Электродуговая сварка при монтаже
Обновлено: 18.05.2024
Toggle navigation
Ремонт в регионах
Электродуговая сварка больше всего применяется в тех строительных конструкциях, которые подвергаются статической нагрузке. Динамическая или вибрационная нагрузка требует обязательного использования качественных электродов или сварки под флюсом.
Электродуговая сварка оправдывает себя при изготовлении стальных ферм (стропильных, мостовых, крановых), мачт, башен, колонн, каркасов промышленных и гражданских сооружений, каркасов высотных зданий, баков, резервуаров, трубопроводов, арматуры для железобетона (сварка внахлестку при малых диаметрах и встык при больших).
Контактная сварка в строительстве используется для сварки арматуры железобетона и тонколистовых штампованных профилей.
Сварка часто применяетсяя при постройке доменных и мартеновских цехов, при сооружении газгольдеров, резервуаров, трубопроводов, мостов. Примером использования сварки в мостовом деле может служить сварной мост им. лейтенанта Шмидта в Петрограде.

Сварка строительных конструкций дает возможность экономить металл, труд и время. В среднем по всем видам строительных конструкций экономия металла при сварке составляет 15%.
Для сварки арматуры железобетона встык в основном применяют электроконтактную сварку по методу оплавления, которая обеспечивает наиболее высокие экономические показатели и большую прочность стыка.
Рис. 1. Сварка круглой стали встык:
1—без скоса кромок; 2—с К- образным скосом; 3— с Х-образным скосом.
В те моменты, когда по техническим обстоятельствам применить электроконтактную сварку нельзя, используется электродуговая сварка металлическим электродом. Для стержней диаметром до 12 мм используется соединение без скоса кромок (рис. 1, 1).
При диаметрах от 13 до 32 мм скос кромок делается У-образный (рис. 1, 2), при диаметре 25 мм и выше Х-образный (рис. 1, 3). Конический скос кромок независимо от диаметра стержней не допускается. Необходимо, чтобы наплавленный металл равномерным кольцом охватывал свариваемые стержни.
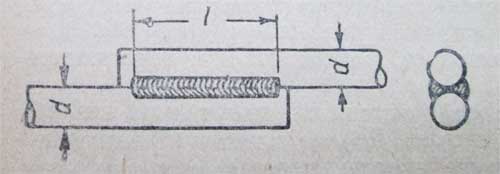
Рис. 2. Сварка круглой стали внахлестку.
Сварка двух стержней может быть осуществлено также путем соединения внахлестку фланговыми швами, причем длина шва L=5d+ 10 мм, где d—диаметр свариваемой арматуры (рис. 2).
Общие требования для электродуговой сварки и газорезки
1. При изготовлении и монтаже стальных конструкций применяют электродуговую сварку металлическим электродом.
Наибольшее распространение имеет ручная электродуговая сварка.
Широко применяется также автоматическая сварка под слоем, флюса.
Сварные соединения стальных конструкций должны обладать высокими механическими свойствами. Металл швов должен быть плотным; в нем не должно быть пор и Шлаковых включений.
2. Для ручной электродуговой сварки применяются металлические электроды, покрытые тонкой (ионизирующей) и толстой (качественной) обмазкой.
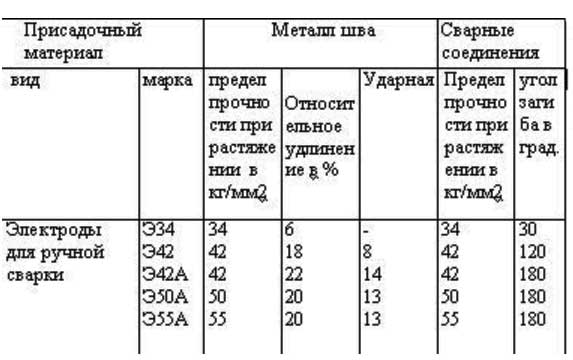
Тонкие обмазки делают из смеси мела и жидкого стекла. Электроды с тонкой обмазкой марки Э34 позволяют наплавлять шов, обладающий пределом прочности 34—40 кг/мм2
.Толстой, качественной обмазкой регулируют металлургический процесс сварки и улучшают качество наплавленного металла. Марки электродов Э42 и ЭБ5А дают шов с пределом прочности 42—55 кг/мм2.
Механические свойства наплавленного металла и сварного соединения приведены в табл. 1
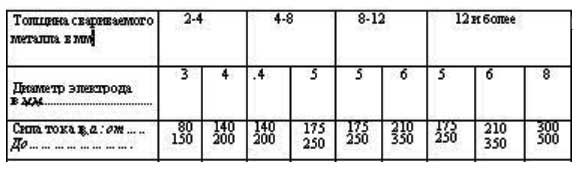
Качество сварного шва зависит от степени сплавления основного и наплавленного металла. Для достижения высокого качества шва надо, чтобы дугой выделялось тепло, достаточное для расплавления основного металла на необходимую глубину (1,5—5 мм). В этом случае металл электрода проникает в расплавленный металл соединяемых деталей. Однако излишнее количество тепла ведет к пережогу металла. Поэтому весьма важен правильный выбор силы сварочного тока (табл. 2).
Выбор силы тока в зависимости от толщины свариваемого металла и диаметра электрода (для сварки в нижнем положении)
Как правильно варить электродуговой сваркой
Электродуговая сварка строительных конструкций производится чаще всего переменным током с помощью сварочных трансформаторов и реже — постоянным током с помощью сварочных динамомашин.
Использовать переменный ток выгоднее, так как в этом случае стоимость аппаратуры и ее обслуживания значительно ниже, чем при сварке на постоянном токе, а расход электроэнергии меньше.
Например, на 1 г строительных конструкций расходуется ориентировочно при постоянном токе 120 квт-ч, а при переменном токе — 90 квт-ч.
Но постоянный ток дает более устойчивое горение дуги, поэтому сварку листов малых толщин, а также вертикальных, горизонтальных и потолочных швов легче осуществлять на постоянном токе.
Чтобы повысить устойчивость дуги при переменном токе, в цепь дуги параллельно со сварочным трансформатором включается осциллятор — искровой генератор высокой частоты, облегчающий сварку швов металла малых толщин и потолочных швов.
В момент зажигания дуги напряжение источника тока должно быть не менее 40 в. Во время сварки напряжение в дуге обычно составляет 15— 20—25 в. Сила сварочного тока колеблется в широких пределах, достигая в среднем 200—300 а. Этими данными определяется характеристика источника тока или электросварочной машины.

Кроме того, сварочная машина должна «выдерживать» ток короткого замыкания во время прикосновения электрода к свариваемому изделию.
Поэтому электродуговая сварка требует специальных сварочных машин с «падающей» характеристикой, т. е. таких, у которых при увеличении силы тока напряжение падает.
Применение дуговой сварки

Современную металлообработку сложно представить без применения дуговой сварки. Она используется для соединения отдельных элементов металлических конструкций. Кроме того, применяется наряду с другими видами работ, например, такими как литье, штамповка и прокат деталей изделий.
Электродуговая сварка – это самая популярная и считающаяся универсальной модификация сварочной технологии, которая очень часто используется в металлообработке – где и как расскажем ниже.
Область применения дуговой сварки

Суть электродуговой сварки в соединении при помощи обсыпанного горячим силикатом электрода частей металлической конструкции, то есть в процессе дуговой сварки обсыпка плавит электрод, соединяя элементы металлических заготовок.
Методика дуговой сварки имеет свое обозначение в технологической номенклатуре. Это такие известные аббревиатуры, как:
- РДС: сварка ручная дуговая. Данное обозначение применяется чаще в российской (ранее в советской) технической литературе.
- MMA: ручная дуговая сварка. То же, что и РДС, однако в иностранной номенклатуре применяется название ММА.
- SMAW: дуговая сварка в автоматическом режиме и в защитной среде (например, под флюсом), которая закрывает сварочную ванну от влияния окружающей среды. Наименование SMAW применяется как в России, так и за рубежом.
Электродуговая сварка используется:
- При изготовлении блоков пространственного типа – для соединения плоских каркасов и арматурных сеток.
- При монтаже блоковых конструкций – соединяя блоки между собой.
- Для производства каркасов и сеток – сваривая отдельные арматурные стержни.
- При установке сборных железобетонных конструкций – соединяя арматурные стержни и закладные элементы.
- В случае отсутствия контактных устройств и аппаратуры – подготавливая арматуру на профильных производствах.
- При соединении каркасов из арматуры диаметром > 10 мм. Стержни толщиной менее 8 мм не соединяются с применением дуговой сварки по причине высокой вероятности пережигания и сложности сварочной технологии.
Достаточно активно происходит применение ручной дуговой сварки в строительстве. Для соединения арматурных стержней данную методику используют вместе с технологией контактной сварки в процессе строительства.
Сферы применения ручной дуговой сварки

Ручная дуговая сварка с использованием угольного электрода, позднее названная РДС, ММА или РД, изобретена в России в конце XIX века Н. Бернардосом. Технология сразу прошла патентование в большинстве европейских стран и в России. Чуть позже тот же Н. Бернардос придумал сначала контактную, а затем и дуговую сварку в газовой защитной среде.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
За прошедшие с момента изобретения годы технология применения РДС много раз видоизменялась и получила различные модификации. Примером может служить методика соединения с плавящимся стержнем, которая, в отличие от РДС с угольным электродом, получила широкое применение в бытовых целях. Одновременно появлялись новые сварочные аппараты с разнообразными функциями, а также металлы, имеющие особые свойства.
Рекомендуем статьи по металлообработке
ММА (ручная дуговая сварка) – наименование, принятое в международной документации, – представляет собой операцию создания шва, соединяющего металлические детали при помощи электрической дуги. Последняя протягивается от электрода к поверхности металлических деталей и при стабильной работе создает крепкий, ровный шов. Для изготовления электродов используется металлическая проволока, покрытая особыми составами, защищающими при горении сварную ванну от воздействия окружающей среды, в частности, кислорода. Длина таких электродов должна быть менее 0,45 м.
Процесс розжига дуги происходит двумя способами: постукиванием – специалист легким постукиванием о поверхность металла добивается зажигания, и чирканьем – электродом, как спичкой, проводят по поверхности металла. Происходит одновременный процесс расплавления металла и электрода под воздействием дуги. Электрод плавится, наплавляя металл и формируя шов. Технология предполагает небольшое разбрызгивание металла в процессе производства работ.
ММА-соединение покрытым электродом – считается одним из самых простых, но с множеством тонкостей процесса. Производительность труда при данном методе достаточно низкая, поскольку много времени уходит на формирование шва, что считается нерациональным. Это постепенно привело к вытеснению его из промышленного производства. В настоящее время чаще всего такую технологию применяют в быту.

Однако можно говорить о многофункциональности такого вида соединения, как ручная дуговая сварка, применение которой подходит для наплавки валов, соединения различных типов металлов, а также быстрого мелкого ремонта любых металлических изделий дома. При наличии опыта специалист способен делать различные виды швов – как простых, так и трудоемких (например, потолочные).
РДС покрытым электродом имеет чрезвычайно широкое применение. Причина – простота и универсальность процесса. Сферой применения являются области, где автоматическое соединение невыгодно или затруднено. Это создание швов, имеющих сложную конфигурацию, а также прерывистых или коротких. Одним из бесспорных преимуществ РДС является возможность сделать соединение во всех пространственных положениях. Это имеет большое значение при монтаже различных конструкций.
Применяется дуговая сварка (РДС) при соединении изделий толщиной 0,02–3 см, несмотря на то, что ГОСТ 5264-80 позволяет расширить данный интервал до 0,01–12 см. Метод используется при ремонте и восстановлении мелких партий изделий, а также при сборке конструкций из разных видов металла и его сплавов.
Основными достоинствами применения РДС являются:
- легкость процесса обучения основам процесса;
- соединение во всех пространственных положениях;
- возможность выполнения работ в труднодоступных местах;
- быстрота смены соединяемого материала;
- разнообразие марок электродов для соединения разных видов стали;
- Простота, низкая стоимость оборудования, а также возможность его быстрого перемещения.
Недостатками применения РДС специалисты называют низкую производительность труда, долгий срок обучения и получения необходимых навыков (от 1 года до 1,5 лет для специалистов с высокой квалификацией), зависимость качества работы от персональных характеристик сварщика, трудности соединения материалов с толщиной < 1 мм, иногда < 2 мм.
С помощью РДС соединяют чугун, медь, стали и разные медные сплавы. Для работы с каждым из металлов и их сплавов подбирают необходимые электроды и их покрытия.
Где применяется полуавтоматическая дуговая сварка

Процесс полуавтоматического соединения, как одного из видов дуговой сварки, заключается в одновременной автоматической подаче в зону соединения защитного газа и сварочной электродной проволоки. Газ должен защитить сварочную ванну, состоящую из расплавленного металла, от влияния окружающей среды, в том числе кислорода. Чаще других применяется углекислота или аргон. Полуавтоматическое соединение также используют достаточно часто, поскольку оно подходит для работы и с черными, и с цветными металлами.
Данный вид соединения позволяет варить листы металла толщиной 0,5 мм, а также выполнять важные работы по металлу до 3 см толщиной в любых положениях. Области применения полуавтоматической дуговой сварки – практические любые. Например, в авторемонтных мастерских или для соединения любого металлического профиля при изготовлении металлических конструкций.
Достоинства сварки полуавтоматом:
- облегченные условия труда;
- небольшая зона нагрева и малая деформация заготовок, поскольку дуга имеет высокую степень концентрации;
- возможность проведения работ в любом положении;
- возможность соединения тонких заготовок;
- квалификация сварщика может быть невысокой;
- отличное качество соединения (шва);
- высокая скорость выполнения работ.
К недостаткам полуавтоматического соединения относится:
- Низкая мобильность оборудования. Однако данная проблема может быть решена использованием (вместо баллонов с защитным газом) электродов, покрытых флюсом, которые также защитят расплав.
Область применения автоматической дуговой сварки

Автоматизированные комплексы находят свое применение для соединения цветных и черных металлов в средах, вредных для здоровья человека, и в неудобных, стесненных условиях.
Применение их в мелком производстве или в быту ограничено дороговизной оборудования, а также расходных материалов. Но на производстве большие объемы работ и высокая производительность обеспечивают окупаемость оборудования, которое используется для:
- соединения различных комбинаций черного металла и цветного;
- дуговой сварки деталей, толщина которых колеблется от 1,5 мм и до 20 см;
- особо ответственных работ по созданию химических и ядерных реакторов, емкостей, которые будут функционировать под высоким давлением и пр.;
- работы с внутренними швами различных емкостей и трубопроводов.
Внимание! Применение автоматического оборудования исключает нахождение сварщика в зоне работ. Это повышает безопасность производства и улучшает условия работы специалиста.
Технологии ручной дуговой и автоматической сварки схожи. Применение последней имеет свои достоинства:
- увеличение в несколько раз скорости работ (высокая производительность труда);
- стабильность параметров швов;
- глубокая проплавка металлов;
- возможность работы с трубами и емкостями всех размеров;
- низкая трудоемкость производства и отсутствие необходимости высококвалифицированных кадров;
- высокая безопасность работы.
Дополнительные достоинства применения автоматического соединения появляются при использовании различных флюсов. Например, порошкообразного, с подачей его по шлангу или содержащегося в сварочной проволоке. К таким преимуществам относится:
- отсутствие разбрызгивания расплавленного металла;
- стабильная сварочная дуга;
- низкая скорость остывания, что улучшает свойства шва;
- защита расплава от влияния воздуха, а именно водяного пара, кислорода, азота;
- поддержание раскисления шва и, следовательно, введение в него легирующих добавок.
Поскольку флюсовый порошок расходуется в процессе работы автомата не полностью, его остатки вместе с окалиной счищает специальный трактор, который обрабатывает изделие после соединения. Так происходит на современном оборудовании. Более старые модели не имеют трактора, и заготовка очищается от флюса и окалины вручную. После этого изделие окрашивают.
В настоящее время разработано несколько технологий применения автоматического соединения. Одни автоматы вращаются сами, вернее их головка, иные, оставляя головку неподвижной, вращают изделие. Последние в основном применяются для работы с трубами.
Некоторые автоматы снабжены тракторами с самоходными шасси, они передвигаются внутри или снаружи заготовок по заранее установленному маршруту. Применяются не только различные кинематические схемы, но также разные способы формирования защитной атмосферы вокруг расплава.
Перед началом изготовления той или иной детали с применением автоматического дугового соединения требуется написать техническое задание, предусматривающее режим дуговой сварки. Правда, нередки случаи отсутствия техзадания.
Для такого случая предусмотрен экспериментальный метод подбора параметров и характеристик автоматической дуговой сварки. Вот некоторые руководства к действию:
- Для выработки качественной сварочной дуги необходима ее стабильная поддержка. Добиться этого можно оптимальным соотношением скорости подачи проволоки и силы тока.
- При работе с применением флюса прослеживается закономерность – скорость соединения возрастает одновременно с повышением вылета проволоки электрода.
- В процессе применения легированной проволоки можно использовать режимы соединения с более высокой скоростью ее подачи.
- Напряжение и сила тока во многом влияют на форму и размер шва, получаемого при соединении заготовок. Ширина (ее уменьшение или увеличение) зависит от напряжения тока, а глубина проварки шва – от его силы.
- От правильно подобранного флюса для марки металла, с которой происходит работа, зависит качество соединения.
Придерживаясь данных рекомендаций, можно быстро и качественно сделать дуговую сварку. Одновременно необходимо изучить области применения дугового соединения автоматическим оборудованием.
Поскольку, несмотря на большую его распространенность, использование данного вида дуговой сварки достаточно ограничено. Рассмотрим некоторые из них:
- Судостроение, где применение нашла автоматическая дуговая сварка под флюсом. Оборудование позволяет прямо на заводе собирать большие блоки конструкций или деталей, крупные секции кораблей.
- Добыча и переработка нефти, газа и иных агрессивных жидкостей, где применяют автоматическое дуговое соединение для производства резервуаров, в том числе нефтехранилищ. Причина – высокое качество швов и их стойкость к влиянию агрессивной среды.
- Трубопрокатные заводы, где автоматическая дуговая сварка применяется для создания труб с большим диаметром. Данным оборудованием оснащены все трубопрокатные производства. В настоящее время уже неважно, для каких целей производятся трубы: обычные водопроводные или для газопроводов – они изготавливаются на автоматическом оборудовании.
Итак, автоматическое соединение с применением флюса используется при изготовлении важных и ответственных заказов, к которым предъявляются повышенные требования безопасности, поскольку данный вид дуговой сварки соответствует всем запросам.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Электродуговая сварка
Сваривание на сегодня является самым широко применяемым способом создания неразъемных соединений металлов и их сплавов. Электродуговая сварка была изобретена во Франции в начале 20 века и используется в любом, самом дальнем уголке Земли.

Что собой представляет метод электродуговой сварки
Основы электродуговой сварки были разработаны в конце 19 века русским инженером Бернадосом.
Технология электродуговой сварки основана на расплавлении примыкающих друг к другу областей двух свариваемых деталей теплом, получаемым от электрической дуги. Область расплавленного металла – так называемая сварочная ванна — перемещается вслед за электродугой. Застывая, она образует неразъемное соединение двух заготовок — сварочный шов.

Принцип электродуговой сварки
Электрическая дуга возбуждается в воздушном промежутке между деталями и электродом. Для этого применяют источник напряжения. Он выдает небольшое напряжение- 70-100 вольт, но должен развивать большой ток — сотни ампер. Чаще всего используются источники постоянного тока — они дают более стабильную дугу и меньше разбрызгивают расплавленный металл.
Особенность технологии состоит в том, что расплавленный металл, особенно цветные металлы и высоколегированные стали, активно реагирует с кислородом воздуха и с азотом. Для защиты сварочной ванны применяют различные газы:
- аргон;
- углекислый;
- гелий и другие инертные газы.
Газы образуются в процессе сгорания обмазки стержня или подаются в рабочую зону из баллона.

Схема электродуговой сварки
Электродуговая сварка может проводиться как плавящимся электродом, металл которого войдет в состав материала шва, так и неплавящимся. В этом случае флюсовые добавки насыпают вдоль линии шва в виде порошка.
Характеристики электрической дуги
Электрическая дуга с физической точки зрения представляет собой постоянно действующий разряд в газовой среде.
Одна из важных характеристик дуги — перепад напряжения.
Если держатель присоединен к положительному разъему источника тока, его называют анодом, если к отрицательному — катодом. Если электродуговые работы ведутся переменным током, то анод и катод меняются местами 50 раз в секунду.
Сварочная дуга Возбуждение сварочной дуги
Расстояние между электродом и деталью называют искровым, или дуговым промежутком. Электрический ток может протекать через газ только в том случае, когда в нем есть заряженные частицы, ионы и электроны. Их нет в газе, находящемся в спокойном состоянии. Чтобы они появились, газ требуется ионизировать. Это и происходит при электрическом разряде, который далее поддерживает сам себя.
Виды и методы электродуговой сварки
Применяемый вид электродуговой сварки определяется:
- свариваемыми материалами;
- толщиной заготовок;
- условиями сварки.
По степени автоматизации процесса дуговой сварки различают
- ручную электродуговую сварку;
- полуавтоматическую — вместо стержня используется сварочная проволока, которая подается в рабочую зону специальным механизмом, также автоматизирована подача защитных газов;
- автоматическую — Проводится в атмосфере защитных газов без участия человека.
Ручная электродуговая сварка Полуавтоматическая дуговая сварка Схема полуавтоматической сварки
По типу применяемого электрода оазличают сварку: плавящимся ( включая полуавтоматическую) инеплавящимся, используемым только в качестве проводника тока к зоне дуги.
Преимущества
Электродуговой метод обладает очевидными достоинствами:
- высокая мобильность;
- малое время подготовки ;
- низкая стоимость в расчете на килограмм шва;
- высокая производительность;
- способность работать от бытовой электросети (в случае применения сварочных инверторов);
- широкая доступность оборудования, сопутствующих и расходных материалов.
Недостатки
Как и у любого метода, у электродуговой сварки существуют и недостатки:
- для обеспечения стабильно высокого качества шва сварщику требуется приобрести значительный опыт;
- обмазка склонны к отсыреванию, это приводит к появлению дефектов;
- для сварки цветных металлов требуется применять специальные сварочные материалы, оборудование и методы.
- качество соединения зависит от внешних погодных условий.
Недостатки электродугового метода побуждают ученых и инженеров вести упорные работы по его совершенствованию, разработке новых сварочных материалов, оборудования и приемов работы.
Виды аппаратов и виды включений
Самый простой и дешевый вид сварочного источника — это мощный понижающий трансформатор. Данный вид аппаратов отличается большим весом и габаритами, вызывает броски напряжения в питающей электросети. Они морально устарели и используются только в самых глухих углах и в некоторых узкоспециальных применениях.
Современным типом оборудования для электродуговой сварки является инвертор. Его устройство во много раз сложнее, чем у трансформатора, зато он лишен его недостатков.
- обладает малым весом и габаритами;
- не влияет на питающую электросеть;
- обеспечивает стабильные параметры дуги;
- легок в освоении и использовании.
Инвертор выдает постоянный ток.

Следующей ступенью развития специального оборудования стал полуавтомат. Источник тока в нем инверторного типа. Полуавтомат ведет сварку сварочной проволокой, которая подается через горелку специальным механизмом. Вместо флюсовой обмазки также через горелку подаются защитные газы из баллона. Полуавтомат отличается высокой производительностью и стабильностью работы. Его дороговизна окупается при больших объемах работ.
Инвертор позволяет работать в разных режимах подключения- с прямой и обратной полярностью. Прямая полярность используется в большинстве случаев сварки большинства металлов и конструкционных сталей.
Для сварки металлов, отличающихся высокой химической активностью в нагретом состоянии, применяют обратную полярность. При этом сварку ведут с использованием порошковых флюсов и присадочной проволоки
Электроды и защитные газы
Электрод — один из главных участников процесса. От его правильного подбора во многом зависит качество соединения.
Плавящийся электрод не только подает ток в зону дуги. Плавясь, он понемногу стекает в сварочную ванну, его металл входит в состав материала шва.
Флюсовая обмазка, сгорая в огне электродуги, выделяет защитные газы. Их облачко скапливается над сварочной ванной, вытесняя кислород и азот, содержащиеся в воздухе. Твердые остатки сгорания флюса образуют на поверхности шва корочку шлака, которую после остывания удаляют механическим способом.

При сварке неплавящимся стержнем в зону дуги требуется вводить присадочную проволоку.
Область применения
Область применения электродуговой сварки самая широкая. Везде, где нужно быстро, и недорого и качественно соединить металлические заготовки в строительную конструкцию или изделие – можно увидеть вспышки электросварки.
- заводы металлоизделий;
- машиностроительные производства;
- строительство любого масштаба — от гидроэлектростанций и космодромов — до заборов и сараев.;
- аэрокосмические предприятия;
- судостроение;
- производство транспорта;
- предприятия по выпуску бытовых приборов;
- и многое другие.
Сфера применения электродугового метода постоянно растет. С распространением сварочных инверторов электродуговой метод стал технологией, доступной любому домашнему мастеру.
Основы безопасности процесса сварки
Основные вредные факторы электродуговых работ — это:
- ультрафиолетовое излучение дуги;
- высокая температура расплавленного металла;
- вредные газы;
- поражения электрическим током.
Чтобы избежать неприятных последствий, следует
- пользоваться средствами индивидуальной защиты: маской сварщика, респиратором, защитными перчатками;
- одежа и обувь должна быть огнеупорной, плотной, не оставлять открытых участков кожи;
- перед началом работы проверять оборудование на отсутствие механических повреждений, нарушений изоляции и отсутствия утечки газов.

Меры безопасности при сварке
Нельзя также загромождать рабочую зону и работать со случайных опор.
Требования госстандартов
Типы сварных соединений, спецификации сварочных материалов, методики проведения электродуговыхработ регламентируются ГОСТами России и соответствующими их международными стандартами. Этим нормам надо следовать для обеспечения качественной, производительной и безопасной работы. Самые употребительные из них — это:
- ГОСТ 5264-80 описывает виды и способы выполнения сварочных швов ;
- ГОСТ 14771-76 регламентирует использование защитных газов при сварочных работах;
- ГОСТ 26291-79 посвящен типам электродов и соответствующих им режимов сварки.
По мере освоения профессии, роста квалификации и сложности работ сварщик все чаще обращается к государственным стандартам.
Сварка металлоконструкций
Уже довольно длительное время для соединения любых металлоконструкций используется сварка. Ее применяют как любители, для домашнего использования, так и профессионалы. Вне зависимости от этого, имея большой опыт, ее можно успешно применять как в домашних условиях, так и в производственных целях.
Благодаря прогрессирующим усовершенствованиям методик, эффективность соединения даже крупных металлоконструкций, на сегодняшний день выросла в разы. В том числе благодаря инновациям и модификациям современных сварочных аппаратов. Об особенностях соединения конкретных конструкции из металла и пойдет речь в данной статье.

Требования к сварке металлических конструкций
Следующие требования к монтажу металлоконструкций и сварке, в большей степени относятся к профессиональным работникам, но в случае если человек хочет развиваться в данном деле, то неплохо было бы ознакомиться со следующей информацией.
Для определенных видов металлоконструкций используются специальные виды материалов из которых изготавливаются элементы правильной геометрической формы. Также важно чтобы характеристики прочности и свариваемости соответствовали требуемым по регламенту СНИП II 23-81 и ГОСТу 27772-88. Также в этом документе присутствуют разделы посвященные схемам того как правильно создаются швы и каким образом их качество влияет на устойчивость и долговечность всей конструкции. Сложность работы зависит от количества и формы деталей.
Также не мало важным пунктом является квалификация работника. Так как существуют виды сварки металлоконструкций, собрать которые смогут исключительно работники с давних пор знакомые с таким ремеслом, и работа новичков в просто не допустима. Более подробный список подобных сооружений регламентирован документом РД 15.132-96 Минтопэнерго РФ.

Пример сварки металлоконструкций
Также по ГОСТам Российской Федерации — сварка ответственных металлоконструкций должна быть контролируемой.
Классическая технология
Классическая технология сварки металлоконструкций основана на проверенных временем методах, таких как газово-огневая и электрическая сварка. В обоих вариантах способы накладки швов делятся на :
- Автоматический.
- Полуавтомат.
- Ручной.
Автоматический способ основывается на отсутствии физического труда человека. Специальный роботизированной аппарат, в зависимости от проводимых работ, переводится в правильный режим и выполняет работу, тем самым заменяя собой человека. Подобные агрегаты имеют ограничения, прокомментированные в их инструкциях. Выгоднее всего использовать подобные машины в массовом производстве компаниями, продукция которых нуждается в большом количестве соединений.
Ручной метод подразумевает наличие физического человеческого труда. В него входят контроль над сварочными электродами и формированием соединения. Чаще всего под ручным методом подразумевается:
- Использование стандартной сварки с нанесением флюса.
- Пайка металлоконструкций газосварочным устройством.
- Электродуговая сварка.
Последний способ популярен при работе в домашних условиях под собственные нужды, либо на небольшом предприятии, так как крупное производство будет иметь большие затраты на поддержание подобного способа сварки конструкций.

Полуавтомат — подразумевает обработку швов вручную, но подача самого электрода осуществляется автоматически, благодаря чему возрастает производительность труда. И в совокупности человеческого фактора и автоматического способа сварки, роботизированный метод соединения имеет большую популярность, и получил развитие как среди любителей, так и профессионалов данного дела.
Виды сварки для сборки металлоконструкций
Серьезным вопросом является вид сварки, применяемый при соединении швов. Марка стального профиля, его состав и толщина не единственное что имеет вес в вопросе удачности обработки шва. Также большое влияние имеет вид сварки.
Механизация производства повлияла на выбор цеховой сварки в пользу основанных на порошковых проволоках или автоматическом процессе, который выполняется в среде инертных газов либо в слоях флюса. Разница в методах состоит в том что первый из них, в основном, распространяется на соединения угловых швов расположенных под потолком или вертикальные соединения, в то время как второй вариант подходит для соединения деталей в нижних положениях.
Ранее очень распространенным видом соединения была электрошлаковая сварка, которая на данный момент практически не используется, в связи с тем что исследование специалистов в данной области показало ненадежность металлоконструкций возведенных этим способом, и что при отрицательных температурах она теряет свою прочностные характеристики.

Ручная дуговая сварка
По этим фактам можно рассудить, что в рабочих помещениях и даже на открытых участках, работы можно проводить используя любой вид сварки. Любопытно то, что иностранные фирмы, предприятия которых оснащены современными автоматами, все же большее внимание уделяют ручной дуговой сварке металлоконструкций. Серьезным примером может послужить Япония, значимые предприятия которой используют более 60% ручной сварки для возведения важных металлоконструкций.
Температурный режим сварочного процесса
Температура воздуха имеет большое влияние на выбор применяемой технологии создания шва и на его качество.
Дело в том, что нельзя производить работы по возведению металлоконструкций если температура самих заготовок опускается ниже — 18 °С. В таких условиях температура должна контролироваться измерением в области соединения двух деталей. И если она окажется ниже критической сами заготовки перед созданием шва подвергаются термической обработке. Прогревается не весь элемент, а только на небольшое расстояние от края, равное толщине заготовки, либо на расстояние не менее 75 мм в любом направлении.
Если же шов должен быть создан между деталями, изготовленными из разных сплавов, то подогрев обеих производится по температурному режиму самой прочный из них (по прочности материала). Не стоит забывать также что температура прогрева зависит от некоторых характеристик самого материала.
Как пример послужит сталь марки А514, полотно которой при толщине превышающей 40 мм требует нагрева до 210 °С. Более толстые детали, изготовленные из данной стали, прогреваются уже до 235 °С.
Сварка конструкций — особенности
Само понятие сварки применимо не только к изделиям из металлических сплавов, но также и к изделиям из полимеров, то есть, например из пластмассы. Ведь данное понятие подразумевает термический процесс обработки, при котором две и более деталей объединяются в единую состовляющую.
Сами работы подразделяются на два шага — сборка и соединение. Первый имеет самую большую трудоемкость работы.
Ведь чтобы качество возведенной металлоконструкции было прочным, нужно чтобы все заявленные требования к заготовкам и материал из которого они были выполнены наблюдались до конца работы.

Выполнение сварочных работ
С объективной точки зрения на сборку будущей металлоконструкции и тратится более половины всего периода работ.
Обеспечение правильной сборки
Обеспечение высококачественного завершения работ также основывается на правильном следовании определенному перечню правил по сборке металлоконструкций:
- Подбирая детали из которых будет состоять металлоконструкция, стоит придерживаться чертежей, которые были обрисованы при составлении проекта. Иначе минимальными потерями будет несоответствие внешнего вида конструкции, а в худшем случае она не сможет выполнять возложенные на нее функции.
- Исходя из плана проекта каждый элемент должен находиться на своем месте.
- Ширина зазоров имеет не последнюю роль при возведении конструкций. Если в конечном итоге они будут иметь большие габариты, чем должны были по задумке, то данный факт очень сильно отразится на прочности изделия. Но в свою очередь чересчур мелкие зазоры могут негативно отразиться на правильной работе подвижных деталей.
- Любая конструкция имеет углы, уровень которых должен быть проконтролирован при помощи специальных инструментов. Там, где это требуется углы должны быть исключительно прямые, иначе это очень сильно отразится на положении конструкции и вызовет ее перекос, или даже приведет к полному разрушению.
- Стыковые соединения должны быть обеспечены зазорами с достаточным пространством для допустимого люфта элементов.
- На протяжении возведения всей конструкции данные моменты необходимо учитывать. Особенно в случае с автоматической сваркой, ведь при ручной технологии рабочий может проконтролировать и скорректировать направление детали, что практически невозможно сделать при использовании автоматических приспособлений. Но в тоже время роботизированное вмешательство в сварку практически исключает погрешности, вызываемые человеческим фактором.
Положительные стороны сварки
Помимо сокращения рабочего времени и качества, сварка положительно сказывается и на иных характеристиках:
- В связи с тем, что во время сварочного процесса задействуются лишь два элемента, исключая влияние иных факторов, то финальная спайка по массе никак не отличается от изначального варианта, что в свою очередь позволяет экономить количество материала.
- Из-за своих особенностей, сварка практически полностью лишена ограничений в работе по фактору толщины материала. Вся ответственность за это перекладывается только на использование определенного оборудования.
- Разносортные сварочные аппараты современных образцов позволяют производить соединительные работы практически с любыми материалами без потерь в прочности шва, учитывая даже фактор проведения манипуляций с таким сложным материалом как алюминий.
- Немало важным положительным моментом использования сварки является экономия денег и рабочего времени.
- Чем тяжелее вид сварки, тем сложнее может быть тип конструкции. Также она дает возможность использовать элементы, изготовленные при помощи штамповки или отлитые в формах. При этом материал, из которого они изготовлены не играет особой роли.
- Сварочные агрегаты, представленные на сегодняшнем рынке вполне доступны по цене, а также при использовании правильно подобранной методике можно повысить коэффициент по скорости производства.
- Если имеется возможность, а также желание предприятия возводить конструкции, при сборке которых будут использоваться нестандартные материалы, сварка поможет легко осуществить данную задачу.
- Сварка более чем применима даже для работы с очень мелкими деталями.
- Сварка в целях ремонта или приведения механизмов в рабочее состояние так же очень уместна.
- При применении сварки каждая конструкция будет иметь абсолютную герметичность. Из всех доступных способов соединений стыков — сварка имеет наивысший показатель надежности по этому параметру.
Сварные соединения и их виды
Сварные соединения классифицируются по наличию одного из следующих признаков:
- Месторасположение соединения 2 деталей.
- Тип применяемого сварного шва.
- Сварочные технологии, применяемые при соединении.
- Окружающими условиями, при которых проводился сам процесс
- По толщине деталей.
- Марка сплава, из которого изготовлены детали.

Сварной шов по алюминию
Касательно первого пункта плана, днетали, по геометрическому расположению, имеют четыре вида соединения:
- Встык, одноплоскостное соединение двух заготовок.
- Внахлест, когда заготовки привариваются при наложении края одной детали на край другой.
- Угловые соединения — объединение деталей под определенным углом.
- Тавровое соединения. Сварка при примыкании детали к другой торцевой плоскостью.
Стыковые соединения выполняются проваром по толщине элемента или при создании шва на выводных планках. Если сварочный процесс выполняется вне цехового помещения, то соединение можно организовать односторонней сваркой, с дальнейшей подваркой основания шва, что подразумевает собой заполнение пространства между элементами, производимое по одной из кромок.
Работа основывающаяся на выводных подкладках кардинально разнится с предшествующей. Подкладка должна прилегать к кромке объединяемых деталей — это раз. Образовавшееся пространство должно иметь размеры не более 6 мм. Данное условие распространяется на метод ручной сварки. Если же работа выполняется механизированным способом. То он не должен превышать 15 мм. Подкладки выбираются исходя из параметра толщины, чтобы во время рабочего процесса не случился прожог детали.

Сварной шов по титану
В возводимых конструкциях, основанных на стыковых соединениях, нередко объединяются заготовки, выполненные в разной толщине. В таком случае применяется метод обработки, при котором уменьшается угол наклона у стали с большей толщиной, который должен соответствовать 1/8 наклона растянутых заготовок металлоконструкции, или 1/5.для сжатых элементов.
Сварные узлы в металлоконструкциях
Все конструкции, выполненные из металла, держатся на основе из сварных узлов, являющихся основой стыковых соединений. При разработке проекта инженеры должны учитывать удобные условия для качественного проведения работ в этих узлах. К ним относятся:
- Условие на то, чтобы узлы были сварены угловым ли стыковочным соединением.
- Нижнее положение сварки является приоритетным.
- В основном использовать механизированную или полностью роботизированную сварку, дабы гарантировать качество выполненной работы.
Среди соединительных узлов есть много подвидов, к большинству из которых заявлены различные требования. Как хороший пример послужит — балочный узел. В нем самое большое внимание сконцентрировано на расстоянии между сварочными швами, так как оно не должно быть короче толщины самого толстого стального элемента деленного на 10, входящего в состав данного узла.
Ручная дуговая сварка
Ручная дуговая сварка – это быстрый и надежный способ неразъемного соединения металлических деталей. Сварка кузнечным способом была известна людям уже несколько тысячелетий назад, она отличалась большой трудоемкостью и требовала долгого обучения и накопления опыта. В начале XX века начала применяться электродуговая сварка, металл нагревался до температуры плавления с помощью электрической дуги. За столетие возможности электродуговой сварки существенно возросли, а удобство работы сварщика повысилось. Теперь этой технологией может овладеть любой домашний мастер.

Процедура выполнения дуговой сварки
Технология ручной дуговой сварки состоит из следующих основных операций
- Подготовка заготовок и оборудования. Свариваемые поверхности необходимо тщательно очистить от ржавчины, остатков старой краски и других жидких и твердых загрязнений. Очистку проводят механическим и химическим способом. Заготовки размещают на сварочном столе или на полу так, чтобы зазор между соединяемыми деталями был минимальным, и фиксируют струбцинами и другими приспособлениями. Один провод от сварочного аппарата присоединяют к детали, другой к держателю электрода.
- Розжиг дуги. Подают напряжение на электрод и подносят его к заготовкам, кратким касанием и отведением на 3 мм разжигают дугу. Ручная дуговая сварка началась.
- Выполнение шва. Держатель ведут вдоль линии сварочного соединения с постоянной скоростью, сохраняя расстояние до детали. По окончании операции напряжение отключают.
- Завершающие операции. Производится зачистка соединения от окалины и неровностей, крепления с деталей снимаются, и они предаются на дальнейшие операции.

Процесс дуговой сварки
В зависимости от особенностей изготавливаемой конструкции и соединяемых материалов, в технологию дуговой сварки могут включаться и другие операции, такие, как предварительный нагрев заготовок, подача защитного газа и другие. Но в любом случае ручная сварка требует от сварщика точного глазомера, хорошей координации движений и твердой руки.
Принцип действия
Тепло, достаточное для плавления кромок соединяемых заготовок, получают от электрической дуги. В зоне действия дуги образуется область жидкого расплава, в которой перемешивается металл обеих заготовок. При остывании они кристаллизуются и образуют единое целое, или сварочный шов. Эту область расплава, перемещающуюся вслед за электродом и дугой вдоль линии шва, называют сварочной ванной. Металлический электрод стержень покрывают специальным составом, или флюсом. При нагревании он расплавляется, выделяя инертный газ, образующий защитное облачко над рабочей зоной и препятствующий окислению расплава.

Схема ручной дуговой сварки
Для поддержания электродуги на держатель и на заготовки подают напряжение от источника.
Ручную дуговую сварку ведут как постоянным, так и переменным током. Для этого применяются специализированные или универсальные источники.
Ручная дуговая сварка цветных металлов и сплавов, отличающихся повышенной химической активностью в нагретом состоянии, проводится в атмосфере специально подаваемых в рабочую зону защитных газов.

Устройство сварочного выпрямителя
Ученые и изобретатели постоянно вносят усовершенствования и изобретают новые методы для такой важной в жизни людей технологии, как ручная дуговая сварка
Особенности ручной дуговой сварки
Главной особенностью технологии является создание неразъемного, прочного и долговечного соединения заготовок. Дуговая сварка — наверное, самая распространенная сегодня сборочная операция. Ее используют при производстве самых разнообразных изделий и конструкций, включая высоконагруженные узлы, сохраняющих прочность при статических, динамических и периодических нагрузках, в условиях экстремальных температур, агрессивных сред, высоких и низких давлений и радиационного облучения.
Для получения прочного и долговечного соединения ручная дуговая сварка требует устойчивого электроснабжения. Кроме того, сварочные работы нужно проводить в сухом помещении или во временных палатках, для защиты рабочей зоны от влаги и сильных порывов ветра
Классификация и способы
По типу применяемого электрода ручная дуговая сварка может быть:
По типу применяемого тока
- Постоянным.
- Переменным.
- Трехфазным.

Классификация дуговой сварки
По предварительной термической подготовке деталей
По степени автоматизации процесса различают
Существуют и другие виды, применяемые в особых условиях на производстве.
Преимущества ручной дуговой сварки
Основные преимущества технологии перед другими видами сварки заключаются в следующем:
- Работать можно в любом пространственном положении.
- Доступна работа в стесненных условиях.
- Возможно соединять различные металлы и сплавы.
- Простота использования и освоения.
- Мобильность.
Но, кроме очевидных достоинств, методу свойственны и недостатки:
- Вредные факторы, влияющие на здоровье сварщика.
- Зависимость качества от квалификации и опыта.
- Малая производительность.
Последний фактор не так важен при ограниченном объеме работ, типичном для домашней мастерской.
Используемые электроды
Все электроды подразделяются на две большие группы:

Плавкие применятся намного шире, они расходуются в процессе работы, а их металл включается в шовный материал. Флюсовый порошок, которым они обмазаны, сгорает в пламени электродуги. При этом выделяются химически малоактивные газы, образующие защитную атмосферу над сварочной ванной.
Неплавкие делается из тугоплавкого материала, в основном вольфрама, они не расходуется во время сварки и служит лишь для подведения тока к дуге. Защитную атмосферу в этом случае создают подачей газа через шланг или насыпая флюсовый порошок вдоль линии сварки.
Кроме того, они различаются по диаметру. Диаметр определяет как сварочный ток, который на него необходимо подать, так и максимальную толщину соединяемых деталей.
Источники питания
Для ручной электросварки применяют следующие разновидности источников тока:
- Трансформаторы. Уходящий в прошлое, громоздкий и очень тяжелый источник. Преобразует высокое напряжение питающей сети в пониженное, пропорционально увеличивая силу тока. Ручная дуговая сварка переменным током требует высокого мастерства сварщика, источник сильно зависит от стабильности параметров питающей электросети и вызывает в ней помехи и броски напряжения. Не рекомендуется для начального обучения.
- Выпрямители. Представляет собой тот же громоздкий сварочный трансформатор, дополненный выпрямительным блоком. Ручную дуговую сварку ведет постоянным током, но при этом сохраняет остальные недостатки трансформатора.
- Инверторы. Современный сварочный аппарат. В нем переменный ток из сети путем многократных преобразований превращается в постоянный ток, напряжение которого стабилизировано. Работа его не зависит от изменений напряжения в питающей сети, и сам он также не вызывает бросков напряжения. Отличается малым весом и габаритами, его легко переносить, а маломощные модели вообще можно носить на плечевом ремне. Это очень удобно при сварке протяженных конструкций, например, заборов. Оснащен электронными системами стабилизации параметров дуги и защиты от прилипания электрода. Идеально подходит как для начального обучения, так и для дальнейшей работы. Доступен по цене.
- Полуавтоматы. В качестве источника тока используется инвертор. В этом классе аппаратов используется сварочная проволока, подаваемая в рабочую зону специальным механизмом. Вместо флюсового напыления применяется прямая подача газа из баллона в рабочую зону. Многократно превосходит инвертор по производительности и по диапазону доступных для соединения металлов и сплавов. В несколько раз дороже инвертора равной мощности.
Сварочный полуавтомат Трансформатор для сварки
Для начального обучения и небольших объемов работ лучше выбрать инвертор, для сложных работ или больших объемов больше подойдет полуавтомат.
Положение электродов во время работы
От правильного положения и траектории движения электрода во время ручной дуговой сварки напрямую зависит как качество соединения, так и производительность работы сварщика
Наиболее распространены траектории, ориентированные вдоль оси электрода. Движение таким образом помогает поддерживать оптимальный дуговой зазор. Слишком короткая дуга вызывает перегрев рабочей зоны, разбрызгивание металла и прилипание электрода. Слишком длинная дуга может вызвать непровар, появление пор или угасание дуги.
Далее следует освоить равномерное движение вдоль линии соединения деталей. Если движение будет строго поступательным, получится ровный и тонкий шов, ширина которого может превышать диаметр электрода не более чем в полтора раза. Такую траекторию используют для сваривания листов и профилей малой толщины, при исполнении многослойных соединений.
Следующий тип траектории — к продольному движению добавляются короткие поперечные перемещения, напоминающие очень плотную строчку «зигзаг» на швейной машинке. Здесь также очень важно следить за тем, чтобы в крайнем положении каждого «стежка» не увеличивался дуговой зазор.
Надо выполнять движение змейкой всей кистью. Такой вид траектории позволяет добиться существенно большей ширины и глубины проплавки.
Ширина такого сварочного соединения может в три, а у опытного сварщика — и в пять раз превышать диаметр электрода.
Основы безопасности при работе
Ручная дуговая сварка является источником повышенной опасности. Основные факторы, вредящие здоровью сварщика и лиц, работающих рядом с ним, следующие:
- Высокая температура дуги и рабочей зоны, могущая вызвать ожоги.
- Разбрызгивание раскаленного металла и разлет частиц шлака при зачистке.
- Мощное ультрафиолетовое излучение, приводящее к заболеваниям кожи и глаз вплоть до слепоты.
- Высокое напряжение питающей сети.
- Вредные сварочные газы и пары металла, вдыхание которых приводит к отравлению и заболеваниям органов дыхания.
- Пожароопасность.

Электрододержатели и защитные приспособления
Исходя из этого, следует соблюдать следующие требования по безопасности
- Использовать индивидуальные средства защиты: маску со светофильтром, респиратор, краги сварщика и невоспламеняющуюся спецодежду и обувь.
- Обеспечить качественную вытяжную вентиляцию.
- Перед началом работы осмотреть оборудование на предмет отсутствия механических повреждений и нарушения изоляции.
- Надежно закрепить свариваемые заготовки инвентарными крепежными приспособлениями или специальной оснасткой.
- Не загромождать рабочую зону, следить за положением кабелей и шлангов.
- После окончания сварных работ выключить оборудование.
Выполнение этих требований позволит сохранить здоровье и сберечь материальные ценности.
Что влияет на качество и размеры сварного шва
Одна из важных характеристик, определяющих качество сварного соединения — это провар, определяемый как отношение ширины шва к его глубине в поперечном сечении.
На геометрические показатели влияют следующие факторы:
- Сила тока. Чем она больше, тем большей глубины проплава можно достигнуть. Глубина проплава зависит также от плотности свариваемого материала — чем плотнее металл, тем меньшей глубины удастся добиться при той же силе тока. Сила тока не оказывает существенного воздействия на ширину.
- Тип применяемого тока. При сварке постоянным током соединение получается более узким, а при использовании переменного тока той же интенсивности-более широким.
- Диаметр электрода также оказывает влияние на глубину и ширину шва. При большем больше диаметре электродуга получается мощнее, позволяя получить более широкий шов.
- Рабочее напряжение также влияет на параметры шва — при его повышении ширина шва увеличивается.

Схема сварки под флюсом
Флюс, сгорая в пламени дуги, выделяет защитные газы, а твердые остатки образуют шлак, также попадающий в сварочную ванну.
Химический состав шлака оказывает сильное влияние на качество.
- улучшает качество обработки стали;
- стабилизирует тепловой режим рабочей зоны и повышает скорость плавления;
- облегчает формирование сварного шва;
- повышает стабильность электродуги.
Существует способ ручной дуговой сварки, при котором используются цельнометаллические плавящиеся электроды, а флюс в виде порошка насыпается вдоль линии будущего шва. По мер прохождения сварочной ванны порошок плавится, а при остывании шлак отделяется от поверхности сваренного металла. Такой способ применяет на промышленных предприятиях в специальных случаях.
В целом автоматическая сварка дает намного лучшие, а главное, стабильные результаты качества работ, чем ручная дуговая. Причина этого заключается в том, что все параметры процесса, включая положение сварочной головки, угол ее наклона и расстояние до поверхности контролируются компьютером. К тому же автомат не утомляется, его внимание не рассеивается и он не подвержен влиянию вредных факторов рабочей зоны.
Как варить швы в разных положениях
Ручная дуговая сварка позволяет варить в самых разнообразных положениях. ДЛЯ каждого из них существуют свои технологические указания, направленные на обеспечение высокого качества работ.

Параметры режима ручной дуговой сварки
Нижнее положение
Сварщик находится сверху относительно рабочей зоны, заготовки расположены горизонтально. Это самое простое и самое распространенное положение. В нем необходимо следить лишь за полным проплавлением сечений и не допускать прожогов. Требуется надежно закрепить заготовки инвентарными крепежными средствами, а под них подложить специальные монтажные прокладки из меди.
Вертикальное положение
В этом положении начинает действовать такой осложняющий работу фактор, как земное притяжение. Под его воздействием расплавленный металл будет стремить покинуть сварочную ванну и стечь вниз. Работу рекомендуется вести в направлении снизу вверх, чтобы стекающие расплавленные капли попадали на сформированный шовный материал. Этот прием заметно снижает скорость работы, но позволяет сохранить качество. При выборе направления сверху вниз скорость повысится, но заметно упадет глубина проплава.

Сварка вертикальных швов
Потолочное положение
Это самое сложное положение, в котором приходится работать сварщику. Чтобы расплавленный металл не пролился вниз, требуется снизить вес сварочной ванны до такой степени, чтобы он удерживался силами поверхностного натяжения. Это достигается уменьшением скорости и периодической приостановкой работ для того, чтобы металл успевал схватываться.

Ручная дуговая сварка в потолочном положении
Умение работать в потолочном положении — признак высокой квалификации сварщика.
Читайте также: