Как подключить сварочный аппарат
Обновлено: 20.09.2024
Соединение проводов сваркой
Сварное соединение предпочтительнее всех остальных: с его помощью проще всего получить достаточно надежный и качественный контакт. Поэтому срок безотказной работы электропроводки получается очень большим.
Сейчас проводка чаще всего выполняется медным проводом, алюминиевый провод стараются не применять. Поэтому далее речь пойдет в основном о сварке медных проводов.
Сварку медных проводов можно производить как переменным, так и постоянным током при напряжении 12 - 36В, при этом следует предусмотреть возможность регулирования тока сварки. Наиболее подходящим для сварки проводов следует считать сварочный аппарат инверторного типа.
Сварочные аппараты инверторного типа
Достоинства инверторных аппаратов широко известны. Прежде всего, это малые габариты и вес, а некоторые модели имеют в комплекте ремень для ношения через плечо. Это позволяет повесить аппарат на ремне через плечо и поднявшись по лестнице-стремянке производить сварку скруток в распаячной коробке.
Сварочные инверторы, как правило, имеют широкий диапазон регулирования сварочного тока. Дуга у таких аппаратов очень устойчивая, хорошо зажигается при малых токах сварки, поэтому даже малоопытный сварщик очень скоро может добиться прекрасных результатов, получить хорошее качество сварных соединений.
Также к достоинствам инверторных аппаратов следует отнести малое энергопотребление по сравнению с обычными трансформаторными сварочниками. Поэтому вполне возможно подключение к бытовой электропроводке: не будет наблюдаться мигания света и сбоев в работе различной бытовой аппаратуры, не будет жалоб соседей.
Сварка медных проводов так же опасна, как и обычная сварка стали. В полной мере сохраняется опасность «нахвататься зайчиков» и получить ожоги от расплавленного металла. Поэтому работы по сварке проводов следует проводить в сварочной маске, сварочных рукавицах. Спецодежда также должна предусматривать работу со сваркой. Кроме того, необходимо соблюдать все меры пожарной безопасности и правила техники безопасности, как при обычных сварочных работах.
Для сварки медных проводов применяются специальные угольные обмедненные электроды, которые часто называют «карандаш». При отсутствии таких специальных электродов можно использовать обычный угольный стержень от негодной батарейки. При этом сварочный ток, в зависимости от диаметра и количества свариваемых проводов можно рекомендовать, хотя бы ориентировочно, в пределах, как указано ниже.
Сварочный ток 70А достаточен для сварки двух медных проводов сечением 1,5 мм2, для трех таких же проводов потребуется 80 - 90А. Для двух - трех проводов сечением 2,5 мм2 ток достигает уже 80 - 100А, а для трех-четырех 100 - 120А.
Приведенные цифры следует считать ориентировочными, поскольку медь, используемая в проводах, в зависимости от изготовителя по составу и свойствам различается весьма значительно. Соответственно будут различаться и режимы сварки.
Оптимальным считается тот режим, когда электрод не прилипает к месту сварки, а дуга будет устойчивой. Это сочетание достигается уже в процессе работы опытным путем. Примерно такими пределами следует руководствоваться, приобретая инверторный сварочный аппарат. Если аппарат предполагается использовать лишь для подобных работ, то более мощный не потребуется.
Технология сварки проводов
Собственно сварка состоит из нескольких технологических операций. Сначала с проводов следует снять оболочку и изоляцию, после чего выполнить скрутку. Полученную скрутку подрезать так, чтобы концы всех проводов были на одном уровне, а длина скрутки получилась бы не менее 50 мм.
После этого на скрутку устанавливается медный теплоотводящий зажим, и подключается «масса» сварочного аппарата. После этих операций к концу скрутки подносят торец заряженного в держак угольного «карандаша» и производят сварку. В результате на конце скрутки должен образоваться аккуратный шарик расплавленной меди, после чего сварку следует прекратить. Чтобы не расплавить изоляцию проводов время сварки каждой скрутки не должно превышать 1 - 2 сек. После того, как сваренные скрутки остынут, их следует изолировать с помощью изоляционной ленты или, что более современно, с помощью термоусадочной трубки.
Самодельные аппараты для сварки проводов
Инверторные аппараты для сварки скруток очень хороши, но им присущ один недостаток, пожалуй, единственный. Это высокая цена. Поэтому приобретение такого аппарата становится целесообразным, когда выполнение сварочных работ производится регулярно, а не от случая к случаю, например в условиях специализированных электротехнических бригад и предприятий. Если же планируется просто замена электропроводки в двух или трех комнатной квартире собственными силами, то вполне возможно обойтись самодельным сварочным аппаратом, даже просто трансформатором, подходящей мощности.
В качестве такого трансформатора вполне подойдет трансформатор серии ТБС (Трансформатор Броневой Станочный), показанный на рисунке 1 .

Рисунок 1 . Трансформатор серии ТБС
Для сварки проводов вполне подойдет трансформатор мощностью не менее 600 Вт и напряжением вторичной обмотки 9 - 36В. К вторичной обмотке подключается держатель электрода и зажим для подключения «массы».
Сварка осуществляется угольным электродом (стержень из батарейки) таким же способом, как было написано выше для инверторного сварочного аппарата. Собственно весь процесс тот же самый: от зачистки проводов и до касания скрутки угольным стержнем и последующей изоляции скруток.
При отсутствии такого трансформатора его несложно изготовить самостоятельно. Для этого потребуется Ш - образное трансформаторное железо с площадью сердечника не мерее 30 см2. При площади 30 см2 и сетевом напряжении 220В первичная обмотка содержит 293 витка, выполненных обмоточным проводом диаметром 0,8 - 1,0 мм.
Вторичная обмотка наматывается в три провода диаметром 3 мм, либо более тонким в четыре – пять проводов, но только чтобы общая площадь была не менее 15 - 20 мм2. При напряжении вторичной обмотки 10В она должна при указанном железе содержать 13 витков.
Если нет именно такого железа, то количество витков можно определить по приведенным ниже формулам.
По этим формулам определяется число витков для первичной и вторичной обмоток, где S – площадь сердечника, 40 – эмпирический коэффициент (может лежать в пределах 40 - 60, чем лучше железо, тем меньше цифра), U1 напряжение сети (220В), U2 – требуемое напряжение вторичной обмотки. Кстати, эта формула подходит для расчета любого трансформатора, не обязательно сварочного.
Так же, как и в предыдущем случае, потребуется сварочная маска или очки и рукавицы, иначе ожоги расплавленным металлом или «зайчики» в глазах гарантированы. Для упрощения процесса сварки можно воспользоваться специальным зажимом, показанным на рисунке 2 .
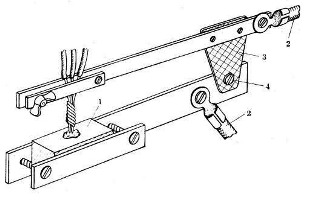
Рисунок 2 . Приспособление для сварки скруток
Конструкция приспособления несложна и понятна из рисунка. Напряжение от сварочного трансформатора с помощью проводов 2 подводится к верхней (подвижный рычаг) и нижней (основание) частям, соединенным между собой изоляционной пластиной 3, с помощью шарнира 4. На основании закреплен угольный электрод 1 с углублением для флюса, в качестве которого используется обычная бура, продающаяся в аптеках.
Провода 2 должны быть как можно короче, а сечение иметь по возможности максимальное, не менее, чем сечение вторичной обмотки трансформатора. Сетевой выключатель должен находиться как можно ближе, лучше, если это будет проходной выключатель на проводе, как у торшера.
Процесс сварки в этом случае выглядит так. Сначала барашковым зажимом на подвижном рычаге закрепляется свариваемая скрутка. В углубление угольного электрода засыпается флюс, рычаги сжимаются рукой. После этого подается напряжение на сварочный трансформатор, и в углублении угольного электрода под слоем флюса образуется шарик. Трансформатор после этого следует отключить и выждать время, пока шарик остынет прямо в приспособлении.
Время сварки, как правило, определяется практически, поэтому сначала следует потренироваться на ненужных обрезках проводов. С помощью данного приспособления возможна сварка алюминиевых проводов, а также алюминия и меди. Методы выполнения скруток для этого случая показаны на рисунке 3 .
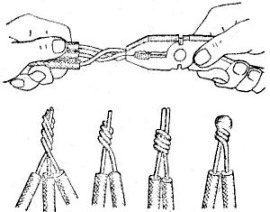
Рисунок 3 . Скрутки для сварки проводов
Про аппараты точечной сварки читайте здесь . В статье описаны несколько самодельных конструкций таких аппаратов для домашнй мастерской.
Переделка сварочного инвертора в полуавтомат
Сварочный полуавтомат является довольно востребованным устройством среди профессиональных и домашних мастеров, особенно тех, кто занимается кузовным ремонтом. Данный агрегат можно приобрести уже в готовом исполнении. Но многие владельцы сварочных инверторных аппаратов задаются вопросом: а можно ли переделать инвертор в полуавтомат, чтобы не покупать еще один сварочник? Сделать полуавтомат из инвертора своими руками — задача довольно сложная, но при сильном желании вполне осуществимая.
Способы переделки
Для начала, рассмотрим возможные варианты превращения инвертора в сварочный полуавтомат.
Способ 1
Для создания полуавтомата обязательно понадобится так называемое головное устройство. Это, собственно, сварочный аппарат, который и будет формировать рабочие параметры для возникновения дугового разряда. В качестве такого головного устройства подойдет не каждая модель инвертора.
Необходимо выбрать достаточно мощный сварочный аппарат. Его вольт-амперные характеристики можно изменить при помощи контроллера широтно-импульсной модуляции. Однако, во-первых, такое устройство есть не у каждого домашнего мастера. Во-вторых, процесс проведения измерений весьма долгий и трудоемкий. Наконец, провести все исследования сможет только человек с достаточно высоким уровнем знаний в электротехнике.
Так как вариант с ШИМ-контроллером не будет доступен среднестатистическому сварщику, рекомендуется пойти более простым путем. Во-первых, выбранный аппарат-донор должен нормально выполнять все необходимые операции. Во-вторых, для создания самодельного полуавтомата понадобится дроссель. Данную деталь, предназначенную для ламп дневного света, можно купить в любом магазине запчастей. Выходное напряжение дросселя используется в качестве входа обратной связи. Как именно сделать схему подключения и провести необходимые монтажные операции, показано в ролике ниже.
Способ 2
Данный вариант создания самодельного полуавтомата подойдет только счастливым владельцам качественного оборудования. А именно, инверторов, способных работать в режиме строго заданной вольт-амперной характеристики. Сварочники такого класса дорогие, однако максимально подходят для решения поставленной задачи.
Чтобы сделать собственный полуавтоматический аппарат, потребуется:
- купить механизм подачи проволоки, в комплекте к которому поставляются все необходимые провода и коммутационные разъемы;
- подключить механику подачи к инверторному сварочному аппарату;
- подобрать вольт-амперную характеристику для работы с конкретным типом проволоки.

Механизм подачи проволоки с Aliexpress
В сущности, механизм подачи выступает в роли приставки, которая расширяет возможности сварочного инвертора. Однако такая схема обладает повышенной надежностью, не требует от пользователя специальных знаний. Кроме этого, полученный полуавтомат показывает максимальный уровень гибкости и неприхотливости: может быть быстро настроен для работы с конкретным материалом и проволокой.
Способ 3
Данный способ потребует от пользователя немалой подготовки. Во-первых, ему понадобится найти не среднестатистический инверторный сварочный аппарат подходящей мощности. Необходимо выбрать как можно более простого донора определенного класса. Идеальным будет аппарат, у которого:
- есть шунт на выходе;
- в блоке первичного преобразования используется трансформатор тока;
- компоновка ZX-7.
Рекомендуется выбирать аппараты без дополнительных опций контроля и функционала для облегчения жизни сварщика. У инвертора не должно быть никаких горячих стартов, простого поджига, форсажа дуги.
Для создания собственного самодельного полуавтомата потребуется точно установить вольт-амперные параметры выбранного инвертора. Также понадобится сделать настройку нарастания тока. Порядок и списочный состав необходимых работ не универсальный. Он отличается у разных моделей инверторов.

Вольт-амперная характеристика сварочного инвертора
Подробный алгоритм переделки
Данный способ переделки достаточно сложный для рядового пользователя. Однако домашнему умельцу, который любит собирать инструмент своими руками и разбирается в электросхемах, он вполне подойдет.
Необходимые материалы и инструменты
Для сборки агрегата понадобятся следующие элементы:
- инверторный сварочный аппарат;
- горелка, а также специальный гибкий шланг, внутри которого проходят газопровод, направляющая для проволоки, силовой кабель и электрический управляющий кабель;
- механизм для равномерной автоматической подачи проволоки;
- модуль управления, а также контролер скорости двигателя (ШИМ-контроллер);
- баллон с защитным газом (углекислотой);
- электромагнитный клапан для отсекания газа;
- катушка с электродной проволокой.
Чтобы собрать самодельный полуавтомат из сварочного инвертора, последний должен вырабатывать сварочный ток не менее 150 А. Но его придется немного модернизировать, поскольку вольтамперные характеристики (ВАХ) инвертора не подходят для сварки электродной проволокой в среде защитного газа.
Но об этом позже. Сначала нужно сделать механическую часть полуавтомата, а именно механизм подачи проволоки.
Механизм подачи электродной проволоки
Поскольку подающий механизм будет размещаться в отдельном коробе, то для этой цели идеально подойдет корпус от системника компьютера. К тому же, не нужно выбрасывать блок питания. Его можно приспособить под работу механизма протяжки.
Для начала, нужно измерить диаметр катушки с проволокой или, обрисовав ее на бумаге, вырезать окружность и вставить ее в корпус. Вокруг бобины должно быть достаточно места для размещения других узлов (блока питания, шлангов и механизма протяжки проволоки).

Устройство протяжки проволоки изготавливается из механизма стеклоочистителя от автомобиля. Под него необходимо спроектировать раму, которая также будет удерживать прижимные ролики. Макет необходимо нарисовать на плотной бумаге в реальном масштабе.

Совет! Разъем для подключения шланга горелки и сам шланг с горелкой можно изготовить своими руками. Но правильнее будет купить готовый комплект, который имеет доступную цену.
Устройство подачи должно быть установлено в корпусе так, чтобы разъем располагался в удобном месте.

Чтобы проволока подавалась равномерно, все составляющие должны закрепляться точно друг напротив друга. Ролики необходимо отцентрировать относительно отверстия для входного штуцера, который находится в разъеме для подключения шланга.

В качестве роликовых направляющих можно использовать подходящего диаметра подшипники. На них с помощью токарного станка протачивается небольшая канавка, по которой будет двигаться электродная проволока. Для корпуса механизма можно использовать фанеру толщиной 6 мм, текстолит или прочный листовой пластик. Все элементы закрепляются на основе, как показано на следующем фото.

В качестве первичной направляющей для проволоки используется просверленный вдоль оси болт. В результате получится подобие экструдера для проволоки. На входе штуцера одевается кембрик, усиленный пружиной (для жесткости).

Штанги, на которых закреплены ролики, также подпружиниваются. Сила прижима устанавливается с помощью болта, расположенного снизу, к которому крепится пружина.

Совет! Если у вас по каким-либо причинам нет возможности изготовить механизм для протяжки проволоки своими руками, то его можно купить в Китае. В продаже имеются механизмы на 12 В и на 24 В. Данном случае, поскольку используется БП от компьютера, потребуется устройство с питанием от 12 В.

Основу для закрепления бобины можно изготовить из небольшого куска фанеры или текстолита и обрезка пластиковой трубы подходящего диаметра.

Далее, все компоненты нужно аккуратно разместить в корпусе.

Схема управления механикой
Чтобы добиться хорошего качества шва при сварке, необходимо обеспечить подачу проволоки с определенной и постоянной скоростью. Поскольку за скорость подачи оснастки отвечает двигатель от стеклоочистителя, то необходимо устройство, способное изменять скорость вращения его якоря. Для этого подойдет уже готовое решение, которое также можно приобрести в Китае, и называется оно ШИМ-контроллер.

Ниже приведена схема, из которой становится понятно, как подсоединяется контроллер оборотов к двигателю. Регулятор контроллера с цифровым табло выводится на переднюю панель корпуса.

Далее, нужно установить реле, управляющее газовым клапаном. Оно же будет управлять и запуском двигателя. Все данные элементы должны активироваться при нажатии кнопки пуска, расположенной на рукоятке горелки. При этом подача газа в место сварки должна быть с опережением (примерно на 2-3 сек) начала подачи проволоки. В противном случае дуга зажжется в окружении атмосферного воздуха, а не в среде защитного газа, в результате чего электродная проволока расплавится.
Реле задержки для самодельного полуавтомата можно собрать на основе 815-го транзистора и конденсатора. Чтобы получить паузу в 2 секунды, будет достаточно конденсатора на 200-2500 мкФ.
Совет! Поскольку питание идет от компьютерного БП, который выдает напряжение 12 В, вместо самостоятельного изготовления модуля можно использовать автомобильное реле.
Электромагнитный запорный клапан размещается в любом месте, где он не будет мешать работе подвижных узлов, и подсоединяется к цепи согласно схеме. Можно использовать воздушный клапан от ГАЗ 24 или купить специальный, предназначенный для полуавтоматов. Клапан отвечает за автоматическую подачу защитного газа на горелку. Включается он после нажатия на кнопку пуска, расположенную на горелке полуавтомата. Наличие этого элемента значительно экономит расход газа.


Далее, после установки всех узлов в корпус, приставка к инвертору для полуавтоматической сварки будет готова к работе.


Но как уже было отмечено, для полноценной работы полуавтомата вольтамперные характеристики (ВАХ) инвертора не подходят. Поэтому, чтобы приставка полуавтомат работала в паре с инвертором, в его электрическую схему требуется внести небольшие изменения.
Изменение ВАХ инвертора
Чтобы изменить ВАХ инвертора, существует множество схем, но самый простой способ сделать это заключается в следующем:
- соберите устройство с использованием дросселя от лампы дневного света по схеме, приведенной ниже;

- для подключения собранного устройства потребуется собрать еще один блок по следующей схеме;

- чтобы на инверторе не срабатывал датчик перегрева, к нему необходимо припаять (параллельно) оптрон, как показано на следующей схеме.

Но если управление сварочным током в инверторе происходит с помощью шунта, то можно собрать простую схему из трех резисторов и переключателя режимов, как показано ниже.

В итоге, переделка сварочного инвертора в полуавтомат обойдется в 3 раза дешевле уже готового агрегата. Но конечно же, для самостоятельной сборки аппарата потребуется иметь определенные знания в радиоделе.
Как надо подключать сварочный аппарат
Перед проведением сварки, как минимум, требуется понимание того, как осуществляется подключение сварочного аппарата к действующей сети, а также какие условия при этом нужно соблюдать.
Для быстрого и качественного подключения сварочного аппарата следует руководствоваться действующими инструкциями по эксплуатации приборов данного класса.
Наибольший интерес с точки зрения особенностей этого процесса представляет подключение сварочного инвертора, чаще всего применяемого в домашних условиях.
Правила безопасности
Схема подключения инверторного сварочного аппарата достаточно проста и допускает функционирование устройства в циклическом (прерывистом) режиме, позволяющем добиться максимальной эффективности сварки. Перед тем как втыкать вилку в розетку, необходимо все же прочитать инструкцию по подключению, проверить параметры сети, комплектность оборудования и внешнюю целостность всех его частей.
В инструкции должно быть чётко расписано, как правильно надо подключать сварочный аппарат, а также оговорен порядок его безопасного соединения с действующей электросетью. Особо оговаривается необходимость проверки пробок и автоматических выключателей, установленных в цепи подачи питания.
Должно учитываться и то обстоятельство, что в старых домах алюминиевая электропроводка не позволяет работать с токами свыше 10 Ампер. Поэтому перед тем, как включать преобразователи в сеть, необходимо выяснить их паспортную мощность и потребляемый ток.
При оценке отбираемой от сети мощности не следует забывать о том, что в момент включении аппарата происходит резкий всплеск пускового тока, величина которого может превышать номинальное значение в несколько раз.
Перед подключением аппарата и сварочными работами оператор должен выполнить следующие требования инструкции по его эксплуатации:
- удалить от корпуса аппарата посторонние электротехнические устройства (компьютеры, передатчики, измерительные приборы);
- при работе с инверторным оборудованием рабочее место должно быть освобождено от всех других мешающих предметов;
- помещения, в которых размещается сварочный агрегат, обязательно оборудуются системой принудительной вентиляции.
Для исключения аварийных ситуаций перед первым подключением сварочного аппарата рекомендуется протестировать его в различных режимах сварки.
Включение аппарата (инструкция по эксплуатации)
При рассмотрении условий функционировании сварочного инвертора, прежде всего, необходимо обратить внимание на следующие моменты:
- нормальная длительность токовой нагрузки не должна превышать 5-ти минут;
- на практике обычно применяется так называемый «трёхминутный цикл», составляющий две трети от полной нагрузки;
- при обнаружении сильного нагрева корпуса аппарат необходимо выключить до установления причин возникшей перегрузки.
Сварка с использованием инверторного аппарата нуждается в тщательной подготовке, так как при работе с оборудованием этого класса возможны опасные ситуации. Прежде чем приступить к сварочным работам оператор должен выполнить все требования инструкции по его эксплуатации, включая выбор подходящего токового режима и типа электрода.
Подсоединение инвертора к сети и запуск его в работу допускаются лишь после выполнения условий безопасности, включая применение розеток и вилок соответствующего стандарта.

При эксплуатации сварочного аппарата следует использовать специальные электроды с покрытием (типа ММА).
Толщина электродов ММА выбирается исходя из того, в каком режиме и с каким металлом предстоит работать. Обычно, чем толще металл, тем больше требуется ток и соответственно диаметр. Самыми распространенными в домашних условиях являются электроды на 2 и 3 мм.
Перед началом сварки следует убедиться в том, что электроды сухие. Провод, идущий к горелке, подключается к клемме «минус», после чего газовый шланг подсоединяется к размещённому на баллоне редуктору, если сварка производится в защитной среде.
При подключении через удлинитель, надо обращать внимание на диаметр сечения его кабеля. Сечение должно быть не менее 1,5 кв. мм для работы с током до 16 А. Провод надо полностью раскручивать, чтобы не возникало индуктивности, которая после подключения сварочного аппарата будет создавать дополнительное сопротивление.
Особенности режима запуска
Запуск инвертора в работу осуществляется нажатием кнопки «Пуск», что приводит к состоянию полной готовности к сварочным процедурам. Для начала сварки в защитной среде газов после подключения достаточно слегка отвернуть вентиль горелки, установить нужный электрод и «чиркнуть» им по свариваемой заготовке.
При рассмотрении вопроса запуска инвертора также необходимо учесть следующее. Дело в том, что любое инверторное устройство оснащается устройством плавного запуска, предотвращающим выход из строя электронных элементов схемы от всплеска тока.
Несмотря на такую защиту скачки тока при включении могут достигать значений порядка 40 Ампер, которые опасны не только для розетки, но и для действующей электросети из-за сильного «проседания» напряжения.
При всплесках тока в указанных выше пределах сетевое напряжение может снижаться («проседать») с 220-ти до 130-140 Вольт.
Питающую цепь прибора рекомендуется подключать к клеммным контактам, расположенным непосредственно на распределительном щитке, куда отдельно подводится и заземляющая шина. Для автомата, установленного во вводном устройстве, такие перепады напряжения менее опасны.
Ситуация с пусковыми токами заметно упрощается, когда для питания инвертора используются не фазные, а линейные напряжения. Однако этот вариант удаётся реализовать лишь для рассчитанных на 380 Вольт приборов и при условии подключения дома к трёхфазной сети (генератору).
При рассмотрении особенностей включения инверторного аппарата в работу не следует забывать особенности регулировки его нагрузочного тока, осуществляемой автоматически (посредством специального блока управления). Элементы настройки, задающие пределы регулирования, располагаются на передней панели прибора.
Выполнение требований инструкции по подключению импульсных преобразователей обязательно для всех без исключения моделей сварочных устройств. Лишь при соблюдении условий запуска инверторов удаётся поддерживать их функциональные возможности и гарантировать высокую эффективность сварочного процесса.
Как правильно подключить сварочный аппарат

Снега постепенно тают и быстро приближается дачный сезон, который у многих связан со строительством или с хлопотами по обустройству дачного участка. Одним из незаменимых устройств в хозяйстве дачника давно уже стал сварочный аппарат, тем более, что цены на бытовые сварочные аппараты упали до посильных для каждого 4-7 тысяч рублей.
Если вы купили сварочный аппарат впервые или взяли его у соседа, то закономерно встает вопрос – как его правильно включить? Включить правильно, это значит включить так, чтобы не испортить розетки и проводку при использовании аппарата по назначению, не сжечь сам аппарат и осуществить процесс сварки.
К сожалению, в паспорте на сварочный аппарат приводятся только общие рекомендации по циклам работа-отдых, т.е. говорится о необходимости делать перерывы в процессе сварки и ничего или почти не говориться о правильном подключении к сети 220 В.
Какие бывают сварочники?
Поговорим о нюансах подробно. Прежде всего, определите, какой у вас тип сварочного аппарата и какой тип электророзетки. Сварочные аппараты можно условно разделить на две большие группы: трансформаторные и инверторные. Инверторные сварочные аппараты гораздо легче и компактнее, имеют устройства плавного пуска, множество регулировок и защит. При токах на выходе до 140 А, они могут без проблем включаться в 16 амперную электророзетку.
Сварочный инвертор
Конечно, в инверторных сварочных аппаратах тоже есть трансформатор, но он работает на частотах 50-100 кГц, поэтому очень компактен. Вес современного инверторного сварочного аппарата всего 2.5-3 килограмма, а габариты примерно 300х190х130 мм. В качестве примера можно привести сварочный инвертор «Fubag IR160».
Он имеет диапазон сварочного тока ММА 5-160 А. Сварочный ток при нагрузке 25% 160 А. Напряжение холостого хода 65 В. Диаметр электрода 0,6-4,0 мм. Коэффициент мощности 0,92. Производительность 85%. Воздушное принудительное охлаждение.
Габариты (ДхШхВ) 340х120х240 мм. Вес 5 кг. Цена от 5118 руб. Обычно такие инверторы комплектуются удобными пластмассовыми кейсами.
Сварочный трансформатор

Трансформаторные сварочные аппараты, как правило, устройства менее современные, имеют меньше регулировок и защит. Так как трансформатор работает на частоте 50 Гц, он гораздо более громоздкий и тяжелый. В качестве примера можно привести сварочный аппарат «Telwin Bimax 4,195 Turbo».
Диапазон сварочного тока 30-160 А. Мощность 2,3-5,2 кВт. Диаметр сварочного электрода 0.6-1.2 мм. Габариты 600х340х430 мм, вес 28 кг, цена 11800 руб.! При включении его в сеть возникает бросок тока, который может сжечь электророзетку или отключить автомат защиты. Поэтому, такие аппараты лучше подключать к электрощитку, используя специальную розетку. Например, подойдет весьма распространенная розетка для трехфазной электроплиты РШВШ 40 (40А, 380В).
Проводка проводке рознь
Перед тем, как использовать сварочный аппарат, посмотрите, какие розетки и проводка установлены в вашем доме. Если дом достаточно старый, то там могут быть розетки рассчитанные на максимальный ток 10 А. Проводка к этим розеткам, как правило, рассчитана на тот же ток. Посмотрите, какие стоят пробки или автоматы, нет ли «жучков».
Сварка весьма ответственный процесс и подходить к нему надо серьезно, иначе вы рискуете оставить себя и соседей без света. Кстати, если к вашему дому идет воздушная электролиния, то сварочный аппарат может ее нагрузить так, что напряжение «упадет» ниже 150 В. Это приведет к тому, что вы не сможете нормально варить, а в сети возникнут колебания напряжения, опасные для электроприборов и электроламп.
Как использовать удлинители?

Обычно сварочный аппарат имеет сетевой провод не более 1,8 – 2,5 метра. Поэтому при производстве сварочных работ используют удлинители. Бесконтрольно использовать удлинтели опасно. Здесь нужно все предварительно проверить и просчитать. Провод в удлинителе должен быть достаточного сечения. Если сечение провода 1.5 квадратных миллиметра, то максимальный ток, на который он рассчитан 16А, 2,5 квадратных миллиметра – 25А.
Выбирайте сечение провода с запасом и всегда развертывайте провод из удлинителя, т.к. в этом случае он лучше остывает и не образуется дополнительного индуктивного сопротивления катушки с проводом. Не забывайте использовать заземление, это в целях вашей безопасности.
Если вам необходимо удлинить провода на выходе сварочного аппарата, то лучше не делать промежуточных соединений. Нужно купить многожильный цельный кабель нужной длинны. Сечение кабеля на ток до 140А, должно быть не менее 35 квадратных миллиметров, т.е. диаметр сечения жилы по меди должно быть не менее 7 миллиметров.
Бензогенератор или сварочный генератор?
Как уже говорилось выше, из-за падения напряжения в электролинии сварка бывает просто невозможной. В этом случае многие пытаются использовать маломощный бензогенератор для питания сварочного аппарата. Это неверный подход, если генератор имеет мощность менее 5 кВт. Напряжение на выходе маломощного генератора сильно зависит от мощности нагрузки.
Поэтому, при «слабой» сети лучше использовать сварочный аппарат совмещенный с электрогенератором. Например, Champion DW 180 AE, сварочный ток до 180 А, вес 110 кг, цена от 42000 руб. Есть и другой вариант, это использовать стабилизатор переменного тока перед сварочником. Правда, если сеть очень «слабая», такое решение не поможет или нужно выбирать стабилизатор с большим диапазоном регулировок, но он сам стоит от 30000 руб.
Выводы
По возможности мы рассказали вам о проблемах, возникающих при использовании сварки в домашних условиях и в условиях дачного быта. По нашему мнению, вам лучше выбрать для сварки инверторный сварочный аппарат. Он окупится быстрее, а научиться работать им гораздо проще и приятнее. Надеюсь, теперь вы знаете, как правильно подключить сварочный аппарат. Если мы что-то упустили – пишите и делитесь своим опытом, а мы расскажем об этом другим. Желаем успехов!
Профессиональное развитие начинается здесь: Телеграмм канал Домашняя электрика
Читайте также: