Электроды применяемые при дуговой сварке
Обновлено: 25.04.2024
Электроды для ручной дуговой сварки изготавливают в виде стержней, выполненных из холоднотянутой калиброванной сварочной проволоки, на которую методом опрессовки под давлением наносят слой защитного покрытия. Роль покрытия заключается в металлургической обработке сварочной ванны, защите ее от атмосферного воздействия и обеспечении более устойчивого горения дуги.
В состав защитного покрытия входят:
- стабилилизирующие вещества обеспечивающие устойчивый процесс горения дуги за счет соединений щелочных и щелочеземельных металлов, обладающих низким потенциалом ионизации. К таким металлам относят калий, натрий, кальций, которые содержатся в кальцинированной соде, поташе, некоторых видах известняка и мрамора;
- шлакообразующие компоненты, представляющие собой руды (титановые и марганцевые) и различные минералы (полевой шпат, гранит, кремнозем, плавиковый шпат). При помощи шлакообразующих компонентов вокруг сварочной ванны создается защитная шлаковая пленка, препятствующая окислительным процессам;
- газообразующие — неорганические (мрамор СаСОэ, магнезит MgC03 и др.) и органические (крахмал, древесная мука и т.п.) вещества. Роль этих веществ сводится к дополнительной защите сварочной ванны за счет выделенных газов, образующих защитную облочку;
- легирующие элементы и раскислители кремний, марганец, титан, и другие, а также сплавы этих элементов с железом. Их применяют для наполнения сварочной ванны легирующими элементами, придавая металлу нужный состав. Алюминий как раскислитель вводится в покрытие в виде порошка-пудры;
- раскисляющие вещества позволяют восстанавливать металлы из образовавшихся в сварочной ванне окислов. Для этого служит ферромарганец, ферросилиций и ферротитан;
- связующие компоненты — водные растворы силикатов натрия и калия, называемые жидким стеклом, придают покрытию, созданному из порошковых материалов монолитность;
- формовочные добавки — вещества, придающие покрытию лучшие пластические свойства (бетонит, каолин, декстрин, слюда и пр.).
Для обеспечения устойчивого горения дуги в покрытия вводят вещества, содержащие элементы с низким потенциалом ионизации (соли щелочных металлов). С целью повышения производительности сварки в покрытия добавляют железный порошок, содержание которого может достигать до 60% массы покрытия.
При ручной дуговой сварке плавлением применяют неплавящиеся и плавящиеся электроды, а также другие вспомогательные материалы.
Неплавящиеся электродные стержни изготовляют из вольфрама, электротехнического угля или синтетического графита. Угольные и графитовые электроды (стержни) изготовляют диаметром от 4 до 18 мм длиной 250 и 700 мм. Графитовые электроды имеют лучшую электропроводность и более стойки против окисления при высоких температурах, чем угольные электроды.
Для автоматической и полуавтоматической сварки электродом служит калиброванная проволока диаметром от 0,3 до 12 мм, так называемая сварочная иля электродная проволока, которую поставляют в мотках и катушках массой от 2 до 80 кг. В настоящее время находят также применение порошковая (трубчатая с наполнителем) проволока, голая легированная проволока, электродная лента и пластины.
Плавящиеся электроды изготовляют из сварочной проволоки, которая согласно ГОСТ 2246—70 разделяется на углеродистую, легированную и высоколегированную. Всего в ГОСТ включено 77 марок проволоки. Обозначение проволоки включает сочетание букв и цифр. Первые две цифры указывают на содержание в проволоке углерода в сотых долях процента. Затем буквой и цифрой (цифрами) поочередно указываются наименование и содержание в процентах легирующих элементов. При содержании легирующего элемента в проволоке менее 1 % ставится только буква этого элемента. Условное буквенное обозначение легирующих элементов приведено в таблице.
Обозначение легирующих элементов
| Наименование | Условное обозначение элемента по таблице Менделеева | При маркировке металла | Наименование | Условное обозначение элемента по таблице Менделеева | При маркировке металла |
| Марганец | Мn | Г | Титан | Ti | Т |
| Кремний | Si | С | Ниобий | Nb | Б |
| Хром | Сг | X | Ванадий | V | Ф |
| Никель | Ni | Н | Кобальт | Со | К |
| Молибден | Mo | М | Медь | Сu | Д |
| Вольфрам | W | В | Бор | В | Р |
| Селен | Se | Е | Азот | N | А* |
| Алюминий | AI | Ю |
*В высоколегированных сталях (нельзя ставить в конце обозначения марки).
Буква А в конце марки стали свидетельствует о том, что она высококачественная и в ней находится минимальное количество серы и фосфора. Обозначение сварочной проволоки состоит из букв Св (сварочная) и буквенно-цифрового обозначения ее состава. Например, проволока из низкоуглеродистой кремнемарганцевой стали, содержащей 1,40—1,8% Мn и 0,60—0,85% Si, обозначается Св-08Г2С по ГОСТ 2246—70.
Проволока для изготовления электродов для сварки алюминия и его сплавов маркируется: АО, А1, АД, АД1, АМц, АМг и т. д., где цифра показывает общее количество примесей (ГОСТ 7871—75). Выпускается также стальная наплавочная проволока по ГОСТ 10543—75.
Для сварки меди и ее сплавов применяют электроды со стержнями из медной проволоки M1 и М2, бронзы Бр.КМцЗ-1 и др. Медь маркируется буквой М, бронзы — буквами Бр.
Типы электродов и их применение
Электроды, применяемые для сварки и наплавки, классифицируются по назначению (для сварки стали, чугуна, цветных металлов и для наплавочных работ), технологическим особенностям (для сварки в различных пространственных положениях, для сварки с глубоким проплавлением и для ванной сварки), виду и толщине покрытия, химическому составу стержня и покрытия, характеру шлака, механическим свойствам металла шва и способу нанесения покрытия (опрессовкой или окунанием ).
Основными требованиями для всех типов электродов являются:
- обеспечение стабильного горения дуги и хорошего формирования шва;
- получение металла сварного шва заданного химического состава;
- спокойное и равномерное расплавление электродного стержня и покрытия;
- минимальное разбрызгивание электродного металла и высокая производительность сварки;
- легкая отделимость шлака и достаточная прочность покрытий;
- сохранение физико-химических и технологических свойств электродов в течение определенного промежутка времени;
- минимальная токсичность при изготовлении и при сварке.
Все электроды для ручной сварки можно разделить на следующие группы:
- «В» — для сварки высоколегированных сталей с особыми свойствами - 49 типов;
- «Л» — для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 600 МПа - пять типов (Э70, Э85, Э100, Э125, Э150);
- «Т» — для сварки легированных теплоустойчивых сталей - девять типов;
- «У» — для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву;
- «Н» — для наплавки поверхностных слоев с особыми свойствами — 44 типа.
Цифры в обозначениях электродов для сварки конструкционных сталей означают гарантируемый предел прочности металла шва.
По толщине покрытия электроды подразделяются на электроды с тонким, средним, толстым и особо толстым покрытиями.
По виду покрытия электроды подразделяются: с кислым покрытием — А; с основным покрытием — Б; с целлюлозным покрытием — Ц; с рутиловым покрытием — Р; с покрытием смешанного вида — с двойным обозначением; с прочими видами покрытий — П.
Выпускаемые промышленным способом электроды в зависимости от допустимого пространственного положения сварки могут делиться на четыре группы:
- электроды, которыми можно варить во всех положениях шва — 1;
- электроды, предназначенные для всех положений, кроме вертикального сверху вниз — 2;
- для нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх — 3;
- для нижнего и нижнего в лодочку — 4.
Электроды обозначаются буквой «Э», а затем следуют цифры, указывающие прочностные характеристики наплавленного металла. Например, обозначение Э-42 указывает, что электроды этого типа обеспечивают минимальное временное сопротивление 420 МПа. Если в обозначении после цифр стоит буква «А», то это означает, что этот тип электрода обеспечивает более высокие пластические свойства наплавленного металла. Электроды различают по маркам, которые указаны в их паспорте. Одному и тому же типу электродов может соответствовать несколько марок. К примеру, электродам типа Э-46 соответствуют марки АНО-4, МР-3 и некоторые другие; для электродов типа Э-42 соответствуют марки УОНИ-13/45 и СМ-11. Область применения некоторых типов электродов можно определить по таблице.
Типы электродов и их применение
| Тип электрода | Относительное удлинение, % | Назначение |
| Э70 Э85 Э100 Э125 Э150 | 14 12 10 8 6 | Сварка легированных конструкционных сталей повышенной и высокой прочности с временным сопротивлением 600 МПа |
| Э55 ЭбО | 20 18 | Сварка углеродистых и низколегированных конструкционных сталей с временным сопротивлением 500-600 МПа |
| Э38 Э42 Э46 Э50 | 14 18 18 16 | Сварка углеродистых и низколегированных конструкционных сталей с временным сопротивлением до 500 МПа |
| Э42А Э46А Э50А | 22 22 20 | Сварка углеродистых и низколегированных инструкционных сталей с повышенными требоваиями к пластической ударной вязкости |
Примечание: Для электродов типа Э70, Э85, Э100, Э150 механические свойства указаны после термообработки.
Перед сваркой необходимо ознакомиться с надписью на этикетке пачки. К примеру, если на упаковочной пачке стоит условное обозначение:
Э42 - УОНИ- 134/45 - УД
Е432(5) - Б1 = ОП то это означает:
- Э42А — тип электрода с прочностной 420 Мпа; УОНИ — 13/45 — марка электрода;
- 3 — диаметр электрода = 3 мм:
- У — назначение электрода для сварки углеродистых и низкоуглеродистых сталей;
- Д — электрод с толстым покрытием;
- Е432(5) — группа индексов, указывающих характеристики наплавленного металла;
- Б — вид покрытия;
- 1 — для всех пространственных положений;
- = ОП — постоянный ток обратной полярности.
Условия хранения и транспортировки электродов такие же, как и для сварочной проволоки. При необходимости электроды прокаливают не позднее, чем за 5 суток перед сваркой. После этого электроды хранят в запаянных полиэтиленовых пакетах без доступа воздуха. Прокаливать электроды более двух раз (не считая прокалку при их изготовлении) нельзя, так как покрытие может отслаиваться и осыпаться.
Электроды для ручной дуговой сварки
На сегодняшний день сварочные работы проводятся достаточно часто. Это связано с относительной простотой процесса и низкими финансовыми затратами при приемлемом уровне качества получаемого шва. Для сварочных работ применяется специальное оборудование и расходные материалы. В качестве примера можно привести электроды для ручной дуговой сварки, без которых провести рассматриваемые работы практически невозможно. Ручная дуговая сварка покрытыми электродами сегодня проводится довольно часто, что определило появление большого количества разновидностей расходного материала. Примером можно назвать строение электрода, которое соответствует особенностям проводимой работы. Рассмотрим все наиболее важные моменты подробнее.

Электроды для ручной дуговой сварки
Классификация электродов для ручной дуговой сварки
Рассматривая различные виды электродов для ручной дуговой сварки, следует уделить внимание тому, что различные обмазки могут стабилизировать образующуюся дугу во время горения. Все виды покрытия стержня имеют свои особенности, которые следует учитывать, рассматривая типы электродов для ручной дуговой сварки. Одни и те же марки могут изготавливаться различными производителями. Стоит учитывать, что качество расходного материала может существенно отличаться.
Предназначение электродов может быть самым различным. По этому критерию проводится следующая классификация электродов ручной дуговой сварки:
- Довольно большое распространение получили легированные металлы, так как за счет добавления различных химических веществ существенно улучшаются эксплуатационные характеристики. Некоторые химические вещества могут существенно повысить теплоустойчивость металла. Для подобных сплавов применяются электроды, которые в маркировке имеют букву «Т».
- Для сваривания сталей, которые имеют низкую концентрацию примесей, применяют варианты исполнения, при маркировке которого применяется буква «У». Кроме этого, подобные электроды для ручной дуговой сварки подходят соединения металлов со средней концентрацией углерода. Достигаемое значение сопротивления на разрыв составляет 600 МПа.
- Конструкционные стали также получили весьма широкое распространение. В их составе также встречаются легирующие элементы. Сопротивление на разрыв в этом случае составляет 600 МПа.
- В некоторых случаях может проводиться напайка металла на поверхность. Металл может обладать исключительными эксплуатационными качествами. Для этого случая подходит вариант исполнения, при обозначении которого применяется буква «Н».
- В продаже встречаются электроды, предназначенные для сталей с высокой концентрацией легирующих элементов.
- В отдельную группу отводят стали, которые обладают высокими пластичными свойствами. Работать с подобным материалом достаточно сложно, поэтому стали выпускать электроды по алюминию или другим подобным сплавам. В маркировке указывается буква «А».

Виды электродов для сварки
Диаметры электродов для ручной дуговой сварки могут существенно отличаться, что связано с особенностями проводимой работы. Классификация проводится также по толщине создаваемого покрытия. Выделяют следующие виды электродов:
- С тонким покрытием. При обозначении применяется буква «М». Как правило, в этом случае поверхностный слой около 20% (показатель берут от общего значения диаметра).
- Со средней толщиной покрытия. При обозначении указывается буква «С». В этом случае наносится слой, толщина которого составляет 45% от диаметра применяемого стержня при изготовлении.
- Толстое покрытие составляет 80% от диаметра, в маркировке указывается буква «Д».
- Есть и особо толстые варианты исполнения, при обозначении которых указывается буква «Г». В этом случае толщина более 80%.
Не стоит забывать о том, что электроды могут иметь ограничения по применению и относительно положения во время проведения работ. Примером можно назвать то, что некоторые вещества обладают повышенной текучестью, и проводить работы у потолочной поверхности будет сложно. Для того чтобы можно было быстро определить предназначение электродов для ручной дуговой сварки применяется определенная схема маркировки:
- 1 – варианты исполнения, которые можно использовать практически в любом положении. Это связано с тем, что применяемая обмазка сохраняет свою форму и не слишком текучая.
- 2 – можно использовать практически во всех положениях, за исключением работы при вертикальном расположении применяемого инструмента.
- 3 – эти электроды предназначены для горизонтального и вертикального применения, исключается потолочное положение
- 4 – электроды для ручной дуговой сварки, которые могут применяться только в горизонтальном положении.

Разные марки электродов для сварки
Стоит учитывать, что в разных странах применяются различные стандарты маркировки. В продаже встречаются электроды для ручной дуговой сварки отечественных и зарубежных производителей, классификация которых может существенно отличаться.
Применение электродов
Сварочные электроды для ручной электродуговой сварки имеют достаточно большое количество особенностей в применении. Основные требования, применяемые к этому расходному материалу, заключатся в нижеприведенных моментах:
- Электроды, применяемые в дуговой сварке, должны обеспечить стабильное горение образующейся дуги. Только при этом условии можно обеспечить условия для формирования качественного шва.
- Стальные металлические покрытые должны иметь шов с определенным химическим составом. Только в этом случае получаемое изделие будет служить долго и надежно.
- При работе электродный стержень должен равномерно расплавляться по поверхности.
- Расходный материал должен обеспечивать все условия для высокой производительной сварки.
- Минимальная степень разбрызгивания расплавленного материала. При работе слишком сильное разбрызгивание может привести к повреждению хорошего покрытия.
- Высокая прочность получаемого соединения. Легкая отделимость шлаков – еще одна положительнаяхарактеристика применяемых электродов для ручной дуговой сварки.
- Не стоит забывать о том, что электроды должны храниться и сохранять свои качества на протяжении длительного периода. Именно поэтому физико-химические качества не должны изменяться от воздействия окружающей среды.
- Минимальная степень токсичности при проведении работ. При горении могут выделятся самые различные вещества, которые даже в большой концентрации не должны оказывать негативного воздействия на организм человека.
Проводя подключение, следует уделить внимание нижеприведенным моментам:
- При прямой полярности электрод соединяется с зажимом отрицательной клеммой, деталь с положительной.
- Для работы с деталями, изготавливаемыми из тонкого листа, применяется метод подключения обратной полярности. В этом случае электрод соединяют с положительной клеммой, деталь с отрицательной.
При проведении работы следует соблюдать технику безопасности. При выполнении работ следует использовать:
- специальные перчатки;
- защитную робу;
- ботинки;
- наиболее подходящий защитный шлем.
Во многом качество получаемого шва зависит от умений сварщика и правильности выбора электрода по основным критериям.
Особенности покрытия
При изготовлении электродов могут использоваться самые различные покрытия. Стоит учитывать, что покрытия могут быть в чистом или смешенном виде. Чистое покрытие электродов для ручной дуговой сварки классифицируется следующим образом:
- кислое;
- рутиловое;
- основное;
- целлюлозное;
- прочее.
Специальная обмазка электродов для ручной дуговой сварки может стабилизировать образующуюся дугу и обеспечить наиболее благоприятные условия для работы. С каждым годом появляются новые виды покрытия электродов для ручной дуговой сварки, которые обладают более привлекательными эксплуатационными качествами.
Используются электроды достаточно просто, у сварочного аппарата есть соответствующий зажим. Не стоит забывать, что у этого расходного материала условия хранения и транспортировки точно, такие же, как и у сварочной проволоки. При необходимости проводится прокалывание электродов для ручной электродуговой сварки не позднее, чем за 5 суток перед сваркой. Не стоит забывать о том, что хранение должно проводиться в закрытых запаянных полиэтиленовых пакетах. Существенно продлить срок службы можно при исключении вероятности попадания воздуха внутрь. Также стоит учитывать, что нельзя выполнять прокалывание более двух раз, так как это ухудшит основные эксплуатационные качества.
Принципы маркировки
Марки электродов для ручной дуговой сварки указывают на основные эксплуатационные качества применяемых расходных материалов. Примером маркировки назовем Э46-ЛЭЗАНО-21-Ф-УД Е 43 1(3) – РЦ13. Расшифровка проводится следующим образом:
- Э46 – обозначение типа электродов. Как ранее было отмечено, классификация проводится по предназначению. В данном случае расходный материал предназначается для углеродистых и низкоуглеродистых сталей.
- ЛЭЗАНО-21 – марка, указываемая производителем. Эта часть маркировки не несет с собой информацию об эксплуатационных качествах электродов.
- Ф – символ, предназначенный для обозначения диаметра. Отсутствие какой-либо цифры указывает на то, что значение диаметра отображено в другом месте.
- У – символ в маркировке указывает на возможность применения расходного материала для работы с углеродистыми и низкоуглеродистыми сталями для получения шва с пределом мощности до 588 МПаю.
- Д – символ, применяющийся для определения толщины применяемого покрытия. В рассматриваемом случае покрытие толстое.
- Е – символ, связанный с международной системой классификации применяемых материалов в качестве обмазки.
- 43 – часть маркировки применяется для указания предела прочности (430 МПа).
- 1 – относительное удлинение, которое составляет 20%.
- (3) – часть маркировки, которая применяется для обозначения показателя температуры, требующейся для достижения удельной вязкости не менее 34 Дм/см2. В данном случае показатель составляет 20 градусов Цельсия.
- РЦ – символы, указывающие на тип покрытия (рутилово-целлюлозное).
- 1 – символ, определяющий допустимой пространственное положение.
- 3 – группа расходного материала для сварки, которая характеризуется определенным током и напряжением при холостом ходу.
Для того чтобы провести расшифровку маркировки следует использовать справочную литературу, в которой есть все необходимые таблицы.
Рекомендации по выбору электродов
Проводя выбор электродов для ручной дуговой сварки, следует учитывать тот момент, что для каждого сварочного аппарата производитель рекомендует определенный тип электродов. Стоит учитывать, что сварка может проходить при применении нескольких способов:
- контактная;
- роликовая;
- газопрессовая;
- электрошаговая.
На сегодняшний день наибольшее распространение получила два метода: контактный и газопрессовой. При необходимости достижения высокой производительности, как правило, выбирают газопрессовой метод. Он применяется при прокладке трубопровода на большое расстояние.
Качество сварки во многом зависит от качества применяемой проволоки в виде основы. Следующим определяющим показателем можно назвать тип применяемого материала в качестве обмазки.
Проводить выбор электродов следует исходя из параметров свариваемого покрытия. При этом следует учитывать тот момент, что каждая марка применяемых электродов обладает своими определенными качествами. Если неправильно выбрать расходный материал, то получаемый шов не будет обладать требующимися эксплуатационными качествами.
Выбирая электроды для дуговой сварки, следует учитывать нижеприведенную классификацию:
- Вид покрытия и его толщина. При изготовлении деталей могут применяться различные стали. Примером можно назвать углеродистые и легированные стали. Выбор проводится также в зависимости от толщины металла.
- Назначение. Выбор проводится также в зависимости от того, какой шов следует получить. Например, требуемая ширина и длина, а также качество.
- Состав покрытия и механические свойства. К швам предъявляется довольно больше количество требований. Примером можно назвать прочность и устойчивость к растяжению.
К другим особенностям выбора отнесем нижеприведенные моменты:
Электроды с толщиной менее 3 мм применяются при сварке деталей, которые изготавливаются при применении легированной стали.
В заключение отметим, что от качества применяемого расходного материала во многом зависят особенности получаемого шва. Именно поэтому его выбору следует уделять внимание. Если рассматривать продукцию отечественных и зарубежных производителей, то отметим, что качество изготовления отличается ненамного. А вот стоимость может варьироваться в достаточно большом диапазоне.
Какие бывают сварочные электроды
Чтобы повысить качество обработки металлов и сплавов, рекомендуется подбирать соответствующие электроды для сварки, обеспечивающие оптимальные условия проведения работ.
А для того, чтобы не допустить ошибку при выборе расходника, следует иметь чёткое представление о существующих типах электродов, порядке их маркировки, а также о возможностях применения.
Назначение
Электроды применяют в электродуговой сварке. Благодаря им образуется электрическая разрядная дуга, расплавляющая металл. От качества электродов во многом зависит стабильность дуги, а их состав влияет на прочность и другие важные характеристики шва.

Как обычные, так и универсальные электроды, относящиеся к категории самых лучших образцов, должны быть способны:
- поддерживать стабильную дугу при сварке;
- обеспечивать получение сварочного шва требуемого химического состава;
- равномерно расплавляться (это относится к стержню и покрытию);
- создавать условия для снижения уровня разбрызгивания металла и повышения эффективности сварочных работ;
- обеспечивать лёгкость отделения шлака и гарантированную прочность соединений;
- сохранять в процессе сварки степень токсичности на допустимом уровне.
Для того чтобы правильно выбрать подходящий для каждого конкретного случая электрод, сварщик должен быть знаком с их классификацией, производимой в соответствии с назначением, химическим составом покрытия и способом изготовления.
Классификация
Все известные типы электродов делятся на изделия, предназначенные для сварки различных марок сталей, чугунных заготовок или цветных металлов и сплавов.
Такое деление предполагает учёт не только токовых режимов, но и видов оборудования, посредством которого предполагается варить заготовки. Выделяется также особая категория электродов, применяемых для так называемой «наплавки» металлов.
В зависимости от назначения происходит деление по технологическим особенностям ручных операций. Сварка производится в определённых позициях, с различной степенью проплавления и расположением относительно сварочной ванны.
В соответствии с толщиной покрытия все электроды для ручной сварки подразделяются на изделия тонкие (М), среднего размера (С) и толстые (Д).
А по типу обмазки все они делятся на стержни с кислым (А), так называемым «основным» (Б), рутиловым (Р), целлюлозным (Ц) и комбинированным покрытиями. Последнее имеет двойное обозначение; для всех же остальных случаев предусматривается специальное обозначение «П» (прочие).
Покрытие может содержать примеси, улучшающие качество шва при работе с определенным материалом. Так, сварка рутиловыми электродами помогает создать шов, устойчивый к образованию трещин. Зачастую ими варят низколегированные стали.
Помимо этого, все электроды классифицируются по виду и полярности питающего тока, а также по величине действующего в сети напряжения.
Зависимость длины стержня от его диаметра можно отследить по таблице.

При желании можно сделать стержни для сварки своими руками. Для этого используют отрезки стальной проволоки 1,6…6 мм. Длину каждого отрезка берут приблизительно 35 см.
В качестве обмазки выступает смесь силикатного клея и мела. Но сегодня при обилии продукции лучше приобрести готовые изделия, что сэкономит нервы при сварке и обеспечит надежное соединение.
Состав и характеристики
Электрод по свой сути – это проволока, проводящая электрический ток, или стержень с химическими параметрами, определяющими его свойства. Некоторые типы электродов для сварки состоят из одного металлического стержня (без покрытия), поэтому их принято называть «непокрытыми».
В тех случаях, когда на стержень наносится особый состав, используемый с целью улучшения показателей сварки, он классифицируется как «покрытый».
Плавящиеся и неплавящиеся
Плавящийся металлический стержень в составе сварочного электрода выполняет функцию материала, образующего шов, и изготавливается обычно из стального или медного прутка. В последнем случае их так и называют – медные электроды.
Неплавящиеся изделия для сварки производят на основе порошкообразных и твёрдых веществ (угля, вольфрама). Они предназначаются для повышения качества сцепления свариваемых частей. Соединение образуется без участия стержневого металла, а сам электрод используется как присадочная проволока (пруток).
Исходным веществом для производства таких электродов является особый вид угля (аморфный), изготавливаемый в виде удлинённых стержней овального сечения.
Такие угольные изделия используются с целью получения аккуратных и красивых сварных швов, а также для резки очень толстых металлических заготовок в воздушно-дуговом режиме.
Проверка на соответствие характеристик сварочных электродов действующим нормативам осуществляется специальной комиссией, по результатам работы которой составляется акт на проверку технологических параметров.
Для точечной сварки
Особо надо отметить оборудование для точечной сварки, специфика которой состоит в необходимости сохранения формы в зоне контакта, а также в обеспечении требуемого показателя электропроводности.
Для этих целей используются сварочные аппараты без электродов, функцию которых выполняют специальные контактные наконечники из меди. Такие наконечники могут быть изготовлены самостоятельно, для чего допускается применять отработанные жало от паяльников большой мощности.
Для лучшего понимания отличий между теми или иными типами покрытых электродов сначала придётся ознакомиться с правилами их маркировки, регламентируемыми действующим ГОСТом.
Правила маркировки
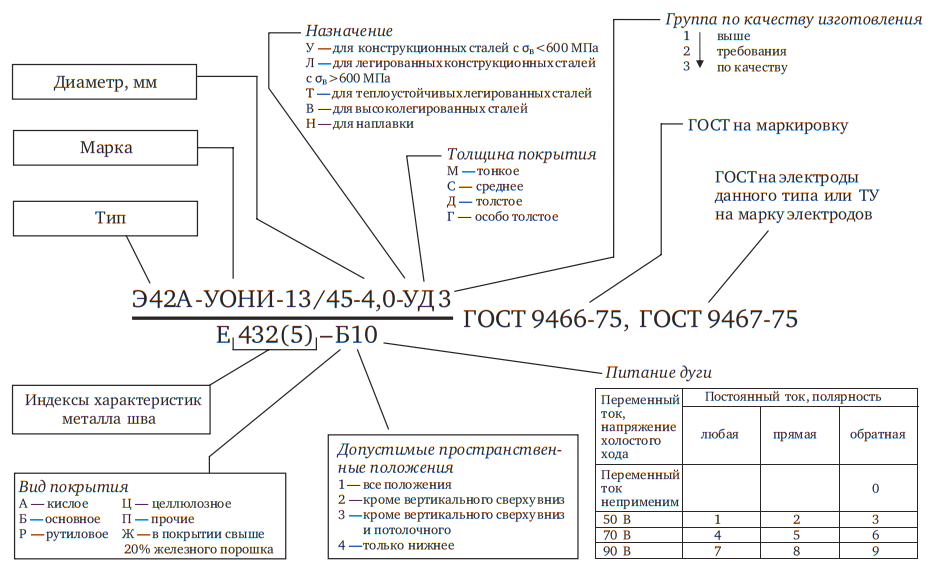
Маркировка всех известных видов рабочих электродов для сварки осуществляется по определенной схеме, приведенной на картинке.
В этой системе обозначения первая позиция соответствует типу электрода, следующая за ней цифра означает марку электрода, а на третьем месте располагается такой важный показатель, как его диаметр.
Четвёртое место в маркировке занимает обозначение, характеризующее назначение электрода, а на пятом указывается толщина его покрытия. На шестой позиции расположен информационный индекс, характеризующий образуемый при сварке шов или наплавляемый металл, в то время как на седьмом месте указывается вид используемого покрытия.
Чтобы стало понятно, надо рассмотреть конкретный пример.

В данном примере в состав обозначения включена маркировка типа электродного стержня (Э46А), которую следует рассмотреть более подробно. «Э» означает, что этот электрод, предназначается только для электродуговой сварки, а 46 – это показатель сопротивления разрыву (согласно ГОСТ 9467-75).
Индекс «А» указывает на то, что этот электрод усовершенствованного класса, а следующий за обозначением типа изделия знак «У» говорит о том, что он может применяться для работы с углеродистыми и низколегированными сталями. Д2 – это рабочая толщина покрытия, соответствующая второй группе.
Цифры в знаменателе означают следующее. 432 (5) являются параметрами типового шовного (наплавленного) металлического соединения, получаемого после расплавления электрода. «Б» говорит о типе покрытия, в данном случае – основное. 1 – это обозначение пространственного положения электрода во время сварки, а 0 – показатель токового режима (постоянный, обратной полярности).
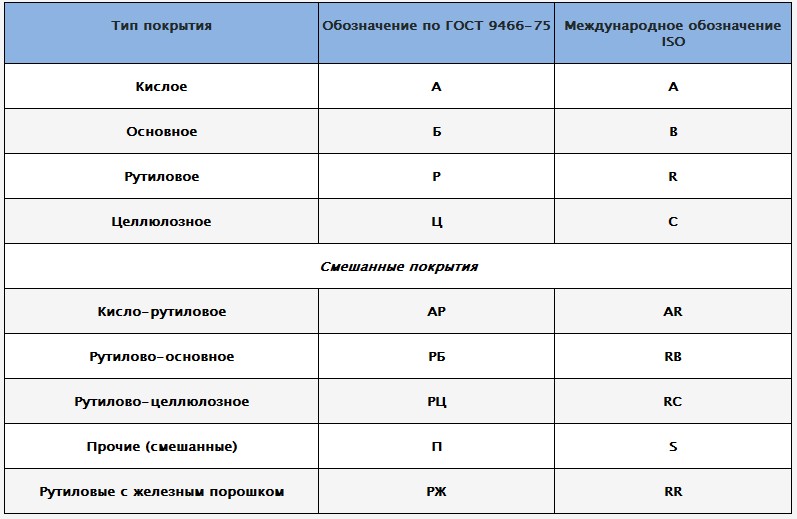
Предусмотрена отдельная буквенная маркировка для односоставного и комбинированного покрытия.
| Тип покрытия | Маркировка по ГОСТ 9466-75 | Международная маркировка по ISO | Маркировка по старому ГОСТ 9467-60 |
| кислое | А | А | Р (руднокислое) |
| основное | Б | В | Ф (фтористокальциевое) |
| рутиловое | P | R | Т (рутиловое (титановое)) |
| целлюлозное | Ц | С | О (органическое) |
| смешанные типы покрытия | |||
| кислорутиловое | АР | AR | |
| рутилово-основное | РБ | RC | |
| смешанные прочие | П | S | |
| рутиловые с железным порошком | РЖ | RR | |
Прокалка (сушка)
Если электроды хранились не в герметичной упаковке и могли отсыреть, то их советуют прокалить. Надо отметить, что прокалка электродов непосредственно перед применением относится к ответственным процедурам, обеспечивающим загорание дуги.

При этом специалисты не рекомендуют слишком увлекаться ею, поскольку чрезмерный и частый нагрев стержня может привести к повреждению специального покрытия.
Желательно точно просчитать требуемое количество изделий и просушить с таким расчётом, чтобы по завершении работ их не осталось совсем или оставалось по минимуму.
При следующем обращении к сварочным операциям просушенные ранее электроды должны быть отработаны в первую очередь.
Прокаливание необходимо ещё и для того, чтобы несколько поднять температуру расходного материала непосредственно перед его использованием для сварки труб, например. Немногие образцы изделий способны сразу обеспечить требуемый рабочий режим по причине слишком большого перепада температур в зоне сварки.
Дополнительный прогрев стержней также обеспечивает герметичность соединения, образующегося при так называемой «сварке под давлением». Однако при этом необходим постепенный их нагрев, позволяющий выпарить скопившуюся влагу во избежание появления известкового налёта.
Вопрос прокалки тесно связан с предельным временем и условиями хранения. Согласно действующим нормативам срок годности этих изделий составляет примерно пять лет. Но, по мнению ряда специалистов, они могут эксплуатироваться ещё какое-то время по окончании гарантийного срока.
Как научиться варить
Чтобы научиться обращаться с электродами с нуля, надо постоянно практиковаться в сварке. Процесс несложный, но требующий ловкости. Желательно посмотреть, как это делает специалист, не забыв применить защитные очки.
Надо так взяться за держатель, чтобы обеспечить хороший обзор рабочего места. После этого стержень наклоняется под углом 30 градусов к плоскости детали, а затем делается чиркающее движение об неё, после которого должна зажечься дуга. Сразу вслед за этим электрод максимально приближается к заготовке, так, чтобы обмазочное покрытие коснулось свариваемой поверхности.
Далее, следует дождаться появления в зоне сварки красного пятна, которое образуется в результате расплавления обмазки (флюса). Через какое-то время (примерно через 2-3 секунды) в центре красного образования начнёт проявляться оранжевое пятнышко с большей яркостью и постоянно дрожащей по краям мелкой рябью.
В этой точке расплавленный металл формируется в каплю, дрожащую из-за воздействия электрического тока и высоких температур. Специалисты называют эту каплю сварочной ванной, то есть местом, где плавится металл и образуется шов.
После появления ванны останется лишь плавно сдвигать эту зону по направлению предполагаемого соединения. Так постепенно образуется шов. Умение варить открывает широкие возможности для строительства и творчества. Ведь сварка помогает создавать оригинальные и прочные конструкции.
Как выбрать электроды для сварки

Правильный выбор сварочных электродов – залог успешно выполненной сварки. Чтобы облегчить процесс подбора, и лучше понимать какие сварочные электроды выбрать мы подготовили эту статью. В статье мы рассмотрим основные критерии выбора электродов их виды и типы. Как толщина свариваемого металла влияет на выбор диаметра электрода, а диаметр на силу сварочного тока. Познакомимся с популярными марками и дадим несколько полезных советов. Приятного чтения.
Критерии выбора электродов
Подобрать подходящие электроды поможет знание основных критериев выбора. Представленные ниже факторы в различной степени влияют на выбор конкретной марки, в совокупности составляя полную картину. Итак, на выбор сварочных материалов оказывают влияние:
- свариваемый металл – его вид, тип, толщина и вытекающие из этого требования, предъявляемые к характеристикам сварного соединения.
- условия, в которых выполняются работы и будет происходить дальнейшее эксплуатация конструкций и сооружений.
- опыт и навыки сварщика влияют на возможность использования некоторых марок.
- качество электродов, способных обеспечить необходимые характеристики металла шва.
Остановимся на некоторых факторах и рассмотрим их более подробно.
Сегодня существует большое количество металлов и сплавов, отличающихся своими характеристиками и сферами применения. Поэтому важно подбирать электроды, которые обеспечивают получение металла шва схожего по характеристикам, механическим свойствам и химическому составу с основным металлом. Это достигается за счет использования специальной проволоки (сердечника) и состава обмазки.
Среди основных характеристик металлов выделяют: прочность, твердость, упругость, пластичность и вязкость. Для сталей, использующихся в некоторых отраслях промышленности важны также показатели жаростойкости, износостойкости и усталости. Как правило, на упаковке изделий присутствует краткое описание, для каких сталей предназначена та или иная марка.
По назначению выделяют электроды: для ручной дуговой сварки углеродистых и низколегированных сталей, легированных теплоустойчивых сталей, высоколегированных сталей с особыми свойствами, чугуна, меди и сплавов на ее основе; для ручной электродуговой наплавки поверхностных слоев с особыми свойствами; для электродуговой резки.
Условия сварки и эксплуатации соединенной конструкции, также влияет на выбор. Для сварки в условиях севера к изделиям существуют определенные требования. Например, электроды GOODEL-52U способны обеспечить работоспособность при температуре до -50 градусов Цельсия.
Толщина свариваемого металла влияет на выбор диаметра изделия. Для соединения деталей малой толщины применяются не большие диаметры электродов. Это позволяет избежать прожига и порчи детали. Соответственно с увеличением толщины заготовки увеличивается и диаметр электрода. А это в свою очередь ведет к увеличению силы сварочного тока, для обеспечения большей глубины проплавления. Сегодня выпускаются электроды различных диаметров, в основном от 2 до 6 мм. Более подробно о том, как выбрать диаметр электрода и силу сварочного тока в зависимости от толщины металла поговорим чуть ниже.
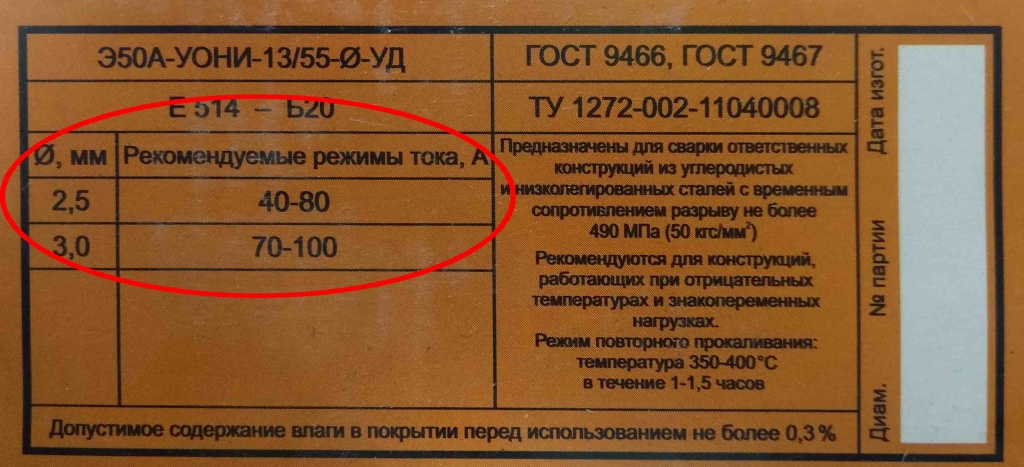
Совет: если не знаете или забыли, как выбрать силу сварочного тока можете посмотреть рекомендации производителя на упаковке с материалами. Как правило, там указываются допустимые режимы сварки.
Опыт и навыки сварщика также оказывают влияние на выбор марки. Существует ряд различных классификаций, помимо разрядов. Например, аттестация в НАКС на доступ к определенным видам сварочных работ. Чем опытнее сварщик, тем проще ему вести сварку различными типами электродов. Новичкам же рекомендуется начинать с расходников рутилового типа и после их освоения начинать практику с изделиями основного типа. Это связано с тем, что основные электроды требуют определенных навыков и сноровки, однако после освоения дают прекрасные результаты. Высокое качество шва и стойкость к образованию кристаллизационных трещин, также такие электроды обладают низким содержанием водорода.

Качество сварочных материалов непосредственно влияет на характеристики сварного соединения и на сам процесс ведения сварки. Необходимо выбирать электроды у надежных производителей, гарантирующих качество выпускаемой продукции. Также следует остерегаться подделок некоторых популярных брендов. Как правило, отличить оригинал от контрафакта можно внимательно изучив пачку. Настоящая упаковка всегда будет лучшего качества: плотнее, герметичнее, без явных нарушений целостности и следов «кривой» склейки. Можно проверить и сам электрод. Если обмазка не равномерного цвета или имеет неоднородное нанесение, с большим количеством сколов, то стоит подумать, прежде чем покупать такую пачку. В любом случае перед покупкой стоит прочитать несколько статей на эту тематику.
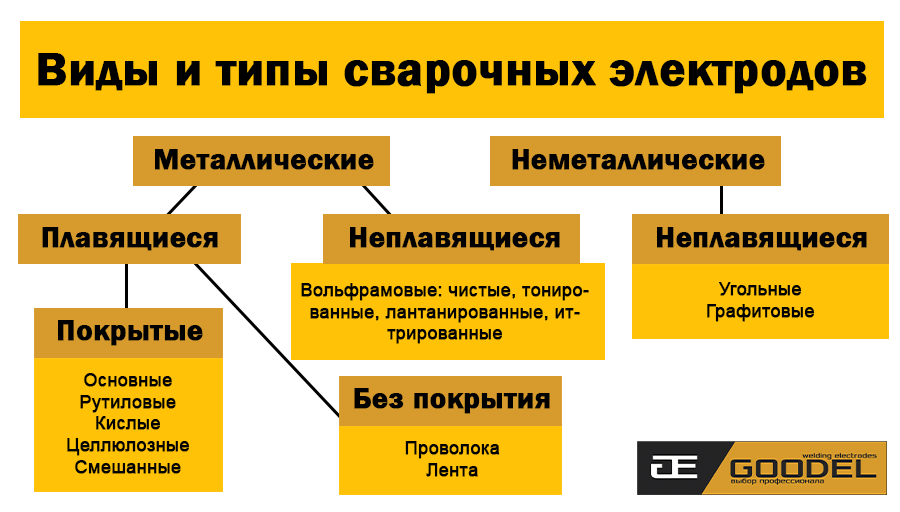
Виды и типы электродов для сварки
Существуют различные виды сварочных электродов: неплавящиеся, плавящиеся без покрытия и плавящиеся покрытые. Для ручной дуговой сварки применяются покрытые плавящиеся электроды. Они, в свою очередь, согласно ГОСТ 9466-75, имеют несколько типов покрытия. Рассмотрим наиболее распространенные из них.
Электроды с основным покрытием
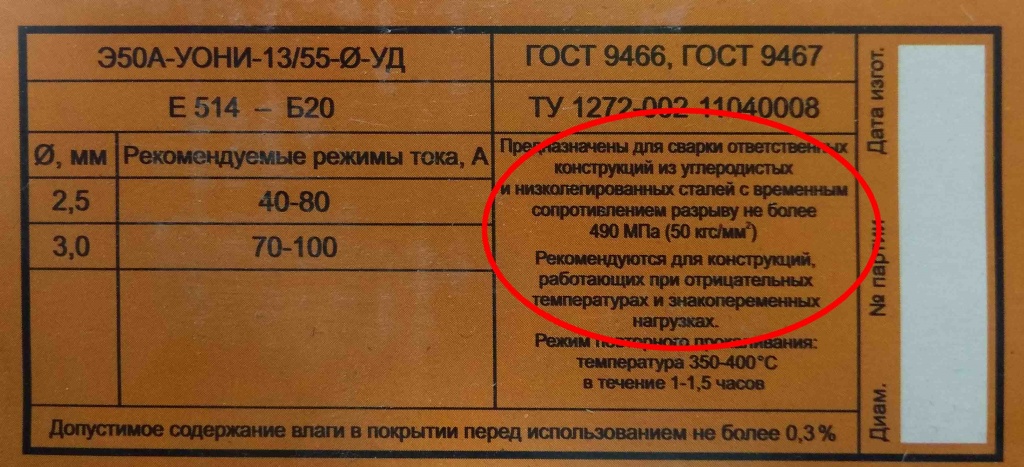
Один из самых популярных типов. В маркировке обозначаются буквой «Б». Имеют хорошие сварочно-технологические свойства. Обеспечивают высокую прочность и ударную вязкость металла шва. Содержат малое количество водорода и обеспечивают стойкость к знакопеременным нагрузкам и низким температурам. Используются для сварки особо ответственных конструкций, в том числе нефтегазопроводных труб в условиях севера. Широко применяются в мостостроении и кораблестроении. Из недостатков: при сварке получается относительно много шлака, а при выполнении работ на длинной дуге в шве могут образоваться поры. Поверхность свариваемых элементов обязательно должна быть обезжирена и зачищена. Изделия с таким типом покрытия работают на постоянном токе обратной полярности. Наиболее распространенная марка – УОНИ-13/55.
Электроды с рутиловым покрытием
Вторыми по популярности можно назвать изделия с рутиловым покрытием. Они обозначаются буквой «Р». Основные преимущества – простой поджиг, устойчивое горение дуги, минимальное разбрызгивание и легкое отделение шлака. Электроды с обмазкой этого типа обеспечивают возможность сварки в любых пространственных положениях, а также по загрязненным и окисленным поверхностям. При этом они могут работать на постоянном и переменном токе. Такие расходные материалы хорошо подходят для сварки углеродистых и низколегированных сталей. Наиболее распространены марки: ОК-46, МР-3, ОЗС-12, АНО-21. Следует учитывать, что прежде чем приступить к сварке электроды нужно прокалить.
Помимо этого существуют электроды с кислым покрытием (А), целлюлозным покрытием (Ц), а также различные смешанные типы. Например, рутилово-целлюлозное (РЦ) или рутилово-кислое (АР) и другие. Однако, такие типы менее распространены.
Какие электроды выбрать для сварки металлоконструкций
На выбор типа изделия также влияет тип свариваемого металла и то, какие работы планируется выполнять. Ниже представлена таблица рекомендуемых марок электродов, производимых заводом сварочных материалов «GOODEL», в зависимости от назначения металла подлежащего сварке или наплавке.
Углеродистые и низколегированные стали
ОЗС-4, МР-3, АНО-4, GOODEL-OK46, ОЗС-6, ОЗС-12, ОЗС-21, МР-3С, АНО-21, АНО-6, АНО-25, УОНИ-13/45, УОНИ-13/55У, УОНИ-13/65, УОНИ-13/85, ЦУ-5, ВП-6
Конструкции, работающие при отрицательных температурах и знакопеременных нагрузках
Высоколегированные нержавеющие стали
ОЗЛ-7, ОЗЛ-8, ЦЛ-9, ЦЛ-11, НЖ-13, ОЗЛ-17У, ЭА-400/10, ЭА-395/9, НИАТ-1, НИАТ-5
Жаростойкие и жаропрочные высоколегированные стали
ОЗЛ-6, ЦТ-15, ЦТ-28, ОЗЛ-25Б, АНЖР-1, АНЖР-2
Сварка разнородных сталей (низколегированных с хромоникелевыми сталями аустенитного класса)
Сварка и наплавка серого и ковкого чугуна и заварка дефектов чугунного литья
ШЭЗ-Ч1, ОЗЧ-1, ОЗЧ-2, ОЗЧ-6
Холодная сварка конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом
Сварка, наплавка и заварка дефектов чугунного литья деталей из серого, ковкого и высокопрочного чугуна
Сварка меди и бронзы
Комсомолец-100, АНЦ/ОЗН-3; ОЗБ-2М (для бронзы)
ОЗШ-1, ОЗШ-3, ВСН-10, ОЗН-300М, ОЗН-400М, ОЗН-6, ОМГ-Н, ЭН-60М, ОЗН-7, ОЗН-7М, НР-70, ЦН-6Л, ЦН-12М, ШЭЗ-Н13, 13КН/ЛИВТ, Т-590, Т-620, ЦНИИН-4, УОНИ-13/НЖ 20Х13
Наплавка поверхностей кузнечно-штамповой оснастки и деталей металлургического оборудования
Наплавка штампов холодной и горячей штамповки, работающих с нагревом контактных поверхностей до 650 °С
Легированные теплоустойчивые стали
ТМЛ-1У, ТМЛ-3У, ЦЛ-39
Выбор диаметра электрода в зависимости от толщины свариваемого металла
Как правило, диаметр можно подобрать исходя из толщины металла изделий. Как говорилось выше, чем больше толщина металла, тем больше должен быть диаметр электрода. Стоит отметить, что на выбор диаметра влияет не только толщина металла, но и его свойства. Основные рекомендации по выбору диаметра электрода.
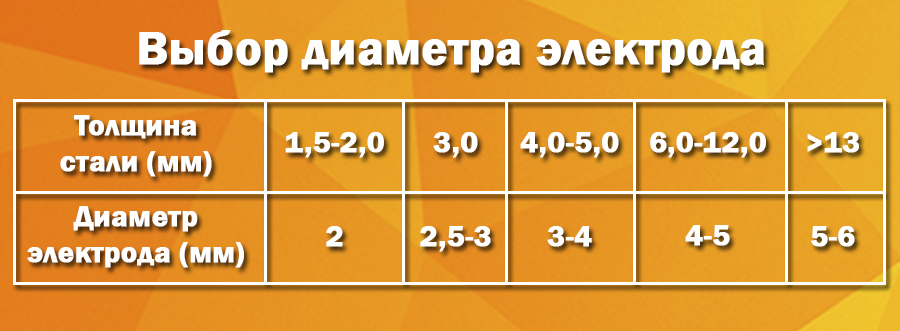
- Для деталей толщиной от 1,5 до 2 мм, подойдет электрод Ø 2 мм.
- Для соединения заготовок толщиной 3 мм, подойдут электроды Ø 2,5 или 3 мм.
- При толщине свариваемых деталей от 4 до 5 мм, следует использовать изделия Ø 3 или 4 мм.
- Для конструкций толщиной от 6 до 12 мм, лучше всего выбрать электроды Ø 4 или 5 мм.
- Если толщина свариваемых элементов превышает 13 мм, то следует использовать изделия Ø 5 или 6 мм.
При толщине заготовок менее 1,5 мм, ручная сварка, как правило, не применяется.
Полярность и сила сварочного тока
Сварка может производиться как на переменном, так и на постоянном токе. Например, рутиловые электроды могут работать и на постоянном и на переменном токе, а расходники с основным покрытием только на постоянном токе обратной полярности.
При проведении работ с использованием постоянного тока существует два варианта подключения:
- При работе на постоянном токе прямой полярности, свариваемое изделие подключается к зажиму «+», а электрод к «–».
- При использовании постоянного тока обратной полярности, заготовка подсоединяется к клемме «–», а держак электрода к «+».
Следует учитывать, что на контакте «+» наблюдается большее выделение тепла. Это значит, что на прямой полярности лучше выполнять сварку массивных деталей, а на обратной тонколистовой металл и высоколегированные стали. Использование постоянного тока обратной полярности позволит избежать прожига тонких деталей и перегрева высоколегированных сталей.
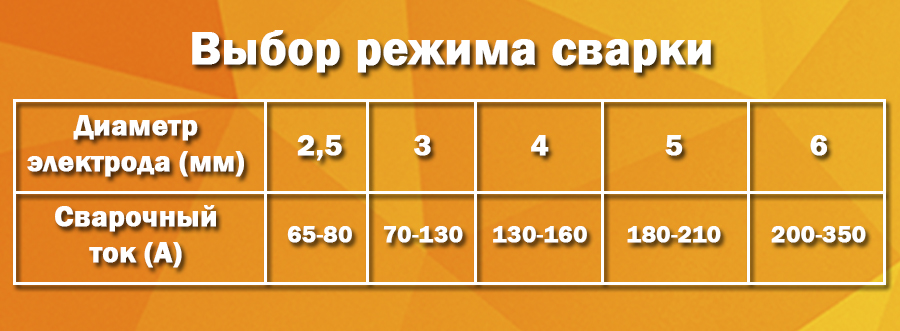
Правильно подобранная сила тока значительно облегчает процесс ведения сварки и позволяет избежать дефектов в процессе работы. Существует негласное правило, что на миллиметр диаметра электрода добавляется 20-30 Ампер тока. На выбор силы тока также влияет пространственное положение сварки, количество слоев шва и толщина металла. Как правило, производители указывают диапазон рекомендуемых значений сварочного тока на упаковке с электродами. Ориентировочные настройки силы тока:
Единственно верных настроек не существует. Как правило, сварщик устанавливает силу тока исходя из собственного опыта и ощущений, а также используемого оборудования. Главное, чтобы в процессе сварки обеспечивалась достаточная глубина провара и свободное управление сварочной ванной.
Зачем прокаливать электроды
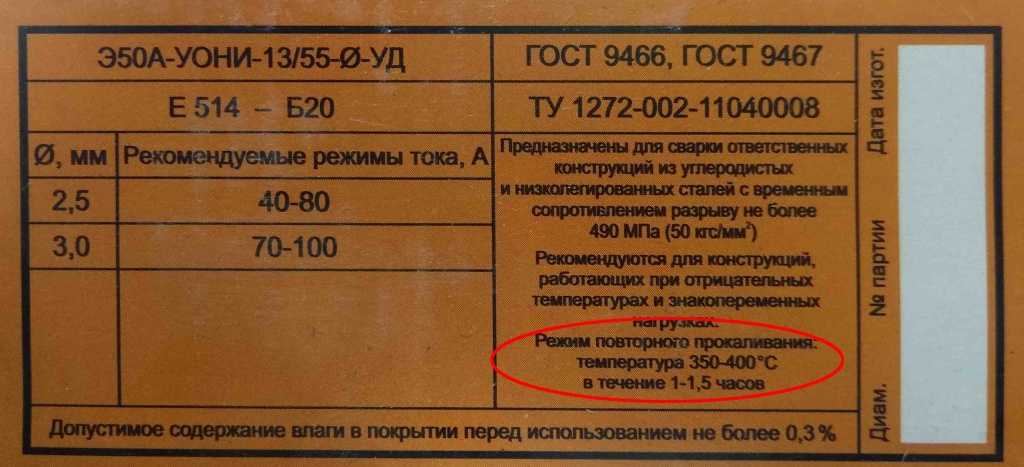
Прокалка обеспечивает удаление лишней влаги из покрытия. Это позволяет избежать дефектов при соединении деталей и прилипания электрода к изделию. Для материалов основного типа прокалка является обязательной. Рекомендуемая температура прокаливания указывается на упаковке. Как правило, для прокалки используется специальное оборудование.
Электроды для сварки труб
Важными факторами, влияющими на выбор электродов для монтажа труб, являются способ их соединения (пространственное положение сварки) и толщина стенки (влияет на выбор диаметра). Для сварки нефтегазопроводов и резервуаров высокого давления используются электроды с основным покрытием марок: GOODEL-52U, УОНИ 13/55, ЦУ-5, ТМЛ-1У.
Для сварки водопроводных и отопительных труб в быту подойдут рутиловые электроды GOODEL-OK46, МР-3 и АНО-4.
Начинающему сварщику
Наиболее подходящими расходными материалами для новичков при сварке инвертором можно назвать электроды с рутиловым покрытием МР-3 и АНО-21. Для сварки нержавейки можно использовать изделия марок ОЗЛ-8 и ЦЛ-11. Расходные материалы УОНИ-13/55 с основным покрытием более сложны в освоении, но способны обеспечить высококачественные и прочные швы.
Чаще всего начинающим сварщикам рекомендуется использовать электроды МР-3. Они обеспечивают получение достойного качества шва даже при малом опыте. Это достигается за счет легкого зажигания дуги и достаточно простому управлению сварочной ванной, а также ее хорошей защитой от кислорода. Возможностью выполнения сварки по загрязненным и окисленным поверхностям. Плюсом является и возможность ведения сварки в любых пространственных положениях, кроме вертикального сверху вниз. Ими можно варить как на постоянном токе при подключении к инверторам или выпрямителям, так и на переменном токе с помощью трансформаторов.
Виды сварочных аппаратов
Сварочные аппараты разделяют на 2 группы: бытовые и профессиональные. Бытовые аппараты предназначены для работы от стандартной сети 220 В с частотой 50 Гц. Сила тока как правило не превышает 200 А, а время беспрерывной работы непродолжительно. Такие сварочники позволяют выполнять необходимые сварочные работы в домашнем хозяйстве. Профессиональное оборудование отличается большей силой тока (могут выдавать ток более 200 А) и длительностью работы. Их можно запитать от сети 380 В. Такие аппараты применяются при сварке нефтепроводов, на строительных площадках и в других отраслях промышленности. Основная функция всех сварочных аппаратов это предоставление переменного или постоянного тока.
Существует несколько видов сварочных аппаратов: трансформаторы, выпрямители и инверторы.
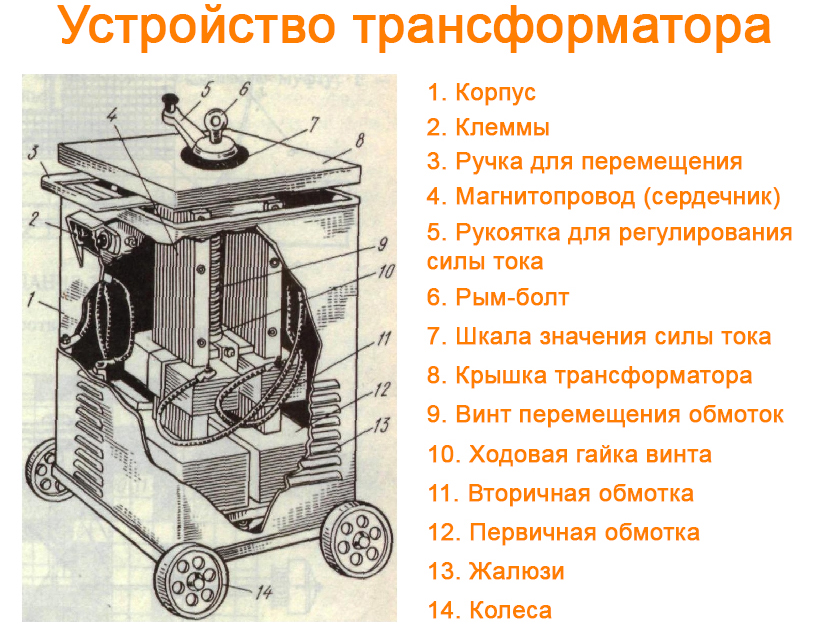
Трансформаторы преобразуют переменный ток высокого напряжения в переменный ток меньшего напряжения. Минусом трансформаторов являются невозможность получения стабильной дуги, а также большие габариты и вес. Они чувствительны к скачкам напряжения, а для успешной работы необходим опыт. Как правило, их используют для черновой сварки дешевых сталей.
Выпрямители преобразуют переменный ток в постоянный. Позволяют получить стабильную дугу и обеспечивают получение качественного шва. Ими можно варить нержавейку и алюминий, а также низколегированные стали.
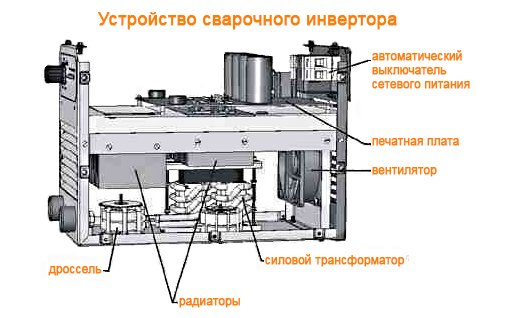
Инверторы – наиболее популярный в настоящее время сварочный аппарат. Он имеет достаточно высокую мощность при малых габаритах и весе. Они функциональны и просты в использовании. Обеспечивают стабильное горение дуги, не проседают при скачках напряжения в сети. Ими можно выполнять сварку тонкостенных металлов. Для инвертора подходят электроды всех типов. Какие электроды для сварки инвертором лучше выбрать читайте в статье по ссылке.
Проверка качества перед покупкой
Перед тем как совершить покупку, нужно проверить качество электродов:
- Указанный на упаковке срок годности не должен быть просрочен.
- Упаковка должна быть целой, без следов вскрытия и деформации.
- Обмазка должна быть равномерно нанесена и не должна крошиться.
Заключение
В этой статье мы рассмотрели, как выбрать электроды для сварки. Какие виды и типы покрытия бывают. Научились подбирать диаметр и силу сварочного тока. Ознакомились с видами сварочных аппаратов.
Типы и виды покрытия электродов для сварки

Выбирая сварочные электроды следует учитывать, что их характеристики и область применения во многом зависят от вида покрытия, которое представляет смесь порошкообразных материалов, нанесенных на стержень из металлической проволоки. Основные задачи покрытия электродов – это обеспечение стабильности горения дуги, защита сварочной ванны и обеспечение заданных механических характеристик сварного шва.
В состав покрытия электродов входят металлы, органические материалы, минералы и связующие вещества. Выбирая электроды, опытные сварщики обращают особое внимание на вид его покрытия, так как от этого будут зависеть особенности его применения. Толщина покрытия, как правило, составляет от 1 до 3 мм, что равнозначно 15-30% от его веса.
Виды покрытия электродов по ГОСТ 9466-75 подразделяются на кислые, целлюлозные, рутиловые и основные. Также существуют электроды с покрытием смешанного вида, например, рутилово-целлюлозные или рутилово-кислые и электроды с прочими видами покрытий, которые не относятся к указанным выше и обозначаются буквой «П». А при наличии в составе покрытия железного порошка в количестве более 20% к обозначению вида покрытия электродов добавляют букву «Ж». По европейскому стандарту DIN EN 499 электроды также делятся на четыре вида: C – cellulose, A – acid, R – rutile, B – basic.
В нашей статье мы рассмотрим электроды с покрытием четырех основных видов, особенности их применения, а также плюсы и минусы различных типов покрытия. А о том, как выбрать электроды для сварки читайте здесь.
Содержание
Электроды с кислым покрытием (символ А)
В состав электродов с кислым покрытием входят: оксиды железа, марганца и кремния. Стоит отметить, что токсичные оксиды марганца могут нанести вред здоровью человека. Поэтому электроды с кислым покрытием теряют свою популярность и используются все реже. Вместо них применяются смешанные – рутилово-кислые.
По механическим свойствам металла шва электроды с покрытием этого вида относятся к типам Э38 и Э42 по ГОСТ 9467-75, обладая пределом прочности до 412 МПа. Они малочувствительны к окалине и ржавчине на свариваемом металле, а также допускают работу удлиненной дугой. Сварку ими можно выполнять на постоянном и переменном токе.
При работе электродами с таким типом покрытия за счет выделения большого количества кислорода во время сварки повышается температура дуги и снижается поверхностное натяжение расплавленного металла, что делает его очень текучим. Это позволяет повысить скорость сварки, но несет риски подрезов (один из дефектов сварного соединения). При этом металл шва имеет повышенную склонность к образованию горячих трещин.
Плюсы электродов с кислым покрытием
- Легкое зажигание и стабильное горение дуги
- Возможность проводить сварочные работы на постоянном и переменном токе
- При сварке ржавого или покрытого окалиной металла не образуют пор
- Устойчивость к влаге и механическим воздействиям
- Обеспечивает ровный сварной шов
- Хорошая отделяемость шлаковой корки
Минусы электродов с кислым покрытием
- Риск образования подрезов
- Выброс опасных токсинов
- Опасность образования горячих трещин при сварке
Области применения
Данный тип электродов используют для сварки некритичных низколегированных стальных конструкций в строительстве и машиностроении.
Электроды с целлюлозным покрытием (символ Ц)
До 50% состава электродов с целлюлозным видом покрытия занимают органические составляющие, как правило, целлюлоза. Также в него могут входить органические смолы, ферросплавы, тальк и прочие вещества.
Металл шва, полученный при использовании целлюлозных электродов по химическому составу соответствует полуспокойной или спокойной стали. При этом он содержит повышенное количество водорода. По механическим свойствам металла шва электроды с этим покрытием соответствуют типам Э42, Э46 и Э50 по ГОСТ 9467-75 и обладают пределом прочности до 412 МПа, 451 МПа и 490 МПа соответственно.
Их главной особенностью является возможность выполнения вертикальных швов на спуск (сверху вниз). Это достигается за счет образования малого количества шлака, который не стекает вниз, а также большого количества защитных газов. При односторонней сварке на весу для электродов с целлюлозным видом покрытия характерно образование равномерного обратного валика шва.
Следует отметить, что эти электроды обладают повышенным количеством брызг и пониженной пластичностью металла шва, обусловленной большим количеством водорода, образующегося при сгорании органических компонентов.
Плюсы электродов с целлюлозным покрытием
- Легкое зажигание и стабильное горение дуги
- Возможность выполнять сварочные работы как на постоянном, так и на переменном токе
- Легкое отделение шлака
- Возможность сварки во всех пространственных положениях
- Отличная защита сварочной ванны
- Отсутствие выброса опасных токсинов
- Чистый корневой шов
Минусы электродов с целлюлозным покрытием
- Сильные брызги металла
- Чешуйчатый поверхностный шов
- Высокое содержание водорода в защитном газе
- Склонность к небольшим подрезам по краям (трещинам)
- Необходимо прокалить электроды перед началом работы
Электроды из целлюлозы применяют при сварке низколегированных сталей. Эффективны при сварке корневого шва магистральных трубопроводов.
Электроды с рутиловым покрытием (обозначение Р)
Рутиловый вид покрытия электродов состоит в основном из природного концентрата рутила (двуокиси титана TiO2), кремнезема (гранита, полевого шпата, слюды), карбонатов кальция и магния, ферромарганца.
Металл шва, выполненный электродами с рутиловым покрытием, соответствует спокойной или полуспокойной стали. Большинство марок электродов с рутиловым покрытием по механическим свойствам металла шва относится к типам Э42 и Э46 по ГОСТ 9467-75 и обладают пределом прочности до 412 МПа, 451 МПа соответственно. При этом у рутиловых электродов стойкость металла шва к образованию трещин выше чем у электродов с кислым покрытием.
Кроме чисто рутиловых покрытий, широко распространены смешанные: рутилово-целлюлозный (РЦ), рутилово-основной (РБ), кисло-рутиловый (АР) типы, которые также обладают хорошими технологическими свойствами.
Электроды с этим видом покрытия характеризуются спокойным расплавлением с малым количеством брызг, а также обеспечивают переход металла стержня в сварочную ванну малыми или средними каплями. Они обладают легким повторным поджигом дуги за счет наличия TiO2, зачастую без соприкосновения стержня электрода с основным металлом. За счет этой особенности достаточно удобно работать короткими швами, когда необходимо частое прерывание дуги. Шов при этом имеет тонкий рисунок, а шлак легко отделяется от металла шва. Еще одним преимуществом рутилового вида покрытия является низкая чувствительность при работе с влажным и ржавым металлом и по окисленной поверхности.
Следует отметить, что рутиловые покрытия менее вредны для здоровья сварщика, чем остальные.

Плюсы электродов с рутиловым покрытием
- Легкое повторное зажигание
- Стабильное горение дуги
- Нет необходимости подготавливать поверхность к работе
- Высокая прочность шва. Не образует горячих и холодных трещин в металле
- Обеспечивает мелкочешуйчатый шов
- Легкое отделение шлака
- Можно использовать как с переменным, так и с постоянным током
Минусы электродов с рутиловым покрытием
- Необходимо прокалить электроды до начала работ
- Необходимо контролировать силу тока, потому что с ее увеличением характеристики электродов ухудшаются
Рутиловые электроды – очень популярные, так как область их применения достаточно широка. Например, они используются при сварке низкоуглеродистых конструкций и изделий, сборке трубопроводных конструкций, а также сварке и ремонте изношенных деталей.
Популярные марки электродов с рутиловым видом покрытия
- – рутилово-целлюлозное, тип Э46
- АНО-21 – рутилово-целлюлозное, тип Э46
- ОЗС-4 – рутиловое, тип Э46
- ОЗС-12 – рутиловое, тип Э46
- МР-3 – рутиловое или рутилово-целлюлозное, тип Э46
Электроды с основным покрытием (символ Б)
В состав электродов с основным видом покрытия входят карбонаты магния и кальция (доломит, мрамор, магнезит) и плавиковый шпат (CaF2). Последний снижает эффективность работы при использовании переменного тока, поэтому сварка такими электродами выполнятся только на постоянном токе. Смешанные типы, содержащие меньшее количество CaF2 допускают выполнение работ на переменном токе.
Металл, наплавленный электродами с основным покрытием, по химическому составу соответствует спокойной стали. По механическим свойствам металла шва электроды с основным покрытием относятся к типам Э42А, Э46А, Э50А, Э55 и Э60 по ГОСТ 9467-75. Наиболее распространенный и востребованный тип Э50А обладает временным сопротивлением разрыву до 490 МПа. Индекс «А» указывает на то, что наплавленный металл обладает повышенными пластическими свойствами.
Электроды с этим видом покрытия характеризуются высокими показателями пластичности и ударной вязкости при нормальных и низких температурах, а также обладает повышенной стойкостью против образования горячих трещин. Это достигается за счет низкого содержания газов, неметаллических включений и вредных примесей. Также газозащитная среда минерального происхождения, состоящая в основном из СО и СО2, лишена водорода, приводящего к образованию холодных трещин в наплавленном металле. Перенос металла в сварочную ванну происходит средними и крупными каплями, расплавленный металл получается вязкотекучим.
Вместе с тем по технологическим характеристикам электроды с основным покрытием имеют свои недостатки. Они достаточно чувствительны к образованию пор при наличии окалины, ржавчины и масла на кромках свариваемых деталей, а также при увлажнении покрытия и удлинении дуги. А также требуют соблюдения условий хранения (в сухом вентилируемом помещении) и обязательной прокалки при высоких температурах перед применением. Сварка, как правило, производится постоянным током обратной полярности.
Плюсы электродов с основным покрытием
- Шов обладает хорошей вязкостью и пластичностью
- Металл содержит небольшое количество газов и примесей
- Стык устойчив к горячему растрескиванию
- Возможность сварки во всех пространственных положениях
Минусы электродов с основным покрытием
- Чувствительны к влаге – электроды следует хранить в сухом месте
- При работе на переменном токе дуга может быть нестабильной
- Удлинение дуги приводит к появлению пор
- При работе на влажных поверхностях соединение может ухудшиться
- Перед работой электроды необходимо прокалить
- Перед сваркой необходимо подготовить поверхность
- Сложны для начинающих сварщиков
Электроды с основным покрытием используются при сварке ответственных конструкций, когда к металлу шва предъявляются высокие требования. Широко используются для сварки нефтегазопроводов, мостов и других ответственных сооружений.
Читайте также: