабатываются инструкции по охране труда для профессий и (или) видов выполняемых работ, которые утверждаются локальным нормативным актом работодателя с учетом мнения соответствующего профсоюзного органа либо иного уполномоченного работниками представительного органа (при наличии).
4. В случае применения методов работ, материалов, технологической оснастки, оборудования и инструмента, требования к безопасному применению которых не предусмотрены Правилами, при выполнении электросварочных и газосварочных работ следует руководствоваться требованиями соответствующих нормативных правовых актов, содержащих государственные нормативные требования охраны труда, и требованиями технической документации организации-изготовителя.
5. Работодатель обеспечивает содержание электросварочного, газосварочного оборудования и инструмента в исправном состоянии и их эксплуатацию в соответствии с требованиями Правил и технической документации организации-изготовителя.
6. При выполнении электросварочных и газосварочных работ на работников возможно воздействие вредных и (или) опасных производственных факторов, в том числе:
1) поражение электрическим током;
2) повышенная загазованность воздуха рабочей зоны, наличие в воздухе рабочей зоны вредных аэрозолей;
3) повышенная или пониженная температура воздуха рабочей зоны;
4) повышенная температура обрабатываемого материала, изделий, наружной поверхности оборудования и внутренней поверхности замкнутых пространств, расплавленный металл;
5) ультрафиолетовое и инфракрасное излучение;
6) повышенная яркость света при осуществлении процесса сварки;
7) повышенные уровни шума и вибрации на рабочих местах;
8) расположение рабочего места на высоте относительно поверхности земли (пола), которое может вызвать падение работника с высоты;
9) физические и нервно-психические перегрузки;
10) выполнение работ в труднодоступных и замкнутых пространствах;
11) падающие предметы (элементы оборудования) и инструмент;
12) движущиеся транспортные средства, подъемные сооружения, перемещаемые материалы и инструмент.
7. Работодатель в зависимости от специфики своей деятельности и исходя из оценки уровня профессионального риска вправе:
а) устанавливать дополнительные требования безопасности, не противоречащие Правилам. Требования охраны труда должны содержаться в соответствующих инструкциях по охране труда, доводиться до работника в виде распоряжений, указаний, инструктажа;
б) в целях контроля за безопасным производством работ применять приборы, устройства, оборудование и (или) комплекс (систему) приборов, устройств, оборудования, обеспечивающие дистанционную видео-, аудио или иную фиксацию процессов производства работ.
8. Правила не применяются при выполнении электросварочных и газосварочных работ на опасных производственных объектах, на которых получаются, используются, перерабатываются, образуются, хранятся, транспортируются, уничтожаются опасные вещества, указанные в пункте 1 приложения N 1 к Федеральному закону от 21 июля 1997 г. N 116-ФЗ "О промышленной безопасности опасных производственных объектов" (Собрание законодательства Российской Федерации, 1997, N 30; 2017, N 9, ст.1282, ст.3588).
9. Допускается возможность ведения документооборота в области охраны труда в электронном виде с использованием электронной подписи или любого другого способа, позволяющего идентифицировать личность работника, в соответствии с законодательством Российской Федерации.
II. Требования охраны труда, предъявляемые к производственным помещениям (производственным площадкам)
10. Запрещается загромождать проходы и проезды внутри зданий (сооружений), производственных помещений (производственных площадок) для обеспечения безопасного передвижения работников и проезда транспортных средств.
11. Переходы, лестницы, площадки и перила к ним должны содержаться в исправном состоянии и чистоте, а расположенные на открытом воздухе - очищаться в зимнее время от снега и льда, обрабатываться противогололедными средствами.
Настилы площадок и переходов, а также перила к ним должны укрепляться и исключать случайное падение человека. На период ремонта вместо снятых перил делается временное ограждение. Перила и настилы, снятые на время ремонта, после его окончания немедленно устанавливаются на место.
12. В сварочных цехах и на участках оборудуется общеобменная вентиляция, а на стационарных рабочих местах - местная вентиляция.
13. Участки газопламенной обработки металлов размещаются в одноэтажных зданиях.
При необходимости расположения участков газопламенной обработки металлов в многоэтажных зданиях должны предусматриваться мероприятия по исключению возможности распространения вредных веществ между этажами.
Сварку, наплавку и резку металлов с выделением бериллия и его сплавов необходимо производить в изолированных помещениях, оборудованных вытяжной вентиляцией.
14. В сборочно-сварочных цехах в холодные и переходные периоды года следует применять воздушное отопление с регулируемой подачей воздуха.
В теплое время года в сборочно-сварочных цехах следует использовать естественную вентиляцию через открываемые проемы окон, световых фонарей и дверей (ворот).
Общеобменная и местная вентиляция не применяются, если содержание вредных веществ не превышает уровень предельно допустимой концентрации (далее - ПДК).
При невозможности исключения или снижения уровней вредных и (или) опасных производственных факторов до уровней допустимого воздействия в связи с характером и условиями производственного процесса проведение работ допускается при условии обеспечения работников средствами индивидуальной защиты.
15. Контейнер (сосуд-накопитель) со сжиженным газом, за исключением оборудования работающего под избыточным давлением, используемого на опасных производственных объектах, требования к которому установлены федеральными нормами и правилами в области промышленной безопасности, устанавливается на площадку, имеющую металлическое ограждение. Между контейнером (сосудом-накопителем) и ограждением обеспечивается проход шириной не менее 1 м.
Контейнер (сосуд-накопитель) не должен подвергаться нагреву.
При установке контейнера (сосуда-накопителя) на открытом воздухе он оборудуется навесом, защищающим его от воздействия прямых солнечных лучей и осадков.
III. Требования охраны труда к организации рабочих мест
16. На стационарных рабочих местах электросварщиков и газосварщиков при работе в положении "сидя" устанавливаются поворотный стул со сменной регулируемой высотой и подставка для ног с наклонной плоскостью опоры.
При работе в положении "стоя" устанавливаются подставки (подвески), уменьшающие статическую нагрузку на руки сварщиков.
Запрещается уменьшать нагрузку на руку с помощью переброски шланга (кабеля) через плечо или навивки его на руку.
17. На стационарных рабочих местах газосварщиков устанавливается стойка с крючком или вилкой для подвески потушенных горелок или резаков во время перерывов в работе.
На временных рабочих местах потушенные горелки или резаки могут подвешиваться на части обрабатываемой конструкции.
18. Стационарное рабочее место, предназначенное для проведения автоматической и механизированной электросварки в защитных газах и их смесях, оборудуется:
1) сварочным оборудованием и оснасткой рабочего места в соответствии с требованиями технологического процесса;
2) встроенными в технологическую оснастку или сварочную головку устройствами для удаления вредных газов и пыли.
19. При организации рабочих мест на участках электросварочных поточно-механизированных линий должны соблюдаться следующие требования:
1) для автоматизированных процессов электросварки, сопровождающихся образованием вредных аэрозолей, газов и излучений, превышающих ПДК и предельно допустимые уровни (далее - ПДУ), предусматривается дистанционное управление и (или) использование средств индивидуальной защиты;
2) для удаления вредных пылегазовыделений предусматриваются пылегазоприемники, встроенные или сблокированные со сварочными автоматами или полуавтоматами, агрегатами, порталами или манипуляторами;
3) пульты управления грузоподъемными транспортными средствами объединяются (располагаются в непосредственной близости) с пультами управления электросварочным оборудованием;
4) оборудование и пульты управления на электросварочных поточно-механизированных линиях располагаются в одной плоскости, чтобы избежать необходимость перемещения работников по вертикали;
5) рабочие места операторов у объединенного пульта автоматической сварки оборудуются креслами или сидениями со спинками, изготовленными из нетеплопроводных материалов;
6) участки электросварочных поточно-механизированных линий отделяются проходами от соседних участков, стен, подъездных путей. Расстояние от места сварки до проходов должно быть не менее 5 м. При невозможности выполнения данного требования у места производства электросварочных работ устанавливаются несгораемые экраны (ширмы, щиты).
20. При выполнении электросварочных и газосварочных работ с предварительным нагревом изделий работа двух сварщиков в одной кабине допускается только при сварке одного изделия.
21. Нестационарные рабочие места в помещении при сварке открытой электрической дугой или газовой резки/сварки металлов отделяются от смежных рабочих мест и проходов несгораемыми экранами (ширмами, щитами) высотой не менее 1,8 м.
При сварке на открытом воздухе экраны устанавливаются в случае одновременной работы нескольких сварщиков рядом друг с другом и на участках интенсивного передвижения работников. Если экранирование невозможно работников, подвергающихся опасности воздействия открытой электрической дуги, необходимо защищать с помощью средств индивидуальной защиты.
Электробезопасность при выполнении сварочных работ
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Электробезопасность — система организационных и технических мероприятий и средств, обеспечивающих защиту людей от вредного и опасного воздействия электрического тока, электрической дуги, электромагнитного поля и статического электричества.
Электротравма— травма, вызванная воздействием электрике ского тока или электрической дуги.
Электротравматизм — явление, характеризующееся совокупностью электротравм.
Электрическое замыкание на корпус — случайное электрическое соединение токоведущей части с металлическими нетоковедущими частями электроустановки.
Электрическое замыкание на землю — случайное электрическое соединение токоведущей части непосредственно с землей или нетоковедущими проводящими конструкциями или предметами, не изолированными от земли.
Основными причинами поражения электрическим током являются воздействие электрического тока, проходящего в сварочной цепи, соприкосновение с открытыми токоведущими частями и проводами (случайное, не вызванное производственной необходимостью, или вследствие ошибочной подачи напряжения во время ремонтов и осмотров); прикосновение к токоведущим частям, изоляция которых повреждена, касание токоведущих частей через предметы с низким сопротивлением изоляции, прикосновение к металлическим частям оборудования, случайно оказавшимся под напряжением (в результате отсутствия или повреждения защитных устройств), соприкосновение со строительными деталями конструкций, случайно оказавшимися под напряжением, и др. Опасность поражения электрическим током создают источники сварочного тока, электрический привод (включая пускорегулирующую аппаратуру), электрооборудование подъемно-транспортных устройств, электрифицированный транспорт, высокочастотные и осветительные установки, электрические ручные машины и т д.
Виды электротравм
Действие электрического тока на организм человека может вызвать различные электрические травмы (электрический ожог, металлизацию кожи, электрический знак) и электрический удар.
Электрический ожог может причинить электрическая дуга (дуговой ожог) или контакт с т0к0ведущей частью (токовый ожог) за счет преобразования энергии электрического тока в тепловую.
Металлизация кожи происходит в результате механического и химического воздействия тока, когда парообразные или расплавленные металлические частицы проникают вглубь кожи и пораженный участок приобретает жесткую поверхность.
Электрический знак — следствие теплового воздействия при протекании тока относительно большой величины через малую поверхность с относительно большим сопротивлением при температуре 50—115°С и хорошем контакте, в результате чего возникают запекшиеся или обуглившиеся участки кожи либо припухлость ее, а также отпечаток от прикосновения токоведущей части.
Электрический удар приводит к возбуждению живых тканей организма и сопровождается непроизвольными судорожными сокращениями мышц при прохождении через тело человека электрического тока.
Электроофтальмия приводит к воспалению наружных оболочек глаз, возникающему в результате воздействия мощного потока ультрафиолетовых лучей электрической дуги.
Электрический ток воздействует на нервную систему. Такое воздействие выражается очень резко, так как при прохождении через организм электрический ток поражает огромное количество чувствительных нервов Существенное влияние оказывает действие электрического тока на скелетную мускулатуру, вызывая судорогу, и особенно на сердце, вызывая фибрилляцию его (отдельные некоординированные «подергивания» волокон сердечной мышцы). При этом насосная функция сердца прекращается и может наступить смерть.
Причиной смерти, кроме фибрилляции, может быть остановка дыхания или ожог.
Степень тяжести поражения человека электрическим током зависит от следующих факторов, сопротивления тела, величины, длительности действия, рода и частоты тока; пути тока в организме, состояния организма и условий внешней среды.
Технические средства защиты
В процессе эксплуатации электросварочных установок требуется применение специальных средств защиты, которые делятся на изолирующие, ограждающие и вспомогательные.
Изолирующие средства защиты делятся на основные и дополнительные.
Основные изолирующие средства способны длительное время выдерживать рабочее напряжение электроустановки, поэтому ими разрешается касаться токоведущих частей, находящихся под напряжением К таким средствам относятся: диэлектрические резиновые перчатки, инструмент с изолированными рукоятками и токоискателями.
Дополнительные изолирующие средства обладают недостаточной электрической прочностью и поэтому не могут самостоятельно защитить человека от напряжения током. К таким средствам относятся: резиновая обувь, коврики и изолирующие подставки.
Резиновую обувь и коврики как дополнительные средства защиты применяют при операциях, выполняемых с помощью основных защитных средств.
Ограждающие средства защиты предназначены: для временного ограждения токоведущих частей (временные переносные ограждения-щиты, ограждения-клетки, изолирующие накладки, изолирующие колпаки); для предупреждения ошибочных операций (предупредительные плакаты); для временного заземления отключенных токоведущих частей с целью устранения опасности поражения работающих током при случайном появлении напряжения (временные защитные заземления).
Вспомогательные средства защиты предназначены для индивидуальной защиты работающего от световых, тепловых и механических воздействий (защитные очки, специальные рукавицы и т. п ).
Защитное заземление, зануление и отключение электросварочных установок и постов. Защитное заземление — преднамеренное электрическое соединение с землей или ее эквивалентом металлических нетоковедущих частей, которые могут оказаться под напряжением (рис. 25.1).
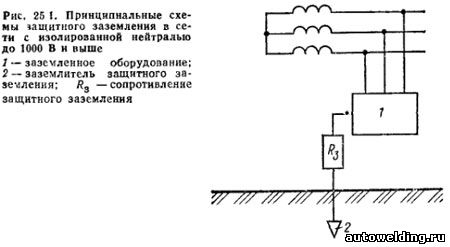
Назначение защитного заземления — устранение опасности поражения электрическим током при появлении напряжения на конструктивных частях электрооборудования, т. е. при замыкании на корпус.
Область применения защитного заземления — трехфазные трехпроводные сети напряжением до 1000 В с изолированной нейтралью.Различают заземлители искусственные, предназначенные исключительно для целей заземления, и естественные — находящиеся в земле металлические предметы.
В качестве искусственных заземлителей применяют обычно вертикальные и горизонтальные электроды. В качестве вертикальных электродов используют стальные трубы диаметром 3—5 см и угловую сталь размером 40x40 до 60x60 мм длиной 2,5— 3 м, стальные прутки диаметром 10—12 мм. Для связи вертикальных электродов и в качестве самостоятельного горизонтального электрода используют полосовую сталь сечением не менее 4х12 мм или сталь круглого сечения диаметром не менее 6 мм.
В качестве естественных заземлителей применяют проложенные в земле металлические трубы, за исключением трубопроводов горючих жидкостей, горючих или взрывоопасных газов, а также трубопроводов, покрытых изоляцией для защиты от коррозии.
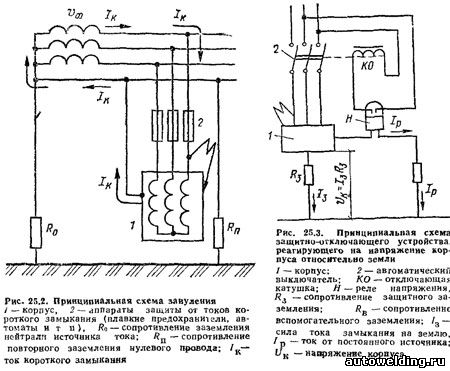
Зануление — преднамеренное электрическое соединение с нулевым защитным проводником металлических нетоковедущих частей, которые могут оказаться под напряжением (рис. 25 2).
Назначение зануления — аналогично с назначением защитного заземления.
Область применения зануления — трехфазные четырехпроводные сети с напряжением до 1000 В с глухозаземленной нейтралью.
>[?Принцип действия зануления — превращение пробоя на корпус в однофазное замыкание (т. е. замыкание между фазным и нулевым проводами) с целью создания большого тока, способного обеспечить срабатывание защиты и тем самым автоматически отключить поврежденную установку от питающей сети. Такой защитой являются: плавкие предохранители и автоматические выключатели, устанавливаемые перед потребителями энергии для защиты от токов короткого замыкания Скорость отключения поврежденной установки, т. е. время с момента появления напряжения на корпусе до момента отключения установки от питающей электросети, составляет 5—7 с при защите установки плавкими предохранителями и 1—2 с при защите автоматами Защитное отключение — быстродействующая защита, обеспечивающая автоматическое отключение электроустановки при возникновении в ней опасности поражения током (рис 25. 3) Основными частями устройства защитного отключения являются прибор защитного отключения и автоматический отключатель.
Прибор защитного отключения — совокупность отдельных элементов, которые реагируют на изменение какого либо параметра электрической сети и дают сигнал на отключение автоматического выключателя Таким элементом является датчик — устройство, воспринимающее изменение параметра и преобразующее его в соответствующий сигнал.
Автоматический выключатель—устройство, служащее для выключения и отключения цепей, находящихся под нагрузкой При коротких замыканиях он должен отключать цепь автоматически при поступлении сигнала от прибора защитного отключения Оказание первой помощи пострадавшему от воздействия электрического тока при сварочных работах. Первая доврачебная помощь при несчастных случаях от поражения электрическим током состоит из освобождения пострадавшего от действия тока и оказания ему медицинской помощи.
Освобождение пострадавшего от действия тока можно осуществить след>ющим образом отключить соответствующие части электроустановки, перерубить провода топором с деревянной рукояткой или оттянуть пострадавшего от токоведущей части, взявшись за его одежду, если она сухая, отбросить от него провод с помощью деревянной палки и т. п.
Если пострадавший в сознании, но до этого был в обмороке или продолжительное время находился под током, ему необходимо обеспечить полный покой до прибытия врача или срочно доставить в лечебное учреждение.
При отсутствии сознания, но сохранившемся дыхании, нужно ровно и удобно уложить пострадавшего на мягкую подстилку, расстегнусь пояс и одежду, обеспечить приток свежего воздуха, давать нюхать нашатырный спирт, обрызгивать водой, растирать и согревать тело.
При отсутствии признаков жизни надо делать искусственное дыхание и массаж сердца.
Искусственное дыхание должно быть начато немедленно, после освобождения пострадавшего от действия тока и выявления его состояния.
Наружный массаж сердца имеет целью искусственно поддержать в организме кровообращение и восстановить самостоятельную деятельность сердца.
О восстановлении деятельности сердца у пострадавшего судят по появлению у него собственного, не поддерживаемого массажем регулярного пульса.
Электробезопасность при сварочных работах
Система стандартов безопасности труда
Occupational safety standards system. Electric welding works. Safety requirements
Постановлением Государственного комитета СССР по стандартам от 19 декабря 1986 г. N 4072 дата введения установлена 01.01.88
Настоящий стандарт распространяется на электросварочные работы (в дальнейшем - сварку) во всех отраслях народного хозяйства и устанавливает требования безопасности при ручной и механизированной дуговой сварке металлов, в том числе под флюсом и в защитных газах, электрошлаковой и контактной сварке.
Стандарт не распространяется на электросварочные работы, выполняемые под водой, в шахтах, рудниках, космосе, вакууме, взрывом и лазером, сварку неметаллических материалов, а также на газовую и термическую электродуговую резку и плазменную обработку металлов на установках, генерирующих низкотемпературную плазму.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Сварка должна выполняться в соответствии с требованиями настоящего стандарта, ГОСТ 12.1.004-91, ГОСТ 12.1.010-76, ГОСТ 12.3.002-75, санитарными правилами при сварке, наплавке и резке металлов, утвержденными Министерством здравоохранения СССР, правилами пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства, утвержденными ГУПО МВД СССР.
1.2. Перечень опасных и вредных производственных факторов, возникающих при сварке, приведен в справочном приложении в соответствии с ГОСТ 12.0.003-74.
1.3. Концентрации вредных веществ в воздухе рабочей зоны при выполнении различных видов сварки не должны превышать предельно допустимых концентраций (ПДК), регламентированных ГОСТ 12.1.005-88 и перечнями ПДК, утвержденными Минздравом СССР.
Параметры микроклимата на рабочих местах должны соответствовать требованиям санитарных норм микроклимата производственных помещений*, утвержденных Минздравом СССР.
1.4. Уровни опасных и вредных производственных факторов в рабочей зоне не должны превышать установленных значений: уровень шума - по ГОСТ 12.1.003-83 и санитарным нормам, утвержденным Минздравом СССР; уровни локальной и общей вибрации - по ГОСТ 12.1.012-90* и санитарным правилам, утвержденным Минздравом СССР.
* На территории Российской Федерации документ не действует. Действует ГОСТ 12.1.012-2004, здесь и далее по тексту. - Примечание изготовителя базы данных.
1.6. Цвета сигнальные и знаки безопасности - по ГОСТ 12.4.026-76*.
* На территории Российской Федерации действует ГОСТ Р 12.4.026-2001.
2. ТРЕБОВАНИЯ К ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССАМ
2.1. Организация технологических процессов сварки должна соответствовать требованиям правил устройства электроустановок (ПУЭ) и предусматривать максимально возможную механизацию, автоматизацию, дистанционное управление процессами сварки или его отдельными элементами, а также должны быть приняты меры по локализации опасных и вредных производственных факторов.
2.2. В нормативной документации на конкретные виды сварки требования безопасности должны быть установлены в соответствии с настоящим стандартом и отражены в технологической документации по ГОСТ 3.1120-83.
(Измененная редакция, Изм. N 1).
* На территории Российской Федерации документ не действует. Действуют "Межотраслевые правила по охране труда (правила безопасности) при эксплуатации электроустановок" (ПОТ Р М-016-2001, РД 153-34.0-03.150-00), здесь и далее по тексту. - Примечание изготовителя базы данных.
2.4. При механизированной сварке следует использовать стационарные, переносные или встроенные в сварочное оборудование местные воздухоприемники.
2.5. Сварка изделий средних и малых размеров в стационарных условиях должна производиться в специально оборудованных кабинах. Кабины должны быть с открытым верхом и выполнены из негорючих материалов. Между стенкой и полом кабины следует оставлять зазор, высота которого определяется видом сварки. Площадь кабины должна быть достаточной для размещения сварочного оборудования, стола, устройства местной вытяжной вентиляции, свариваемого изделия, инструмента. Свободная площадь в кабине на один сварочный пост должна быть не менее 3 м.
2.6. При сварке изделий на поточно-механизированных и автоматизированных линиях должны предусматриваться местные вытяжные устройства, встроенные в оснастку линий. Допускается использование сварочного оборудования со встроенными местными воздухоприемниками.
2.7. Не допускается проведение сварки при неработающей местной вытяжной вентиляции.
2.8. Сварка в замкнутых и труднодоступных пространствах* должна производиться по наряду-допуску на особо опасные работы при выполнении следующих условий:
установки контрольных постов для наблюдения за электросварщиками;
наличия люка (люков) для прокладки коммуникаций и эвакуации работающих;
непрерывной работы местной вытяжной вентиляции и средств, исключающих накопление вредных веществ в воздухе выше предельно допустимых концентраций и содержание кислорода менее 19% (по объему);
наличия в сварочном оборудовании устройства прекращения подачи защитного газа при выключении напряжения в сварочной цепи;
наличия ограничителя напряжения холостого хода при ручной дуговой сварке переменным током. Ограничитель, выполненный в виде приставки, должен быть заземлен отдельным проводником.
* Замкнутыми пространствами (помещениями) считаются пространства, ограниченные поверхностями, имеющие люки (лазы), с размерами, препятствующими свободному и быстрому проходу через них работающих и затрудняющими естественный воздухообмен; труднодоступными пространствами (помещениями) следует считать такие, в которых ввиду малых размеров затруднено выполнение работ, а естественный воздухообмен недостаточен.
2.9. Перед сваркой сосудов, в которых находились горючие жидкости и вредные вещества, должна быть произведена их очистка, промывка, просушка, проветривание и проверка отсутствия опасной концентрации вредных веществ в соответствии с ПТЭ и ПТБ, утвержденных Главгосэнергонадзором.
2.10. При сварке материалов, обладающих высокой отражающей способностью (алюминия, сплавов алюминия, сплавов на основе титана, нержавеющей стали), для защиты электросварщиков и работающих рядом от отраженного оптического излучения следует экранировать сварочную дугу встроенными или переносными экранами и по возможности экранировать поверхности свариваемых изделий.
2.11. Требования безопасности к ручной дуговой сварке
2.11.1. Стационарные посты сварки должны быть оборудованы местными отсосами. Объем удаляемого воздуха для стандартного сварочного стола от одного поста следует принимать не менее 1500 м/ч, причем скорость всасывания в точке сварки должна быть не менее 0,2 м/с.
При сварке внутри закрытых и труднодоступных пространств следует удалять переносными воздухоприемниками от одного поста не менее 150 м/ч воздуха.
2.11.2. Размещение постов аргоно-дуговой сварки должно исключать возможность утечки и проникновения защитного газа в смежные и расположенные ниже помещения.
2.11.3. При ручной сварке штучными электродами следует использовать переносные малогабаритные воздухоприемники с пневматическими, магнитными и другими держателями.
2.11.4. При сварке торированными электродами необходимо выполнять требования основных санитарных правил при работе с радиоактивными веществами и другими источниками ионизирующих излучений* и санитарных правил при сварке, наплавке и резке металлов, утвержденных Минздравом СССР.
* На территории Российской Федерации действуют СП 2.6.1.2612-10. - Примечание изготовителя базы данных.
2.11.5. Подача защитного газа при сварке торированными электродами должна прекращаться только после остывания конца торированного электрода спустя 20-30 с по окончании сварки.
Полный текст этого документа доступен на портале с 20 до 24 часов по московскому времени 7 дней в неделю .
Также этот документ или информация о нем всегда доступны в профессиональных справочных системах «Техэксперт» и «Кодекс».
Электробезопасность при производстве электросварочных работ

Требования электробезопасности, предъявляемые к сварочному оборудованию
На электросварочную установку (сварочный трансформатор, агрегат, преобразователь, выпрямитель) должны быть паспорт, инструкция по эксплуатации и инвентарный номер, под которым она записана в журнале учета и периодических осмотров.
В качестве источников сварочного тока могут применяться трансформаторы, выпрямители и генераторы постоянного тока, специально для этого предназначенные. Непосредственное питание сварочной дуги от силовой (или осветительной) распределительной цеховой сети не допускается. Источники сварочного типа можно присоединять к распределительным электрическим сетям напряжением не выше 660 В. Нагрузка однофазных сварочных трансформаторов равномерно распределяется между отдельными фазами трехфазной сети.
В передвижных электросварочных установках для подключения их к сети следует предусматривать блокирова- ние рубильников, исключающее возможность присоединения и отсоединения провода, когда зажимы находятся под напряжением.
Электросварочные установки должны включать в электросеть и отключать от нее, а также ремонтировать только электромонтеры. Выполнять эти операции сварщикам запрещается. Длина первичной цепи между пунктом питания и передвижной сварочной установкой не должна превышать 10 м.
Токоведущие части сварочной цепи необходимо надежно изолировать (сопротивление изоляции должно быть не менее 0,5 МОм) и защитить от механических повреждений. Сопротивление изоляции электрических цепей установки измеряют при текущих ремонтах в соответствии с ГОСТ на эксплуатируемое электросварочное оборудование. Сроки текущих и капитальных ремонтов сварочных установок определяет лицо, ответственное за электрохозяйство предприятия, исходя из местных условий и режима эксплуатации, а также указаний завода-изготовителя. Установку и ее пусковую аппаратуру следует осматривать и чистить не реже одного раза в месяц. Все открытые части сварочной установки, находящейся под напряжением питающей сети, надежно ограждаются.
Сопротивление изоляции необходимо проверять не реже одного раза в три месяца, а при автоматической сварке под флюсом — один раз в месяц. Изоляция должна выдерживать напряжение 2 кВ в течение 5 мин.
Корпуса электросварочного оборудования зануляются (заземляются). Для защитного зануления (заземления) корпуса источники питания, снабженные специальными болтами, присоединяют к проводу зануляющего (заземляющего) устройства. При этом каждую сварочную установку необходимо непосредственно соединять с зануляющим (за-земляющим) проводом. Последовательное соединение установок между собой и применение общего зануляющего (заземляющего) провода для группы установок не допускается. Несоблюдение этого требования может привести к тому, что при обрыве провода, последовательно соединяющего установки, некоторые из них окажутся неза-нуленными.

Правила электробезопасности при сварочных работах
Согласно правил электробезопасности, перед включением и отключением рубильника необходимо убедиться, занулен ли его кожух и изолирована ли ручка. При наличии повреждения рубильник отключают. Прежде чем приступить к работе, необходимо привести в порядок спецодежду; осмотреть рабочее место, проверить исправность электросварочной аппаратуры, наличие запломбированных электроизмерительных приборов; вытереть .насухо пол, если он окажется скользким (облит маслом, краской, водой); проверить исправность кабелей, проводов и их присоединения к узлам сварочной машины. При наличии неисправностей к электросварке приступать запрещается. Надо следить за тем, чтобы руки, обувь и одежда всегда были сухими.
По окончании сварки электросварщик обязан выключить сварочный трансформатор или генератор, отключить сварочный кабель с электродержателем, смотать провода в бухты и сложить в специально отведенное место.
Присоединение и отсоединение от сети электросварочных установок, а также наблюдение за их исправным состоянием должны вестись электротехническим персоналом с квалификационной группой не ниже III.

Что можно использовать в качестве обратного провода при электросварке
В качестве обратного провода, соединяющего сва-риваемое изделие с источником сварочного тока, можно использовать гибкие провода, а также, где это возможно, стальные шины любого профиля достаточного сечения. Обратный провод должен быть изолирован так же, как и присоединенный к электродержателю. Использование в качестве обратного провода сети заземления металлических строительных конструкций зданий, коммуникаций и несварочного технологического оборудования запрещается.
Отдельные элементы, используемые в качестве обратного провода, тщательно соединяют между собой (сваркой или с помощью болтов, струбцин или зажимов). В установках для дуговой сварки в случае необходимости (например, при выполнении круговых швов) допускается соединение обратного провода со свариваемым изделием с помощью скользящего контакта.
Особенности электросварки в особо опасных условиях
При сварке внутри металлических конструкций, котлов, резервуаров, а также наружных установок (после дож- дл и снегопада) сварщик кроме спецодежды обязан дополнительно пользоваться диэлектрическими перчатками, галошами и ковриком. При работе в закрытых емкостях необходимо также надевать резиновый шлем. Пользоваться металлическими щитками в этом случае запрещается.
Работы в закрытых емкостях ведутся не менее чем двумя лицами, причем один из них должен иметь квалификационную группу не ниже III и находиться снаружи свариваемой емкости для контроля за безопасным проведением работ сварщиком. Электросварщик, работающий внутри емкости, снабжается предохранительным поясом с веревкой, конец которой должен быть у второго лица, находящегося снаружи.

Ограничение напряжения холостого хода сварочного трансформатора
Все электросварочные установки при ручной дуговой сварке переменным током, предназначенные для сварки в особо опасных условиях (например, внутри металлических емкостей, в колодцах, туннелях, при нормальных работах в помещениях с повышенной опасностью и т.п.), должны быть оснащены устройствами ограничения напряжения холостого хода до 12 В эффективного действия с выдержкой времени не более 1 с.
Читайте также: