Er70s 6 проволока сварочная
Обновлено: 17.05.2024
Для потребителей сварочная проволока марки ER 70 S-6 может поставляться в различном состоянии, которое определяется диаметром проволоки и ее массой.

Использование сварочной проволоки с повышенным содержанием некоторых легирующих элементов является эффективным способом повышения итоговой прочности сварного шва. Среди разработок немецкой компании Hender, которая давно занимается производством сварочных материалов и компонентов для выполнения сварочных операций, в главном ряду находится и омедненная сварочная проволока ER 70 S-6. Учитывая передовые технологии ее получения, она все активнее экспортируется в нашу страну.
Преимущества омедненной сварочной проволоки

Как известно, одним из недостатков традиционных сварочных процессов с применением плавящихся электродов считается интенсивное разбрызгивание металла, которое происходит непосредственно в зоне сварного шва. Это приводит к излишнему расходу материалов (причем не только проволоки, но и соединяемых деталей), ухудшению качества самого шва и насыщению поверхности вокруг рабочей зоны атомарным кислородом. Он впоследствии активно взаимодействует с металлом заготовки и образует оксид закиси-окиси железа, в результате чего прочность в месте соединения не превышает 80-85% от исходных механических характеристик свариваемых металлов.
Избежать разбрызгивания, применяя обычные сварочные электроды, можно лишь производя сварку в среде инертного газа, но такая технология более сложная, требует специальной оснастки, поэтому по показателю себестоимости она уступает своим конкурентам. Отечественный аналог сварочной проволоки ER 70 S-6 — материал Св 08Г2С О.
- Во время сварки выделяется значительное количество тепла, которое полностью не попадает в рабочую зону, а рассеивается в окружающую среду. Медь, являясь материалом с высокой теплопроводностью, снижает такие потери.
- В период между сварками электроды из обычной стали могут корродировать. Это невозможно для омедненных электродов, поэтому исходный состав сварочной проволоки марки ER 70 S-6 остается стабильным, независимо от условий ее хранения.
- Проволока рассматриваемой марки производится по специальной технологии Advanced Surface Characteristics, которая подразумевает наличие поверхностных пор, куда вводятся специальные технологические смазки. Являясь своего рода разделителем между сварочной дугой и металлом соединяемых деталей, эти смазки способствуют стабильности горения дуги. Это происходит за счет улучшения контакта между поверхностью изделия и наконечником сварочной горелки. Данное расстояние не рекомендуется принимать более 20 мм.
- Медь, являясь химически малоактивным металлом, препятствует науглероживанию металла соединяемых изделий, которое интенсивно происходит в имеющихся порах. Насыщение стали водородом особенно вероятно, когда сварка ведется при повышенной влажности окружающего воздуха, либо электродами, длительное время находившимися при пониженных температурах. С увеличением процентного содержания связанного водорода в стали хрупкость металлов возрастает.
Таким образом, применение омедненной сварочной проволоки повышает качество сварного соединения и расширяет практические возможности применения обычной электродуговой сварки.
Состав и свойства материала
Основным поставщиком данной продукции является торговая марка DEKA (Китай), которая использует гальванические технологии нанесения медного покрытия. Физико-механические характеристики сварочной проволоки ER 70 S-6 соответствуют следующим значениям:
- Предел временного сопротивления, МПа, не менее — 500.
- Предел пластичности, МПа, не менее — 420.
- Относительное удлинение, % — не менее 22.
- Ударная вязкость, кДж/м — 90.
- Толщина медного покрытия, мкм, не менее — 100.

Химический состав проволоки соответствует требованиям ГОСТ 2246 и может несколько колебаться в зависимости от диаметра. Для наиболее употребительного значения 1,2 мм он составляет:
Данные значения стоит сравнивать с теми, которые указаны в описании к товару. Если цифры, приведенные в описании, существенно разнятся от вышеприведенных, то опасность подделки велика.Следует отметить, что сера и фосфор являются металлургическими примесями. Вместе с тем, наличие серы способствует лучшему удержанию медьсодержащего слоя на проволоке. Состав самой меди принципиального значения для качества сварки не имеет.
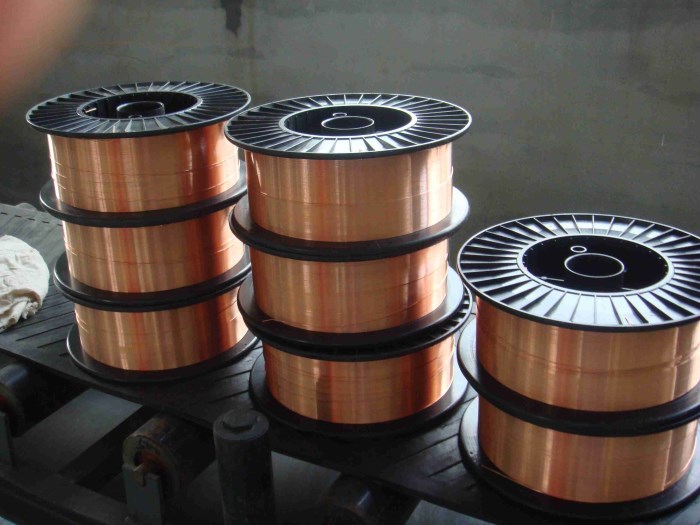
Для потребителей сварочная проволока марки ER 70 S-6 может поставляться в различном состоянии, которое определяется диаметром проволоки и ее суммарной массой. При диаметрах 0,5-1.6 мм (омедненная проволока большего диаметра не производится, поскольку при этом ухудшается эффективность сварки) варианты поставки могут быть следующими:
- На катушках — при массе до 15 кг;
- На специальном стальном каркасе — при массе до 100 кг;
- В бочках — при более значительных объемах продукции.

Выбор подходящего диаметра продукции во многом определяет и режим сварки. Так, производитель рекомендует придерживаться следующих соотношений:
- В случае сварки тонкой проволокой (диаметром до 0,8 мм) ток дуги не должен превышать 150 А, а напряжение — 20 В;
- При использовании проволоки диаметрами 1,0-1,2 мм ток может быть увеличен до 200А, а напряжение — до 28 В:
- Применяя проволоку большего диаметра, сварочный ток принимают в пределах 250-320 А при напряжении не более 30-32 В.
Выбор оптимального диаметра проволоки производят, исходя их следующих факторов. Диаметр материала обычно принимают минимально необходимым; это позволяет улучшить качество сварного шва, и не очень скажется на производительности процесса. При выборе проверяется также соответствие материала требованиям ГОСТ 2246, на что указывает наличие соответствующего сертификата (не сертифицированная продукция может быть существенно дешевле, но надлежащее качество медного покрытия при этом не гарантируется). Проверка внешнего вида проволоки состоит в оценке равномерности и плотности ее намотки на катушку. При различном расстоянии между витками вращение катушки с проволокой будет происходить неравномерно. На поверхности материала должны отсутствовать внешние загрязнения, окислы и смазка — продукт с такими дефектами для выполнения сварки категорически не подходит, а самостоятельное удаление загрязнений с поверхностных слоев может привести к частичному повреждению медного слоя.
При покупке тщательно изучают химический состав, механические свойства и потребительское состояние реализуемой омедненной проволоки.
Особенности и ограничения
При всех описанных преимуществах, сварка с использованием омедненной проволоки марки ER 70 S-6 должна производиться с учетом следующих обстоятельств:
Чем хороша сварочная проволока ER70S 6: практические преимущества

Сварочные работы в автоматическом режиме, а также при помощи полуавтомата производятся с применением специальной сварочной проволоки. Проволока для сварочных аппаратов, флюсовая или из алюминия, порошковая — все ее виды являются прекрасной продукцией для осуществления работ по сварке. Профессиональный сварщик не пропустит информацию о качественных расходниках для полуавтоматов, к которым относится омедненная проволока ER70S 6.
Область применения
Проволока для сварки ER70S 6 используется в сварочных автоматах и полуавтоматах, это материал производится для работ с деталями, элементами и конструкциями из следующих видов стали:
- судостроительной;
- низколегированной или нелегированной;
- конструкционной;
- углеродистой.
Проволока может применяться для сварки емкостей, сосудов, которые в процессе работы находятся под давлением, в том числе — котлов и труб. Строительные работы, производство металлоконструкций и автомобилестроение — другие области применения этого продукта.
Описание материала
Модификация сварочной проволоки ER70S 6 — это практически точное подобие российской СВ08Г2С. Состав фактически такой же, параметры наплавляемого металла похожи. Однако, по сравнению с отечественным продуктом, эта марка обладает явными преимуществами. Одним из них можно отметить нанесенное медное покрытие, нужное для лучшего контакта и надежного прохождения электрического тока.

Все присущие этому изделию параметры помогают сварщику в получении отличного соединения, которое может вынести серьезные нагрузки, перепады температуры. Включенные в состав химические соединения должны подходить к составу металла, подвергнутого сварке. Только в этом случае надежность соединения не будет вызывать никаких сомнений.
Данная проволока для сварочных работ обладает параметром, необходимым для качественной сварки — это способность равномерно расплавляться при температуре плавления такой же, как у соединяемых частей металла.
При этом затраты металла от разбрызгивания относительно малы, на них можно не обращать внимания. Данная проволока для сварочных аппаратов дает также превосходные швы и прочные соединения, если используется совместно с защитным газом.
Достоинства
Преимущества, которыми обладает проволока для сварки ER70S 6:
- невысокое содержание серы и фосфора, в сравнении с другими модификациями;
- низкая опасность для здоровья человека;
- отличное, стабильное, ровное горение, обеспечивающее минимум разбрызгивания металла;
- равномерная намотка на катушку;
- ровное покрытие медью;
- постоянное по всей протяженности сечение и диаметр;
- практически полное исключение остатков смазки и окислов;
- шов превосходного качества и герметичности, низкая пористость в зоне обработки;
- стабильно хороший повторный розжиг дуги;
- стабильность электрического дугового разряда во время переноса металла электрода струей или каплями в рабочую зону;
- изделие применяется в качестве составной части оборудования любой сложности.
Высокое качество проволоки для сварочных работ ER70S 6 подтверждается международными и российскими сертификатами. Она используется для автоматической сварки в среде активного защитного газа, применяется при изготовлении деталей агрегатов высокой ответственности, несущих элементов металлоконструкций.
Предлагаем к просмотру видео о нюансах выбора сварочной проволоки.
Читайте также: