Электроды для сварки чугуна со сталью
Обновлено: 13.05.2024
Изделия из чугуна при повреждениях нуждаются в сварке. Рассмотрим электроды по чугуну — маркировка стержней для ковкого, высокопрочного и серого чугуна представлена в таблице.
Изделия для ручной сварки
| Название (маркировка) | Виды (типы) чугуна | Положение электрода | Технологические свойства |
|---|---|---|---|
| ЦЧ-4 | Высокопрочный, ковкий и серый | Нижнее | Используются для сварки чугуна со сталью, соединение возможно с предварительным нагревом и без. Соединение постоянным током обратной полярности, при высоком напряжении — ток переменный |
| МНЧ-2 | Вертикальное, полу потолочное, нижнее | Лучшие свойства сварного соединения и стойкость к появлению трещин. Сварка постоянным током обратной полярности | |
| ОЗЧ-2 | Ковкий и серый | Вертикальное, нижнее | Сварной шов с улучшенными требованиями по плотности. Постоянным током обратной полярности без подогрева |
| ОЗЧ-3 | Серый и ковкий | Вертикальное, нижнее | Низкая проплавляющая способность, применяются для получения шва с повышенными требованиями к чистоте изделия |
| ОЗЛ-27 | Всех видов чугуна | Горизонтальное, нижнее, потолочное, вертикальное сверху вниз, вертикальное снизу вверх | Сварка и наплавка разнородных сталей и чугуна. Сварочный ток: переменный, постоянный обратной полярности |
| ОЗЖН-1 | Высокопрочный и серый | Вертикальное, нижнее | Цвет наплавленного металла близок к цвету чугуна. Электроды для холодной сварки чугуна постоянным током обратной полярности |
| ОК 92.18 | Высокопрочный, ковкий и серый | Во всех пространственных положениях | Стержень на никелевой основе для соединения чугуна с небольшим предварительным подогревом (150-300°С) или без. Ток: переменный, постоянный +. Широко применяется для ремонта блока двигателей и коробок передач |
| Ficast NiFe K | Серый, ковкий | Горизонтальное, нижнее, потолочное, вертикальное сверху вниз, вертикальное снизу вверх | Железоникелевый электрод Ficast NiFe K предназначен для холодной сварки чугуна со сталями. Ток: переменный, постоянный — плюсовой и минусовой полюс. Наплавляемый металл стоек к образованию трещин и легко обрабатывается |
| ZELLER 855 | Для всех видов чугуна | Во всех пространственных положениях | Применяется для сварки чугуна со сталью без подогрева. Варит промасленные и загрязненные примесями и ржавчиной изделия. Наплавленный металл пластичен и стоек к растрескиванию |
Этот список не полный, на рынке можно найти дешевые расходники из Китая, качество которых хромает.
Цена на электроды по чугуну
Стоимость стрежней ЦЧ-4 ЛЭЗ (Лосиноостровский электродный завод) смотрите в таблице:
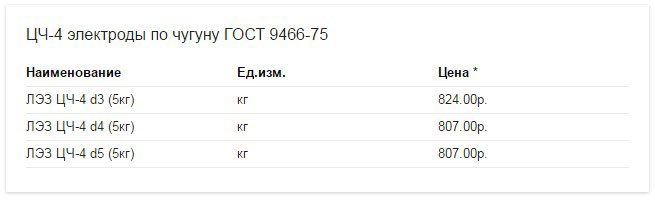
Ходовой диаметр 3 мм можно приобрести за 824 руб/кг.
- за электроды МНЧ-2 (3,0 мм) просят 660 рублей за 1 кг;
- ОЗЧ-2 (3,0 мм) — 788 руб/кг;
- ОЗЧ-3 (3,0 мм) — 875 руб/кг;
- ОЗЛ-27 диаметр 3 мм — 500 руб/кг;
- ОЗЖН-1 (4,0 мм) — 650 руб/кг;
- ОК 92.18 3,2мм VP (ESAB, Швеция) — 3 500 руб/кг;
- Ficast NiFe K (Kjellberg, Германия, 4,0 мм) цена 2 500 руб/кг;
- ZELLER 855 2,5×300мм (Германия) — 8 640 руб./кг.
Видео:
Цены могут отличаться от места проживания потребителя.
Как сделать сварочные электроды по чугуну своими руками
Если не хочется платить деньги за заводские расходники, то их можно сделать в домашних условиях.

Быстрый способ комбинированного стержня , что понадобится:
- электроды для стали (АНО-4, УОНИ 13/45 и др.);
медная проволока намотанная на катушку, советуют диаметром 2 мм, но можно взять тонкую из старой бытовой техники; - дрель.
Сам процесс: берем дрель, зажимаем в ней электрод, на кончик расходника плотно наматываем медную проволоку. Включаем дрель на медленные обороты и придерживая пальцем проволоку наматываем её вдоль электрода.
Да что я рассказываю, лучше посмотрите видеоролик, рассказывающий про изготовление расходника для сварки чугуна.
Комбинированным электродом сварку выполняют на малом сварочном токе небольшими участками, с проковкой шва. Останавливая процесс для остывания заготовок.
Опытные сварщики не наматывают медную проволоку на стержень, а применяют её в качестве присадочного прутка. Берут толстую (2 мм) одинарную проволоку.
Более сложный способ , что нужно:
- прутки медной проволоки диаметром 4-5 мм, длиной 400-500 мм;
- сколотая измельченная обмазка с электродов для стали;
- мелкие стальные опилки или железный порошок;
- жидкое стекло.
- Отрезки медной проволоки обработать наждачкой и обезжирить растворителем.
- Отбитую обмазку смешать в пропорции 1:1 с железным порошком или стальными опилками.
- К полученной массе добавить 30% раствора жидкого стекла и размешать.
- Медные прутки окунуть в жидкую массу и медленно извлечь (при необходимости операцию повторить), толщина покрытия должна получится 2 мм.
- Получившиеся электроды в вертикальном положении выдержать на воздухе для просушки.
- Перед сваркой расходники прокалить в духовке, температура 200-250°С.
P.S. Мы рассмотрели популярные марки электродов по чугуну, их стоимость и научились делать расходники из подручных средств. Вам осталось выбрать: купить заводскую продукцию или смастерить своими руками.
Как сварить чугун со сталью? Применяемые электроды
Проведение строительных работ или различных восстановительных операций нередко сопряжено с необходимостью сварки различных металлов. Типичный пример – сталь и чугун.
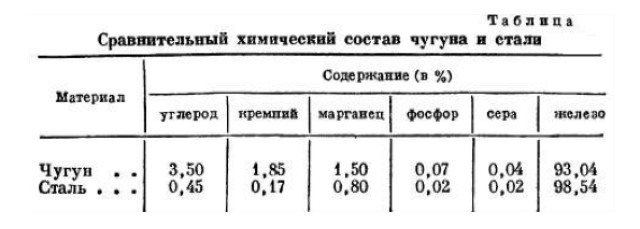
По сути, данные металлы близки друг к другу по химическому составу, основная разница заключается в процентной доле углерода. Этот момент и усложняет проведение работ.
Второй нюанс заключается в том, что вкрапления углерода в структуре могут быть представлены гранулами различного размера. Если они мелкие, то особых сложностей процесс не вызывает, а вот в ситуации, когда гранулы крупные приходится очень тяжело, даже если визуально шов кажется однородным, правильным и надежным, большой прочности достичь не удастся.
Итак, разберемся, как сварить чугун со сталью электросваркой, какие технологические требования нужно соблюдать, существуют ли какие-то эффективные альтернативы для соединения.
Основные методики
Выделяют несколько наиболее эффективных технологий:
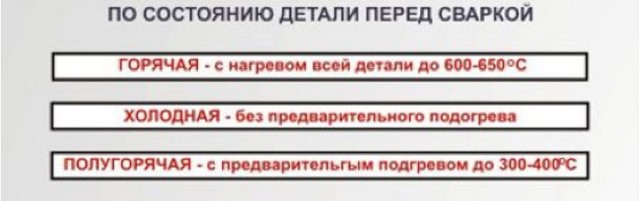
- Горячий метод. Перед началом работы обе детали нагреваются до 600 градусов. Допускается местный нагрев посредством паяльной лампы. Определить достижение нужной температуры можно по тому, что чугун приобретает малиновый цвет. Достаточно долгий, тяжелый, но наиболее надежный в плане прочности метод.
- Полугорячая технология основана на нагреве до 200-300 градусов. Оптимальный выбор для сплавов высокой степени легирования.
- Холодная методика не предполагает предварительного нагрева. Она проста в реализации, но может быть использована исключительно при формировании наплава, то есть шва, функционирующего на сжатие.
Сварка чугуна со сталью осложняется особенностями структуры первого материала. Верхний слой не очень плотный, а потому деталь нуждается в предварительной подготовке. Она не просто обезжиривается, а зачищается, пока не покажется чистый слой.
Если данное требование проигнорировать, то готовый шов окажется рыхлым, пористым и непрочным.
Выбор электродов
Практика показывает, что лучшего результата можно достичь использованием следующих элементов:
- ЦЧ-4. Электроды данного типа подходят для сварки и по холодной, и по горячей методике. На этом сфера применения не ограничивается, допускается использование изделий при наплавке, напайке, устранении дефектов поверхностей, изготовленных литьевым способом.

Обязательное требование – сварка должна вестись в нижнем положении при постоянном токе с обратной полярностью.
- ОЗЧ-2. Обязательное требование к процессу сварки аналогично предыдущим исполнениям. Сварщики с опытом рекомендуют использовать данные элементы во время работы с деталями с тонкими стенками, так как исключено прожигание металла на значительную глубину.
- МНЧ-2. Эффективные, но специализированные электроды. Достойный результат можно получить только в том случае, если работа ведется по горячему методу.
Если говорить об импортных аналогах, то лучшие электроды для сварки – это модели Ficast NiFe, позволяющие формировать соединения, выдерживающие нагрузки на изгиб и скручивание, и Zeller под индексами 866 и 855.
Второй вариант универсален и позволяет вести работу без предварительного нагрева металла.
Рабочая инструкция
Перейдем непосредственно к тому, как приварить чугун к металлу:
1. Устанавливаются необходимые параметры электрического тока. Работа ведется при постоянном токе с обратной полярностью — это в случае, если напряжение холостого хода не превышает 54 В . Если напряжение холостого хода выше 54 вольт, то соединение выполняется при переменном токе.
Работа ведется постепенно, малыми участками. Максимально допустимая длина валика – 30 миллиметров. Сначала обрабатывается чугунная деталь, а уже к ней прикрепляется стальное изделие.
2. Если формируется шов большой толщины, то он проваривается постепенно, причем необходимо выполнять проковку перед тем, как делать последующие слои. Проковка выполняется при помощи молотка, свежий шов уплотняется до тех пор, пока он не начнет издавать характерный звон.
Направление швов различно, то есть второй делается перпендикулярно первому. Это позволяет добиться достаточных прочностных характеристик.
3. Если сварка электродом ведется горячим или полугорячим способом, то следует обеспечивать достаточное охлаждение зоны наплавки. Периодически проводится нагрев шва, чтобы исключить его быстрое остывание.
Резкое падение температуры приведет к тому, что внутри него возникнут температурные напряжения, способные спровоцировать и деформации, и разрушение.
Посмотрите видео, где показывается технология сварки чугуна со сталью электродами ЦЧ-4 (холодная методика):
В этом видео показывается, как приварить стальной болт к чугунной детали с помощью медной проволоки:
Аргонодуговая технология
Соединение указанных разновидностей железа возможно и при помощи аргонодугового метода. Для достижения качественного результата необходимо придерживаться определенного набора рекомендаций:
- Выбор присадки – важный момент. Точный сорт присадки зависит от того, какой именно вид чугуна участвует в процессе. Наибольшее распространение получила порошковая проволока на никелевой основе, с которой предварительно удалена обмазка.
- Аргон – газ, формирующий защитную атмосферу, препятствующий окислению сварного шва.
- Лучшие рабочие элементы – это электроды из вольфрама, тугоплавкого металла.
- Если свариваемые поверхности отличаются небольшой толщиной, то альтернатива никелю – тонкие чугунные пластинки.
- Если сварной шов будет подвергаться исключительно статическим нагрузкам (сдавливанию), то никелевый сплав – лучший вариант. Этот металл хорошо сцепляется со всеми разновидностями стали, вне зависимости от сорта.
Подведем итоги
Соединение чугунных и стальных элементов – это вполне осуществимая задача. Главное – придерживаться указанных выше советов и рекомендаций.
Важный момент состоит и в том, что с повышением степени легирования стали увеличивается и показатель рыхлости сварного шва. Для достижения необходимой прочности нужна тщательная проковка и уплотнение.
Технология сварки чугуна электродами. Описание процесса
У домашнего мастера выполнение сварочных работ со сталью не вызывает трудностей. А вот как варить чугун электросваркой знает не каждый сварщик-самоучка.
Особенности материала
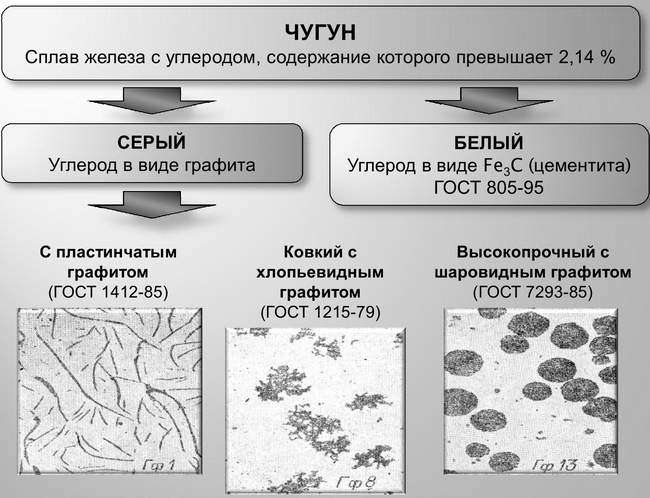
Чугун — это сплав углерода с железом, где содержание углерода 2,14%. Что отрицательно сказывается на качественном соединении.
Процесс трудоемок ввиду:
- образования трещин и пор;
- при обработке появлению каленых структур и быстрому затуплению инструмента;
- тонкий материал рассыпается от перегрева.
По составу чугун подразделяется на серые и белые:
- Белые не свариваются ввиду хрупкости и твердости. Подаются шлифовке;
- Серые (высокопрочный, ковкий) легко обрабатываются и ограниченно свариваются.
Технология сварки чугуна электродами
Существует 2 способа сварки чугуна — горячая и холодная.
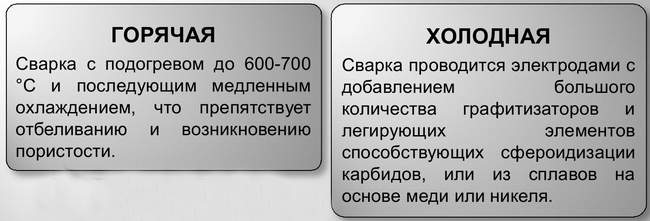
К горячей относится и полугорячая .
При горячем соединении деталь нагревают до температуры 600-700°С, выполняют сварку и медленно охлаждают чугунное изделие в печи. При полугорячем соединении поддерживают температуру 300-400°С.
Горячая и полугорячая сварка нуждается в дополнительном оборудовании. В бытовых условиях применяется холодное соединение.
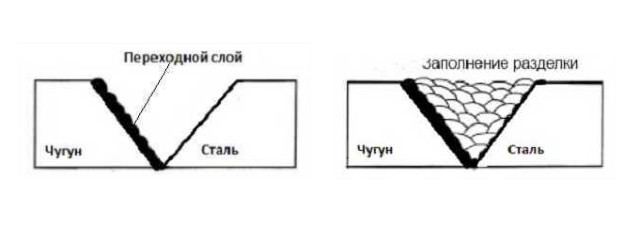
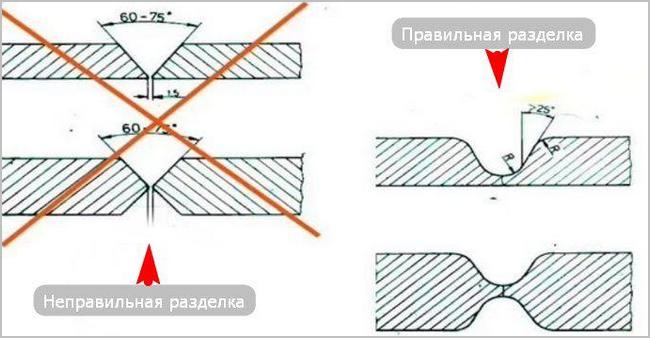
Разделка кромок
Сварка чугуна электродом в домашних условиях нуждается в разделке фасок. Обезжиривать и зачищать детали не требуется.
Снятие фасок выполняется:
- напильником;
- наждаком;
- болгаркой.
Нюанс : острые кромки не допускаются. Остроту снимают подходящим инструментом.
Как правильно сварить чугунные детали на холодную
При соединении не перегревайте околошовную зону (не более 80°С). Делайте частые перерывы между проходами. Используйте многопроходную сварку.

- сначала выполните наплавку по краям фасок;
- затем постепенное заполнение шва;
- после каждого прохода делайте проковку валика по горячему.
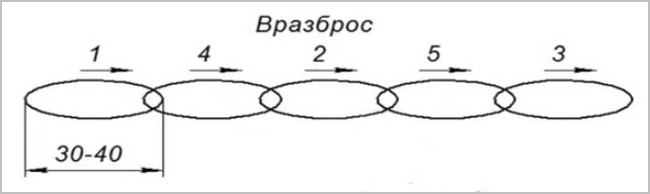
Валики выполняйте длиной 40 мм, вразброс для снижения нагрева детали.
Как заварить чугун электросваркой в домашних условиях. Что понадобится:
- источник тока (инвертор);
- электроды 3 мм;
- щетка для зачистки шва;
- молоток для проковки и удаления шлака;
- шарошка или фреза для разделки фасок;
- щиток и перчатки.
- сначала разделка кромок и притупление острых углов;
- затем наплавка по краям фасок;
- далее постепенное заполнение шва.
Делайте проковку каждого валика по горячему. Не спешите, давайте время для остывания детали (нагрев околошовной зоны не более 80°С).
После заполнения сварочного шва, переверните деталь и разделайте кромки с обратной стороны. Выполните сварку, как описано выше. Соблюдая температурный режим и делая проковку каждого валика. По окончанию процесса, по желанию отшлифуйте наплавленную поверхность.
Холодной сваркой ремонтируют батареи, тиски, блок цилиндров двигателя и другие конструкции из серого чугуна.
Марки электродов для сварки чугуна
В этой статье, вы можете познакомится с заводскими электродами и самодельными для соединения разных видов чугуна.
Таблица ниже, поможет выставить ток на аппарате для разных диаметров марок электродов:
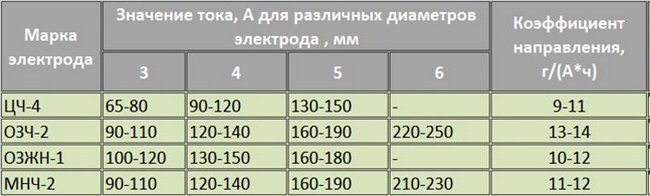
Значение тока указаны для нижнего положения электрода. Для вертикального положения ток уменьшают на 15-20 А, кроме ЦЧ-2.
В целях экономии, домашние умельцы приноровились выполнять сварку чугуна обычным электродом с медной проволокой. Видео ниже:
Также, медная проволока поможет в сварке чугуна со сталью.
Некоторые умельцы спрашивают, как варить чугун полуавтоматом? На форумах по металлообработке опытные сварщики советуют применять проволоку ПАНЧ 11. Соединение выполняется стежками по 2-5 см с проковкой, без газовой защиты на прямой полярности. Ток 90-110 Ампер в зависимости от толщины металла.
Чем резать чугун
Виды резки делятся на термические и механические. Перечень инструментов и способов:
- Болгарка — простой и доступный способ. Минус: рез происходит по прямой.
- Труборезы хорошо себя зарекомендовали при работе с трубами.
- Сабельная пила.
- Электродом.
- Газокислородная резка — неплохой вариант. Кислородно флюсовая улучшит качество резки чугуна.
- Мобильные установки Терморезак 2М (вес до 5 кг).
- Кислородно-копьевая резка и плазменная.
Как видите, есть из чего выбрать! В бытовых условиях широко применяется болгарка.
Как сваривать чугун со сталью

Сварка чугуна
Сварка чугуна со сталью применяется вынужденно, в основном для ремонта. При соблюдении технологии удается получить соединение с необходимой прочностью, позволяющее на какое-то время продлить эксплуатацию конструкции. При первой возможности поврежденные детали следует заменить.

Характеристики свариваемости металлов
Оба материала представляют собой сплав железа с углеродом. Различие состоит в количестве карбона:
С ростом содержания углерода свариваемость сплава ухудшается. Наиболее сложным в этом отношении является чугун.
Количество карбона в нем превышает порог растворимости, поэтому избыточный элемент выделяется в виде различных структур:
- В сером чугуне – чешуек.
- В ковком – дендритных образований, напоминающих снежинки.
- В сверхпрочном – шариков.

Трудносвариваемость чугуна объясняется следующим:
- Графитовые включения представляют собой концентраторы напряжения. Поэтому сплав плохо работает на растяжение. Нагрузки такого рода возникают при остывании шва, что приводит к появлению трещин.
- Под действием высокой температуры дуги углерод выгорает. Вследствие этого в шве возникают поры.
- Образуются окислы с более высокой температурой плавления, чем у основного материала.
- Жидкий чугун обладает высокой текучестью.
Стали по свариваемости делят на 4 категории. Наиболее надежно соединяются низкоуглеродистые марки, наименее – высоколегированные.
В чем сложность сварки чугуна и стали
Главная проблема заключается в трудносвариваемости чугуна. Кроме того, влияние оказывают различия в следующих параметрах:
- Температуре плавления. Для стали этот показатель составляет +1300…+1500°С, для чугуна – +1100…+1300°С. К моменту расплавления первого материала второй становится чрезмерно жидким. Поэтому приварить сталь к чугуну можно только в нижнем положении.
- Коэффициенте теплопроводности. Он равен 16 Вт/м*С у нержавеющей стали, 54 – у низкоуглеродистой и 80 – у чугуна. Материалы остывают с разной скоростью, в результате чего могут появляться трещины.
- Электропроводимости. Показатель зависит от характера распределения углерода. У стали он составляет 7-12% IACS, у чугуна – 2-3,45%. Разница влияет на положение дуги, искажает распределение плотности тока в ней.
- Пластичности.
Коэффициенты температурного расширения у обоих материалов равны.
Из-за большого количества естественных препятствий следует уделить особое внимание устранению прочих негативных факторов. К ним относятся окисление наплавки, насыщение ее азотом (вызывает охрупчение материала) и водородом (является причиной пористости).
Какие технологии используются
Сварку материалов осуществляют несколькими способами. Выбор зависит от толщины заготовок, марки стали, имеющегося в наличии оборудования.
С плавящимися электродами
Такие расходники предназначены для ручной дуговой сварки. В процессе работы металл сердечника плавится и переносится в сварочную ванну.
С целью предотвращения контакта соединяемых материалов с азотом и кислородом атмосферного воздуха на стержни наносят обмазку. При сгорании она продуцирует облако газов, окружающее сварочную ванну. Для соединения чугуна и стали используют электрод с обмазкой основного типа. В отличие от других покрытий, содержащих органику, она не выделяет водород.

Холодная сварка
По способу предварительной подготовки деталей различают 3 вида сварки:
Первый метод позволяет получить самое надежное соединение. Предварительный нагрев уменьшает неравномерность распределения температур в массиве заготовки и этим снижает риск раскрытия трещин.
Более низкая температура (второй метод) допускается при большом количестве легирующих элементов в материале заготовок. Они повышают прочность и пластичность шва.
Холодная сварка наименее энергозатратна. Но соединение получается малонадежным. Данный метод допускается применять только в случае, если шов будет работать на сжатие.
При помощи аргонодуговой сварки
Данный способ предполагает использование тугоплавких электродов.

Их делают из следующих материалов:
- Вольфрама.
- Прессованного графита искусственного происхождения.
- Электротехнического угля.
Неплавящийся расходник не имеет обмазки и не служит источником металла для сварочной ванны. Поэтому в рабочую зону подают:
- Защитный газ. В большинстве случаев это аргон, иногда его смешивают с углекислотой.
- Присадочный материал в виде проволоки или пластин. В первом варианте изделие может быть полым с содержанием внутри флюса.
Сварка чугуна со сталью электродом неплавящегося типа осуществляется одним из следующих способов:
- Полуавтоматическим. Сварщик одной рукой удерживает горелку, второй – подает присадочный материал.
- Автоматическим. Процесс сваривания обходится без участия человека.
Сопло для подачи защитного газа встроено в горелку. В него устанавливают тугоплавкий расходник.
Как выбирать электроды для стали и чугуна
Сплавы соединяют с помощью расходников следующих марок:

Это наиболее распространенные расходники. Есть и другие с аналогичными характеристиками, например ОЗЛ-25.
Методы избежания основных ошибок
Соединяя стальную деталь с чугунной, необходимо соблюдать следующие рекомендации:
- Режим и материалы подбирают по наиболее трудносвариваемому сплаву, т.е. по чугуну.
- При отсутствии повышенных требований к прочности соединения используют присадочный материал из чистого никеля.
- Следует избегать перегрева заготовок. Размеры сварочной ванны должны быть минимальными. Перегретый сплав при остывании потрескивает, в шве появляются трещины.
- Не рекомендуется пытаться сварить сталь и чугун с наибольшим содержанием углерода. Он склонен к появлению трещин и потому считается несвариваемым. Необходимо прибегнуть к альтернативным вариантам соединения.
- При ремонте конструкций, подвергающихся высоким нагрузкам, сталь напрямую к чугуну не приваривается. Сначала на него наплавляют никелевый присадочный материал, формируя т.н. буферную зону.
- Работы надо вести с умеренной скоростью. При быстрой сварке образуются горячие и холодные разломы.
Наиболее надежными швы получаются при следующих условиях:
Дуге придают уклон в сторону заваренного участка, стараясь не затрагивать основной металл.
Инструкция по сварке чугуна со сталью
Каждый способ имеет свои особенности. Неукоснительное соблюдение технологии обеспечит высокое качество соединения.
Метод холодной сварки
Из-за своей низкой надежности данный способ предъявляет повышенные требования к подготовке соединяемых деталей. Их подвергают тщательной зачистке, особое внимание уделяют участкам со ржавчиной, окалиной и масляными пятнами.

Поверхностный слой чугунного изделия отличается пористостью. Он хорошо впитывает масла и грязь, поэтому простой обработки обезжиривателем будет мало. Материал снимают абразивным инструментом до плотного металла.
Из-за существенного перепада температур между холодной деталью и горячим швом в нем возникают большие усадочные напряжения. Их снимают т.н. проковкой: свежую наплавку уплотняют ударами молотка с округлым бойком. Операция считается завершенной, когда глухой звук сменится звонким.
Сварка при помощи плавящихся электродов
Перед началом работы настраивают сварочный аппарат. Параметры зависят от его мощности, характеризуемой напряжением холостого хода:

Устанавливают минимальную силу тока из диапазона, допустимого для расходника данного диаметра. Чтобы чугун не вытекал из сварочной ванны в случае сквозного проплавления металла, под стык подкладывают графитовую пластину.
Соединение выполняют короткими участками длиной 3-5 см. Швы большой толщины варят в несколько подходов. После каждого осуществляют проковку наплавки.
По завершении процесса следует обеспечить плавное остывание стыка. Есть 3 способа:
- Заготовки закутывают в минераловатный теплоизоляционный материал.
- Соединение периодически подогревают паяльной лампой.
- Кладут детали в печь, где осуществлялся их нагрев, и дают остыть вместе с ней.
Третий вариант применяют в случаях, когда сварка ведется по горячей технологии.
Если стальная деталь имеет вид трубы, в нее рекомендуется засыпать песок или керамическую крошку. Теплоемкий материал уравняет скорость остывания обеих заготовок.
Применение аргонодуговой технологии
Присадочный материал подбирают по размерам и условиям работы заготовок:
- В большинстве случаев применяется порошковая проволока ПП АНЧ-3 с никелем и другими легирующими элементами. Она выпускается с покрытием, но его необходимо удалить. При нагреве заготовок до 300°С используется модификация ПП АНЧ-2.
- При сварке тонкостенных заготовок в качестве присадочного материала используют чугунные пластины.
- Если соединение будет испытывать только сжимающие нагрузки – сплав на основе никеля.
Расход аргона устанавливается на уровне 20-25 л/мин.
Сварка толстостенных элементов с легированными вставками
Соединение таких заготовок выполняют по следующим правилам:
- Применяют холодную сварку.
- Шов набирают короткими прихватками длиной 2,5 мм.
- Каждую последующую выполняют после остывания предыдущей.
Несмотря на то что прихватки следуют одна за другой, данная технология не обеспечивает герметичности соединения. Это объясняется тем, что новый шов ложится на уже отвердевший, поэтому они не сливаются воедино.
Кроме того, соединение получается хрупким. По этой причине способ не подходит, если в дальнейшем предполагается механическая обработка шва.
Сравнение методов: какой лучше
Наибольшие прочность и надежность обеспечивает сварка тугоплавким электродом (аргонодуговой метод) с предварительным нагревом заготовок. Она используется при ремонте ответственных конструкций.
Если доступен только аппарат для ручной дуговой сварки, используют плавящиеся стержни. Заготовки также лучше нагреть. Холодная технология допускается только для устройства соединений, работающих на сжатие.
Правила подбора электродов для сварки чугуна
Электроды для сварки
В литейном производстве широкое распространение получила сварка электродами по чугуну. Она позволяет качественно ремонтировать оборудование и устранять недостатки литья.
Особенности сварки чугуна
Нестандартно материал показывает себя из-за вкраплений графита, которых может быть от 2 до 6% всего объема чугуна.
Минерал ответственен за твердость, хрупкость, малую пластичность, вязкость. Указанные свойства вызывают трудности, которые проявляются при сваривании.
Возможные сложности
Сварка может быть осложнена такими особенностями:
- температура в области шва стремительно падает после окончания работ;
- образуются тугоплавкие оксиды;
- металл обладает высокой текучестью;
- шов нагревается неравномерно;
- при перегреве образуются и выделяются различные газы;
- появляются слабо проваренные места или непровары из-за тугоплавких окислов.
Кроме того, графит серого чугуна может стать цементитом в результате быстрого охлаждения. Сам материал становится белым. Полученный сплав нельзя подвергать свариванию.
Особенности маркировки электродов
Для маркировки отечественных расходных изделий используются буквы М, Н, Ч. Они обозначают материалы, из которых были изготовлены электроды. Чаще всего это никель, медь, сталь, прочие металлы. В работе применяются электроды, в наименовании которых присутствует буква Ч. В маркировке используются числа, указывающие на номер марки.

Например, в марке МНЧ-2 содержатся такие элементы:
- М – меди около 30%;
- Н – никеля приблизительно 65%;
- Ч – только для чугунных изделий;
- 2 – номер расходуемого изделия.
В наименовании импортных электродов не исключены название производителя и обозначения, отличные от рассмотренных.
Основные марки изделий для выполнения наплавочных работ
Ниже приведен список марок, о которых хорошо отзываются любители и профессионалы.
Рекомендуем к прочтению Общие характеристики и конструктивные особенности наплавочных электродов типа Т590
Универсальный товар, который помогает заварить литьевые недостатки. Обработка допускается в нижней, полупотолочной, вертикальной позициях. К детали должен подводиться заряд “минус”.

Допускается до работы с высокопрочным, серым, ковким чугуном, но проводить сваривание можно только в вертикальной позиции. К детали должен подводиться заряд “минус”.

Электрод используется в работе с двумя методами сварки. Обработка проводится только в нижней позиции. Применяется описанный выше ток. Допускается переменный, если работа выполняется при повышенном напряжении.
.jpg)
Этим изделием обрабатывают все виды сплава кроме высокопрочного. Допускается ток, который к сплаву должен подводиться зарядом “минус”. Деталь обрабатывается в нижней или вертикальной позиции. Заготовки не подогреваются.
ОЗЖН-1
Электрод не работает только с ковким чугуном. К обрабатываемой детали должен подводиться заряд “минус”. Сваривание больших объемов производится в нижней или вертикальной позиции.

OK 92.18
Применяется в обработке изделий после небольшого подогрева материала. Нет ограничений к виду напряжения.
Популярные марки элементов в зависимости от метода сварки
При холодной обработке чугун предварительно не подогревается. При горячей сварке материал сначала прокаливается до 500-600ºC. Также у предыдущего метода есть подвиды: полугорячий и теплый. В первом случае сплав нагревают до 300-400ºC, во втором – до 200ºC.
Горячая
При горячем сваривании применяются токи в пределах от 600 до 1000 А. Диаметр электродов должен быть от 8 до 12 мм.
Чаще всего работают с универсальными марками ЦЧ-4 и OK 92.18. Для первой требуется обратный ток, вторая допускает любую полярность. Наличие мелового слоя у каждого расходного изделия положительно скажется на их характеристиках.
.jpg)
Холодная
В холодной сварке применяются ОЗЧ-2, МНЧ-2, ОЗЖН-1, ЦЧ-4. ОЗЧ-6 работает с металлами малой толщины. МНЧ-2 используется для удаления дефектов чугуна.

Другие разновидности электродов
Метод сваривания является не единственным признаком, по которому разделяют электроды. Еще один важный критерий – вид обрабатываемого чугуна. Также некоторыми электродами соединяется сталь с чугуном.
Для чугуна и стали
Чугун и сталь свариваются с помощью ЦЧ-4. Если необходимо приварить деталь, которая сделана из нескольких видов стали, к чугунной, то нужна марка Ficast NiFe K. Шов получится прочным, без дефектов, простым в обработке. К положению во время работы ограничений нет. Марка ZELLER 855 похожа по характеристикам на Ficast NiFe K.

Для ковкого чугуна
Сваривание ковкого чугуна происходит с помощью МНЧ-2, ОЗЧ-6, ОЗЧ-2, ЦЧ-4.

Для серого
В процессе обработки используются ОЗЧ-6, ОЗЧ-2, ОЗЖН-1, ОЗЖН-2.

Проверенные производители
В список зарекомендовавших себя отечественных производителей входят:
- UTP Schweißmaterial;
- Ashland Chemical USA;
- ESAB;
- Oerlikon Corporation AG.
Немецкие
Немецкий завод UTP Schweißmaterial изготавливает товары, которые предотвращают растрескивание шва. Capilla 41 и Capilla 43 от производителя CAPILLA используются для горячей и холодной сварки соответственно. TEAM BINZEL создают угольные электроды, которые работают не только с чугуном, но и с медью, нержавеющей сталью. Эти товары просты и удобны в работе.
Рекомендации и советы по выбору
Желательно выбирать для каждого вида чугуна специализированную марку электрода с особым стержнем, не обращая внимания на универсальные предложения.
Важна наружная обработка используемого изделия. Проявления кислого и основного покрытия в условиях эксплуатации отличаются друг от друга. Толщина покрытия показывает себя с лучшей стороны во время работы со старым загрязненным чугуном.
Толщина заготовки и расходуемого изделия должны совпадать. В противном случае появится залипание либо заготовка проплавится насквозь. Для первых работ лучше использовать МНЧ-2, ЦЧ-4, ОЗЧ серии 2, 3, 4. Если есть желание применить качественный импортный электрод, то рекомендуется компания UTP с ее универсальными товарами.

Покупка и приблизительная стоимость
На стоимость расходного материала влияют бренд, вид электродов, марка, состав покрытия. Самыми дорогими будут продукты от компании UTP. Дешевле обойдутся отечественные аналоги, но по характеристикам они уступать не будут.
Товар хорошего качества могут предложить только популярные производители и проверенные профессионалами и любителями поставщики. На российском рынке лидирует “Магнитогорский электродный завод”, который предлагает:
- ОЗЧ-6 – 879,48 руб.;
- ОЗЧ-2 – 918,12 руб.;
- МНЧ-2 – 2492,32 руб.;
- ЦЧ-4 – 1176,12 руб.
Способы сделать электроды своими руками
Электроды для чугуна можно сделать в домашних условиях, если имеются проволока из меди и электрод для стали. Потребуется УОНИ или АНО-4, проволока диаметром до 2 мм. Ее нужно накрутить на электрод, после он годится для чугунной сварки.
Есть еще один распространенный способ, для которого потребуются жидкое стекло, прутки из меди диаметром не более 5 мм, порошок из металла, истолченная электродная обмазка.
Создание специальных изделий происходит следующим образом:
- Нарезанные прутки очищают наждачной бумагой и обезжиривают.
- Измельченную обмазку смешивают с опилками из металла, затем в нее заливают жидкое стекло.
- Приготовленные прутки держат в электродной обмазке до тех пор, пока толщина покрытия не достигнет примерно 2 мм.
- Конечный продукт прокаливают в электрической духовке при 200ºC.
Самостоятельное выполнение сварки по чугуну в домашних условиях
Устранять дефекты можно следующим образом:
- Подготовить место для работы, нужные расходные изделия, сварочный аппарат.
- Разделать дефект, который требует сварки.
- Установить требуемый режим аппарата для сварки.
При выполнении работ необходимо соблюдать технику безопасности.
Преимущества и недостатки применения электродов
Электродуговая сварка хорошо работает с материалом и устраняет дефекты. Но нужно выбирать в каждом отдельном случае подходящий электрод, иначе деталь будет выглядеть испорченной. Еще одним достоинством является простота выполнения сварки даже дома. К наиболее распространённым относятся электроды э 42.
Из недостатков можно выделить только одно – для большинства электродов есть ограничения на положение сварки.
Читайте также: