Прихватки при сварке это
Обновлено: 27.04.2024
Как варить прихватками для начинающих сварщиков
Чтобы предварительно зафиксировать две заготовки сваркой, их нужно прихватить. Прихватками в сварке называются короткие швы, которые накладываются на свариваемые заготовки в самом начале.
Как и во всем сварочном процессе, при осуществлении прихваток действуют свои нормы и правила. В первую очередь это определённое расстояние между короткими швами.
Также, зная, где правильно поставить прихватку, опытный сварщик способен идеально ровно подогнать свариваемые детали. Как варить прихватками для начинающих сварщиков и что нужно знать, можно будет прочитать в этой статьи.
Для чего нужны прихватки
Прихватки позволяют исключить смещение заготовок в процессе их сваривания, сохранить ровный зазор между ними и увеличить жесткость соединения. Также прихватками можно выровнять положение деталей, когда на одну из сторон, металла наплавляется больше, чем на другую.
Кроме этого, прихватками удобно варить тонкий металл, толщина которого составляет менее 2 мм. В таком случае соединение осуществляется при помощи коротких швов, которые дают возможность не слишком проварить металл и не допустить его прожога.

В общем, прихватки — это не только подготовительная часть работ перед сваркой. Прихватки могут составлять и основную часть сварочного процесса в ряде случаев.
Какие бывают прихватки
Прихватки бывают следующих видов:
- Временные прихватки — служат в качестве фиксации заготовок в самом начале сварки. После этого прихватки, как правило, убираются механическим путем;
- Постоянные прихватки — такие прихватки являются частью основного шва.

Ниже будет рассмотрен процесс сварки прихватками для новичков.
Как варить прихватками для начинающих сварщиков
Основными характеристиками прихваток является длина и глубина провара. Прихватки бывают короткими, длинными и средними по длине.
Чтобы поставить короткую и среднюю прихватку, достаточно наплавить первую точку металла в середине сварочного соединения. Последующие капли металла ставятся слева и справа от центральной точки.

Таким образом, попеременно наплавляя металл, то с одной, то с другой стороны, ставятся прихватки. Короткой прихватка считается в том случае, если её длина не превышает 5 мм.
Следует знать, что длина прихваток во многом зависит от длины соединяемых заготовок. При сваривании труб, длина прихваток должна быть примерно в 5 раз больше толщины металла.
Не менее важно соблюдать и правильное количество прихваток. Зависит оно от толщины металла и протяжённости сварочного соединения. Здесь также действуют свои нормы и стандарты.

Если прихватывается тонкий листовой металл, толщина которого от 0,5 до 4 мм, то шаг прихваток должен быть примерно через каждые 6-10 см. Их количество всецело зависит от длины свариваемого изделия.
Как правило, для прихватывания 100-й трубы достаточно поставить 4-5 прихваток, длиной по 5-10 мм. Для труб меньшего диаметра, прихваток, соответственно, ставится меньшее количество.
Установка прихваток

Цели урока: образовательная: научить применять правила установки прихваток для решения практических задач; развивающая: создать условия для развития общих и профессиональных компетенций учащихся; воспитательная: воспитывать интерес к профессии, самостоятельность в выполнении заданий, способность к сотрудничеству и взаимопомощи. Урок основан на разработке коллег.
Просмотр содержимого документа
«Установка прихваток»
Тема урока: Установка прихваток.
образовательная: научить применять правила установки прихваток для решения практических задач;
развивающая: создать условия для развития общих и профессиональных компетенций учащихся;
воспитательная: воспитывать интерес к профессии, самостоятельность в выполнении заданий, способность к сотрудничеству и взаимопомощи.
Тип урока: комбинированный.
Этапы проведения урока
Деятельность преподавателя
Деятельность обучающихся
Компетенции
Организационный момент.
Определение цели и плана урока
- проверяет готовность группы к занятию;
- нацеливает на результат:
Трудоемкость сборки изделий под сварку достигает 30% общей трудоемкости изготовления. Собранные детали и узлы соединяют сначала прихватками.
- сообщает тему урока:
«Правила установки прихваток».
А в чём собственно проблема? Как вы думаете, собрать детали с помощью сварочных прихваток просто или сложно? Посмотрим, как вы в конце урока ответите на этот вопрос!
Моя цель: научить вас применять правила установки прихваток для решения практических задач. А сейчас, давайте подумаем, что нужно сделать для достижения цели, как будем решать проблему? Итак, у нас выстраивается такой план совместной деятельности:
1. Закрепим знания, полученные на предыдущем уроке: «Прихватка, ее назначение».
2. Изучим правила постановки прихваток.
3. Вычислим формулу для расчёта параметров прихваток.
4. Выполним тренировочные упражнения.
5. Проверим и оценим свои знания.
Подготавливаются к работе на уроке.
Записывают тему урока в тетрадь.
Отвечают на вопросы, высказывают свои мнения, входят в атмосферу общения.
Осмысливают цели предстоящего урока.
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес.
ОК 2. Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем
Проверка усвоения знаний при выполнении домашнего задания.
- выявляет правильность и полноту выполнения домашнего задания;
- проводит фронтальную беседу, фиксирует правильные ответы:
Вопрос: В чем назначение прихваток?
Предполагаемый ответ: Для сборки изделий под сварку.
Вопрос: Что представляют собой прихватки?
Предполагаемый ответ: Прихватки представляют собой короткие швы.
Вопрос: Дайте определение «прихватка».
Предполагаемый ответ: Сварочными прихватками называются короткие швы с поперечным сечением до 1/3 поперечного сечения полного шва.
Вопрос: Какие операции производят перед осуществлением прихваток?
Предполагаемый ответ: Свариваемые кромки зачищают до металлического блеска, удаляют ржавчину, окалины, масла, влагу и различные неметаллические включения.
Вопрос: Каким способом сварки рекомендуется выполнять прихватки?
Предполагаемый ответ: Прихватки выполняют тем же способом сварки, что и корневой шов.
Вопрос: Какое оборудование и материалы применяют при прихватках?
Предполагаемый ответ: Прихватки выполняют тем же оборудованием, что и при ведении основного процесса сварки. При прихватках применяются те же электроды, что и для корневого шва.
Переходим к следующему этапу урока.
Отвечают на вопросы, находят правильные ответы, вырабатывают критерии своего поведения.
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы.
ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач.
Работать в команде, эффективно общаться с коллегами, руководством, клиентами.
Формирование новых знаний.
Ознакомление с новым материалом
Демонстрация модуля «Сборка деталей с помощью сварочных прихваток»
- формирует знания учащихся:
Мы закрепили основные сведения о прихватке. А как их устанавливать? Что для этого нужно знать и уметь?
На самом деле для того, чтобы детали в процессе сварки не деформировались, и не изменялись зазоры между свариваемыми деталями, необходимо устанавливать прихватки по определённым правилам, в зависимости от толщины свариваемого металла, протяжённости и вида шва. Давайте рассмотрим правила установки прихваток, запишем формулы для расчёта их длины и расстояния между ними, а также зарисуем последовательность установки прихваток на короткие, длинные и кольцевые швы.
Прихватки ставят с лицевой стороны соединения. Поверхность прихватки очищают от шлака. При сварке прихватку удаляют или полностью переплавляют.
Сечение прихваток.
Для фиксации подлежащих сварке деталей сечение прихваток должно составлять примерно 1/3 сечения основного шва.

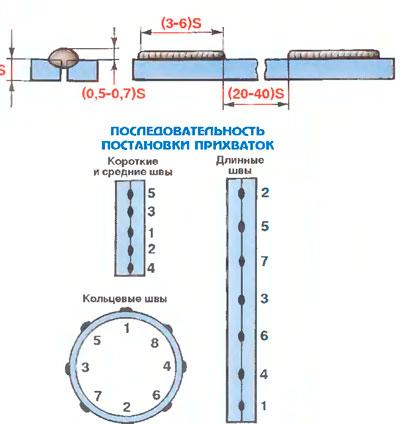
Протяженность прихваток и расстояние между ними. Протяженность прихваток составляет 15-50 мм в зависимости от толщины свариваемых элементов и длины шва. Расстояние между прихватками обычно от 100 мм до 1 м.

Последовательность постановки прихваток для коротких швов.

Последовательность постановки прихваток для длинных швов.


Последовательность постановки прихваток для кольцевых швов.
Отвечают на вопросы.
Воспринимают, осмысливают и первично запоминают новый материал по теме урока.
Слушают, записывают формулы, зарисовывают очерёдность установки прихваток.

Закрепление изученного материала.
Решение проблемной ситуации
Выполнение интерактивных упражнений
- задает вопросы, формирует умения анализировать, сравнивать, делать выводы;
- раздает набор материалов для имитации сборки деталей под сварку:
Сейчас проверю, чему вы научились. Поделитесь на 3 бригады, у меня для вас есть задание: вам нужно подготовить детали под сварку, собрав их при помощи прихваток (условно), с учётом изученных правил. За работу!
- демонстрирует практический и контрольный модули:
Я предлагаю вам пройти практический и контрольный модуль, чтобы каждый из вас смог проверить и оценить свои знания.
Делятся на бригады
и с помощью заготовок собирают детали, установив прихватки из пластилина. Анализируют проделанную работу.
Решают практический и контрольный интерактивный модуль.
Подведение итогов урока.
- подводит итоги урока;
- выставляет и комментирует оценки. Учащийся, набравший в ходе выполнения контрольного модуля 91-100%, выставляет себе оценку «5», 81-90% - «4», 70 – 80% - «3».
Домашнее задание.
- предлагает домашнее задание, дает инструкцию по его выполнению.
Подготовиться к практическому занятию изучив материал авторов:
Герасименко А.И. учебное пособие: «Электрогазосварщик», стр. 154, 162-163.
Чебан В.А. Сварочные работы, стр. 96-97.
Слушают, задают вопросы, записывают в тетрадь.
Наш урок подходит к концу и мне хотелось бы знать, чем он был вам полезен? Что вы узнали? Чему научились? Достигли мы цель урока? Решили проблему? Как вы думаете, собрать детали с помощью сварочных прихваток просто или сложно?
Выражают отношение к уроку, осознают результаты своей деятельности.
1.Проработка изученного материала с помощью конспекта и рекомендуемых источников информации.
2. Рассчитать величину и количество прихваток для сборки стыкового соединения:
Подгтовительные и сборочные операции перед сваркой: учебник для студ. учреждений сред. проф. образования / В.В. Овчинников. – М.: Издательский центр «Академия», 2018. – 192с.
Основы слесарного дела: учебник для студ. учреждений сред. проф. образования / Б.С. Покровский. – М.: Издательский центр «Академия», 2017. – 208с.
Герасименко А.И. учебное пособие: «Электрогазосварщик», «Феникс», 2013. - 409 с.
Маслов В.И. Сварочные работы (учебник), М., ACADEMIA, 2007. – 240 с.
Покровский Б.С. и др. Слесарное дело (учебное пособие). – М., ACADEMIA, 2002.
Презентация к уроку " Установка прихваток"
Цели урока: образовательная: научить применять правила установки прихваток для решения практических задач; развивающая: создать условия для развития общих и профессиональных компетенций учащихся; воспитательная: воспитывать интерес к профессии, самостоятельность в выполнении заданий, способность к сотрудничеству и взаимопомощи.
Содержит видеороклик, который необжодимо скачать отдельно и вставить в презентацию.
Просмотр содержимого документа
«Презентация к уроку " Установка прихваток"»

Тема урока: Установка прихваток

Цели урока: образовательная : научит ь применять правила установки прихваток для решения практических задач; развивающая : создать условия для развития общих и профессиональных компетенций учащихся; воспитательная : воспитывать интерес к профессии, самостоятельность в выполнении заданий, способность к сотрудничеству и взаимопомощи.

Актуализация опорных знаний
1. Какие соединения вы знаете?
2. Перечислить подготовительные работы при сборке под сварку.
3. Виды сборочно-сварочных приспособлений.
4. Виды сварочного оборудования.

5. Что означает «1001» в марке сварочного выпрямителя ВДМ-1001?
1. максимальный ток
2. номинальный ток

3. Что означает «1001» в марке сварочного выпрямителя ВДМ-1001?
1. Максимальный ток.
2. Номинальный ток .

2. Номинальный ток.
3. Мощность .


6.Назовите сварочные соединения.
нахлёсточное
угловое « в лодочку»

— это процесс закрепления деталей при сборке под сварку при помощи коротких швов, называемых прихваточными или «прихватками».

«Прихватки» выполняются ручной дуговой сваркой однопроходными швами с определенным расстоянием (шагом) между швами.

Прихватки ставят с лицевой стороны соединения. Поверхность прихватки очищают от шлака.

Прихватки могут быть:
Удаляемые прихватки
- это короткие сварные швы, которые используются только для закрепления деталей при сборке и подлежат удалению при операции расчистки (выборки) корня шва.
Постановку временных прихваток обычно производят со стороны, обратной началу сварки.

Неудаляемые (остающиеся) прихватки - это короткие швы, которые служат не только для закрепления деталей при сборке, но и являются частью основного сварного шва.


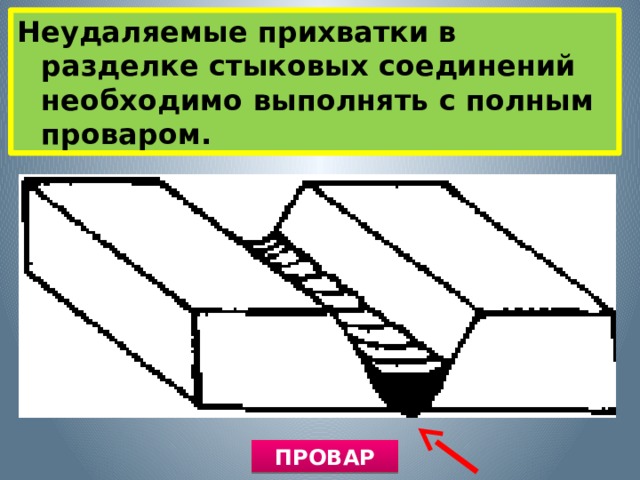
Неудаляемые прихватки в разделке стыковых соединений необходимо выполнять с полным проваром.

Угловые прихваточные швы следует выполнять с проваром вершины угла

Для фиксации подлежащих сварке деталей сечение прихваток должно составлять примерно 1/3 сечения основного шва.

Сечение прихваток.

Прихватки следует располагать равномерно по всей длине или периметру соединения с одинаковым расстоянием между ними.

Протяженность прихваток и расстояние между ними.

Протяженность прихваток составляет 15-50 мм в зависимости от толщины свариваемых элементов и длины шва. Расстояние между прихватками обычно от 100 мм до 1 м.

Прихватки, длиной (точечные) применяют:
Последовательность постановки прихваток для коротких швов.

Последовательность постановки прихваток для длинных швов.

Последовательность постановки прихваток для кольцевых швов.
СХЕМА УСТАНОВКИ ПРИХВАТОК НА ПЕРЕСЕЧЕНИИ СВАРНЫХ СОЕДИНЕНИЙ
1 – СВАРИВАЕМЫЕ В ПЕРВУЮ ОЧЕРЕДЬ И Т.Д.
4 мм выполняют узкими однопроходными швами, шириной b=(l,0. 2,0) dэ, где dэ — диаметр электрода, мм " width="640"
Прихватки стыковых соединений без разделки кромок с толщиной металла 4 мм выполняют узкими однопроходными швами, шириной b=(l,0. 2,0) dэ, где dэ — диаметр электрода, мм
Высота швов прихваток, накладываемых в разделку, зависит от толщины свариваемого металла и обычно составляет (0,5-0,6) dэ ,
но не менее 3,0 мм и не более 7,0 мм; б — толщина металла

Закрепление деталей с толщиной металла

Прихватку стыковых соединений при наличии повышенных и неравномерных зазоров следует производить уширенными швами:
b = (2. 3)dэ, где
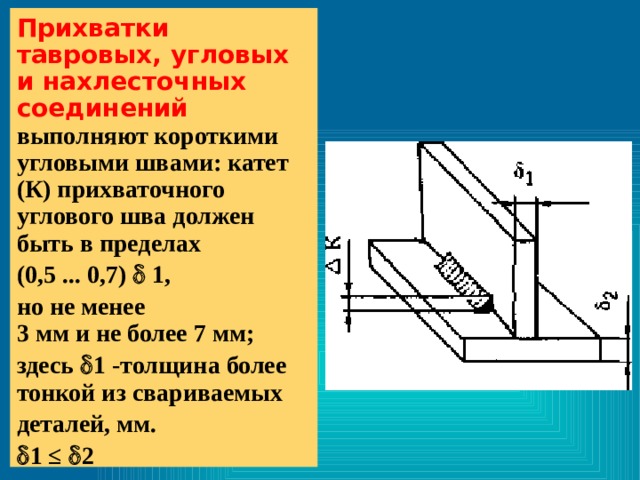
Прихватки тавровых, угловых и нахлесточных соединений выполняют короткими угловыми швами: катет (К) прихваточного углового шва должен быть в пределах
(0,5 . 0,7) 1,
но не менее 3 мм и не более 7 мм;
здесь 1 -толщина более тонкой из свариваемых
1 ≤ 2

ПРИХВАТКА ТРУБЫ


2. Точечная прихватка — это короткий сварной шов ДЛИНОЙ :
а) до 4 мм;
б) менее 10 мм;
в) от 10 до 15 мм.

3. Прихватка — это короткий сварной шов, выполняемый:
4. Выберите длину для прихватки стыкового соединения из пластин, толщиной 4 мм, длиной 600 мм.
а) 8 мм; б) 15 мм; в) 25 мм
Протяженность соединения, мм
Длина прихваточных швов, мм
500 до 1500

5. Какой диапазон сварочного тока следует использовать для прихватки электродом Ø 4 мм:
Øэлектрода, мм
Сила сварочного тока, А

ДОМАШНЕЕ ЗАДАНИЕ
1.Проработка изученного материала с помощью конспекта и рекомендуемых источников информации.
2. Рассчитать величину и количество прихваток для сборки стыкового соединения:
Sм= 8мм; Lс=400мм.

Литература:
Подгтовительные и сборочные операции перед сваркой: учебник для студ. учреждений сред. проф. образования / В.В. Овчинников. – М.: Издательский центр «Академия», 2018. – 192с.
Основы слесарного дела: учебник для студ. учреждений сред. проф. образования / Б.С. Покровский. – М.: Издательский центр «Академия», 2017. – 208с.
Герасименко А.И. учебное пособие: «Электрогазосварщик», «Феникс», 2013. - 409 с.
Маслов В.И. Сварочные работы (учебник), М., ACADEMIA, 2007. – 240 с.
Покровский Б.С. и др. Слесарное дело (учебное пособие). – М., ACADEMIA, 2002.
15.04.20 942 ПСР "Правила наложения прихваток"
это короткие сварные швы, которые используются только для закрепления деталей при сборке и подлежат удалению при операции расчистки (выборки) корня шва.
Постановку временных прихваток обычно производят со стороны, обратной началу сварки.
Неудаляемые (остающиеся) прихватки
это короткие швы, которые служат не только для закрепления деталей при сборке, но и являются частью основного сварного шва.
Неудаляемые прихватки в разделке стыковых соединений необходимо выполнять с полным проваром.
Требования к выполнению прихваток.
Прихватки следует располагать равномерно по всей длине
или периметру соединения с одинаковым расстоянием между ними.
Расстояние между прихваточными швами определяется в зависимости от протяженности соединения и обычно составляет от 80 до 350 мм.
Высота швов прихваток, накладываемых в разделку, зависит от толщины свариваемого металла и обычно составляет (0,5-0,6) dэ, но не менее 3,0 мм и не более 7,0 мм; б — толщина металла
где dэ — диаметр электрода, мм;
b — ширина шва, мм
Прихватки тавровых, угловых и нахлесточных соединений выполняют короткими угловыми швами: катет (К) прихваточного углового шва должен быть в пределах (0,5 . 0,7) б1, но не менее 3 мм и не более 7 мм; здесь б1 — толщина более тонкой из свариваемых деталей, мм.
При выполнении узла из нескольких деталей не рекомендуется ставить прихватки в местах пересечения швов.
Прихватка осуществляется электродами тех же марок, что и сварка.
Число прихваток должно быть минимальным, но достаточным для надежного закрепления деталей.
Последовательность наложения прихваток
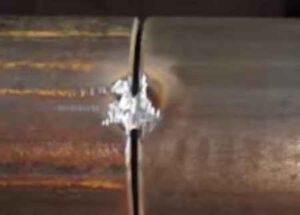
Техника наложения точечных прихваток
Зажгите дугу и держите ее на одном месте до естественного обрыва.
Отведите электрод, обейте шлак и осмотрите прихватку.
Расплавленный металл будет кристаллизоваться в форме плоской округлой капли небольшого диаметра.
Такая прихватка имеет неглубокий провар основного металла
и малое сечение.
Зажгите дугу и удерживайте ее на одном месте с осевой подачей электрода в точку касания в течение 1—3 сек.
Погасите дугу естественным обрывом.
расплавленный электродный металл будет кристаллизоваться в виде высокой округлой капли
такая прихватка имеет большее поперечное сечение, чем предыдущая.
Зажгите дугу и сделайте небольшое поступательное перемещение электрода на длину ~ 3—9 мм.
Погасите дугу естественным обрывом или кратковременной задержкой дуги на месте с последующим естественным обрывом.
Как варить прихватками
Читайте также: