Er 308lsi сварочная проволока
Обновлено: 20.09.2024
Сравнение химического состава сварочных нержавеющих проволок ER-308 LSi, ER-309 LSi и ER-316 LSi и рекомендации по их применению.
Отличия сварочных проволок ER 308 LSi, 309 LSi, 316 LSi
Для сварки нержавеющих сталей с помощью механизированной сварки необходимо применять специальную проволоку.
Чаще всего применяют проволоку близкую по химическим и механическим свойствам основного металла.
Одними из самых распространенных проволок для сварки нержавеющих сталей являются:
- ER-308 LSi
- ER-309 LSi
- ER-316 LSi
Разберемся, чем отличаются проволоки для полуавтоматической сварки нержавеющих сталей друг от друга. Для этого рассмотрим химический состав каждой из проволок и проанализируем влияние каждого химического элемента на свариваемость и качество.
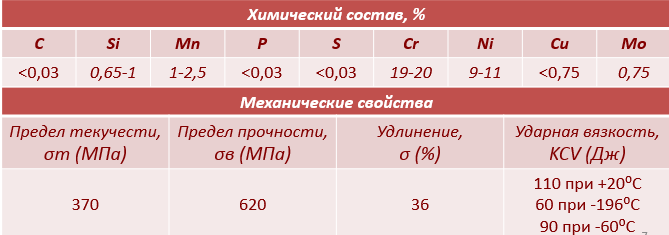
Химический состав ER-308 LSi:
| Элемент | C | Si | Mn | P | S | Cr | Ni | Cu | Mo |
| Кол-во | 0,65-1,0 | 1,0-2,5 | 19,0-20,0 | 9,0-11,0 |
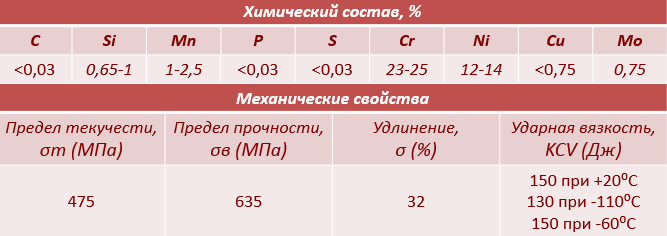
Химический состав ER-309 LSi:
| Элемент | C | Si | Mn | P | S | Cr | Ni | Cu | Mo |
| Кол-во | 0,65-1,0 | 1,0-2,5 | 23,0-25,0 | 12,0-14,0 |
Химический состав ER-316 LSi:
| Элемент | C | Si | Mn | P | S | Cr | Ni | Cu | Mo |
| Кол-во | 0,65-1,0 | 1,0-2,5 | 18,0-20,0 | 11,0-14,0 | 2,0-3,0 |
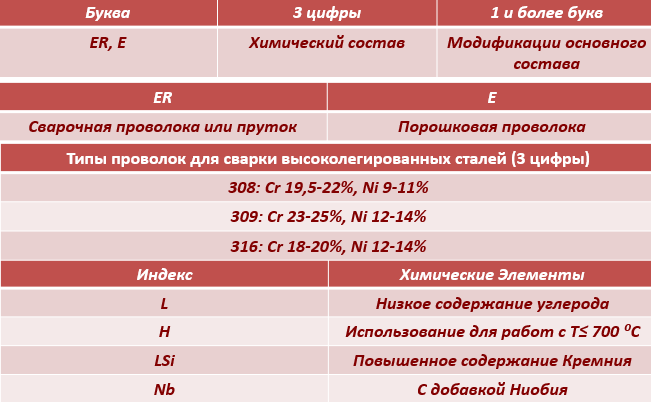
Подберем для данных проволок отечественные аналоги. Для этого определим, как обозначаются элементы:
- Для сварочных проволок необходимо в самом начале добавить индекс «Св»
- Цифры, следующие за индексом «Св» обозначают среднее содержание углерода («C») в сотых долях процента. При отсутствии среднего значения указывается максимальное.
Химические элементы, которые содержатся в проволоке, обозначаются следующими буквами:
- «Si» - кремний. Обозначается буквой «С»
- «Mn» - марганец. Обозначается буквой «Г»
- «Cr» - хром. Обозначается буквой «Х»
- «Ni» - никель. Обозначается буквой «Н»
- «Cu» - медь. Обозначается буквой «Д»
- «Mo» - молибден. Обозначается буквой «М»
Цифры, следующее за буквенными обозначениями указывают среднее содержание элементов в процентах. Если после буквенного обозначения не стоит цифры, следовательно, содержание данного элемента незначительно (обычно <1%).
Изучив обозначения элементов, химический состав зарубежных проволок, а также нормативные документы и различную литературу самыми близкими аналогами оказались:
Как видим из таблиц с химическим составом, сварочные проволоки отличаются содержанием Хрома, Никеля и Молибдена.
Проанализируем, как влияют данные элементы на качество шва.
Хром
Он является основным элементом, который делает нержавеющую сталь нержавеющей. Хром способствует образованию защитной оксидной пленки, которая защищает сталь от коррозии.
С одной стороны хром увеличивает прочность, вязкость, текучесть и ковкость металла.
С другой стороны большое содержание хрома (аналогично углероду) влечет за собой образование хрупкой структуры в переходных зонах и затрудняет процесс сварки, но, при правильном подборе режимов сварки и правильного соблюдения технологического процесса практически не влияет на свариваемость.
Никель
Добавление данного элемента приводит к измельчению зерна и повышает пластичность сталей. На свариваемость практически не влияет.
Молибден
С одной стороны повышает прочностные характеристики, увеличивает твердость, теплоустойчивость, несущую способность при ударных нагрузках и высоких температурах.
С другой стороны затрудняет сварку, сильно окисляется и выгорает.
Подведем итоги
При сварке проволоками ER-308 LSi, ER-309 LSi и ER-316 LSi, наибольшую прочность и несущую способность к ударным нагрузкам будет обладать шов, сваренный проволокой ER-316 LSi. С другой стороны из-за наличия Молибдена в данной проволоке, провести сварку будет сложнее, чем при сварке проволоками 308 LSi и 309 LSi.
Также, более коррозийно стойким будет шов, сваренный с помощью проволоки ER-309 LSi, т.к. данная проволока содержит наибольшее количество хрома.
Наиболее мелкозернистой будет структура шва, сваренная с помощью проволок ER-309 LSi и ER-316 LSi.
У каждого инвертора есть свои плюсы и минусы. Мы протестировали 5 портативных моделей для MMA-сварки до 200 А, обращая внимание на соответствие заявленных производителем показателей.
Многие аргонодуговые горелки (TIG) используются с газовыми линзами. Преимущество в том, что линзы обеспечивают надежную газовую защиту свариваемых материалов.
Современные композитные баллоны отличаются от своих прародителей достаточно многими параметрами. Однако, не многие в курсе о том, что всеми известный газовый баллон развивается, как торговая единица и имеет большой спрос.
Проволока сварочная ESAB Weld M 308LSi
Сумма кредита от 3 000 до 150 000 руб. на 6 или 12 месяцев, льготный период – 30 дней (в этот срок можно погасить кредит без переплаты). Кредит выдаётся онлайн. Срок одобрения заявки - несколько минут.

Наша компания производит доставку по всей России
Доставка по Москве от 400 рублей
Бесплатная доставка любого сварочного аппарата по Москве и Московской области! Подробнее.
Мы предлагаем только те товары, в качестве которых мы уверены
У вас есть 14 дней, не считая дня покупки, для того чтобы протестировать вашу покупку, согласно Закону о защите прав потребителей
Если вы нашли товар по более выгодной цене, мы отдадим его еще дешевле
Описание сварочной проволоки ESAB Weld M 308LSi (аналог OK Autrod 308LSi, OK Autrod 16.12) для дуговой сварки в защитных газах высоколегированных коррозионностойких сталей.
Наиболее часто применяемая нержавеющая сварочная проволока ESAB OK Autrod 308LSi с пониженным содержанием углерода, предназначенная для сварки изделий, эксплуатирующихся при температурах от -196 до 350°С из коррозионностойких хромоникелевых сталей марок 03Х18Н10, 08Х18Н10Т, AISI 304L, 321, 347 и им подобных, когда к металлу шва предъявляются жесткие требования по стойкости к межкристаллитной коррозии. Повышенное содержание кремния улучшает сварочно-технологические характеристики, такие как смачиваемость свариваемых кромок. Высокие пластические характеристики наплавленного металла, как правило, позволяют выполнять последующие технологические операции, связанные с пластическим деформированием сваренных заготовок, без проведения послесварочной термической обработки. Сварку предпочтительнее выполнять на оборудовании, поддерживающем режим MIG-puls. Содержание ферритной фазы в наплавленном металле в исходном после сварки состоянии составляет ~4,5% (FN ~8).
Сплошная коррозионностойкая хромоникелевая проволока OK Autrod 308LSi для сварки аустенитных хромо-никелевых сплавов типа 18% Cr - 8% Ni имеет хорошую общую коррозионную стойкость. Направленный металл имеет низкое содержание углерода, что делает его особенно предпочтительным, где есть риск межкристаллитной коррозии.Повышенное содержание кремния улучшает сварочные характеристики, такие как смачивание.Сплав имеет широко применяется в химической промышленности и пищевой промышленности, а также в производстве трубопроводов и котлов.
Коррозионностойкая хромоникелевая проволока ESAB OK Autrod 308LSi для сварки аустенитных нержавеющих сталей c содержанием хрома ~18% и никеля ~ 8% типа 03Х17Н14М2, 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304 и т.п. в среде защитных газов (Ar). Наплавленный металл 308 L Si обладает высокой коррозионной стойкостью. Незначительное содержание углерода снижает риск возникновения межкристаллической коррозии , а наличие кремния обеспечивает высокое качество шва. Проволока ESAB OK Autrod 308LSi применяется в пищевой пром-сти, нефтехиммашиностроении для изготовления трубопроводов, емкостей ,бойлеров и т.п..
Параметры сварки проволокой ESAB OK Autrod 308LSi
Упаковка сварочной проволоки ESAB OK Autrod 308LSi
Сварочная проволока ЭСАБ OK Autrod 308LSi Ø 0.6, 0.8, 1.0 и 1.2 мм выпускается на катушках по 5 кг, Ø 0.8, 1.0, 1.2 и 1.6 мм выпускается на катушках по 15 кг, а также выпускается Ø 0.8, 1.0, 1.2 и 1.6 мм в современной системе упаковки ESAB Marathon Pac. Подробнее.
Способы экономии сварочной проволоки OK Autrod 308LSi с упаковкой Marathon Pac. Подробнее.
Типичные механические свойства металла, наплавленного сварочной проволокой ESAB OK Autrod 308LSi
Параметры сварочных материалов Назначение нержавеющая сталь / коррозионностойкая сталь / аустенитная сталь / сварка трубопроводов / хромо-никелевая сталь Материал проволоки нержавеющая сталь Вид проволоки сплошного сечения Среда сварки Ar + 38%He + 2%CO2 (M12(2), H101) / Ar + 55%He + 2%CO2 (M12(2), H7) / He + 13.5%Ar + 1.5%CO2 (M12(3), H1) / Ar + 1%O2 (M13) / Ar + 2%O2 (M13) / Ar + 2%CO2 (M12) Сварка в активной газовой смеси да Режим сварки ? DC
Классификации и одобрения Одобрения, Классификации, Сертификаты НАКС (Национальное агентство контроля и сварки) / ASME - Американское общество инженеров-механиков / CWB - Канадское бюро сварки / DB - Немецкое бюро стандартизации в области производства конструкций и подвижного состава железнодорожного транспорта Deutsche Bahn AG, Берлин, Германия / DnV - Норвежская компания стандартизации в области судостроения Det Norske Veritas, Осло / Sepros - Сертификат в системе Укр СЕПРО, Украина / UDT - Office of Technical Inspection, Варшава, Польша / U - Немецкие строительные требования Подробнее Одобрения:
ASME IX F No. 6
ASME SFA 5.9 ER308Si/308LSi
CWB - AWS A5.9
DB 43.039.01
DNV 308L MS (-60.C), 308L (до -196 °C)
Sepros UNA 485178
UDT DIN 8556
VdTUV
U 43.039/1 SFA/AWS ER308Si / AWS A5.9 / ER308LSi / AWS A5.9 / ER308Si / SFA 5.9 / 308LSi / SFA 5.9 Werkstoff Nr ~1.4316 EN G 19 9 LSi / EN 12072 ISO G 19 9 LSi / EN ISO 14343-A Аналог Св-06Х19Н9Т, Св-01Х18Н10, Св-01Х19Н9
Типичный химический состав наплавленного металла C — Углерод, % 0 / 0.03 Cr — Хром (Х), % 19.5 / 21.0 Mn — Марганец (Г), % 1.40 / 2.10 Ni — Никель (Н), % 9.00 / 11.00 P — Фосфор (П), % 0 / 0.030 S — Сера, % 0 / 0.020 Si — Кремний (С), % 0.65 / 1.00
Типичные механические свойства металла шва Предел текучести, Мпа ? 370 Предел прочности, Мпа ? 620 Относительное удлинение, % ? 36 KCV 20°С, Дж/см2 ? 138 KCV -60°С, Дж/см2 ? 113 KCV -196°С, Дж/см2 ? 75 АТ(FN) - ферритное число 8 Примечание * OK Autrod 16.12 - обозначение до 31.12.2005
Проволока сварочная ER 308LSi


Описание сварочной проволоки ER 308LSi для сварки нержавеющих сталей
Данная проволока широко применяется для сварки нержавеющих сталей, типа 18%Cr-8%Ni с низким содержанием углерода. Используется в нефтехиммашиностроении, пищевой промышленности, при производстве медицинского оборудования, для изготовления ёмкостей, трубопроводов и т.п.
ER 308LSi это проволока аустенитного класса, в структуре наплавленного металла содержится небольшое колличество феррита, что придаёт металлу шва высокую сопротивляемость образованию трещин. Незначительное содержание углерода снижает риск возникновения межкристаллитной коррозии, а наличие кремния обеспечивает высокое качество шва. Наплавленный металл обладает высокой коррозионной стойкостью и механическими свойствами. Проволока обеспечивает стабильное горение дуги.
Упаковка сварочной проволоки ER 308LSi
Сварочная проволоки ER 308LSi выпускаются на катушках по 15кг диаметром 300 мм.
Параметры сварки проволокой ER 308LSi
ok 61.30 esab ok 61.30 ok 61 30 esab ок 61.30 esab ок 61 30 ок 61.30 ок 61 30 ок эсаб ок 61.30 esab эсаб электроды сварочные электроды esab ok esab ок эсаб ок эсаб ok высоколегированные коррозионностойкие нержавейка нержавеющие стали с
Параметры сварочных материалов Назначение нержавеющая сталь / коррозионностойкая сталь / сварка трубопроводов / сварка ёмкостей, бойлеров, сосудов по давлением Материал проволоки нержавеющая сталь Вид проволоки сплошного сечения Среда сварки Ar 100% (Аргон, I1) / Ar + 2%O2 (M13) / Ar + 3%O2 Сварка в инертном газе да Сварка в активной газовой смеси да Режим сварки ? DC
Классификации и одобрения SFA/AWS ER308LSi JIS YS308LSi / JIS Z3321 EN G 19 9L Si / EN ISO 14343-A ISO G 19 9L Si / EN ISO 14343-A
Типичный химический состав наплавленного металла C — Углерод, % 0.027 Cr — Хром (Х), % 20.78 Mn — Марганец (Г), % 1.96 Mo — Молибден (М), % 0.1 Ni — Никель (Н), % 10.02 Si — Кремний (С), % 0.79
Типичные механические свойства металла шва Предел прочности, Мпа ? 610 Относительное удлинение, % ? 40.4






















Покупателям

Контактная информация
Мы принимаем к оплате:
© ООО "Компания ТНД", 2007-2017, ИНН/ОГРН: 7718634694/ 5077746415852 ИП Фадеев Е.С. ИНН/ОГРНИП 330503108840/314774612600102
Сварочная проволока для нержавеющих сталей

Является основным элементом, который делает нержавеющую сталь нержавеющей. Хром способствует образованию защитной оксидной пленки, которая защищает сталь от коррозии. С одной стороны хром увеличивает прочность, вязкость, текучесть и ковкость металла.
С другой стороны большое содержание хрома (аналогично углероду) влечет за собой образование хрупкой структуры в переходных зонах и затрудняет процесс сварки, но, при правильном подборе режимов сварки и правильного соблюдения технологического процесса практически не влияет на свариваемость.
Добавление никеля повышает пластичность, вязкость стали и коррозионную стойкость.. На свариваемость практически не влияет.
С одной стороны повышает прочностные характеристики, увеличивает твердость, теплоустойчивость, несущую способность при ударных нагрузках и высоких температурах. С другой стороны затрудняет сварку, сильно окисляется и выгорает.
Буквенное обозначение легирующих элементов

Расшифровка Нержавеющей проволоки по AWS А-5.9
Расшифровка Нержавеющей проволоки по ГОСТ 2246-70

- Коррозионностойкая хромоникелевая сварочная проволока для полуавтоматической сварки аустенитных нержавеющих сталей c содержанием Cr -18%, Ni — 8% и повышенным содержанием кремния в среде защитных газов.
- Является аналогом Св-04Х19Н9, Св-01Х18Н10, Св-06Х19Н9Т
- Используется в таких отраслях, как нефтяная, машиностроительная, химическая и даже пищевая. С ее помощью изготовляют различные емкости, бойлеры, трубопроводы.
- Коррозионностойкая хромоникелевая сварочная проволока для полуавтоматической сварки разнородных сталей (нержавеющих сталей c не- и низколегированными сталями), а также для сварки аустенитных нержавеющих сталей, содержащих Cr — 24%, Ni — 13% и повышенным содержанием кремния в среде защитных газов (Ar-аргон). Постоянный ток обратной полярности (плюс на электроде) DC+.
- Является аналогом Св-07Х25Н13, Св-08Х25Н13БТЮ, Св-06Х25Н12ТЮ
- Применяется в химической и пищевой промышленности, нефтехиммашиностроении, при ответственных работах на сосудах под давлением, газотранспортном оборудовании и нефтепроводах.
- Коррозионностойкая хромоникелевая сварочная проволока для полуавтоматической сварки аустенитных нержавеющих сталей c содержанием Cr -18%, Ni — 8% и Mo — 3%. Наплавленный металл такого типа обладает высокой стойкостью к коррозии в кислотной и хлорсодержащей среде
- Является аналогом Св-04Х19Н11М3, Св-06Х20Н11МЗТБ
- Используется в таких отраслях, как нефтяная, машиностроительная, химическая и даже пищевая.

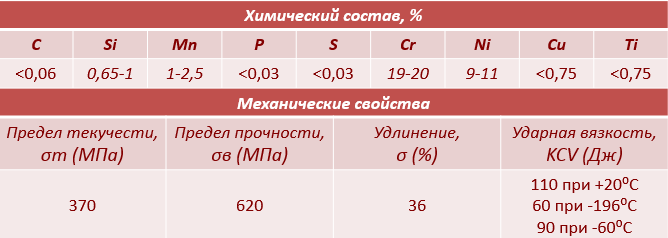
Нержавеющая сварочная проволока ER321Lsi
- Коррозионностойкая хромоникелевая сварочная проволока для полуавтоматической сварки нержавеющих сталей типа 08Х18Н10, 12Х18Н9Т, 08Х18Н10Т (304, 308, 321, 347) и им подобных в среде защитных газов (Ar) на постоянном токе DC. Проволока, легированная титаном обеспечивает высокую стойкость против межкристаллической коррозии и высокое качество шва.
- Является аналогом Св-06Х19Н9Т, Св-12Х18Н10Т, Св-04Х19Н9
- Применяется в машиностроении для нефтехимии и пищевой промышленности, в энергетике.
Выбор нержавеющей сварочной проволоки
При выборе нержавеющей проволоки необходимо обратить внимание на:
- химический состав, который должен соответствовать составу материала изделий
- состояние поверхности, которая не должна иметь расслоений, трещин и посторонних включений
- плотность намотки проволоки без запутанных витков
Существует 4 основных группы нержавеющей стали по химическому составу:
- Хромистые (имеют повышенную прочность) – это самые дешевые виды нержавеющей стали. Они хуже поддаются обработке из-за низкой пластичности. Хромистые нержавеющие стали подразделяются на три типа: 13% хрома, 17% хрома,27 % хрома
- Хромоникелевые (отличаются большей пластичностью). Наиболее востребованная и широкая группа нержавейки. Добавление никеля стабилизирует структуру сплава и придает стали слабые магнитные свойства. Содержат 18 % хрома (Cr) и 9 % никеля (Ni)
- Хромомарганцевоникелевые. Добавление марганца в сплав увеличивает прочность, сохраняя пластичность стали. Содержат до 22% хрома
- Хромокремниймарганцевые стали типа 35ХГСА, содержат по 1 % хрома, марганца и кремния и характеризуются хорошими механическими и технологическими
| Марка стали | Марка проволоки |
| 12Х18Н10Т, 03Х18Н11 | Св-04Х19Н9 (ER308Lsi), Св-01Х19Н9 |
| 20Х23Н13, 20Х23Н18 | Св-07Х25Н13 (ER309Lsi), Св-08Х25Н13БТЮ |
| 08Х17Н13М2Т, 08Х17Н15М3Т, 10Х14Г14Н4Т | Св-04Х19Н11М3 (ER316Lsi), Св-06Х19Н10М3Т |
| 08Х18Н10Т, 08Х22Н6Т | Св-06Х19Н9Т (ER321Lsi) |
| 12Х18Н9ТЛ | Св-08Х20Н9С2БТЮ |
| 08Х18Г8Н2Т | Св-04Х19Н9, Св-07Х18Н9ТЮ, Св-05Х20Н9ФБС |
| 02Х18Н11 | Св-01Х18Н10, Св-01Х19Н9 |
| 10Х17Н13М2Т | Св-08Х19Н10М3Б, 06Х19Н11М3Т |
| Св-06Х20Н11М3ТБ | Св-06Х20Н11М3ТБ |
| 03Х17Н14М3 | Св-01Х17Н14М2, Св-01Х19Н18Г10АМ4 |
Особенности сварки нержавеющей стали
Существует несколько способов сварки нержавеющей стали. Для этого используется:
- Ручная дуговая сваркой плавящимися электродами (MMA).
Этот метод наиболее распространен в домашних условиях, т.к. инверторы для РДС по цене доступны каждому сварщику. Отличается самым низким качеством, поэтому в промышленных масштабах практически не используется.
- Полуавтоматическая сварка проволокой в среде защитного газа (MIG/MAG)
Для этого отлично подойдут сварочные полуавтоматы. Наиболее эффективный способ: быстрый, образующий ровный шов. Лучше подходит для более толстых деталей.
- Сварка неплавящимися электродами в среде инертного газа (TIG)
Чаще всего используют инверторы для аргонодуговой сварки. Более предпочтителен при сварке тонких заготовок. Рекомендуется при сварке труб высокого давления.
Технология сварки нержавеющей стали полуавтоматом
Перед началом сварки требуется выполнить следующие приготовления:
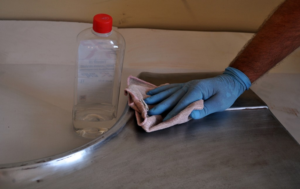
- Поверхность зачищается до блеска
- Металл обезжиривается с помощью растворителя или ацетона
- Необходимо наличие зазора между кромками деталей. Он обеспечивает свободную усадку металла.
- Подбор мощности установки, выбор метода сварки, побор необходимых расходников достаточно сложен, рекомендуется, чтобы работы выполнял квалифицированный специалист, имеющий профильное образование и практику

Режимы сварки нержавеющей стали полуавтоматом
Каждый из способов выполнения работ имеет свои преимущества и особенности:
- С использованием короткой дуги — полуавтоматическая сварка нержавейки, в среде защитных газов, выполненная этим способом позволяет обеспечить необходимые условия для сваривания тонких листов материала. Преимуществом способа с короткой дугой является снижение вероятности прожигания нержавейки.
- Со струйным переносом — при этом способе рекомендовано использовать проволоку с флюсом (порошковую) без применения газа. Потребуется также использовать специальные головки на сварочный автомат.
- Импульсный метод — из всех режимов сварки нержавеющей стали полуавтоматом, импульсный является наиболее точным и эффективным, так как является полностью контролируемым. Назван импульсный метод так потому, что проволока подается в ванну импульсно в виде небольших капель. У импульсного способа сварки нержавеющей стали имеются свои преимущества: полностью отсутствуют брызги, а также уменьшается расход проволоки.
Сварные швы нержавеющих сталей
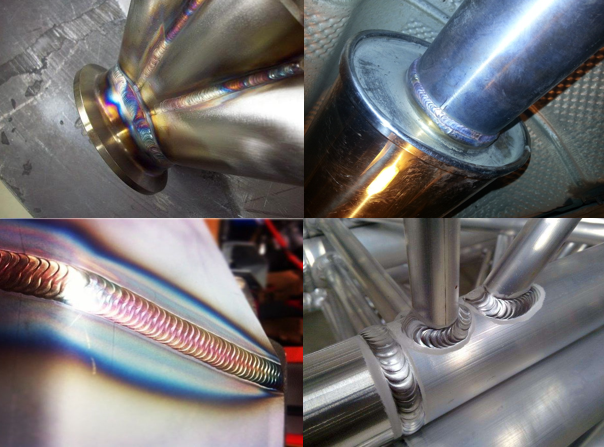
Сварные изделия из нержавеющей стали






Заключение
- При сварке проволоками ER-308 LSi, ER-309 LSi и ER-316 LSi, наибольшую прочность и несущую способность к ударным нагрузкам будет обладать шов, сваренный проволокой ER-316 LSi. С другой стороны из-за наличия Молибдена в данной проволоке, провести сварку будет сложнее, чем при сварке проволоками 308 LSi и 309 LSi.
- Также, более коррозийно стойким будет шов, сваренный с помощью проволоки ER-309 LSi, т.к. данная проволока содержит наибольшее количество хрома.
- Наиболее мелкозернистой будет структура шва, сваренная с помощью проволок ER-309 LSi и ER-316 Lsi. Мелкозернистая гранулярная структура повышает механические свойства наплавленного металла
Для наилучшего результата необходимо:
- Правильно учитывать особенности сварки нержавейки.
- Выбрать наиболее подходящий (доступный) метод сварки.
- Тщательно обработать место сварки до начала и после окончания работ.
- Использовать качественное сварочное оборудование и расходные материалы.
DEKA - это компания, постоянно расширяющая свой ассортимент, развивающая новые модели, опираясь на мировой опыт индустрии сварочных технологий.
Читайте также: