Евромикс для сварки полуавтоматом
Обновлено: 20.05.2024
Сварка нержавейки полуавтоматическим аппаратом – распространенный метод создания неразъемных соединений. Ответственный процесс не из простых и для получения хорошего результата, лучше, чтобы его проводил квалифицированный специалист.
Материал, который не ржавеет
К низкоуглеродной стали добавляют различные легирующие добавки: хром – не менее12%, никель и др. Хром при взаимодействии с кислородом из воздуха, образует на поверхности очень тонкую окисную пленку, которая препятствует процессу ржавления и действию химически агрессивной среды. Поверхностный антикоррозионный слой восстанавливается при повреждении. Нержавеющая сталь имеет свои особенности:
- Малая теплопроводность препятствует отводу тепла от места сварки. В результате происходит перегрев и прожог металла, выгорание легирующих элементов.
- Низкая температура плавления снижает энергетические затраты.
- Низкая электропроводимость ведет к снижению напряжения на металле заготовки, что является причиной перегрева и образования прожогов, особенно на тонких деталях
- Большое тепловое расширение деформирует детали при нагревании.
Употребляемые расходники
Для работы с полуавтоматом потребуются основные материалы – проволока, газ или смесь газов.
Электрод заменяет проволока, которая с заданной скоростью автоматом продвигается к рабочей зоне. От грамотного выбора соответствующих материалов и настроек аппарата зависит качественное исполнение соединения.
Какой газ выбрать
Для защиты сварочной ванны от негативного влияния воздуха используют газ. Он улучшает сжигание проволоки и ее сцепление с обрабатываемой заготовкой, не вступая в реакцию с расплавленным металлом.
Различают два метода: MIG – сварка с защитой инертными газами: аргон, гелий; MAG – с активными газами: азот, кислород, оксид углерода.

Основные используемые газы: аргон (Ar), углекислый газ (CO2) – углекислота, азот (N2) и их смеси.
В среде углекислого газа сварка нержавейки полуавтоматом часто встречающийся вариант, как экономически более доступный. В этом случае шов получается корявым из-за сильного разбрызгивания металла.
При использовании аргона получается надежный шов, который имеет красивую форму. Дороговизна газа предусматривает его использование для изделий, где немаловажен внешний вид соединения. Сварка нержавейки полуавтоматом с аргоном больше всего используется в промышленности.
Каждый газ в чистом виде имеет положительные и отрицательные качества. Поэтому для более эффективного процесса используют газовые смеси в различных пропорциях. Исходя из сложности работ, необходимого результата и материальных затрат, выбирают ту или иную газовую смесь.
Наиболее употребляемый состав Ar+CO2 в пропорциях 98% на 2%, 95% на 5% соответственно. Без повышенных требований к виду шва, допускается увеличение углекислоты до 32%. Процентное соотношение зависит от толщины материала, его типа и других параметров. Сварка нержавейки в такой защитной смеси способствует хорошему растеканию расплавленного металла, улучшает структуру шва.
Иногда к аргону добавляют 1-5% кислорода – Ar+O2. Это способствует уменьшению пористости обрабатываемой поверхности и мелкокапельному переносу металла, стабилизирует дугу.
Выбор проволоки

При сварке проволока является как присадкой, так и вместе с расплавленным металлом заполняет шов. Используются два вида: порошковая и сплошного сечения с очень низким содержанием углерода и высоким – кремния, устойчивая к окисляющей среде.
Диаметр варьируется от 0,13 до 6-10мм. Для применения в быту обычно берут проволоку сечением 0,6 и 0,8мм, для производства, где работают с мощными полуавтоматичными системами – свыше 1,0мм.
Для сварки нержавейки полуавтоматом без газа используют порошковую (самозащитную) проволоку. Она представляет собой тонкую стальную трубку, заполненную флюсом. При плавлении верхнего слоя, флюс освобождается, а также предохраняет сварочную зону от окисления. Образуется много шлака, которые надо удалять.
Сплошная проволока используется для проведения процесса в газовой среде и под флюсом, при этом она должна быть идентичной обрабатываемому металлу, т.е. из нержавейки. Лучше брать проволоку с немного большим содержанием легирующих элементов, из-за их выгорания при высоких температурах.
Некоторые марки сварочной проволоки:
- 0,8х20н9г7т – содержит хром, никель и марганец;
- 0,6х19н9т – высокого качества, устойчивая к коррозии;
- 0,4х19н11м3 – хром-никелевая с добавлением кремния и молибдена для стойкости к межкристаллической коррозии.
Для уменьшения образования брызг от расплавленного металла используется проволока меньшего диаметра, чем электрод. Шов получается аккуратным, но при этом увеличивается ее расход.
Некоторые аппараты снабжены кабель-шлангом, внутри которого для доставки к сварочной зоне проходят изолированно друг от друга проволока, газ, ток – так называемый сварочный рукав.
Подготовительные работы
Перед тем, как варить полуавтоматом нержавейку, требуется провести тщательную подготовку:
- Зачистить рабочие поверхности до блеска;
- обезжирить детали ацетоном или каким-либо органическим растворителем;
- при толщине металла более 4мм обработать торцы, чтобы между ними образовалось небольшое пространство для заполнения металлом;
- прогревая детали до100, убрать лишнюю влагу;
- нагреть металл до 200, чтобы снять внутреннее напряжение.
На производстве для удаления поверхностных загрязнений: нагара, следов от смазки, ржавчины детали и проволоку протравливают раствором соляной или серной кислоты. После этого промывают горячей и холодной водой и просушивают.
Расход газовой смеси при рабочем давлении 0,2 атмосферы с помощью редуктора устанавливается в пределах 6-12м3/мин. Несоблюдение этих показателей снижает качество шва.
Регулировка силы тока и напряжения зависят от мощности аппарата.
От этих параметров зависит глубина провара, длина дуги, форма шва. С увеличением силы тока – шире наплавленный шов, а глубина проварки уменьшается.
Некоторые настройки полуавтоматического сварочного аппарата:

После того как настроена аппаратура, а также учтены все рекомендации, можно приступать непосредственно к сварке.
Во избежание появления деформации и трещин, между деталями по всей длине оставляется зазор на расширение. Детали закрепляются в тисках или другим способом и прихватываются в нескольких местах.
В начале сварки нужно смотреть на шов. Если образуются поры, увеличить подачу газа до тех пор, пока они не будут появляться. Расход газа надо настраивать на экономный режим. Чтобы качество шва при этом не пострадало.
Начинать варить надо, отступив от края 5-6мм, чтобы не допустить образования трещин. Сопло горелки должно быть расположено под углом слегка назад по направлению шва и на высоте 10-12мм над сварочным стыком.
В случае наклона угла вперед увеличивается ширина шва, а проникновение сварочной дуги уменьшается, что хорошо для тонких листов.
Скорость сварки
Скорость, с которой электрическая дуга движется вдоль места сварки, контролируется сварщиком. Слишком высокая – может вызвать много брызг и расплавление металла, при этом защитный газ не успевает выйти и образуются поры. Недостаточная скорость – причина изменения проникновения сварочной дуги в свариваемые детали.
Варить надо короткой дугой – это, когда расстояние между концом проволоки и поверхностью расплавленного металла составляет 0,5-1,5мм. Проваренный таким способом, шов имеет правильные очертания, гладкую и выпуклую поверхность.
Другой способ сварки тонких деталей – сварка с отрывом, т.е. короткими замыканиями дугового промежутка. Нажать на курок – отпустить, и так постепенно заполнить ниточным швом (валиками) место соединения.
Если аппарат имеет импульсную функцию, то лучше работать на ней. Для расплавления металла используются импульсы, генерируемые коротким замыканием в сварочном аппарате.
При сварке тонкой (до3мм) нержавейки полуавтоматом сопло горелки вести вдоль шва, не допуская поперечных движений. В противном случае есть вероятность выхода расплавленного металла из зоны защитной среды. Лучше выполнять сварку тонких деталей в вертикальном положении, двигаясь сверху вниз.

Если две заготовки различной толщины, то сопло держать на толстой. Мгновенным движением переместить горелку на тонкую заготовку и опять вернуться на толстую. Иначе произойдет пережог тонкого металла.
Чтобы избежать серьезных дефектов во время сварочных работ, стоит использовать керамические подкладки, которые представляют собой самоклеящуюся ленту. Они наиболее подходящие для работы с тонкими деталями, а также в неудобном пространственном положении.
Соединение нержавейки с черной сталью

Сварку таких материалов ведут при постоянном токе. Положение проволоки – строго перпендикулярное к рабочей зоне.
В составе проволоки из нержавейки должны содержаться марганец, а также никель, например, марки ESAB OK, Autrod. Специальная переходная проволока наплавляет буферный слой, который и соединяет детали.
Приваривая сталь Ст40 к нержавейке, можно использовать проволоку 08Г2С. Это упрочняет шов двух разнородных металлов после остывания. Самое главное в процессе – это, чтобы нержавейка не стала сильно текучей, а черный металл не остался твердым. Шов делается как можно шире и максимально глубоким.
Достоинства и недостатки

Несомненные преимущества сварки нержавейки полуавтоматом:
- Высокая производительность сочетана с качественным соединением;
- незначительное выделение дыма, что сохраняет здоровье и окружающую среду;
- небольшое разбрызгивание металла, вследствие автоматической подачи проволоки;
- универсальность – можно сваривать различные по толщине заготовки, а также разнородные металлы.
Один существенный недостаток – громоздкий газовый баллон. Это дополнительные затраты на его приобретение и неудобное перемещение.
Распространение метода стало возможным с развитием технологий и автоматизации процессов. Применяется в основном в промышленности для крупномасштабного производства. Работа со сварочным полуавтоматом, хотя требует определенных знаний и умений, все же остается одним из популярных видов обработки металлов. Подробнее о том как работать сварочным полуавтоматом можете в нашей статье.
Все что нужно знать о газах применяемые для сварки от А до Я
Хотите узнать какой газ используется для сварки полуавтоматом mig или mag, а может вам необходимо разобраться с газовой сваркой и с тем какие газы применяются. В статье мы подробно расскажем о том, где и какие газы используют и как их выбрать.
Какой газ нужен для сварки полуавтоматом

Полуавтоматическая или механизированная сварка чаще всего выполняется сплошной проволокой, а сварочную дугу и расплавленный металл защищает газ. Газ подается в зону сварки через сопло горелки.
Подробно о процессе полуавтоматической сварки вы можете прочитать в нашей статье — Как работать сварочным полуавтоматом — Mig и Mag для начинающих.
Чаще всего для сварки черной стали используется СО2 (углекислый газ или как его называю углекислота). Реже используются газовые смеси в них входит СО2, Аргон, Гелий иногда Азот и кислород.
От использования газа определяется название сварки mig – сварка с применением инертного газа аргона или гелия. MAG (МАГ) – с использованием активного газа – углекислого. Остановимся поподробнее на каждом из газов.
Разработка сварочной документации, техкарт на сварку и контроль сварных соеднинений.

Аргон

Как мы уже говорили полуавтоматическая (механизированная сварка аргоном) называется — маг.
Этот защитный газ применяется для сварки полуавтоматом чаще всего для ответственных конструкций из стали или алюминия. Для сварки используется аргон первого сорта в котором примесей чуть больше чем в аргоне высшего сорта, а именно содержится до 0,005-0,009% азота и до 0,001-0,002 % кислорода.
Газ аргон очень хорошо защищает сварочную ванну, дугу и зону термического влияния (нагретый участок). Он не растворяется в металле шва и не насыщает нагретый участок в околошовной зоне. Газ тяжелее воздуха в 1.4-1.5 раза, не имеет ни запаха не вкуса. Ar не горючий и не ядовитый, хотя некоторые молодые сварщики боятся применять аргон говоря что но вреден для здоровья. Это не так, сам газ не вреден и не полезен.
Аргон высшего сорта используют для сварки цветных металлов и сплавов таких как сплавы алюминия, титана, хромоникелевые сплавы и т.д. Содержание примесей азота и кислорода в нем минимальны для N – в районе 0,0055 — 0,006%, для О2 – до 0,0006-0,0007 %. Газ высшего сорта стоит дороже и применять его нужно только в тех случаях, когда это обосновано.
Гелий

Этот газ для полуавтомата в чистом виде применяется достаточно редко, потому как стоимость на He неоправданно высокая. Так еще гелий легче воздуха и из-за этого его расход гораздо больше, чем того же аргона. Гелий как и аргон не имеет не цвета ни запаха и тоже бывает двух сортов только называются они по другому.
Первый это высокой чистоты с содержанием гелия до 99,984-99,985%, второй это гелий технический его чистота в районе 99,7-99,8 %. При использовании гелия увеличивается глубина проплавление металла, так как из-за высокой степени ионизации дуга горит с выделением большего количества энергии (эффективнее в 1,4-2 раза по сравнению со сваркой в аргоне).
Применяют гелий при сварке активных (таких как магний, например) или химически чистых металлов (к примеру сплавы на основе алюминия и меди). Применение гелия очень распространено в США и Германии, а вот в странах СНГ применяется редко. Чаше идет в смесях и с аргоном или углекислым газом.
Углекислый газ СО2

Этот газ фаворит для полуавтоматической сварки «черных» (низкоуглеродистых, низколегированных и т.д.) сталей. Это обусловлено тем, что СО2 дешевый и найти его можно даже в отдаленных населённых пунктах.
Углекислый газ имеет слабый, еле уловимый запах (конечно если это хорошо очищенный газ, без конденсата). У газа нет цвета и вкуса, он сильный окислитель. СО2 хорошо растворяется в воде (его также используют в пищевой промышленности для газирования напитков). Иногда и сварщики на производстве используя шланг и пластиковую бутылку делают газировку.
Газ тяжелее воздуха, что хорошо для сварки так как расход газа будет не большой в сравнении с гелием. Единственное нужно обеспечивать хорошее проветривание помещения при длительном проведении сварки, так как газ может скапливаться особенно в низменностях (разных приямках и т.д.). В идеале, конечно, чтобы была вытяжка, но такие системы как правило только на крупных производствах. Двуокись углерода (СО2) уже бывает трех сортов: первый, второй и высший.
Больше всего примесей во втором сорте до 1,2%. Первый сорт содержит примесей не больше 0,4-0,5%, а высший до 0,1-0,2% и применяется уже для ответственных конструкций из стали.
Диоксид углерода (углекислота) набирает в себя влагу, что негативно скажется при сварке. Рекомендуем перед сваркой за час полтора поставить баллон вентилем вниз. Перед сваркой не переворачивая баллон открыть вентиль и выпустить немного газа с влагой. Также можно использовать специальное оборудование для просушки газа – осушитель.
В углекислоте сваривают различные стали с низким и средним содержанием углерода, можно применять при сварке коррозионностойких сталей и чугунов.

Для сварочного полуавтомата Азот используется весьма ограничено, этот газ как правило применяют при сварки меди. Потому что именно по отношению к меди азота является инертным газом. Для большинства же других металлов азот активный газ который растворяется в расплавленном металле тем самым образуя многочисленные дефекты в виде газовых пор. Выпускается 4 сортов: высшего в котором примеси не более 0,1 %. Азот же 1 сорта может содержать примеси до 0,5%, 2 сорта 0,9— 1% принеси. Что касается азота 3-сорта он может содержать до 3% различных примесей. Азот не имеет цвета, ни запаха, ни вкуса он не ядовитый. Для сварки представляется в баллонах чаще всего имеющих объем 40 л. Эти баллоны имеют окрас чёрного цвета, как и баллон углекислоты, с надписью жёлтым «Азот».
Кислород

Кислород является очень активным газом. Сам он не горит, но очень активно поддерживает горение. Для сварки, кислород в чистом виде не применим. Как правило кислород используется лишь в смеси с инертными газами. Кислород не имеет ни запаха, ни вкуса, ни цвета. Выпускают кислород 3 сортов : 1-сорт с содержанием чистого кислорода 99,7-99,8%; 2 сорт — 99,4% — 99,5% и 3 сорт с содержанием примеси до 0,8%. Более подробное использование кислорода рассмотрим в разделе про смеси газов.
Сварочная смесь для полуавтомата

Для полуавтоматической сварки чаще всего используются такие смеси газов как: смесь аргона и гелия, смесь аргона и углекислого газа, смесь аргона и кислорода, а также смесь аргона углекислоты и кислорода в различных процентных соотношениях.
Смесь аргона и кислорода
При содержании кислорода от 1% до 4% в смеси процесс сварки становятся очень стабильным, увеличивается текучесть металла, расплавленного в сварочной ванне. Перенос металла становится мелкокапельным, брызг становится очень мало, а шов получается ровным и красивым. При мелкокапельном переносе металла значительно сокращается расход сварочный проволоки, которая сильно тратиться на разбрызгивание.
Смесь аргона и гелия
Эту смесь используют для сварки активных, цветных металлов и сплавов таких как алюминия, титана и прочих. Данная смесь обеспечивает очень высокий уровень защиты расплавленного металла в сварочной ванне. Оптимальный состав для этой смеси 50% + 50%. Также можно встретить соотношение 60-65% гелия и 35— 40% аргона.
Смесь углекислого газа и кислорода
Подобные смеси на практике не очень часто используются. Оптимальный для них состав это 65-75% углекислого газа и 25-35 % кислорода. При использовании таких смесей, шов формируется несколько лучше чем если использовать чистую углекислоту. Применяется как правило подобной смеси для сварки чёрных стали (углеродистых конструкционных, а также некоторых легированных).
Смесь аргона и углекислого газа
Такая смесь чаще всего используется для сварки углеродистых, низко- и среднелегированных, стали аустенитного класса (нержавейки). Соотношение этой смеси 74— 80% аргона и 20— 26% СО2. При использовании этой смеси обеспечивается очень хорошая защита сварочный дуги и металла.
Также идет очень незначительное разбрызгивание металла. Сварочный шов получается мелкочешуйчатый, а процесс формирования шва стабильный. Эта смесь очень хорошо повышает производительность сварки так как наличие аргона увеличивает мощность сворачивай другие. Благодаря этому свойству процесс идет быстрее.
Расход газа при сварке полуавтоматом
Расход газа при полуавтоматической сварке зависит от нескольких факторов:
- наличие сквозняка;
- свойств газа;
- свойств свариваемого металл;
- тип соединения;
- толщины свариваемых деталей.
Наличие сквозняка— если в помещение есть сквозняк или работы ведутся на открытом воздухе, где есть ветер, газ будет сдувать. Чтобы предотвратить его сдувание нужно увеличивать расход газа. Именно поэтому при наличии сквозняков и работе на открытом воздухе расход газа значительно увеличивается.
Свойства газа— такие газы как гелий и его смеси который легче воздуха, улетучиваются и при их использовании расход достаточно высокий. Если необходимо сократить расход, то лучше выполнять сварку в среде гелия в закрытых камерах или с использованием козырьков.
Свойства свариваемого металла — для сварки цветных металлов, а также их сплавов для обеспечения качественной защиты, чтобы в сварочную ванну не попадали газы из атмосферы применяют параметры с высоким расходом газа.
Тип соединения— от типа сварного соединения напрямую зависит расход газа особенно это видно на соединениях, где необходимо подваливать корень шва или соединение с двусторонней разделкой кромок.
От толщины свариваемых деталей— чем больше толщина свариваемых деталей, тем больше сварочный ток и соответственно больше расход газа. Это необходимо чтобы защитить большую зону сварки, широкую ванну и сварочную дугу.
Область применения
Защитный газ используется как мы уже говорили в механизированной сварки для защиты сварочной дуги и расплава от попадания газов из воздуха. Он используется 80% случаев использования полуавтоматической сварки, 20% это сварка самозащитой порошковой проволокой.
Область применения весьма широка так как данный процесс несложен и очень производителен. Полуавтоматом варят как тонкий металл в автосервисах, потому что ручной сваркой тонкий металл варить очень проблематично. Его легко прожечь. Так и используют на производстве металлоконструкций и крупных изделий.
Там ситуация обратная, швы протяженные, а толщина металла большая. Она применяется там, потому что этот процесс очень производительный и варить длинные швы и толстый металл ручной сваркой получается дорого и долго.
По большей части отличие здесь будут лишь в использовании самих аппаратов. В автосервисе как правило используются дешевые модели, а на производстве применяются дорогостоящая профессиональное оборудование с синергетической системы управления обеспечивающие высокую производительность.
Какой газ используют для сварки полуавтоматом — критерии выбора

Поговорим о критериях выбора газа для полуавтоматической сварки более подробно. На выбор того или иного газа влияет несколько параметров таких как:
- марка материала изделия;
- ответственность соединения;
- экономические показатели.
В большой части марка изделия и определяет использование тех или иных газов или их смесей.
Инертные газы подходит как правило для любых видов сталей, цветных металлов и их сплавов. Применение инертных газов для низкоуглеродистых и низколегированных сталей неоправданно, так эти газа стоят очень дорого.
Для углеродистых, низкоуглеродистой, конструкционных сталей используется углекислота (углекислый газ ), а также смеси СО2 с аргоном, СО2 + аргон +гелий.
При сварки нержавеющих сталей (сталей аустенитного класса), к примеру всем известная «медицинская» сталь – 12Х18Н10Т и близкие с ней свариваются в смеси углекислоты и аргона.
Для сварки цветных металлов таких как алюминий, титан, медь чаще всего используется аргон либо в чистом виде, либо смесь с Не. В чистом виде Не используется редко так как он очень дорогой.
Медь можно сваривать в среде азота. Для цветных металлов не используются смеси содержащей СО2 и кислород.
Ниже приведём таблицу, где наглядно покажем применение тех или иных газов и их смесей для различных видов металлов сплавов.
| Газ | Стали конструкционные (низкоуглеродистые) | Легированные стали (низко-, средне-, высоко-) | Титан, алюминий и их сплавы |
| Со2 (углекислый газ) | Да | Да, с ограничениями | Нет |
| Ar (Аргон) | Да (нецелесообразно) | Да | Да |
| Не (Гелий) | Да (нецелесообразно) | Да | Да |
| Аr + Со2 | Да | Да | Да |
| Аr+О2 | Да | Да, с ограничениями | Нет |
| Со2+О2 | Да | Да, с ограничениями | Нет |
| Аr+Со2+О2 | Да | Да, с ограничениями | Нет |
| Ar+Не | Да (нецелесообразно) | Да | Да |
Какой газ нужен газовой сварки
Зачастую газовую сварку и газы которые в ней применяются путают с полуавтоматической и газами которые применяются для нее. Вкратце расскажем разницу. Газовая сварка выполняется за счёт сгорания горючего газа, а при полуавтоматической же газ используется для защиты, он не горит.
Ацетилен
Чаще всего именно ацетилен используют как сварочный газ для газовой сварки. Этот газ легче воздуха он бесцветный имеет слабый запах. При горении температура пламени ацетилена бывает в районе 2950— 3120 Градусов Цельсия. Ацетилена очень легко воспламеняется даже от статического разряда, потому баллоны с этим газом заполнены пористым веществом который пропитывают ацетоном.
Также его применяют для газовой резки, но реже. Чаще для этой цели используют пиролизный или природные газы о них поговорим далее.
Природные
Природные газы для сварки применяются гораздо реже нежели ацетилен ввиду их низкой температурой горения, а вот для резки применяются очень часто потому что стоят они недорого по сравнению с тем же ацетиленом. Применение природных газов более безопасно в отличие от ацетилена потому как они менее огнеопасны. Температура их горения значительно ниже, где-то в районе 2100— 2300 Градусов Цельсия.
Водород
Водород является альтернативой ацетилена при газовой сварки . Этот газ не имеет ни цвета, ни вкуса, также не имеет запах, он легче воздуха. Также водород обладает высокой текучестью и взрывоопасность при смеси с воздухом. Для сварки водород используется не в баллонах, а получают в специальных аппаратах для водородной сварки из воды под действием электрического тока.
Применение водорода вместо ацетилена обеспечивает более качественные ровный сварочный шов. Но несмотря на это преимущество данный способ редко применяется на практике. Так как есть целый ряд сложностей, возникающих в процессе сварки. Одно из них это появление большого количества шлака в процессе сварки, что требует введение дополнительных компонентов в расплав металла.
Также для работы аппарат водородный сварки требуется электричество, лишая данный способ автономности присущий газовой сварке. Грубо говоря — Если есть электричество зачем получать газ, можно просто заварить ручной сваркой.
Пиролизный
Получают этот газ на крупных нефтеперерабатывающих предприятиях как побочный продукт процессе нефтепереработки. После его получения газ требует определенную очистку и обработку для снижения его химической активности. Его свойства очень близки свойствам природных газов.
Используется для резки металлов, для сварки же достаточно редко ввиду опять же низкой температурой горение.
Влияние на процесс
Защитный газ применяемые для сварки оказывают огромное влияние как на сам процесс, так и на результат — качество сварного соединения. Неправильный выбор газов приведёт либо к многочисленным дефектом, либо к ненужному удорожанию процесса.
Приведём несколько примеров:
Применение аргона или гелия для сварки металлоконструкций из Ст3пс. Сварное соединение получится качественным, но затраты необоснованно высокими. Или же другой пример: сварка титанового сплава ВТ9 в среде углекислого газа. В этом случае финансовые затраты будут минимальны, но соединение будет однозначно бракованным и скорее всего даст трещину еще до того, как сварщик завершит работу.
Преимущества и недостатки газовой среды
Преимуществами при использовании газовой защиты является удешевление процесса так как не требуется использование дополнительных флюсов с газообразующими компонентами. Также это защищает соединение попадание шлаковых включений.
Основными недостатками является наличие громоздкого и не дешевого газового оборудования:
- газовый баллон;
- шланги;
- редукторы и ротаметры;
- смесители;
- газовый подогреватели и осушители
Применять его в условиях монтажа достаточно проблематично. Также условиях монтажа использование газовой защиты осложняется тем, что ее сдувает порывами ветра или сквозняком. А из-за этого образуются дефекты, и дуга горит нестабильно.
Какая сварочная газовая смесь лучше?
Эффективность высокотемпературной обработки металлов повышают сварочные смеси защитных газов, используемых для создания защитного облака над расплавленным металлом. Специальные газосмеси использовать при сварке гораздо выгоднее, чем чистые газы. Разработано несколько стандартизированных составов, применяемых для углеродистых, низко- и высоколегированных сталей и цветных металлов.

Экспериментально доказано, что смеси повышают качество расплава, снижают количество металлических брызг, увеличивают производительность работы сварщика. Сварочные швы становятся пластичными, заметно стабилизируется горение дуги. Влияние вредных факторов снижается за счет уменьшения задымленности, улучшаются условия труда.
Свойства и назначение
Сварочная смесь, создающая защитное облако над ванной расплава способна оказывать на процесс сварки как положительное, так и отрицательное воздействие. Инертные газы ведут себя по-разному:
- Аргон за счет ионизации воздуха поддерживает дугу и обеспечивает качественный перенос металла. При работе с толстостенными заготовками, прокатом из металлов, имеющих высокую теплопроводность, аргон, характеризующийся слабой отдачей энергии, малоэффективен.
- Гелий с этой точки зрения предпочтительнее, но меньше влияет на стабильность горения дуги и не улучшает перенос металла присадки на поверхность заготовок.
- Углекислый газ обеспечивает хорошую защиту за счет высокой плотности, снижает разбрызгивание жидкого металла.
Каждый отдельный газ обладает уникальными свойствами, в смеси они нивелируют отрицательное воздействие отдельных компонентов, усиливают положительное влияние. Составы подбирались методом проб и ошибок с целью повышения качества швов и скорости сварки.
В смеси защитные газы намного эффективнее защищают ванну расплава, снижают вероятность образования дефектов.
Смеси газов
Для сварки используют 4 газообразных бесцветных вещества, вытесняющие из рабочей зоны:
- водород, способствующий охрупчиванию металлов;
- азот, образующий твердые шлаковые соединения;
- кислород, активно окисляющий металлы.
Вытеснение газовоздушных компонентов происходит за счет высокой плотности защитных газов, они формируют малоподвижное облако. У всех сварочных смесей газов удельный вес больше, чем у воздуха. Концентрация компонентов подбиралась экспериментальным путем, учитывалось влияние газов на режим сварки. Смеси на основе аргона значительно расширяют возможности сварки, повышают эффективность работы сварщиков. Минимизируют риски образования дефектов в сварочных швах.
Аргон и углекислый газ
Для сваривания цветных металлов, профиля и проката из высоколегированных сталей используется сварочная смесь аргона и углекислоты. Аргон снижает активность углекислоты, а CO2 увеличивает теплопередачу аргона. Сварка углеродистых и низколегированных сталей в защитном облаке Ar+CO2 намного эффективнее, чем в каждом отдельном газе. При концентрации углекислоты в пределах 20% толстостенные металлические конструкции провариваются даже при сильной загрязненности поверхности.
Аргон и кислород
Состав применяют для сваривания низколегированных и легированных никелем сталей. При небольшой концентрации кислорода удается избежать пористости швов, аргон препятствует образованию окислов. Комбинация Ar+O2 применяется с различными видами сварочной проволоки, расширяет возможности сварочного процесса за счет повышения энергии дуги, стабильного горения. Металл быстрее проваривается. Формируются ровные шовные валики при равномерном прогреве присадочного прутка. Прочность соединения увеличивается за счет расширения диффузионного слоя.
Аргон и гелий
Инертные газы сочетают в разных пропорциях. Самые распространенные составы 7:3 и 1:1. Композиция Ar+He используется при работе с различными металлами:
- чугуном различной плотности;
- с низколегированными и легированными сталями с высоким содержанием никеля и хрома;
- цветными сплавами на основе меди, алюминия;
- тугоплавкими заготовками.
Смесь инертных газов исключает образование окалины, трещин, раковин. Часто применяется в наукоемких отраслях для автоматической сварки, где требуется высокое качество швов.
Аргон и водород
Комбинация Ar+H разрабатывалась для соединения сталей с аустенитной структурой, обладающих жаропрочностью. Смесь обеспечивает эластичность швов, процент водорода зависит от марки стали, львиную долю композиций составляет аргон, формирующий плотное защитное облако.
Аргон и активные газы
Концентрация углекислого газа в подобных газосмесях не превышает 20%, кислорода – 2%. При работе с тонкими видами проката и профиля снижают концентрацию углекислого газа, увеличивают содержание кислорода для быстрого прогрева заготовок в месте соединения. При работе с толстыми деталями повышают содержание углекислого газа. Для работы с медными сплавами в композицию вводят незначительное количество азота.
Что лучше: сварочная смесь или углекислота?
Чем лучше варить, специалисты решают самостоятельно, учитывая прочность соединений, затраты на расходные материалы. Для изоляции расплава, образуемого в процессе сварки, можно использовать инертные газы аргон и гелий, углекислоту или сварочную смесь. С введением инертных газов, которые не взаимодействуют с расплавом, в активные, снижается способность углерода растворяться в жидком металле. СО2 – активный газ, при использовании в чистом виде он насыщает стали и цветные металлы.
Преимущества применения газосмеси:
- облегчается струйный перенос электродной наплавки;
- швы получаются более пластичные;
- снижается риск образования пористости;
- ускоряется процесс расплавления металла;
- увеличивается прочность соединений;
- меньше дымление, выделяемые вещества удерживаются в зоне расплава;
- при неравномерной подаче присадочной проволоки сохраняется ритмичность работы;
- из-за минимизации разбрызгивания снижается расход электродов и проволоки.
Достоинства сварки в атмосфере углекислого газа:
- низкая стоимость;
- возможность варить в любом пространственном положении;
- хорошая проварка стыков.
Производительность сварочных работ при использовании специальных смесей, защищающих ванну расплава от окисления, повышается на 50%, при этом потребление электроэнергии не увеличивается.
Подбор сварочной смеси для полуавтомата
Присадочная проволока выпускается без защитного покрытия, в полуавтоматах предусмотрена подача защитных газов. Их смешивают с расчетом, чтобы создавалась нужная температура горения, при которой металлические заготовки и проволока не слишком быстро расплавлялись. При рациональном подборе газосмеси для полуавтоматической сварки упрощается процесс формирования швов.
Таблица выбора газосмеси для различных сплавов:
При использовании вольфрамового электрода и проволочной присадки применяют составы из двух инертных газов:
- НН-1 (полное название Helishield-Н3), в этой смеси концентрация гелия в пределах 30%, аргона не более 70%. газосмесь обеспечивает более эффективный нагрев, увеличивается скорость плавления металла, формируется ровная поверхность шва.
- НН-2 (международная маркировка Helishield-H5) – это в равных пропорциях смешанные два инертных газа: аргон и гелий. Универсальная смесь применяется для соединения черных и цветных заготовок практически любой толщины.
Компонентный и количественный состав оказывает влияние практически на все параметры и режим сварки металлов.
Применение смесей
Бескислородные смеси выбирают при скоростной проходке и сварке цветных металлов. Они дают великолепные чистые швы с гладким профилем, окисление поверхности незначительное, обеспечивают низкий уровень армирования и обеспечивает высокую скорость проходки. Придают стабильность электрической дуге при соединении материалов толще 9 мм, снижают вероятность появления дефектов шва.
При подаче газовой смеси полуавтоматом снижается скорость подачи проволоки, быстрее нагревается горелка. Приходится корректировать режим работы, подбирать массивные головки. Для качественной работы со смесями необходимы профессиональные навыки.
При выборе готовых сварочных газовых смесей с кислородом учитывают особенности составов. К-2 считается идеальным для черных и низколегированных сталей. Другие разрабатывались для металла различной толщины, глубокого провара и сварки тонкостенного листа, профиля без деформации. Кислородосодержащие составы применяются для коротких и длинных швов, реставрационной наплавки изношенных деталей. Могут использоваться повсеместно: для роботов-автоматов, ручной, полуавтоматической сварки во всех пространственных положениях. Выбирают специальные составы для профилированного проката из сортовых сталей, для наплавки.

При ручной сварке важно соблюдать расстояние от заготовок до сопла. Необходимо постоянно поддерживать расстояние в пределах 15–20 мм от стыка, чтобы не допустить непроваров. Горелка размещается под прямым углом. Следует учитывать, что кислородные смеси увеличивают текучесть расплавленного металла, при работе в потолочном и вертикальном положении возможны проблемы.
Самостоятельное смешивание газов
Теоретически смесь можно приготовить непосредственно на рабочем месте, на сварочных участках предусмотрены специальные посты с установкой ротаметров – аппаратов, контролирующих расход компонентов за единицу времени из каждого баллона. По показателям ротаметров с помощью редукторов регулируют состав газовой смеси, подаваемой к рабочим местам сварщиков.
При работе с несколькими баллонами одновременно состав сварочной смеси не будет идеальным. Делая газосмеси самостоятельно невозможно добиться точного процентного содержания компонентов до десятых. Обязательно увеличится расход газов и, соответственно, присадки.
Защитный сварочный газ – оптимальная смесь, используемая при термической обработке металлов. Готовые составы заказывают у специализированных поставщиков или непосредственно на заводах-изготовителях.
Технические газы для электродуговой сварки: баллоны, регуляторы

Паришься с баллоном под углекислоту/аргон/сварочную смесь Ar+CO2 для сварки? мечтаешь о струйном переносе, но все ищешь смесители и 10 литровые баллоны? Все ответы здесь.
Итак, электродуговая сварка в среде защитных газов знает три типа основных газов, которые можно найти почти во всех крупных столичных городах:
— углекислота (CO2);
— аргон (Ar);
— сварочная смесь Ar+CO2
Все остальное или очень специфично, или тупо дорого (гелий He).
Применяемость газов хорошо описана в Интернете, но если проще — варить заборы из чернухи => углекислота. Варить в своем гараже: для TIG — аргон, для полуавтомата — сварочная смесь.
Тем самым, если Вы хотите стационарно работать с аргоном или сварочной смесью => Ваш выбор однозначно 40 л баллон. Если Вы хотите быть мобильным и наличие аргона/сварочной смеси не критично, то уточняйте у местных пожарных имеется ли возможность заправлять углекислотные баллоны 10 л., а если ответ положительный, то покупайте 10 л. с плоским дном.
Что нужно знать при покупке и обмене баллонов
Не буду повторяться, есть отличное видео —
Также, есть нормативное регулирование срока службы баллона.
Согласно п. 485 Федеральных норм и правил в области промышленной безопасности "Правила промышленной безопасности опасных производственных объектов, на которых используется оборудование, работающее под избыточным давлением":
Срок службы баллонов определяет организация-изготовитель. При отсутствии таких сведений срок службы баллона устанавливают 20 лет. Экспертизу промышленной безопасности в целях продления срока службы баллонов массового применения, объем которых менее 50 л, не производят, их эксплуатация за пределами назначенного срока службы не допускается, за исключением баллонов специального назначения, конструкция которых определена индивидуальным проектом и не отвечает типовым конструкциям баллонов и экспертизу (техническое диагностирование) которых проводят по истечении срока службы, а также в случаях, установленных руководством (инструкцией) по эксплуатации оборудования, в составе которого они используются.
На основании разъяснений разрешается использовать баллоны с истекшим сроком службы, но с действующей аттестацией.
Таким образом, покупая баллон, Вы должны выбрать максимально более свежий по году выпуска. Баллоны старше 95 года без действующей аттестации могут не принимать на станциях обслуживания.
АПДЕЙТ 2020 г: появилась позиция, что срок службы баллонов, изготовленных по ГОСТ 949-73 и по ГОСТ 15860-84 до 22.12.2014г. установлен не более 40 лет в соответствии с ПБ 03-576 03, МТО 14-3Р-001-2002 и МТО 14-3Р-004-2002, в том числе баллоны, находящиеся в эксплуатации для наполнения газами, вызывающими разрушение и физико-химическое превращение материала (коррозия и т.п.) со скоростью:
— не более 0,1 мм/год 40 лет
— более 0,1 мм/год 20 лет
Газы, вызывающие коррозию металла баллона со скоростью:
— не более 0,1 мм/год — азот, аргон, водород, воздух, гелий, кислород, углекислота и другие;
— более 0,1 мм/год — хлор, фосген, сероводород, сернистый ангидрид, хлористый водород, хлористый метил и другие.
Тем самым распространенные баллоны под сварочные газы в виде аргона, углекислоты, гелия по указанной методике служат 40 лет.

Далее, на рынке есть три типа разного рода регуляторов/редукторов:
— регулятор с ротаметром
— стрелочный регулятор
— редуктор.
Отличие редуктора от регулятора понятно: редуктор на выходе выдает просто определенное давление, а регулятор на выходе регулирует поток газа. Редуктор Вам не нужен вообще :)
регулятор с ротаметром или стрелочный регулятор?
Возникает еще один вопрос, на рынке есть два основных типа регуляторов


Какой из них выбрать — дело вкуса. На мой взгляд, стрелочный более продвинутый в плане экономии газа, поскольку фактически это редуктор с калиброванным жиклером и он всегда поддерживает заданное давление. Исходя из известного диаметра жиклера и давления производитель нанес метки расхода на шкалу прибора… тем самым, при начале работы не происходит характерного сброса давления, как это бывает на дешевых регуляторах с ротаметром.
Дешевые регуляторы с ротаметром работают исключительно за счет снижения давления до определенной величины, условно до 6 атм, а также последующего истечения газа через изменяемое гайкой отверстие… иными словами, на начальном этапе работы во всем сварочном рукаве образуется максимальное давление и как только сварщик давит триггер, то избыточное давление сбрасывается, это влечет повышенный расход газа.
Так что по общему правилу — стрелочный подешевле будет в итоге, но есть одно исключение.
Если вы варите нержавейку, то Вам иногда требуется поддув с обратной стороны шва… для этого есть регуляторы с двумя ротаметрами:
ВЫБОР СВАРОЧНОГО ПОЛУАВТОМАТА С MMA MIG MAG TIG сваркой и что из этого вышло!

Данный отзыв написан для людей столкнувшихся с проблемой выбора надежного качественного сварочного аппарата для бытовых нужд с небольшим запасом на профессиональный рост!
Писал я его 1,5-2 года назад. Поэтому некоторые цены и модели могли устареть. Но основную суть и изыскания в этой области остались актуальны!
Мне этого отзыва очень не хватало когда я делал выбор. Теперь он есть и сможет помочь Вам при выборе сварочного полуавтомата (если вы конечно еще верите отзывам от незнакомцев :)
Появилась необходимость в покупке сварочного аппарата (ремонт авто, поделки в гараже, грядущая постройка дома, сарая и прочее…) И все эти задачи должен выполнять один сварочный аппарат!
Предисловие:
Если не интересно как я докатился до такой жизни, читаем ниже абзац со слов "ПРО АВРОРУ PRO ОВЕРМАН 200".
И так, решил Я подшаманить свой автомобиль.

Товарищ одолжил Ресанту с ручной дуговой сваркой (MMA) и три электрода 3мм. — " На — говорит, учись варить"!
В теории я понимал что такое "дуга", "сварочная ванна", "шов" и прочее… а вот практики "0". Потренировался на куске металла, поигрался с настройками и вперед! Понравилось что все достаточно просто, включил и варишь, сам аппарат легкий с плечевым ремнем, нет сложностей в эксплуатации.
Но. есть и недостатки:
— Это искры и их много! Если варишь в салоне авто то можно попрожигать все что не попадя!
— Электродо-держатель — какашка (электрод постоянно вылазит при мало-мальском усилии.
— Шлак на сварном шве! Постоянно обстукивать молотком, зачищать болгаркой, напильником, наждачкой, тем что под рукой и чем удобнее. А есть узкие места куда ни молотком ни балгаркой не подлезть — и это проблема, так как шлак делает шов не прочным, пористым и уродским! (короче не эстетики не удовлетворения не доставляет)
— Необходимо ловить Дугу, если делать большую искру, то прожигает, если быстро приближать электрод к свариваемой поверхности — то он прилипает намертво!
— Чтобы зажечь дугу периодически приходилось "мучить" электрод, постучать, зачистить конец электрода, т.к. шлак на электроде не дает образоваться искре.
Вот вкратце с чем приходиться столкнуться начинающему сварщику, без наставника и с очень бюджетным оснащением для сварки!
Муки выбора:
Работы по сварке я так и не закончил, а мысль о своем сварочном аппарате не давала покоя. Приступил к выбору. Как многие, залез на Яндекс маркет — посмотрел что предлагает рынок. Глаза разбегаются! от 2 000 рублей выпрямители
/ трансформаторы до сотен. тысяч — профессиональные аппараты на колесах с огромными возможностями, мощностями и приблудами к ним.
Но так как Яндекс Маркет все же коммерческая среда где много неточностей, "заинтересованных" отзывов и ограниченный выбор, то решил мониторить дальше. Прочел статьи о том какие в принципе бывают сварочники. Какой тип для чего предназначен, как устроены и какие у каждого преимущества и недостатки. Так же посмотрел десятки часов видео сварщиков и не очень, которые хвалят или ругают сварочные аппараты. Кстати одно из первых видео было компании Аврора, где они сравнивают Оверман Про 160 с четырьмя другими полуавтоматами. Оверман конечно выигрывает тест )))) Мне понравился данный аппарат, но коммерческая подоплека видео заставила усомниться в правдивости теста из-за чего мне пришлось потратить неделю на проверку и изучение вопроса.
В процессе изучения вопроса я определил что под мои задачи лучше всего подходит Сварочный ПОЛУАВТОМАТ с функцией ММА (ручной дуговой сварки). А если там будет еще и функция TIG (сварка в аргоновой среде вольфрамовым электродом) то это вообще предел моих мечтаний!
Опять Яндекс Маркет, опять выбор, опять сравнения, опять мониторинг цены и отзывов уже о конкретных моделях! И вот выведен новый параметр необходимости — сила тока не меньше 200 Ампер! Почему? Да потому что сварочный автомат необходим на все случаи жизни, и кузовщину подварить малым током, и отопительный кател подварить, и беседку состряпать и при постройки дома задействовать по полной! 200 ампер минимум и точка! Мощнее- дороже и в основном на 380 вольт (трехфазные ) да и не каждая сеть / проводка 220 вольт выдержит 36- 42 ампера потребления сварочного аппарата! Например розетки и проводка в квартирах и домах В ОСНОВНОМ рассчитаны на 16 ампер!
В итоге в финал (после трех отборочных туров) вышли следующие аппараты:
1) Сварочный аппарат Сварог REAL MIG 200 (N24002) BLACK — Фаворит (из-за цвета и
богатой комплектации — бери и вари! хорошие отзывы о качестве сварки и сборки — приемлемая цена. Можно найти дешевле чем на маркете. За 21 000 рублей)

2) Сварог REAL MIG 200 (N24002) — оранжевый брат первого, с более скудной комплектацией но большим количеством хороших отзывов. Цена приемлема 20000 рублей если поискать.
3) Сварочный аппарат Tesla MIG/MAG/TIG/MMA 303 Чешско- Украинский претендент который на Яндекс маркете не продают. Завозиться серым способом через Белгород.

Универсальный комбайн с выдающимися функциями! Есть пару видео отзывов от парней из Украины в которые очень хочется верить…, но комментарии и письменные отзывы не утешительные. Говорят часто ломаются. Склонен верить так как по весу, по КиловатАмперам и по схемотехнике не сильно отличается от 200 амперных собратьев, так же есть все виды сварок MIG MAg MMA TIG и куча настроек с экранами и все это за 34 — 36 тысяч рублей!Очень он мне понравился!
Не поленился позвонил в Украину и Белгород. В частном разговоре продавцы признались что официально с Россией не работают, а значит нет сервиса и гарантии, что аппарат Украинский а не Чешский и что там честные 200 ампер! Начинать со лжи сотрудничество плохо, компания TESLA. Да и отсутствие официального сервиса чревато попаданием на деньги. Поэтому Tesla MIG/MAG/TIG/MMA 303 давай до свидания!
4) Сварочный аппарат ТСС PRO MIG/MMA-200 дальний родственник Tesla MIG/MAG/TIG/MMA 303, очень похож по параметрам, цвету, форме … делает подмосковье из китайских комплектующих. Отзывов один или два. Очень понравился по характеристикам, настройкам и цене.

Из минусов : гарантия маленькая, сервиса по россии и в москве нет, только в Ивантеевке (подмосковье). Ну и навел справки о компании производителю — никому ничего не надо, совок. Вообщем даже связываться не стал, так как если страдает внутренний порядок в компании и организация то и хорошего качественного продукта не жди. А геморой с ремонтами мне не нужен.
5) Сварочный аппарат Сварог MIG 250 (J46) приятный в плане возможностей ( 250 ампер, MIG MAG MMA сварки ) и в плане бренда, сервиса, гарантии, но тяжелый (24 кг), дорогой 38000 рублей на Маркете и очень мало информации по нему. Ни отзывов ни видео я не нашел. Есть про предыдущий сварог 250 ампер, но это не то! Поэтому для меня этот аппарат остался загадкой!

6) Сварочный аппарат Сварог PRO MIG 200 (N229) все замечательно, производитель надежный (завод Jasic надежный китайский поставщик сварочных аппаратов), гарантия 5 лет, положительные отзывы, НО ценник — 38 000 рублей. Я не до конца разобрался за что? За синергию, за экранчики с вольтажем и амперажем? Вообщем думаю на его счет хотя цена отталкивает — т.к. я не профессионал и зарабатывать им пока не планировал, а 38000 рублей для семейного бюджета в кризис это не гуд.

7) Aurora OVERMAN 200 — после прочтения отзывов и характеристик выбыл в одном из отборочных туров т.к. не умеет варить Электродом (ММА ) т.е. необходимо везде таскать баллон с углекислотой 50 атмосфер за собой. Нет TIG сварки, а я же каждый день собираюсь варить в аргоне )))) (шутка), ну и вообще четверка на Яндекс Маркете — не очень. Мы же отличники! вообщем отмел по разным факторам, в основном из за не универсальности.
И так выбор пал на Сварог REAL MIG 200 (N24002) BLACK !
КАК Я ПОКУПАЛ СВАРОГ А КУПИЛ АВРОРУ:
Зашел на сайт СВАРОГА для заказа нужного аппарата. А они не продают, только через диллеров. Вот те на! И тут вижу что у Сварога обновление линейки, и выбраный мной аппарат приобрел еще одну настройку ИНДУКЦИЮ (т.е. глубина провара, жесткость дуги) вот это да и все это почти за те же деньги!

Начал быстрее звонить, ща мол куплю и будет все супер! Но не тут то было, данные аппараты только презентовали, а так как компания Питерская, то аппараты еще в пути и в Москве будут только в конце недели. Эту информацию нехотя выдавила из себя сотрудница Сворога после распросов и допросов с моей стороны, потому как мне очень надо было а она ну никак не хотела добровольно общаться! )) Не удовлетворившись ответами уставшей от жизни сотрудницы, позвонил в культурную столицу. И там совсем другой подход, вежливый Александр все рассказал, объяснил и пообещал что перезвонит когда выяснит, где же мне купить мой сварог REAL MIG 200 (N24002N) с заветной крутилкой индукции.
Я уже смерился, что получу аппарат не раньше конца недели как мне перезванивает менеджер Московской компании и сообщает что есть один аппарат в наличие в Подольске. Я не верю ушам. Прошу проверить, ведь их еще даже в Москву не привезли?! Но информация подтверждается. И Юрий, так звали этого специалиста, предлагает мне два варианта, либо он делает перемещение аппарата, и завтра, послезавтра аппарат в Москве. Или я могу сам съездить в Подольск (где Кстати есть сварочная комната, с углекислотой, аргоновой смесью, вытяжкой, маской, короче всем необходимым для сварки), и попробовать аппарат в действии перед покупкой .
ЭТО БЫЛ КЛЮЧЕВОЙ МОМЕНТ …
т.к. именно эта поездка определила ЧТО в итоге я купил!
Компания называется ВИТАЛ ГАЗ.

Принесли, подключили те же рукава, тот же баллон со смесью, вставили ту же проволоку 0.8 мм . Сказать что он варит по другому, ничего не сказать! Жужжит как шмель, не громко но приятно и ровно. Шов получается красивый, провар хороший, с обратной стороны выпирает но чуть чуть, зависит от настроек. Вначале на синергетическом управлении немного прожигал металл авто, но после ручных настроек стал варить как надо, мягко, четко, с минимальным количеством искр и приятным жужжанием!

Очень понравился аппарат! Прям вот очень, особенно на контрасте с жестким Сварогом REAL MIG 200 (N24002N).
Узнал стоимость 45500 руб! Охренеть, я на такое не рассчитывал! А еще нужно купить маску, баллон с углекислотой, перчатки, струпцины, магниты, проволоку и прочие мелочи… Нееее… А есть еще что нибудь? Менеджер Артем Стал рассказывать о испанских аппаратах которые хорошо разбирают, но сейчас их нет в наличии и вообще стоят они не дешево… На что я предложил, в качестве эксперимента поварить Сварогом REAL MIG 200 предыдущего поколения с тремя крутилками (без индукции).
Данного аппарата не оказалось, так же как не оказалось Ресанты из-за частых поломок и возвратов, и сварочных аппаратов Аврора, по личным соображением руководителя компании. Но нашелся Сварочный аппарат Сварог REAL MIG 160 (N24001) предыдущего поколения ( с тремя куртилками), не рестайлинг. Его мы и решили потестить!

И опять удивление! Металл, рукава, проволока, газ, сварщики, настройки все тоже самое что и на новом Свароге REAL MIG 200 (N24002N) а варит хорошо. Звук приятный ровный, шов не плохой, провар нужной глубины, искр мало. Вывод сделанный мной таков — чем новее, тем хуже! Что то Сварожцы поменяли в схемотехнике, что новые аппараты варят хуже. И даже чудесная "Крутилка" Индукции не спасает новинку!
В общем пооблизывался я на FoxWeld SAGGIO MIG 200 за 45500 руб. ( к слову ребята готовы были сделать скидку 4000 рублей) но все же. Брать аппарат на эмоциях, без анализа и понимания наличия сервиса в россии, отзывов, нет не мой вариант! Эмоции плохой советчик. Да и все кнопки сделаны как на игрушечных китайских телефонах/планшетах. Мне больше нравятся крутилки, тумблеры, вызывает больше доверия.
А Сварог REAL MIG 160 (N24001) для моих задач маловат по мощности! Я же хочу дом строить… так что… Поблагодарил я Артема и его коллег за предложения и потраченое время и проволоку .) Извинился, что ничего не купил и задумчивый поехал домой.
Дома опять за компьютер. Что я еще не пробовал? АВРОРУ! отзывово больше хороших, аппарат нравиться, с сервисом и гарантией порядок, но нет ММА и TIG сварки… И тут вспоминаю слова отца и прочих мужиков повидавших… Если в магнитофоне встроена кофеварка и фен — это плохой магнитофон. Подспудно я понимал, что чем больше функций тем сложнее аппарат — а это дороговизна и снижение долговечности. А если мне так сильно потребуеться ММА сварка, то куплю отдельно, тот же сварог или Аврору маленькую и буду лазить по крышам с ней))))
С этими мыслями начал поиск где бы поварить авророй, т.к. в важности практического, а не теоретического выбора я убедился лично! И переубедить меня теперь не сможет никто!
В итоге я не нашел где можно поварить Аророй Про Оверман 200 в Москве, а может плохо искал, но приглянулся мне один сайт СВАРЫЧ.
Сам магазин находиться в городе ИВАНОВО. (Теперь и в москве.) Менеджеры супер ребята, отзывчивые, компетентные, сами сварку в руках держали, т.е. не теоретики как я. Да к тому же при покупке сварочного аппарата дают скидку -17% от стоимости аппарата, если берешь подарками. И -12% если скидка деньгами! Доставка по России безоплатно!

Два дня я и их мучил вопросами и расспросами. Оказалось что почти все аппараты для теста у них есть в наличие и даже можно попробовать поварить прямо в магазине, хоть спец комнаты и нет. В итоге договорились чтобы они придержали интересующие меня аппарат, а я приеду на днях!
Выехал из Москвы в 5.36 утра, не спалось, еще и первый снег выпал )))) вообщем ехал не спеша. К 10.00 был в магазине.

Встретили Сергей и Дмитрий — продавцы. Вытащили аппараты все что просил, дали маску, краги, подключили углекислоту и вперед.

Варили мы на крыльце магазина, а через нас переступали посетители )))) к слову закончили эксперименты к 15.00 !

Поварил Сваргом PRO MIG 200 (N220) — жестко варит. пытались долго настроить, меняли рукава, полярность, давление газа, ампераж со скоростью подачи проволоки и вольтаж, заготовки, но тонкий метал прожигает почти всегда и варит жестко, трещити плюется.
FoxWeld SAGGIO MIG 200 — долго настраивали, но добились чего хотели. В Сварыче была только углекислота. В смеси аргона с углекислотой в Подольске варил приятнее, но и в Иванове не разочаровал, хотя впечатление уже такого не произвел.

Хотел поварить Сварочным аппаратом Grovers MIG 200, по рекомендации ребят из Сварыча, Ребята хвалили данную модель, но был только Grovers MIG 200 S с ценником для меня не подъемным.
А оналогичной модели Grovers MIG 200 P — без синергии подешевле не оказалось.
ПРО АВРОРУ PRO ОВЕРМАН 200

Поэтому приступили к сварке Аророй Про Оверман 200 — приятный тжеленький аппарат, мягкая интеллигентная сварка металла, интеллигентные настройки крутилками, приятный ход ( и сила тока от 30 ампер и вольтаж от 14 вольт и индукция, хочещь металл 0.5 мм сварит, а хочешь и 10 мм так раскалит что металл желтый! Один минус, со слов парней — менеджеров, очень не любит пыль и перегрев. Если его не продувать регулярно от металлической пыли и стружки, которая осаживается в корпусе при работе с металлом, то добро пожаловать в сервис на замену электроники! т.е. Данный аппарат -ИНТЕЛЛИГЕНТ! Варит мягко, но и требует мягкого, бережного обращения. Мне это подходит. Компрессор у меня есть. Пару раз в месяц дунуть в корпус через вентиляционное отверстие мне не сложно. А уходя накрыть целофаном. А два положения подачи проволоки не напрягли. т.е. все было ровно, проволка не толкала при сварке но и не прожигала. т.е. подавалась равномерно, четко о чем свидетельствовал ровный звук сварки и приятный аккуратный шов! Это и подтвердил дядя Вова — сварщик с 20 летним стажем, наблюдавший за сим действом. Сказал что настраивает сварку по звуку…) ТАк что выбор я свой сделал!
НО… все же попросил ребят показать в деле Aurora SPEEDWAY 175
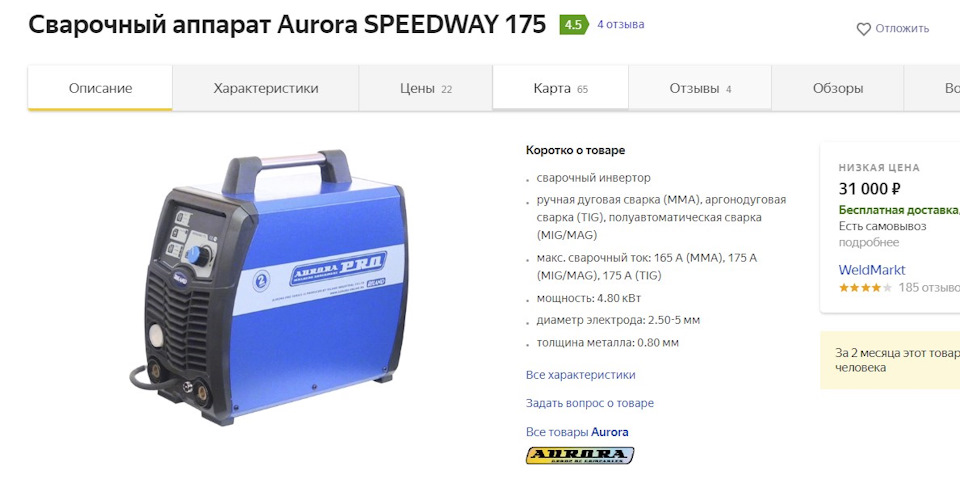
почему не 180 й, да потому что мне пояснили так, что Aurora SPEEDWAY 180 это разогнанная версия Aurora SPEEDWAY 160 и смысл переплачивать нет, да долговечность у аппаратов работающих на пределе под сомнением, а для меня это не маловажный параметр. Aurora SPEEDWAY 175 больше чем 180й и тяжелее, а это показатель.
Варит мягко, почти так же как и Оверман 200, но настройки сложнее и не интуитивны, плюс надо ждать пока они сохраняться в течении 3-4 секунд и только потом варить, и это после каждой подстройки значений тока, вольтажа! Очень не удобно и начинает раздражать почти сразу. Цена -дороже. Так же кнопки — отформованы в самой панели — что напоминает игрушечный китайский планшет сына.


Со временем кнопки могут лопнуть, прогнуться внутрь, затереться, короче не нравиться мне такое исполнение, не вызывает оно доверия. Хотя сам аппарат имеет все типы сварок на борту и MIG и TIG и MMA но как мы уже знаем кофеварка отдельно а магнитофон отдельно, и будет Нам счастье!
Если вы дочитали до этого места, значит вы мыслящий человек и такой же дотошный на всю голову как и Я! За это я вам дарю порядка 40 часов своей жизни и безценный опыт который я вынес за эту неделю стараясь выбрать что то путное для себя а теперь и для ВАС! Пользуйтесь классными продуктами цивилизации во благо! Успехов!
Читайте также: