Напряжение дуги при сварке инвертором
Обновлено: 26.04.2024
Одним из видов соединения и резки металлов является электросварка. Она выполняется при помощи сварочных аппаратов и электродов или специальной проволоки. Необходимая сила тока при этом зависит от диаметра электрода, вида работ – сварка или резка и толщины металла. Поэтому ее необходимо регулировать.
Несмотря на распространение новых, инверторных, аппаратов, у многих людей в гаражах и сараях остались старые устройства, которые нуждаются в ручной регулировке. Ее нельзя производить так же, как регулировать ток трансформатора в сварочном полуавтомате или инверторе, в которых эту работу выполняет электроника.
Устройство и принцип действия сварочного трансформатора
Трансформатор для электросварки, как и любой другой, состоит из трех основных элементов:
- Первичной обмотки. На нее подается напряжение. В домашних аппаратах катушка подключается к сети 220В, на производстве для уменьшения потребляемого тока на нее подается 380В.
- Вторичная обмотка с напряжением 45-110В. К ней подключается электрод и масса, а в сварочных выпрямителях диоды или диодный мост.
- Магнитопровод. Это сердечник, на котором наматываются катушки. Состоит из большого количества пластин трансформаторного железа и может быть тороидальной, прямоугольной и Ш-образной формы.

Устройства большой мощности дополнительно оснащаются пусковой и защитной аппаратурой, а также вентиляторами.
Есть три режима работы трансформаторов:
- Режим холостого хода. В нем аппарат работает при перерыве в процессе сварки.
- Рабочий режим. Это сварка или резка металла.
- Режим короткого замыкания. Появляется при залипании электрода.
Регулировка тока сварочного трансформатора производится в рабочем режиме.
Основным недостатком такого аппарата является переменное выходное напряжение. Это дает возможность использовать только углеродистые электроды и сваривать только обычный металл. Для сварки нержавеющих и высоколегированных сталей необходимы специальные электроды и использование сварочного выпрямителя.
Информация! В отличие от обычных трансформаторов, у сварочных аппаратов рабочий режим похож на режим короткого замыкания. Поэтому для уменьшения нагрева они мотаются проводом большего сечения.






Как уменьшить мощность сварочного
Как уменьшить сварочный ток
При производстве сварочных работ нередко требуется изменять параметры технологического процесса. Наиболее часто в регулировке нуждается сварочный ток. Некоторые аппараты имеют встроенные механизмы регулировки рабочих параметров. Если же ваше оборудование не снабжено регулятором, изготовьте его самостоятельно. Статьи по теме:
- — стандартный переключатель тока;
- — регулятор тока сварочного трансформатора.
Инструкция 1 Используйте для уменьшения силы сварочного тока способ его ступенчатой регулировки. Для этого измените число витков, подключая их к выводам вторичной обмотки трансформатора. Такой способ прост, но не позволяет производить изменение в широких пределах. 2 Подберите для вторичной цепи трансформатора стандартный переключатель, который выдерживает ток величиной до 250-260 А. Этот способ требует меньшего вмешательства в техническое устройство прибора, однако подобрать переключатель с параметрами, подходящими для конкретного сварочного аппарата, очень непросто. 3 Изготовьте регулятор сварочного тока с применением тиристоров. Достоинство приведенной на рисунке схемы заключается в его простоте и доступности большинства элементов, используемых в конструкции регулятора. Ко всему прочему, устройство практически не требует дополнительной настройки. 4 Регулировку параметров устройства произведите при отключенной первичной обмотке трансформатора. Тиристоры, являющиеся основными элементами конструкции регулятора, включите встречным образом, параллельно друг другу. 5 Момент регулировки тока регулируйте изменением сопротивления резистора R7. При этом изменятся параметры в первичной обмотке сварочного трансформатора. Таким способом удобно менять рабочий ток аппарата в ту или иную сторону. Диапазон изменения тока отрегулируйте, подобрав параметры данного резистора опытным путем. 6 Используйте в схеме регулятора силы тока транзисторы старого образца, например, ГТ308 или П416. При отсутствии этих приборов замените их на более современные высокочастотные приборы со сходными параметрами. 7 Если вам не удалось подыскать транзисторы VT1 и VT2, а также резисторы R5 и R6, размещенные в базовых цепях, замените их динисторами. Аноды динисторов присоедините к крайним выводам резистора R7, катоды подключите к резисторам R3 и R4. Наиболее подходит для использования в приведенной схеме динистор типа KH102. Источники:
Сварочный выпрямитель
Использование постоянного напряжения дает более качественный шов. Она позволяет кроме обычных видов обработки выполнять аргонно-дуговую сварку и другие виды работ.
Информация! Такие устройства кроме однофазных изготавливают трехфазные. Это увеличивает мощность с распределением нагрузки на три фазы и обеспечивает более “гладкое” выходное напряжение, без пульсаций.
Сварочные выпрямители различают по типу установленных выпрямительных блоков:
- С двумя диодами. Вместо одной вторичной обмотки мотаются две и диоды подключаются по схеме с общей средней точкой.
- С обычным диодным мостом. В однофазных аппаратах устанавливается обычный мост, из четырех диодов, в трехфазных – мост Ларионова, из шести.
- Транзисторные. Редко встречаются из-за слишком мощных выходных транзисторов.
- Тиристорные. Разновидность диодных аппаратов, но вместо диодов устанавливаются тиристоры и система управления. Регулировка осуществляется за счет изменения угла открытия тиристора и действующего значения напряжения.
- Инверторные. Современные электронные аппараты индивидуального использования. Ток регулируется ручками управления или кнопками, расположенными на передней панели.
Изменение магнитного потока
Данный способ управления используется в трансформаторных аппаратах сварки. Изменяя магнитный поток, меняют коэффициент полезного действия трансформатора, это в свою очередь меняет величину сварочного тока.
Регулятор работает за счет изменения зазора магнитопровода, введения магнитного шунта или подвижности обмоток. Изменяя расстояние между обмотками, меняют магнитный поток, что соответственно сказывается на параметрах электрической дуги.
На старых сварочных аппаратах на крышке находилась рукоятка. При ее вращении вторичная обмотка поднималась или опускалась за счет червячной передачи. Этот способ практически изжил себя, он использовался до распространения полупроводников.
Сварочный полуавтомат
Полуавтомат состоит из двух основных узлов:
- Блок подачи проволоки. Подает проволоку в зону сварки, дополнительно оснащается устройством подачи защитного газа.
- Устройство питания дуги. В качестве него используются сварочный выпрямитель или инвертор.
Справка! Ток полуавтомата регулируется в устройстве, питающем дугу.

Параметры аппаратов
Основными параметрами являются выходные ток и напряжение, а так же динамическая характеристика.
Выходной ток и напряжение
Основным параметром аппарата для сварки является выходной ток. От него зависит диаметр электродов и толщина металла. В индивидуальных аппаратах он достигает 200А. Поскольку выходное напряжение имеет значение только при зажигании дуги, в современных инверторных устройствах для уменьшения потребляемой мощности и габаритов выпрямителя этот параметр максимально снижен, а поджиг дуги обеспечивается дополнительными встроенными устройствами.
Выходное напряжение в однопостовых аппаратах составляет 45-65В. В больших аппаратах, рассчитанных на одновременную работу нескольких сварщиков, выходное напряжение может достигать 110В.

Динамическая характеристика
При изменении расстояния от конца электрода до детали меняется длина дуги и ее сопротивление. Поэтому не менее важной является динамическая, или вольт амперная характеристика – зависимость тока от длины дуги:
Крутопадающая, или мягкая. При росте тока в устройстве с такой характеристикой падает напряжение, что ограничивает его рост. Это обеспечивает более стабильную дугу при изменении расстояния до детали. В самодельных аппаратах небольшой мощности мягкая характеристика обеспечивается внутренним устройством – первичная и вторичная обмотки намотаны на разных частях магнитопровода. За счет особенностей конструкции без добавочных сопротивлений они могли работать с электродами определенного, для каждого аппарата своего, диаметра. В устройствах большей мощности динамическую характеристику смягчают балластные сопротивления. Эти методы могут совмещаться.
Пологопадающая, или жесткая характеристика. При жесткой характеристике напряжение не меняется, а ток, соответственно меняется при изменении длины дуги. Такие параметры имеют большие много постовые аппараты или автоматические устройства, поддерживающие постоянное расстояние между электродом и деталью.
Уменьшение колебаний питающей сети при проведении сварочных работ
Бытовые сварочные трансформаторы мощностью 2,2-3,3 кВт, изготовленные самостоятельно, при проведении сварочных работ вызывают уменьшение напряжения сети по нагрузке на несколько Вольт (сеть «садится»). Это приводит к пригасанию осветительных ламп и отражается на работе радиоаппаратуры, что вызывает нарекания со стороны соседей, напряжение в дома которых подается по одной линии.
Уменьшить колебания напряжения питающей сети можно с помощью конденсатора, подключенного к первичной обмотке сварочного трансформатора (рис.1), емкость которого зависит от мощности сварочного трансформатора, При выборе величины емкости конденсатора, необходимо воспользоваться графиком, приведенным на рис.2

Если менять величину емкости, меняется ток первичной обмотки трансформатора. Этот ток имеет минимальную величину при определенной емкости конденсатора С1 (случай параллельного резонанса первичной обмотки I и емкости конденсатора С1).
Кривая 1 соответствует току холостого хода, а кривая 2 — проведению сварки. При сварке потребляемый ток возрастает, что на том же самом напряжении сети и неизменной частоте говорит об уменьшении индуктивности первичной обмотки. Кривая 2 более полога — добротность контура тем меньше, чем меньше индуктивность. Точка «а» пересечения двух кривых тока дает оптимальное значение емкости. Ток, потребляемый от сети при сварке будет практически равен току при разрыве сварочной дуги. Практически оптимальная емкость определяется так: к первичной обмотке подключается емкость и измеряется ток в общей цепи. Если при зажигании дуги потребляемый ток увеличивается, то емкость следует увеличить.
При точном подборе емкости можно добиться постоянства потребляемого тока при сварочной дуге и ее отсутствию. Конденсаторы следует применять типа МБГО, МБГВ, К75-11 на рабочее напряжение не ниже 600 В при напряжении сети 220 В. Величина емкости порядка 50-100 мкФ (в зависимости от мощности сварочного трансформатора).
Регулировка сварочного аппарата
Есть разные способы управления током сварочного аппарата.
С подвижными обмотками и сердечником
Жесткость характеристики зависит от магнитной связи между первичной и вторичной катушками. Для ее изменения необходимо поменять расстояние между первичной и вторичной обмотками или величину воздушного зазора в магнитопроводе. Для этого сердечник или катушку крепят на специальной гайке, а винт оснащается рукояткой. При ее вращении гайка накручивается и подвижная часть меняет свое положение, что приводит к изменению тока.
Этот способ применяется в аппаратах переменного напряжения, а также дополнительно оснащенных диодными мостами.

Подмагничивание сердечника постоянным напряжением
Еще одним способом управления является подмагничивание сердечника постоянным напряжением. Намагниченный сердечник увеличивает сопротивление магнитному потоку, созданному первичной обмоткой. Это уменьшает ток дуги.
Интересно! На аналогичном принципе основана работа магнитного усилителя. Это устройство применялось в системах управления электроприводом до появления тиристорных преобразователей.
Балластные сопротивления
Одним из самых распространенных и простых способов регулировки является использование балластного сопротивления:
- Активный балластник. Представляет из себя несколько проволочных или ленточных сопротивлений, которые переключаются при необходимости изменить ток электросварки. Используются с аппаратами всех типов. В самодельных устройствах малой мощности вместо комплекта сопротивлений используется спираль или змейка из нихрома.
- Индуктивный балластник. Это дроссель, индуктивность которого может меняться при необходимости изменением числа витков или величиной воздушного зазора в магнитопроводе. Устанавливается последовательно со вторичной обмоткой до диодного моста.

Тиристорное управление
Эта регулировка применяется в выпрямителях, в которых часть или все диоды заменены тиристорами. При изменении угла открывания меняется действующее значение напряжения и ток устройства. Управление углом осуществляется переменными резисторами или более сложными схемами.
Недостатком этой схемы является превращение постоянного напряжения в пульсирующее, что ухудшает качество шва.
Важно! При угле открытия более 90° падает амплитудное значение, что ухудшает процесс зажигания дуги.

Регулировка первичной обмотки
Регулировка токов сварочного трансформатора по первичке осуществляется тиристорным ключом – двумя тиристорами, включенными встречно-параллельно при помощи переменного резистора, соединяющего управляющие вывода или небольшой транзисторной схемы.
Регулировка тиристорным ключом первичек позволяет управлять аппаратами переменного напряжения.
Все эти способы регулировки теряют свое значение вместе со старыми аппаратами и распространением новых, инверторных. Они экономичнее, легче, а некоторые магазины предлагают обменять старый катушечный сварочник на новый. Но пока старые устройства находятся в эксплуатации знание того, как же регулируется сварочный ток в трансформаторе позволит выполнять сварочные работы более качественно.

Изменение количества витков
При этом методе регулировка характеристик дуги осуществляется благодаря изменению коэффициента трансформации. Коэффициент трансформации позволяют изменить дополнительные отводы из вторичной катушки. Переключаясь с одного отвода на другой можно менять напряжение в выходной цепи аппарата, что приводит к изменению мощности дуги.
Регулятор должен выдерживать большой сварочный ток. Недостатком является трудность нахождения коммутатора с такими характеристиками, небольшой диапазон регулировок и дискретность коэффициента трансформации.
Основные характеристики сварочного инвертора
По своей сути – та же характеристика диапазона рабочего тока. Иногда по неграмотности или злонамеренно указывается диаметр электрода, которым заявленным максимальным током варить не получится. Иногда наоборот: указан максимальный диаметр электрода, явно не дотягивающий до значения заявленного сварочного тока.

Последний вариант изредка является проблеском совести поставщиков-обманщиков. В качестве максимального тока они указывают ток короткого замыкания. А максимальный рабочий диаметр электрода указывают все-таки честно.
Тип сварочного тока: постоянный (DC) или переменный (AC)
Варить постоянным (иначе прямым, по-английски – DC) током проще: легче удерживать дугу. Поэтому 99,9% современных инверторных аппаратов ММА выдают постоянный сварочный ток.
А вот среди трансформаторов раньше большинство составляли как раз аппараты переменного тока.
Переменный ток (по-английски – AC) используется для сварки цветных металлов. Но не аппаратами ММА, а аппаратами TIG. Поэтому сварочный инвертор ММА, выдающий переменный ток, — большая редкость.

Напряжение без нагрузки
После включения аппарата, до момента поджига дуги напряжение на кончике электрода существенно выше, чем во время работы. И чем оно выше, тем легче поджечь дугу. Но стандарты запрещают уровень напряжения холостого хода на аппаратах, выдающих прямой ток, свыше 100В.

Для еще большего сокращения рисков используют т.н. блоки VRD. Аппарат, снабженный VRD, имеет на кончике электрода до начала поджига дуги всего несколько вольт. И лишь при прикосновении к металлу напряжение холостого хода восстанавливается до уровня, необходимого для поджига дуги.

На всех электродах всегда указывается полярность подключения, тип сварочного тока (постоянный или переменный) и минимально требуемый для поджига уровень напряжения холостого хода. Для абсолютного большинства широко распространенных электродов он не превышает 60В.
Напряжение холостого хода, также как и сварочный ток, зависит от уровня входного напряжения. Чем ниже напряжение в источнике питания, тем ниже напряжение холостого хода. Поэтому по мере снижения напряжения питания поджиг электрода становится все сложнее.
Рабочий цикл, он же ПВ (период включения), он же ПН (полезная нагрузка)
ПВ указывается двумя цифрами. Первая – сила тока. Вторая – процент времени. Например, «130А-50%» означает, что данный аппарат током 130А может варить половину времени. А столько же будет простаивать в ожидании охлаждения до рабочей температуры. Если измерения проводятся на максимальном токе аппарата, первую цифру опускают, оставляя только показатель в процентах. Например, если аппарат с номиналом 160А имеет напротив «ПВ» запись «30%», это означает, что током 160 ампер он может работать 30% времени, а 70% будет остывать.

Все верно. Остается только добавить, что отечественный ГОСТ Р МЭК 60974-1-2004 не устанавливает единой обязательной методики измерения показателя ПН для аппаратов ММА.
«Стандарт не распространяется на источники питания для ручной дуговой сварки с ограниченным режимом эксплуатации, которые проектируются преимущественно для эксплуатации непрофессионалами»

Европейская методика, изложенная в стандарте EN60974-1, предлагает измерение на нагрузочном стенде при температуре окружающей среды 40С только до первого отключения ввиду перегрева. Полученный результат относят к 10-минутному промежутку. Получается, сработала термозащита через 3 минуты, цикл аппарата на данном токе – 30%.

Методика концерна TELWIN. К настоящему времени ее используют большинство китайских производителей (тех, которые вообще проводят такие испытания своих машин). Сам итальянский концерн при замерах ПВ своих аппаратов по собственной методике после показателя скромно указывает «TELWIN». Абсолютное большинство китайских производителей этого не делает.

Наконец, существует российская, она же советская, методика. По своей сути она ближе к методике TELWIN: суммируются все промежутки за контрольный период, когда аппарат работал. Но отрезок берется не 10, а 5 минут. И – самое главное – аппарат сначала вводится в режим срабатывания защиты от перегрева, после чего начинаются измерения.

В итоге один и тот же аппарат по всем 3 методикам выдает совершенно различный процент! Естественно, самые скромные «циферки» получаются по европейской методике, а самые впечатляющие – до 2 раз и более – по методике Telwin.
Исполнение: класс защиты IP
Класс защиты IP указывает на исполнение электротехнических приборов в отношении твердых объектов (первая цифра) и жидкостей (вторая цифра).
Определить степень защиты аппарата можно визуально. Если у аппарата с IP21 все вентиляционные щели полностью открыты, то у IP22 они уже прикрыты сверху выступающими козырьками. А у аппарата с IP23 эти козырьки почти полностью закрывают щели.
Степень защиты IP24 и выше технически затруднена и не имеет смысла.
Исполнение: класс изоляции (по нагревостойкости)
Многие материалы при нагреве выше определенной температуры утрачивают свои рабочие свойства. Для стандартизации материалов по данному признаку введена классификация изоляции по нагревостойкости. Почти все сварочные инверторы на транзисторах IGBT имеют класс изоляции H, что соответствует предельной температуре нагрева 180С. Предыдущая «ступенька» — класс F – означает предел нагрева 155С. Выше класса F – только класс С, указывающий на возможную температуру нагрева свыше 180С.
Температура эксплуатации

Как и внутренний нагрев, внешний нагрев и особенно охлаждение накладывают на эксплуатацию определенные ограничения. Большинство инверторных сварочных аппаратов пригодны для работы в диапазоне от 0С до +40С. Если аппарат пригоден для эксплуатации на морозе, обязательно указывается его предельное значение: минус 20С или минус 40С.
Напряжение на дуге при сварке

Напряжение на дуге при сварке: вольтамперная характеристика дуги
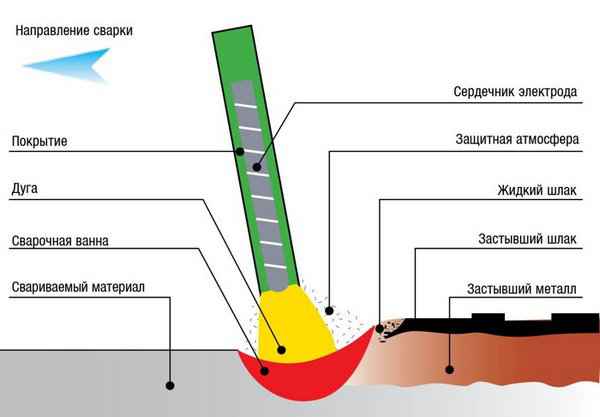
Принцип ручной дуговой сварки заключается в следующем. От сварочного трансформатора ток поступает к электроду и свариваемому металлу. При замыкании электрода на металл образуется сварочная дуга, которая характеризуется большой температурой, свыше 6 тысяч градусов.
В результате такой температуры металл начинает плавиться, а в том месте, где электрод замыкает на металл, образуется так называемая сварочная ванна. Именно в сварочной ванне расплавленный металл смешивается с основным, после чего на поверхности соединения образуется шлак, представляющий собой защиту от кислорода.
Электрическая энергия, необходимая для поддержания сварочной дуги, образуется в источниках переменного или постоянного тока.
Вольтамперная характеристика дуги
Одной из главных характеристик сварочной дуги является её напряжение. В свою очередь напряжение сварочной дуги зависит от её длины и силы сварочного тока.
Важная особенность! В ручной дуговой сварке, чем меньше сила тока, тем меньше напряжение дуги. В автоматической сварке, напряжение сварочной дуги зависит от её длины: чем длинней дуга, тем выше будет её напряжение.
Ну и соответственно, чем выше напряжение сварочной дуги, тем большее количество тепла она вырабатывает. Соответственно металлы начинают плавиться быстрей. Таким образом, напряжение дуги растёт и остается максимальным до тех пор, пока дуга не погаснет.
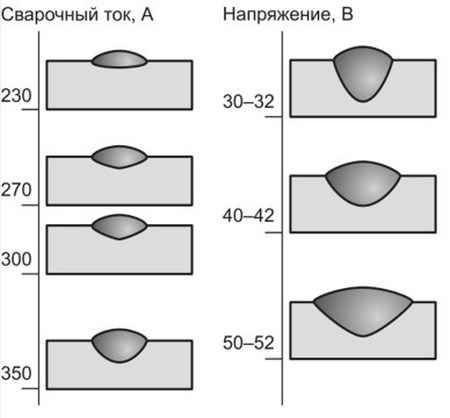
На что влияет напряжение сварочной дуги
Напряжение на дуге влияет в первую очередь на толщину провара металлической заготовки и качество сварного соединения. При большом напряжении дуги характерен широкий сварной шов. Однако в ряде случаев изменение напряжения на дуге может привести к появлению таких дефектов в сварке, как брызги расплавленного металла.

Напряжение сварочной дуги в ручной дуговой сварке колеблется от 15 до 30 Вольт. При этом при замене электрода напряжение дуги может кратковременно возрастать до 70 Вольт.
Как зависит напряжение дуги от силы тока в автоматической сварке
В автоматической сварке при увеличении напряжения тока, напряжение сварочной дуги резко падает. При этом если дуга короткая, то заметно увеличивается площадь сечения и заметно возрастает способность дуги проводить электрический ток.
Итак, от чего же зависит напряжение сварочной дуги. В первую очередь оно зависит от силы тока и длины. Кроме того, напряжение дуги может быть различным в зависимости от вида сварки, которая выполняется.
Дуга бывает короткой, средней, нормальной и длинной. Варят только на короткой сварочной дуге, длина которой не превышает 3 мм. Если длина сварочной дуги увеличивается, то это неминуемо приводит к образованию прожогов в сварке и различных других дефектов.

Вольтамперная характеристика сварочной дуги очень важный параметр, на который следует обращать собственное внимание. Только таким образом получится избежать ряда ошибок в сварке и получить максимально прочное, надежное и долговечное соединение.
Как настроить сварочный ток начинающему сварщику

Как настроить сварочный ток начинающему сварщику, чтобы варить металл от 1 до 5 мм
Сварочный ток является одним из основных параметров дуговой электросварки. Если данный параметр будет подобран неправильно, то сваривать металл качественно не получится.
Многие ошибки во время сварки происходят именно по вине неправильно подобранных значений тока. Например, прилипает электрод или разбрызгивается металл, сварка прожигает заготовку и т. д. Всё это из-за неправильных параметров сварочного тока.
Начинающему электросварщику трудно определиться и подобрать сварочный ток. Связано это с тем, что ток сварки зависит от многих особенностей, в том числе и от напряжения в сети. Как настроить сварочный ток начинающему сварщику, читайте в этой статье.
Как настроить сварочный ток начинающему сварщику, чтобы варить металл от 1 до 5 мм
Правильные настройки сварочного тока не только улучшат качество сварки, но и заметно облегчат работы по свариванию металла. Однако добиться правильных значений тока начинающим сварщикам сложно, поскольку у них нет соответствующего опыта.
Для этих целей можно воспользоваться уже готовой таблицей со значениями сварочного тока или же прислушаться к нижеприведённым советам.

Ток сварки должен быть подобран с учётом толщины свариваемого металла и диаметра используемых электродов. Если при этом инвертор все равно отказывается варить, то значит проблемы с напряжением в сети, оно низкое, и сварочный ток нужно подкорректировать.
При выборе оптимального тока для сварки рекомендуется ориентироваться на следующие показатели:
- Электродом 2 мм можно сваривать металл толщиной от 1 до 2 мм. Сварочный ток при этом должен быть от 20 до 50 ампер;
- Электродом 2,5 мм сваривается металл толщиной от 2-3 мм. Значения тока на инверторе выставляются в пределах от 40 до 80 ампер;
- Электродом 3 мм рекомендуется варить металл, толщина которого составляет 3-5 мм. Значения тока при этом должно быть около 100-120 ампер.

Важно знать, что тонкий металл, толщиной до 3 мм, нужно сваривать на обратной полярности, когда держатель электрода подсоединяется к плюсу инвертора, а зажим массы к минусу. В таком случае сварочный шов получается неглубоким и широким, исключаются прожоги металла.
Практическое руководство по подбору сварочного тока
Рассмотрим на конкретном примере, как правильно подобрать значения тока для сварки начинающим сварщикам. Итак, сначала выставляем рекомендуемое значение сварочного тока из таблицы выше. При этом учитываем толщину свариваемого металла и диаметр используемых электродов.

Зажигаем сварочную дугу и пробуем варить, контролируя толщину шва. Если толщина сварочного шва получается гораздо больше толщины электрода, то уменьшаем ток на инверторе, поскольку его слишком много. Пробуем варить дальше.

В идеале, при правильно подобранном сварочном токе, ширина шва должна быть больше, но не более чем в два раза. При этом следует знать, что многое здесь зависит и от положения сварки. Наиболее всего тока необходимо для сварки угловых соединений.
Почему инвертор плохо варит

Почему инвертор плохо варит и что можно сделать?
В процессе работы со сварочным инвертором возникают различного рода непредвиденные проблемы. Наиболее частыми из них являются искажения в силе выдаваемого тока, в перегреве или неустойчивом горении сварочной дуги.
В любом случае сварщик должен знать из-за чего прилипает сварочный электрод или отсутствует реакция инвертора на включение. В этой статье будут перечислены всевозможные проблемы в работе инверторов и причины их возникновения.
Проблемы инверторов
Если речь идёт о современном сварочном инверторе, то при его эксплуатации возникает ряд следующих типичных проблем и неисправностей:
- Сварочная дуга горит нестабильно, а металл сильно разбрызгивается;
- Электрод все время прилипает к поверхности металла;
- Включённый в сеть инвертор не варит;
- Инвертор не реагирует на включение;
- Аппарат всё время уходит в защиту.

Давайте подробнее ознакомимся с каждой из вышеперечисленных проблем и постараемся найти причину возникновения неисправностей.
Прилипание сварочного электрода
Такая неисправность характерна в виду снижения напряжения в сети. Если напряжение упало ниже 200 вольт, то сварочный инвертор не сможет выдать требуемый ток для сварки, хотя уже есть модели аппаратов, которые способны работать при пониженном напряжении в 140-160 вольт.

Также электрод может прилипать к металлу из-за кабелей слишком маленького сечения, или в виду плохого контакта с металлом. В таком случае нужно почистить поверхность свариваемого металла от ржавчины и загрязнений.
Неустойчивое горение сварочной дуги, разбрызгивание металла
Нестабильная сварочная дуга чаще всего появляется из-за неправильно выбранных настроек тока. Параметры тока для сварки определяются многими факторами, такими как, толщина металла и диаметр электрода, скорость сварки и т. д. Чем меньше скорость сварки, тем ниже должен быть выставлен ток на инверторе.
Включённый инвертор в сеть не варит металл
В большинстве случаев проблема связанна с отсутствием массы на свариваемой детали.

Возможно, кабель массы инвертора повреждён, так что совсем нелишним будет проверить надёжность его соединения. Частым явлением является и повреждение кабеля вследствие падения на него тяжёлой детали, которая сваривается.
Сварочный инвертор не реагирует на включение
Если после включения сварочного инвертора ничего не происходит, то начать искать проблему нужно в электрической сети. Возможно, причиной этому является низкое напряжение, а возможно и «слабый» автомат, который сразу же сработал после включения инвертора в сеть.

Кроме того, причинами могут быть срабатывание защиты в самом инверторе, например из-за перегрузки. Существует определённое время для сварки инвертором без перерыва. Для каждой модели указывается свое время, например, ПВ 75%.
Это значение говорит о том, что инвертором можно варить без остановки 7,5 минут, после чего аппарату обязательно нужно время на охлаждение (перерыв).
Читайте также: