Электроды для сварки корневого шва
Обновлено: 05.10.2024
Да. у меня от этих советов уже голова пухнит , даже не знаю кого слушать . Вот советы твои мне в пору и советы блазен79 как то по душе , видал я как то одного трасовика подрабатывал в жеке , со своим без отрыва и ток маленький варил он так что мне его парой жалко было один объяснять долго , кто работал в жеке лазил по по подвалам итп .
Труба стальная электросварная ВДГЗ ДУ50мм стенка 3мм. Электрод ОК-46, 3мм и УОНИИ 13/55, 3мм. Стыковое неповоротное соединение.
ОК 46 электрод хороший для мелкой трубы.
При толщине стенки 3мм вариться без фаски, в один проход(не я придумал,такое требование у нас)
Этими электродами я бы варил без отрыва, в один проход.
Лично я бы торцанул заготовки болгаркой, зачистил внутри(чтобы грязи небыло), фаску на такой толщине снимать не надо, зачистил бы края заготовок до металичекого блеска(хотя бы на 10мм - это если лень зачищать) состыкавал с зазором около 2мм(можно использовать для выставления зазора спички, электрод д=2мм, диск отрезной от болгарки 1,5-2 мм и тд).
Насчет сварочного тока, я давно не варил ВДГ-З, попробую так описать -Разные аппараты варят по разному и отображают значение тока тоже по разному(тоесть взять два разных аппарата оба могут отображать 100А, а по факту один выдает 90А, а другой 112А уже не говоря про баластники), да еще могут быть накручены фрункции типа форсажа и наклона дуги(когда они есть). Поэтому трудно сказать про необходимый сварочный ток, вот когда работал со сварогом на 3мм ОК 46 - 75-80А поставил бы, а когда работал с BlueWeld поставил бы 70-75А.В целом когда варишь одним и темже аппаратом или хотябы одной и тойже моделью, то уже чувствуешь когда и сколько поставить. Тут у нас малый диаметр и малая толщина стенки, если варить без отрыва, нужно ставить низкий ток,(в таких случаях хорошо помогает функция горячий старт если она есть).[Если варить с отрывом то тут проще можно поставить ток 90А и избегать прожега отрывами дуги.]
Если расматривать стык как циферблат часов, я бы начал варить на 6:30 и закончил бы, на 11:30,варил бы без каких либо движений(никаких колебаний, ведешь электрод ровно). Когда доходишь до 5:00 часов(место на стыке когда потолок переходит в вертикал) здесь метал стремиться стекать в низ и нужно увеличивать скорость сварки, чтобы метал не утек, а когда выходишь на 2:00 часа(Место на стыке, где вертикал переходит в нижнее), то на оборот скорость сварки снижаешь, иначе высота шва здесь будет маленькой. Когда пол стыка сварено, то болгаркой удаляю по 5 мм сварочного шва с низу и верху, немного развальцовываю концы шва(чтобы в замках провар был нормальный) и довариваю стык.
Если всеже варить с отрывом, то изменений было бы не много - зазор я бы поставил 3мм и как уже говорил ток около 90А, а варил бы всеравно в один проход.
если были бы электроды LB-52U, то варилбы как и ОК 46, но с УОНИИ 13/55 я так не могу.
УОНИИ 13/55
Бывали случаи, когда УОНИИ 13/55 попадались отменного качества и ими можно было легко варить, но чаще всего эти электроды были хреновыми и у них было много брака. Поэтому варить УОНИИ 13/55 в один проход, как положено при такой толщине, я бы не стал.
И так: опять без фаски, но зазор я бы поставил 2,5-3мм, ток выставил бы на корень побольше где то 80-85А, тут я бы варил без отрыва и не затягивая - стенка тонкая и держать ванну бесполезно она все равно сбежит и будет прожег. Нужно быстро пробегать по стыку. Я попробую объяснить, но это надо пробывать самому и я незнаю насколько понятным получиться описание:
И так: зажигаю электрод, и здесь я совершаю движения напоминающие сварку с отрывом, тоесть - ставлю каплю увожу электрод, возвращаюсь и ставлю еще каплю и тд. Но в отличае от сварки с отрывом, дуга у меня не гаснет, я уважу электрод немного вперед и возвращаю его назад, дуга очень короткая, движение электрода очень быстрое, а капли формирующие корень шва мелкие и я довольно быстро продвигаюсь по стыку вперед.
Ну а потом остаеться зачистить корень и положить облицовку.
P.S. Всем любителям поспорить объясняю:так варил бы я - никто не мешает вам написать как варилибы вы. Любой контроль мои стыки при такой сварке проходят(не раз проверено)-если кто варит по другому и его стыки проходят контроль - то молодец. Вцелом есть поговорка -"кто как хочет так и дро. ". Я опустил различные требования и нормативы, чтобы не разводить писанины и рассуждений стоит ли их соблюдать, тут опять можно вернуться к поговорки -"кто как хочет так и дро. "
Sany, пробовал, уже, варить таким образом! Основная проблема возникает при переходе от вертикального к нижнему, здесь прожигаю. О равномерном проваре нет и речи - в потолке непровар, а нижнее (верх трубы) чрезмерная выпуклость корня или вообще прожог. Для себя вижу следущие проблемы при безотрывной сварке малых диаметров труб:
Во-первых быстрая смена пространственного положения, просто не удобно поворачивать руку при переходе на другое пространственное положение, здесь желательно остановиться и сменить угол наклона электрода.
А во-вторых необходимость регулировки тока. На потолок нужно большой ток, но на переходе на вертикал пойдет прожог, значит нужно опять прервать процесс сварки, чтобы подкорректировать силу тока. А если сразу выставить ток по вертикалу, то в потолке непровар будет.
По-поводу УОНИИ то, мне кажется, что с таким большим зазором (2,5-3мм) не получится нормально пройти корень. Все же у Уоний сильное давление дуги и с большим зазором на маломерке ванна сразу проваливается. Я чаще прохожу корень рутиловыми электродами, а затем без страха прожечь и безотрывно перекрываю первый слой Уоньками.
Sany, данный способ сварки, по моему мнению, подходит только для Lb-52 и ему подобным электродам. С Ок-46 3мм., что-то, кажется, невероятным, положить нормальный корень на такой трубе безотрывно. Хотя спорить не буду, т.к. сужу чисто из своих способностей.
Во-первых быстрая смена пространственного положения, просто не удобно поворачивать руку при переходе на другое пространственное положение, здесь желательно остановиться и сменить угол наклона электрода.
У меня постоянно возникает такое ощущение, когда варю мелкую трубу, что надо прерваться, но я продолжаю.Чтобы было легче при смене положения, нужно удобно расположиться: я сначало выбираю наиболее удобную позицию, для сварки(тоесть встаю так, что бы было удобно),а потом пробую вывести электрод с потолка, на нижнее(не зажигая электрод) и смотрю насколько удобно мне это делать, если нужно меняю расположение, так чтобы было удобно выводить электрод с потолка на нижнее, а потом начинаю сварку.
А во-вторых необходимость регулировки тока. На потолок нужно большой ток, но на переходе на вертикал пойдет прожог, значит нужно опять прервать процесс сварки, чтобы подкорректировать силу тока. А если сразу выставить ток по вертикалу, то в потолке непровар будет.
Вот здесь очень хорошо помогает функция "горячий старт"(если она есть) - при поджиге электрода сварочный ток завышен, что помогает легко зажечь электрод, а также хорошо прогреть и проплавить метал в начале сварки, а затем ток сам падает и позволяет варить без прожега. А если нет такой функции, то можно заранее выставить ток меньше, а чтобы получить провар на потолке, можно болгаркой проточить стык с потолка чтобы увеличить там зазор и проплавить на маленьком токе.
На потолок нужно большой ток, но на переходе на вертикал пойдет прожог, значит нужно опять прервать процесс сварки, чтобы подкорректировать силу тока
Мелкую и тонкостенную трубу без отрыва на большом токе не заваришь, поэтому ток ставится низкий, а проблему с проваром потолка можно решить горячим стартом или увеличеным зазором на поталке. Но даже на низком токе при переходе от потолка к вертикалу может потечь металл, нужно увеличивать скорость сварки в этом месте, ну и держать электрод под правильным углом.
Кстати, можно эксперементировать с током на пластинах - стыкуешь пластины толщиной=3мм как будто бы это труба, и выставляешь состыкованные пластины под уклоном как будто бы это то место на трубе, где начинается прожег.И можно поэксперементировать с зазором, током, проваром, вообщем добиться того, чтобы небыло прожега, а затем вернуться к трубе и опробывать уже на ней.
Когда я учился варить мелкую трубу, я сначало забил на провар и уделял внимание внешнему виду сварного шва, а когда научился ложить красивый шов безотрывно за один проход, то проблема с проваром сама собой решилась(провар сам стал получаться).
Поначалу я обрубал электроды примерно на 100-150мм, что бы они были короче и ими было удобнее варить, а перерыв на вертикале для смены электрода, помогал избегать прожега, позже я набил руку и смог варить целыми электродами и без отрыва. Но и без брака не обходиться бывает у меня проваливаеться ванна, бывает и провар не полный(усадина вылазит).
Какбы попробую подвести итог:
Нужно занять удобное положение; Провести электродом (не зажигая) около стыка с потолка до нижнего - чтобы рука запомнила движение и убедиться, что ничто не мешает вывести электрод с потолка на нижнее; Начать варить, тут не надо совершать ни каких колебательных движений, нужно просто держать ванну и плавно продвигать электрод вперед по стыку; при переходе с потолка на вертикал ускорить сварку, чтобы метал не потек; все время следить, чтобы электрод находился под правильным углом и держать короткую дугу.
А вообще к любому условию сварки можно максимально хорошо приспособиться только если будет возможность делать одну и туже операцию довольно долго.Щас попробую коротко объяснить:
Например я хорошо научился варить мелкую трубу, когда варил саляропровод на энергоцентр одной ДНС. Я был единственным сварщиком в звене и больше ни кто не работал на саляропроводе, объект был не срочным и ни кто не торопил.Работа заключалась в том, чтобы провести трубопровод от резервуара 1000м3, до насосной, от насосной, до 5 дизилей, прокинуть обратку на резервуар, завязать дренажную емкость с переливом каждого дизеля и завязать ее с насосной, а так же сварить систему по которой происходила закачка саляры с бензовозов в резервуар 1000м3. Вцелом около 1000 стыков трубы d= 32, 57, 89.
Я там зависал больше месяца, в день варил около 20 стыков - первые 5 дней было мучением, как только я не варил и с отрывом и игрался с током и с зазором и с фасками и в два и в один проход варил - меня начинало тошнить от этой саломы, но через неделю как то само стало получаться. Причем глядя на то как собран стык я уже начинал прикидывать, что в этой ситуации надо добавить два ампера, а в этой добавыить 4 ампера, а здесь наоборот надо убавить, короче я просто набрал опыта на мелкой трубе,так как стал регулярно варить только ее, но надо подметить, что тогда у меня было стремление научиться хорошо варить мелкую трубу.
По-поводу УОНИИ то, мне кажется, что с таким большим зазором (2,5-3мм) не получится нормально пройти корень. Все же у Уоний сильное давление дуги и с большим зазором на маломерке ванна сразу проваливается.
Не куда она не провалится если ток правильно подобрать, главное в данном случае - не затягивать сварку корня, а быстро проходить, немного понабивать руку и будет получаться.
Надеюсь, что не запутал и кто нибуть сможет подчерпнуть, что-нибуть полезное.
Технология сварки газовых труб
Для сварочных работ без электрода не обойтись. На сегодня рынок предлагает более двухсот видов, в которых сложно разобраться. Ведь каждый стержень предназначен для отдельного вида работы.
Шов газовых или водопроводных труб должен быть особенно прочным. С помощью, каких электродов этого можно добиться, мы поговорим с вами в этой статье.
Как обеспечить надежность сварочного шва, так, что бы он мог выдерживать высокое давление? Каким должен быть состав стержня для труб насосно-компрессорные трубы (НКТ)?
В нашем обзоре мы поможем новичку разобраться с широким выбором электродов.
- Сварочный электрод для газовой сварки
- Чем лучше сварить систему отопления
- Какие же стержни понадобятся для монтажа водопровода
- Как провести сварку труб НКТ
- Заключение
Сварочный электрод для газовой сварки
Какими же характеристиками должен обладать стержни для сварки трубы, предназначенной для газовой магистрали?
Выделим несколько марок: ОК-46, ЛБ-52 и УОНИ-13\55. Стержни бренда ОК-46 считается универсальным, так как обладает рутиловым покрытием. Перечисленный расходный материал хорошо подходить к деталям с широким зазором, а также к трудам НКТ.
Упомним ещё один электрод, — LB 52U низкопроводной группы с основным видом покрытия. Содержания в небольшом количестве водорода позволяет обеспечить особенно крепкий шов, применяется для газопроводов и нефтепроводов из прочной стали.
В работе с таким исходным материалом дуга держится стабильно и полностью проникает в металл.
Сварочные стержни ESAB МТК-01К обеспечить шов на достойном уровне в сложных участках, например, таких, как поворотных и неповоротных стыков.
Их можно применять на деталях из углеродной и низколегированной стали. Подходит для работы как на постоянном токе, прямой и обратной полярности. Сварка проходит легко, дуга горит стабильно, встречается незначительное разбрызгивание металла.
Выводы
Как видно из статистики, самые качественные электроды применяются в крупной промышленности.
На этой странице показана информация по теме «Электроды для сварки труб» и всему, что с ней связано. Смотрите далее информацию по данному вопросу, а внизу страницы подобраны марки электродов с этой меткой на сайте.
На практике с потребностью сваривания металлических труб приходится сталкиваться довольно часто. К такой работе всегда необходимо относится с большой долей ответственности, особенно если это трубы для системы отопления, водопровода или систем с высоким давлением. Для сварки труб ВГП (водогазопроводных) требуются соответствующие сварочные материалы
При сваривании таких труб швы должны выдерживать максимальные нагрузки и одного мастерства здесь, конечно, будет недостаточно. Для получения качественного, долговечного и прочного шва необходимо также применять и подходящие сварочное материалы, которые способны обеспечить необходимый шов, благодаря своему специальному составу. На этой странице мы постараемся подробно расписать, какие какие электроды лучше для сварки труб.
Электроды для сварки трубопроводов высокого давления
Специалисты рекомендуют электроды для сварки трубопроводов высокого давления таких марок как: ОК 53.70 и ОК 74.70, компании ESAB, МР-3с. Если трубы произведены из стали 20, то применяют тип Э42А УОНИ-13/45, а если в их изготовлении использовался металл ЗОХМА, 20ХЗМВФ подойдет ЭП-60, ЦЛ-19ХМ и ВСН-2. Электроды МР-3с могут иметь синего или зеленого цвета обмазку. Они просты в использовании, дают возможность работать на низком токе, от аппарата, подключенного к обычной сети.
Электроды марки ОК 53.70 позволяют выполнить одностороннюю сварку магистральных сетей высокого давления и многих других подобных очень ответственных конструкций, в построении которых использовались малоуглеродистые стали. Они покрыты специальным флюсом. Благодаря ему происходит выделение малого количества газов. Низкое содержание примесей неметаллического происхождения позволяет добиться создания шва, отличающегося высокой пластичностью и хорошей ударной вязкостью.
Электроды для нефтепроводов
Сегодня широко используются трубные электроды для нефтепроводов иностранного производства, например, LB52U (Япония) и OK 53.70 Швеция. Есть много подобных им, разработанных и изготовленных на местных заводах. К ним можно отнести ЛЭЗ ЛБгп, это марка прошла испытания во ВНИИИСТе и получила сертификат НАКС. Они покрыты серой, углеродом, кремнием и марганцем. Выпускают их диаметром 2,5, 3 и 4 мм. Ими варят трубы, сделанные из низколегированного металла.
Производит их в основном Лосиноостровский электродный завод, ЛЭЗ. Их состав похож на тот, который делается для производства смеси, наносимой на основание практически любого электрода. Но изменение пропорций серы, углерода, кремния и марганца позволили добиться просто отличного результата. Электроды ЛБгп предназначены для создания очень прочных швов. Изделия диаметром 2,5 и 3 мм используются для сварки и ремонта корневого слоя трубы, а 3 и 4 мм для создания облицовочного слоя.
Электроды для газопровода
Чаще всего используются такие электроды для газопровода как ОК-46, ЛБ-52, УОНИ-13/55 и МТГ. У всех этих марок особый состав. УОНИ 13-55 сделаны с применением марганца, серы, углерода, фосфора и кремния. Марка ОК-46 считается универсальной. При ее создании используется рутиловое покрытие. Ими хорошо варить широкие зазоры. Производят их и с использованием ильменита. Такие электроды можно расположить между кислыми и рутиловыми. Марка ОК-46, которая имеет условное обозначение E43 3 R 11, используется для сварки судовых металлов и углеродистых конструкций, труб. Они отлично поджигаются, ими приятно работать.
Японская LB 52U марка отличается низким содержанием водорода, что позволяет добиться выполнения очень качественного шва. Такие электроды позволяют получить стабильную дугу, полное проплавление. На них нанесено основное покрытие. Для создания качественного корневого шва поворотных и неповоротных мест соединения газопроводов, других конструкций ответственного назначения, сделанных из углеродистых, низкоуглеродистых, и низколегированных металлов, характеризующихся прочностью класса К60, можно применить марку электрода МТГ-01К. Они создают стабильную дугу, удаление шлака легкое, разбрызгивание небольшое.
Электроды для сварки трубопроводов теплосети
Наиболее часто используются электроды для сварки трубопроводов теплосети следующих марок: Э42А, УОНИИ-13/45, диаметром 3 мм, для сварки труб, сделанных из углеродистых и низколегированных металлов типа У, имеющих толстое покрытие Д.
Читать также: Удельное сопротивление медной жилы
Подойдет и тип Э-09Х1МФ, марка ЦЛ-20, предназначенная для создания шва на легированном теплоустойчивом металле трубы. У них толстое покрытие типа Д. Для соединения труб из нержавейки, углеродной, легированной стали рекомендуется применить марку ЦЛ-9. У таких электродов основное покрытие, они отличаются низким содержанием водорода, за счет чего получается высококачественный шов.
ЦЛ-9 позволяют работать в любом пространственном положении. При работе с ними важно учесть то, что они образуют при горении токсичные ядовитые соединения фтора, а от них необходимо беречь дыхательную систему. Коэффициент наплавки ЦЛ-9 11 г/Ач, для получения килограмма металла нужно использовать 1,7 кг электродов. Особенность работы ими состоит в том, чтобы создавать короткую дугу, при этом нужен ток постоянный, обратной полярности. Это важно учесть при работе.
Если создавать большую дугу, то сваривание получится плохого качества, будут образовываться поры в швах. Из-за этого необходимо тщательно очищать металл трубы от любых загрязнений перед началом работы. После очистки можно осуществить сваривание более широких швов. Состав покрытия: карбон, сульфур, никель, фосфор, ниобий, магний, силиций и хром. Купить ЦЛ-9 можно диаметром 3, 4, 5 мм.
Трубопроводы пара и горячей воды, котлы и турбины сваривают маркой МР-3. Они сделаны из проволоки Св-08 и Св-08а, которая соответствует установленным стандартам и нормам. Они покрыты рутилом. У них коэффициент наплавки 8,5 г/Ач. Купить МР-3 можно диаметром 3-5 мм. В зависимости от их толщины используется соответствующий ток. Напряжение может быть 80 – 140, 140 – 200, 160 – 200 ампер. Сварщик должен выбрать при работе ими позицию углом назад. Ему необходимо наклонить электрод в сторону наплавления. Рекомендуется применять короткую и среднюю длину дуги.
Электроды для сварки трубопроводов с водой
Чаще всего используются электроды для сварки трубопроводов с водой следующих марок: МН-5, МНЖ5, если труба медная, НЖ-13, если она сделана из нержавейки, МНЧ-2, если чугунная.
Для бытового инвертора и сварки черных труб можно купить МР-3с электроды. Они позволяют работать при низком токе. Ими хорошо варить трубы, сделанные из углеродистых и низколегированных металлов.
Основной водопровод, который обычно проложен под землей и к нему подключаются потребители в люках, делается из чугуна.
Для создания шва в нижнем, полу потолочном, вертикальном положениях лучше всего применить марку МНЧ-2. Для сварки серого и ковкого чугуна используется ОЗЧ-2. Применяя марку ЦЧ-4 можно варить холодным и горячим методом. Этот электрод подходит только для нижнего положения. Его особенность заключается в том, что можно приварить к чугуну вентиль, любое изделие, сделанное из других видов металла.
Выбрать наиболее подходящий электрод для определенного вида работ можно руководствуясь указанными на упаковке данными. В большинстве случаев подходит марка УОНИ, ОЗС, АНО, ЦУ-5, KOBELKO LB-52U, ESAB. Нержавеющие трубы водопроводные варят электродом ЦЛ-11, аналогом ESAB ОК 61.30. Хорошо зарекомендовали себя Сычевский, Каменский, Уральский заводы изготовители электродов.
Полезное видео
Кобелко LB-52U часто подделывают, рекомендуем посмотреть ролик, как должны выглядеть оригинальные:
Электроды для сварки оцинкованных труб
Чтобы в процессе сварки оцинковки не образовались поры, лучше увеличить ток на 10-50 ампер больше обычного. Между соединяемыми трубами, листами нужно увеличить зазор в два раза.
Скорость процесса нужно замедлить на 20%. Техника создания шва должна быть возвратно-поступательной.
С толстых изделий рекомендуется удалять слой цинка.
Подходящие марки
Для сварки оцинкованных труб применяют электроды диаметром до 3 мм. Они должны иметь фтористо-кальциевое или рутиловое покрытие.
Правильно сделать выбор очень важно, от этого зависит качество. Специальный флюс оберегает цинковое покрытие от испарения.
Подойдут электроды МР-3, АНО-4, ОЭС-4, сделанные из низкоуглеродистой стали. Они покрыты рутилом. Если металл оцинкованный произведен из низколегированной стали, то рекомендуется покупать УОНИ-13/55, УОНИ-13/45, ДСК-50.
Видео от производителя
Посмотрите, как варят УОНИ 13/55 без отрыва:
Электроды для сварки водопроводных труб
Для производства труб горячекатаных, не имеющих швов, берется металл ст20-10. Сталь ст3, ст10-20, ст17г1с-у углеродистая, применяется при изготовлении электросварных изделий. Холодной деформации труба делается из марки 20. Стойкие к коррозии с толстыми стенами делаются из металла 08Х18Н10Т, 12Х18Н10Т, 08Х18Н12Т. Обычной точности производятся из металла, соответствующего требованиям ГОСТ 380, повышенной – ГОСТ 1050.
Чем лучше сварить систему отопления
Когда пришло время поменять дома отопительную систему, без сварки не обойтись. Здесь понадобятся стержни, способны создать довольно прочный шов.
Такими могут стать УОНИ 13\45 с диаметром 3 мм. Они чувствительны к ржавчине, поэтому деталь, с которой вы собираетесь работать, нужно будет тщательно зачистить. Сварку выполнять короткой дугой.
Процесс сварки труб очень сложный, в нюансах которых может разобраться специалист. Только опытный сварщик сможет точно определить, какими электродами воспользоваться. В список рекомендуемого стержня можно отнести: Э42А, Э-09Х1МФ и ЦЛ-20.
Они также способны создать крепкий шов при работе с теплоустойчивой сталью. Если нужно соединить коррозионно-стойкий металл хорошо подойдут стержни марки ЦЛ-9.
Шов получается стойким, сварка проходит практически во всех направлениях, но перед работой деталь нужно прокалить.
Если нужно сварить трубы с повышенным давлением, например под горячую воду, хорошо подойдет марка МР-3. Это электроды предназначены для сварки конструкций из малоуглеродистых сталей.
Ими же можно воспользоваться и для труб НКТ. Они изготовлены из особенной проволоки, технология которых позволяет создать неразъемные соединения.
Чем руководствоваться при выборе электродов
Резюмируя все вышесказанное, можно выделить ряд основных параметров, на основе которых следует выбирать электроды для инверторной сварки. В первую очередь необходимо учитывать тип материалов, которые вы собираетесь варить. Если требуется монтаж ответственной конструкции, то лучше выбрать для этого электроды от хорошо зарекомендовавшего себя производителя. К примеру, для таких целей хорошо подойдут изделия торговой марки ESAB, выпускаемые известным шведским производителем.
Если поверхность деталей из углеродистых сталей, которые вы собираетесь варить инвертором, покрыта ржавчиной или влажная, то лучше выбирать электроды с покрытием рутилового типа.
Изделия с основным покрытием используют в тех случаях, если необходимо выполнить сварку инвертором особо ответственных конструкций. Качество сварки такими электродами зависит и от того, насколько тщательно вы подготовили соединяемые поверхности. Чтобы понять, как выполняется такая подготовка, можно посмотреть обучающее видео, которое несложно найти в интернете.
От того, какой толщины детали вам необходимо варить инвертором, зависит не только выбор диаметра электрода, но и силы сварочного тока, который также оказывает влияние на качество формируемого соединения.
При планировании сварочных работ всегда следует помнить, что правильно подобранные электроды позволят вам получить качественное соединение даже в том случае, если вы используете в работе недорогой инвертор.
Строительство — это довольно непростое дело. Основное действие в строительстве происходит благодаря сварке. Сварка — это сложный технологический процесс, в котором используется множество различной аппаратуры и других приборов, но главным из них является электрод. В этой статье разобраны электроды, идеально подходящие для этого вида деятельности, при этом к конкретному материалу, к трубам.
Читать также: Как вывернуть болт с сорванными гранями
Какие же стержни понадобятся для монтажа водопровода
Монтаж водопроводных труб одна из наиболее часто встречающихся видов работы. Соединение труб стали лучше подбирать электроды диаметром 2-3мм, марок МН-5, МНЖ 5, НЖ 13, МНЧ-2.
Когда нужно сделать вертикальный шов рекомендуем электроды МНЧ-2. Для работы в холодном и горячем режимах — ЦЧ-4. При подборе электродов следите за покрытием, для водопроводных труб оно должно быть толстым.
Приобретайте стержни с обмазкой, они помогут защитить от избыточного влияния кислорода.
Не игнорируйте изучение инструкции, там можно получить массу полезной информации. Перед покупкой можно проконсультироваться с продавцом не только о наличии товара, а и об их назначении.
Электродуговое сваривание
При сварке газовых труб электросваркой работы начинают с подготовки кромок. Их выравнивают болгаркой под прямым углом. Заусенцы зачищают напильником. Если стенки толще 3 мм, проводится разделка кромок под углом до 60°. Со стыков удаляют ржавчину, грязь, затем приводят обезжиривание.
Перед проходом шва детали прихватывают в нескольких местах плавящимися электродами в несколько проходов:
- тонкие стенки 3 мм варят за один раз;
- до 6 мм – в два слоя;
- более 6 мм толщиной – в три и более.
Поворотный стык проходят за один прием полностью, для работы применяют специальные вращатели. При затрудненном доступе шов варят фрагментарно, заполняя весь стык расплавленным металлом. Финишный слой делают сплошным, стыки сварочных соединений привариваются внахлест.
Электродуговую сварку проводят при небольших объемах
Как провести сварку труб НКТ
При работе с насосно-компрессорными трубами понадобиться специальные электроды способные справится с довольно сложной задачей. Мы можем порекомендовать стержни бренда УОНИ 13\45 или 13\55.
Такие электроды применяют для углеродистых и низколегированных деталей из стали. А трубы НКТ изготавливают из особо прочного металла.
Шов с помощью продукции марки УОНИ способны выдержать динамические нагрузки при низких температурах, высокое давление.
Правильный подбор электродов для сварки очень важен, но во многом еще зависит и сварочный аппарат, которым вы воспользуетесь.
Разобраться в тонкостях сварочного дела вам сможет помочь опытный специалист, с хорошим багажом знаний и опытом. А верный выбранный режим на инвентаре обеспечит положительный исход сварки.
Способы сварки
Технология монтажа зависит от диаметра трубы и толщины стенки:
- Газосварку ацетиленом или пропаном используют для труб до 150мм диаметром и стенкой до 6 мм. Стыки до 3 мм толщиной варят без разделки, на остальных предварительно срезают кромки под острым углом для образования прочного соединения.
- Аргонодуговая, MIG/MAG сварка применяется для стальных газопроводов.
- Электросварку проводят при небольших объемах, число проходок зависит от толщины проката. Для работы используют автоматическое, полуавтоматическое или ручное сварочное оборудование.
- Полуавтоматом обычно делают финишный слой, применяют флюсы или защитную атмосферу.
- При внутридомовой разводке электросварку применяют в исключительных случаях, обычно используют газовое оборудование.
У каждого из методов есть плюсы и минусы. Многое зависит от свариваемого материала, доступа к трубе на монтируемых участках.
Какими электродами варить трубу НКТ
Для соединения труб без резьбового соединения используют только сварку. В данном случае можно воспользоваться только дуговой сваркой покрытыми электродами под флюсом или в защитных газах, что обеспечит высокую прочность шва.
Проблема в том, что для изготовления труб используют средне и высоколегированную сталь, обладающую высокой прочностью, плотностью и тугоплавкостью. Специалисты подбирают электроды, исходя из характеристик металла и климатических условий местности в период проведения работ. Для частной практики можно выбирают классические УОНИ 13/45 или 13/55, шов держится оптимально, его хватает на длительный период эксплуатации. Однако, в этом вопросе многое зависит и от мощности аппарата, и от мастерства самого сварщика.
Как правильно варить корень шва трубы
Свое название этот способ получил потому, что такое соединение труб проверяется методами радиографического контроля. При его проведении шов раньше просвечивали рентгеновскими лучами для выявления изъянов. Сейчас для контроля применяются ультразвуковые аппараты. Однако чаще под термином «сварка на просвет» подразумевается соединение труб с зазором между ними. Соединяемые отрезки труб именуют катушками. Такой способ также называют сваркой под просвет.
Подготовительные работы
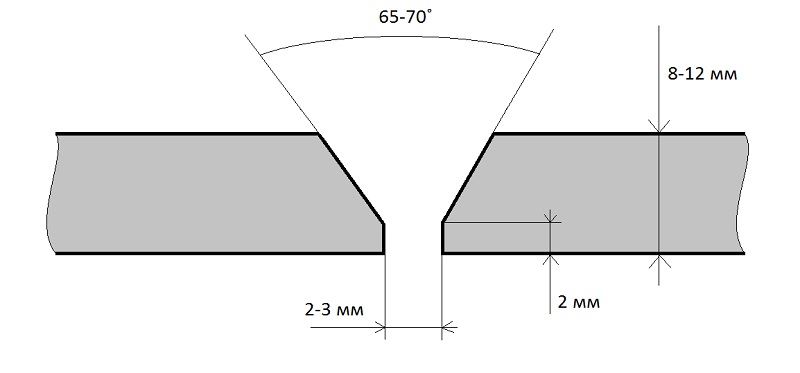
Прежде чем варить трубу необходимо подготовить металл в зоне стыка. Торцы должны быть отрезаны ровно, иначе наложить надежный шов будет затруднительно. С кромок снимаются фаски, чтобы угол между ними был 65 — 70˚. Поверхности на расстоянии не менее 3 см от торцов зачищаются шлифовальной машинкой или металлической щеткой до блеска снаружи и изнутри. Участки, изменившие цвет после обработки шлифмашинкой удаляются. Заусенцы убираются напильником. Острые края кромок притупляются до 2 мм, иначе они быстро расплавятся. Затем поверхности обезжириваются ацетоном.
Не менее важна и подготовка электродов. Их, перед началом работы, прокаливают в печи при температуре 380 — 400˚C в течение двух часов. Для продолжительного хранения электроды кладут в специальный пенал, в котором поддерживается температура на уровне 80˚С. Контейнер для этой цели можно изготовить самостоятельно из трубы ППУ. Когда нет возможности длительного прокаливания, электроды сушат горелкой в течение полутора минут слабым пламенем. Такой метод запрещен правилами, но в аварийной ситуации выбирать не приходится. Поскольку покрытие электродов быстро высыхает и опять набирает влагу, сушить более двух штук одновременно не следует.
Стыковка труб
Чтобы исключить смещение заготовок относительно друг друга катушки укладываются на уголке или швеллере. В идеале несовпадение должно равняться нулю, так как даже расхождение в 1 мм, разрешенное правилами, приводит к непровару. Зазор, в зависимости от толщины стенок, устанавливается в пределах 2 — 3 мм. В повседневной практике для этого между торцами труб вставляют электрод подходящего диаметра. При толщине стенок от 10 мм величина зазора выставляется 3 мм. При стыковке также нужно учитывать погрешность, которая возникает при прихватке из-за нагрева металла в ее точках. Возникающие термические напряжения стягивают трубы, поэтому зазор увеличивают на несколько десятых долей миллиметра.

Правильная подготовка и стыковка труб
Процесс стыковки упрощается, если использовать центратор. Он обеспечит точное совмещение осей труб и неизменность их положения во время сварки. Обычно применяют наружный центратор, но лучше выбрать внутренний, так как он исправляет нарушения формы, например, овальность торцов труб.
Возбуждение сварочной дуги
Чтобы возбудить дугу, существует несколько способов.
Вариант 1. Сварщик кончиком электрода должен прикоснуться к металлической поверхности, затем быстро отвести его назад на несколько миллиметров (2 – 4). Как результат появится дуга. Её длина поддерживается медленным опусканием электрода. Все зависит от величины расплавления. Перед тем как образуется дуга, лицо работника обязательно должно быть закрыто защитным щитком.
Вариант 2. Возбудить сварочную дугу можно и другим способом. Кончиком электрода сварщик быстро проводит по металлической поверхности, затем также быстро поднимает его на пару миллиметров. Между электродом и поверхностью металлом появится дуга. Во время сварки необходимо стремиться поддерживать очень короткую дугу. Возле шва будут образовываться небольшие капли металла. Плавление электрода будет плавным и спокойным. Шов получается глубоким и прочным.
Если размер дуги будет слишком длинным, основной металл недостаточно хорошо проплавится. Металл электрода при сварке начнет окисляться, появятся сильные брызги. Шов после такой сварки будет неровным, с многочисленными окисными вкраплениями.
Длину дуги можно легко определить по звуку её горения. Если длина имеет стандартные значения, звук будет однотонным и равномерным. Очень длинная дуга начнет издавать резкие звуки, которые будут постоянно сопровождаться сильными хлопками.
Если дуга оборвалась, ее возбуждают снова. Кратер, на котором оборвалась дуга, тщательно заваривают. Если необходимо сварить очень важный узел, который будет эксплуатироваться при знакопеременной нагрузке, а также возможно появление «усталости», категорически запрещается возбуждать дугу прямо на поверхности основного металла. Если возбуждение будет происходить не по шву, возможно появление «ожога» металла. В этом месте шов может просто разрушиться при эксплуатации детали.
Настройка режима сварочного аппарата
Для сварки трубы под просвет рекомендуется использовать сварочный аппарат постоянного тока. Работа проводится в режиме прямой полярности, когда электрод подключен к плюсу, а труба к минусу. Величина сварочного тока устанавливается в зависимости от толщины стенок трубы и диаметра электродов. Точное его значение в каждом случае подбирается опытным путем. Однако независимо от размера труб создание корня сварного шва проводится электродами диаметром 2,5 мм при минимально возможном токе. Попытки использования тройки для ускорения процесса кончаются плачевно.
Как варятся угловые швы
Расплавленный металл при этой сварке, будет стекать вниз. Оптимальным способом сварки подобных швов из нижнего положения, считается «в лодочку». Деталь устанавливается таким образом, чтобы не происходила течь шлака прямо перед дугой. (Смотри рисунок. 68, а).

Когда сваривается угловой шов, при горизонтальном расположении нижней плоскости, иногда плохо провариваются вершины угла.
Причиной образования такого непровара может стать начало сварочного процесса с листа, стоящего вертикально. Расплавленный металл начинает стекать вниз, на лист, не успевший хорошо прогреться. Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Процесс сварки
Прихватка
Сварку трубы под просвет начинают с прихватки в нескольких точках. Их количество зависит от диаметра заготовок, но не менее четырех с шагом 90˚. После создания первой точки положение труб при необходимости корректируется. Прихватка должна надежно скрепить заготовки между собой. После сварки всех точек стык еще раз зачищается. Обнаруженные поры и плохо проваренные места удаляются, так как они в дальнейшем станут причиной брака.
Корень шва
Сварку удобней проводить, если прихваченные трубы будут находиться в полупотолочном положении. Это обеспечит свободный доступ к стыку. На нижней части соединения наносится отметка. Отступив от нее 1 — 3 см начинают сварку корня шва под просвет. Дуга зажигается на фаске или ее внешнем краю, но не на поверхности трубы. На потолочной части стыка кончик электрода находится в зазоре с постепенным движением вверх. Для формирования обратного валика дуга должна гореть внутри трубы.
При движении электрода без поперечных отклонений нужно следить, чтобы оплавлялись обе кромки. Если плавится только одна сторона, следует остановиться и повторить проход. Горение дуги снаружи означает, что стык стянулся. Его можно прорезать большим током, но предпочтительней аккуратно расширить болгаркой. Если наплавляемый корневой шов провисает, значит, завышен сварочный ток или электрод движется медленно.
Если представить торец трубы в виде циферблата часов, то при выходе на 40 минут электрод начинают раскачивать на половину диаметра между кромками. В результате образуется технологическое окно, через которое можно следить за формированием внутреннего валика. При сварке тонкостенных труб небольшого диаметра оно только намечается, но не стоит проплавлять на этом месте сквозную дыру. Электрод продвигается без колебательных движений, меняется только положение держака, чтобы обеспечить стабильность дуги при минимальном токе.
Возможные ошибки и дефекты сварного шва
- Ток большой величины при варке корня ведет к образованию вместо технологического окна отверстия, через которое металл будет капать вниз. Обеспечивайте ток такой силы, чтобы металл успевал остыть буквально сразу за движением электрода.
- Если технологического окна не видно, скорее всего, сила тока слишком мала, и ее увеличивают.
- Маленькое притупление приводит к увеличению технологического окна и к провисанию металла внутрь трубы.
- Зазор более 2 мм гарантирует появление пор в шве – работа будет неудовлетворительной.
- При сварке электродом нельзя делать скачковые движения более 5 мм в длину.
Сварка стальных труб – для новичка дело непростое. С практикой придет опыт и интуитивное ощущение того, что и в какой момент следует сделать, чтобы сварной шов вышел идеальным.
Возможно, вы профессиональный сварщик, и у вас есть, чем поделиться с читателями. Оставляйте свои мнения в комментариях.
Какие могут возникнуть дефекты при сварке
Самым большим дефектом при проведении сварки считается непровар. Сварщики, у которых случаются такие огрехи, не допускаются к работе на трубопроводах. Неаккуратность швов и их провисание, а также другие мелкие дефекты случаются при нарушении технологии сварки. Для их предотвращения работа должна выполняться с соблюдением следующих условий:
- сварка выполняется короткой дугой на минимальном токе;
- отрыв электрода допускается только при замене;
- тщательный подбор тока;
- правильная подготовка труб;
- проведение работы прокаленными электродами;
- место сварки должно быть защищено от ветра и осадков;
- использование качественного оборудования и электродов.
При освоении этого вида сварки главное научиться наплавлять корень шва. Для тренировки можно взять две металлические пластины толщиной 10 мм и прихватить с зазором, не забывая о подготовке стыка. Закрепляя их под разными углами, отрабатывают навыки сварки на просвет по горизонтали, вертикали, потолке.
Техника получения хорошего сварного соединения
Когда валики начнут получаться ровными, можно попытаться начать изготавливать соединительные швы. Такую операцию сможет выполнить достаточно опытный практикант, который умеет варить электросваркой.
Зажигание электрода выполняется согласно описанной выше технологии. Единственным отличием будет движение руки сварщика. Она будет выполнять колебательные движения. Расплав будет как бы переходить с одной поверхности детали на другую. Движение может происходить по нескольким траекториям:

Для тренировки можно взять небольшую металлическую заготовку. По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
После того, как шов остыл нужно молотком отбить шлак и рассмотреть проделанную работу.
Когда появился небольшой опыт можно начинать изготавливать соединительные швы, которые имеют несколько видов:
Кроме того, такие швы могут быть горизонтальными и вертикальными, могут свариваться в разных направлениях.
Только после многочисленных тренировок можно добиться равномерного движения руки. После этого можно получить красивые детали.
Сварка корня шва труб под просвет
Сваривать трубы на просвет умеет не каждый сварщик, даже с солидным опытом. Новичкам же эта работа кажется настолько сложной, что они и не пытаются браться за нее. На самом деле сварка на просвет не так сложна, как кажется со стороны. Просто нужно знать ее нюансы и особенности.

Что значит «сварка на просвет»
Процесс стыковки упрощается, если использовать центратор. Он обеспечит точное совмещение осей труб и неизменность их положения во время сварки. Обычно применяют наружный центратор, но лучше выбрать внутренний, так как он исправляет нарушения формы, например, овальность торцов труб.
Оптимальную величину сварочного тока подбирают на какой-либо металлической поверхности. Для начала выставляется 50 — 60 ампер. Если при опробовании дуга стабильна, нужно без усилия коснуться поверхности расплавленного металла кончиком электрода — он не должен прилипать. Сбавляя ток, подбирается его максимально малое значение, при котором дуга горит стабильно.
После выхода на 50 минут держатель отклоняется от себя, чтобы дуга горела на краю валика. Продавливать электрод внутрь трубы как на потолке не надо, так как могут получиться прожоги. Чтобы внутренний валик получился ровным, прихватка при подходе к ней шва срезается, края развальцовываются. С готового корня сбивается шлак, металл зачищается до блеска металлической щеткой.
Заполнение
Заполнение выемки, образовавшейся после проведения предыдущей операции, выполняется короткой дугой. Для плавления кромок электрод ведется по краям сварочной ванны. При работе нужно следить за появлением стартовых пор, которые образуются при розжиге дуги во время сварки на ветру. Их зашлифовывают под нуль болгаркой. Опытные сварщики накладывают дополнительный шов сверху и снизу стыка, не касаясь вертикали.
Облицовка
В заключение на зачищенное заполнение накладывается облицовочный шов. Его выполняют равномерными по амплитуде колебательными движениями без резких рывков, следя за тем, чтобы дуга не выходила за пределы сварочной ванны. Чтобы шов не проваливался посередине, электрод на краткие мгновения задерживается на кромках. Если он получается излишне чешуйчатым, добавляется сварочный ток. После завершения сварки со шва удаляется шлак, утолщения, образовавшиеся в местах розжига дуги, зашлифовываются. Поверхность возле стыка очищается только металлической щеткой.
Провар корня шва
Я тоже пробовал так, одну сторону 76-ой почти доверху и прожег.
А диаметр электрода 2 или 2,5 ?
Я 3-кой пробовать задолбался, хотя знаю, что можно.
Получается, что при уходе вперед подогреваю металл, и к верху уже фатит(доигрался). Это значит, что току чуть меньше и еще быстрее надо, я правильно понял?
И еще, основная моя проблема - негде калить электроды (пенал просто подогревает, и тот забрали). Слышал резаком можно. А на каком пламени и как долго?
Под контроль трубы не варил, есть желание научиться, скоро пойду накс штурмовать)
Добрый вечер.электрод ф3 для 76-трубы слишком большой,даже для "облицовки"не говоря уже о "корне ,".2-2,5,самое то.При сварке трубы ток на каждом участке шва разный.
На нефтегазопроводах технология соблюдается , стыки проходят проверки и электроды используются соответствующие и тд , а водопровод или отопление в домах варят тем что дадут , к примеру тот же мр-3
И всё,этими двумя объектами всё и ограничено?А магистральные водопроводы в городах,а газовые развязки,нефтехимическое обрудование да и ещё куча примеров с их технологиями,качеством и требованиями.Да и кто мешает в тех же домах варить качественно? с соблюдением элементарных требований (разумных и доступных),как ни крути,а последняя инстанция-это сам исполнитель.
Нужно еще хороший аппарат иметь, чтобы мог легко держать дугу на малых токах. А когда варишь трансом или бытовым инвертором, от которого при небольшой подсадки в сети или длинном удлинителе, даже в отрыв сложно шов класть, то что уж говорить о безотрывной сварке тонкостенной трубы.
Не ошибается тот, кто ничего не делает
И всё,этими двумя объектами всё и ограничено?А магистральные водопроводы в городах,а газовые развязки,нефтехимическое обрудование да и ещё куча примеров с их технологиями,качеством и требованиями.
Довелось работать в г.Новоросийске на "ИПП", это разгрузочный ж\д терминал для нефте\хим продуктов. Наша фирма выполняла бетонные работы, а другая сварочные (вваривали вторую линию в общую магистраль). У другой фирмы в бригаде все работали только с трубой. Были отдельно слесаря, резчик на резаке ( мастер своего дела), болгарщики и сварщики. Вваривались они в магистраль, когда небыло отгрузки, и после промывки магистрали. В один из дней сразу после окончания сварки загнали несколько цистерн и начали сливать какую-то дрянь. Один из швов на магистрали сразу помокрел, а когда давление в магистрали повысилось (все цистерны подключили к магистрали) со шва начало не по ерунде так капать. Сварщик (который только закончил) посмотрел на это дело, взял лопату, прикидал стык и со спокойной совестью пошел переодеваться. Электроды у них были неплохие ЛБ, и вроде все с наксом мужики, и аппараты все ВДшки были (правда кабеля оччень длинные).
Давление там было не запредельное, потому что из магистрали насос выкачивал.
Что я этим хотел сказать ? Не знаю, вспомнилось.
Опыт всегда приходит сразу после того, как он был нужен.
Экспериментировать это хорошо , но если бы в России нефтегазопровод варили бы корень сверху вниз то использовали бы целлюлозу . Я тоже экспериментирую , только ок-46
А я вцелом и говорил, что встречал сварного LB52U нефтепровод варит под просвет сверху вниз - корень и заполнение - да и нефтепровод это не показатель, ибо там контроль так себе(ну конечно есть где и серьезно смотрят, даже встречал мооди). А про целюлозу на газопроводе можно забыть - Требование газпрома запрещает сварку электродами с целюлозным покрытием, но я не сомневаюсь, что ими еще варят, и возможно будут варить многие фирмы.
Электроды у них были неплохие ЛБ
LB52U - это очень хороший электрод, но он очень хитрый и требует правильного обращения, поставить пору этим электродом - нетрудно.
И еще, основная моя проблема - негде калить электроды (пенал просто подогревает, и тот забрали). Слышал резаком можно. А на каком пламени и как долго?
Ну сколько времени и при какой температуре на каждой пачке написано. Лично я практически не смотрю как были прокалены электроды - Подошел к печки взял электроды, папихал новые и пошел, а кто их до меня туда ложил и сколько они там лежали хрен его знает.
Резаком не пробывал, как вариант можно сделать так - Берешь трубу 57 на один торец варишь пластинку, затем на получившуюся конструкцию надеваешь трубу 108 и привариваешь к пластине к которой уже приварена труба 57- Ну и в трубу 57 ложишь электроды и резаком нагреваешь внешнюю трубу несколько раз, минут по пять. Можно и еще проще сделать экспрес просушку - лист метала(чем толще тем лучше) привариваешь на него(поперек) 2-3 прутка, нагриваешь лист до красна, сверху на прутки ложишь электроды.
А вообще когда на котельной работал электроды сушили на обычной батареи. А когда на нефтепроводе печка прокалочная сгорела, я запихивал электроды в пачке - отложив из нее лишние(чтобы влезли), между ребрами масленного обогревателя.
А диаметр электрода 2 или 2,5 ?
Я 3-кой пробовать задолбался, хотя знаю, что можно.
Ну тут смотря что и как варить.
В целом если варить в два прохода стенку толщиной около 4 мм, то в идеале для корня 2мм, облицовка 2,5(2,6)мм. Если варить в один проход, то я всегда использовал 2,5(2,6)мм
Но если варить толщену стенки менее 3,5 мм то тут уже везде возьму электрод 2мм.
А если толщина стенки 6мм и корень и облицовку буду электродами 2,5(2,6)мм.
Но когда выбора нет, то и электроды 3мм пойдут, но уже внешний вид шва будет хуже.
Добрый вечер.электрод ф3 для 76-трубы слишком большой,даже для "облицовки"не говоря уже о "корне ,".2-2,5,самое то.
При сварке трубы ток на каждом участке шва разный.
В целом тоже верно, но каждый здесь работает по своему.
Например:я варю все на одном токе, я так приучился. Если есть пульт тогда бывает и играюсь с током.
А вот видел(вернее подсматривал) за человеком который регулировал ток прямо во время сварки и так привык, что уже без пульта почти не может. А именно он ложил пульт себе на правое плечо и левой рукой его прижимал и во время сварки добавлял, либо убовлял ток. Я попробывал - мне не понравилось, надо привыкать .
Короче здесь дело привычки, кто как приучиться.
Получается, что при уходе вперед подогреваю металл, и к верху уже фатит(доигрался). Это значит, что току чуть меньше и еще быстрее надо, я правильно понял?
Незабывай, что таким способом я описывал сварку электродом уонни 3мм в два прохода(я бы не сказал, что это правильно, но куда деться если есть только уонни 3мм). В верх(вперед) уходишь на долю секунды, а возвращаясь ставишь небольшую каплю, при этом сварочная ванна отсутствует. В целом уходом верх(вперед) и большой скоростью я и добиваюсь того, что сварочная ванна просто не успевает образоватся, иначе бы мы прожгли такую тонкую стенку.
Отсутствие сварочной ванны не означает, что будет брак - В целом ванна есть, но она очень мала- мы ставим маленькую капельку(в данный момент она и есть маленькая сварочная ванна), чуть уводим электрод вперед, а возвращаясь, на еще не застывшую капельку ставим новую(тем самым перенося ванну вперед).
Провар же обеспечивается зазором около 3мм, а ток я бы не сказал, что низкий(около 80А), иначе бы электрод залипал.
Как уже говорил все надо подбирать под себя. Тоесть играешь и с током и со скоростью и с зазором - и в определенный момент понимаешь как лучше. Попробуй на пластинах - берешь пластины толщиной, как толщина стенки трубы, на которую хочешь научиться. Ставишь в проблематичном положении и на пластине подбираешь ток и скорость сварки, когда хорошо получится переходишь на трубу.
Читайте также: