Сварка пищевой нержавейки электродом
Обновлено: 19.05.2024
Нержавеющая хромоникелевая сталь найдется в хозяйстве домашнего мастера. К сожалению, иногда требуется отремонтировать нужную вещь или сделать новую из н/ж.
Как происходит сварка нержавейки инвертором? Нюансы технологии освещены в статье.
Маркировка сталей и подготовка поверхностей
В Европе, Америке и России получили распространение 4 марки. В разных странах, стали имеют отличительную маркировку. Соответствие марок по странам вы найдете в таблице.

Сварка нержавейки в домашних условиях инвертором выполняется только после зачистки и разделки кромок в случае необходимости.
Заготовки зачищаются специальной щеткой. Разделка фасок выбирается от вида соединения и толщины свариваемых металлических изделий.
Хромоникелевые сплавы — пластичны, не нуждаются в подогреве при сварке, неплохо свариваются. Но, имеют особенность при соединении, в виде:
- межкристаллитной коррозии;
- горячих трещин в соединениях.
Как инвертором варить нержавейку
При сварке в домашних условиях нужно придерживаться ряд правил:
- не нагревать заготовку и место шва свыше 150 градусов;
- соединение производить на малых токах с высокой скоростью, без колебательных движений короткой дугой;
- для теплоотвода под заготовки подкладывать медные пластины;
- толстые металлы с разделкой сваривать многопроходным соединением.
Электросварка нержавейки инвертором выполняется электродами специально предусмотренными для таких сплавов. В этой статье, рассказывается о марках плавящихся стержней для нержавеющей стали.
После сварки, место шва зачищается щеткой и обрабатывается специальной пастой с антикоррозионными свойствами.
Как правильно сваривать нержавейку инвертором? Электроды согласно инструкции на упаковке прокалывают в печи. Металл толщиной до 3 мм соединяют без разделки. Заготовки кладут с зазором 1-2 мм между собой на медную пластину для теплоотвода, тщательно зачищают щеткой.
На инверторном аппарате для электродов диаметром 3 мм выставляют ток 80 А и не спеша начинают сварочный процесс.
Чтобы соединение получилось без дефектов, сварка выполняется короткой дугой без поперечных колебательных движений. После отбития шлака и зачистки шва, на зону провара накладывается травильная паста на 20-30 минут для восстановления коррозийных свойств металла. По истечению времени, остатки пасты смываются проточной водой.
Видео: как пользоваться травильной пастой.
P.S. Cварка инвертором нержавейки для начинающих таит в себе нюансы. Новичку с первого раза тяжело справится с хромоникелевыми сплавами. Нужен навык, без метода проб и ошибок не обойтись.
Можно ли варить инвертором Ресанта нержавейку
Отзыв от дяди Васи :
[lt_alert style="orange"]Сварил своими руками печку в баньку аппаратом Ресанта САИ 190. Металл толщиной 2 и 7 мм. Работал электродами ЦЛ 11, диаметром 3 мм. Ток выставлял 80-90 А. Инвертор работал хорошо. Пробовал 2 мм электродами, когда тройка кончилась, не понравилось. Двойка сгорает быстро, годится только для тонкого металла или прихваток.[/lt_alert]
[lt_alert style="blue"]Я варил Ресантой металл толщиной 4 мм, электроды ЦЛ 11. Сварить нержавейку красиво трудно, но можно, надо привыкнуть к плавлению и жидкотекучести хромоникелевых сплавов.[/lt_alert]
P.S. Попробуйте разные марки электродов, поиграйтесь настройками сварочного тока, побалуйтесь полярностью инвертора и нержавеющая сталь покорится вам. Удачи!
Технология сварки пищевой нержавеющей стали
Пищевая сталь отличается по своим свойствам от многих марок технической нержавейки. По этой причине отличаться будет и сварка пищевой нержавеющей стали.
Ключевым отличием пищевой стали от технической нержавейки является наличие в пищевой нержавеющей стали пониженного содержания углерода. Дополнительно пищевая сталь имеет в своем составе никель и хром.

Сварка пищевой стали позволяет получить прочный и долговечный шов. В данном случае шовное соединение не будет подвергаться коррозии.
Популярные марки пищевой стали:
- 08Х18Н10 (аналог AISI 304)
- 03Х18Н11 (аналог AISI 304L)
- 03Х17Н14М3 (аналог AISI 316L)
- 12Х18Н10Т (аналог AISI 321)
- 12Х13 (аналог AISI 410)
Пищевая сталь ценится за абсолютную химическую нейтральность к большей части кислот и прочим агрессивным средам. Пищевую нержавеющую сталь можно определить по отсутствию в металле магнитных свойств.
В обзоре будет рассказано как сварить пищевую нержавеющую сталь.
Методы сварки пищевой нержавеющей стали
Пищевую сталь сваривают различными способами. Наиболее широкое распространение получили 2 метода сварки нержавейки:
- Ручная электродуговая сварка
- Сварка в среде защитных газов
Обе технологии сварки пищевой стали обладают своими преимуществами и недостатками.

Ручная электродуговая сварка пищевой стали
Данный метод сварки хорошо подходит при соединении металлопроката с толщиной стенки от среднего и выше. Электродуговая сварка дает возможность соединять даже толстостенные металлические заготовки.
Режимы сварки пищевой стали электрической дугой:
- Невысокая сила тока, около 80 – 100 (А)
- Короткая дуга, без поперечных колебаний
- Высокая скорость прохода
В качестве электродов следует использовать специальные стержневые припои. В таких электродах используется высоколегированный металл, что позволяет предотвратить появление межкристаллической коррозии на шовных соединения. Дополнительно возрастет прочность швов.
Электроды для сварки пищевой стали могут легироваться следующими компонентами:
При использовании электродов для электродуговой сварки следует помнить, что на поверхности шва появится шлам, который нужно будет впоследствии убирать.
После зачистки шовных соединения швы следует обязательно обработать специальной пастой для восстановления антикоррозионных свойств.
Как сварить пищевую нержавеющую сталь при помощи аргона.
Сварка пищевой стали в среде защитных газов
Одной из лучших альтернатив электродуговой сварке является сварка в среде защитных газов. Для этого потребуется полуавтомат с режимом сваривания TIG.
Для защиты ванны с расплавом металла хорошо подходят инертные газы. Широкое распространение получила сварка в среде аргона. Аргон легко вытесняет кислород из зоны сваривания, что защищает металл от окисления и появления различных дефектов.
В среде специалистов по сварки пищевой стали бытует мнение, что сварка TIG применима лишь к прокату с небольшой толщиной стенки. Оптимальной толщиной заготовок является 1-3 (мм). Хотя при правильном подборе электрода можно добиться качественного шовного соединения проката толщиной до 5 (мм).
Сварка TIG предусматривает использование неплавящегося вольфрамового электрода. Ток может быть как переменным, так и постоянным, но обязательно с прямой полярностью.

Распространенные марки электродов для сварки пищевой стали с среде защитных газов:
Помимо аргона и многоразового вольфрамового электрода для соединения металлических компонентов потребуется специальный присадочный пруток.
Обычно для сварки пищевой стали используется пруток, диаметр которого соответствует толщине металлопроката.
Принято использовать пруток той марки стали, которая подвергается свариванию. Если такого припоя не найдется, то допустимо применять прутки из высоколегированной стали.
Сварка пищевой нержавеющей стали при помощи TIG производится без появления шлама. В данном случае шов получается чистым. Сварщик сможет сэкономить время и силы, которые в случае с электродуговой сваркой направляются на зачистку и обработку шовных соединений.
Следует отдельно заметить, что аргоновая сварка заметно уступает по производительность электродуговому методу. На сварку пищевой стали в среде аргона требуется больше времени. Но при этом заметно возрастает качество шовного соединения.
Аргон и вольфрамовый электрод обычно используются в тех случаях, когда производится сборка ответственной металлоконструкции. Аргоновая сварка позволяет добиться шовного соединения эталонного качества.
Что еще нужно знать о технологии сварки пищевой стали.

Подготовительные работы
Прим сварке пищевой стали особое внимание следует уделять подготовительным работам. Правильность подготовки стальных заготовок оказывает заметное влияние на качество конечного результата.
- Фаска на соединяемых кромках. Если сваривается достаточно толстый прокат, от 5 (мм), то на стыкуемых поверхностях нужно обязательно снять фаску.
Благодаря фаскам у сварщика появится свободный доступ к корню шва, что позволит сделать качественное и надежное соединение.
Разумеется, фаски следует делать не всегда. Если сваривается нержавеющая пищевая сталь небольшой толщины, до 3-5 (мм), то электрод сможет добраться до корня шва без помощи дополнительного зазора.
- Обезжиривание соединяемых поверхностей. Данная процедура важна при использовании аргоновой сварки, с применением вольфрамового неплавящегося электрода.
При обезжиривании улучшится контакт электрода с металлическими поверхностями, которые соединяются. Это повысит как производительность, так и качество шовного соединения.
Касательно непосредственно процесса сварки пищевой стали, если соединяются заготовки большой толщины, то сварочный шов создается послойно. В этом случае делается многократный проход электродом.
Послойное создание шва даст возможность снизить деформацию изделия.

Где используется сварка пищевой стали
Сварка нержавеющей стали пищевых марок востребована в следующих сферах:
При помощи сварки осуществляется сборка металлоконструкций. Данное производство предполагает изготовление:
Из нержавеющей стали изготавливаются всевозможные приборы, приспособления, инструменты и инвентарь. Широкое распространение получила посуда из нержавеющей пищевой стали.
Сварка пищевой стали применяется и при создании мебели, а также изготовлении различного оборудования.
Если говорить о сварке технической нержавеющей стали, то она нашла широчайшее применение в ремонтном деле. Ни одна более-менее серьезная мастерская не может обойтись без аппарата для сварки нержавеющей стали и алюминиевых сплавов.

Особенности пищевой стали
Нержавеющая пищевая сталь имеет надежную защиту от окисления и коррозии. Нержавейка пищевых марок не изменяет состав жидкостей и продуктов. Она абсолютно нейтральна, что делает этот материал безвредным для человеческого организма.
Хорошую защиту от коррозии обеспечивает наличие в составе нержавейки хрома. Молекулы хрома создают на поверхности проката устойчивую защитную оболочку.
Касательно никеля, данный компонент делает нержавеющую сталь более пластичной и жаростойкой.
Пищевая сталь обладает ярко выраженными бактерицидными свойствами. Нержавейка замедляет бактериальное обсеменение.

Распространенные марки пищевой стали
- 08Х18Н10 – жаропрочная и коррозионно стойкая нержавеющая сталь. Эта разновидность пищевой стали отличается улучшенным сопротивлением воздействию кислот и солевых растворов.
Металлоизделия из данной марки стали могут эксплуатироваться в широком диапазоне температур, от -196 до +600 С.
- 03Х18Н11 – данная марка нержавейки относится к классу жаропрочных и жаростойких, с улучшенным сопротивлением коррозии. Этот материал не образует окалину даже при длительном воздействии мощных окислителей.
Эта нержавеющая пищевая сталь часто используется для хранения криогенных веществ, таких как жидкий азот.
- 03Х17Н14М3 – В отличи от других марок пищевой нержавеющей стали данный сорт нержавейки имеет в своем составе помимо никеля и хроме еще и молибден.
Наличие в стали молибдена делает эту нержавейку высоколегированной. Такая сталь превосходно сопротивляется негативному воздействию пониженных и повышенных температур.
Эта марка нержавейки относится к классу легко свариваемых пищевых сталей.
- 12Х18Н10Т – одна из самых распространенных видов пищевой нержавеющей стали. В состав этой нержавейки введен титан, в виде карбида титана.
Наличие в составе пищевой нержавеющей стали титана улучшает сопротивление нержавейки перед лицом межкристаллической коррозии.
Марки электродов для нержавеющей стали. Сварка нержавейки электродом
Тема статьи: электроды по нержавейке — маркировка стержней для сварки антикоррозийных и хромоникелевых сталей.
Типы покрытий (обмазка)
Для сварки нержавеющей стали используются стержни с такими покрытиями:
- рутиловым;
- основным;
- с повышенной степенью наплавки;
- специальным для сварки на спуск и гравитационной.
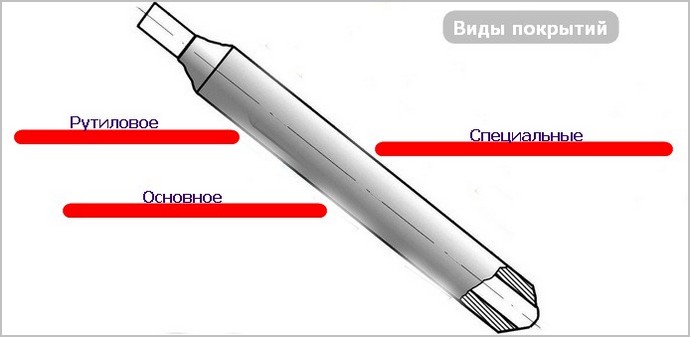
От вида обмазки зависят сварочные характеристики, перенос металла (капельный, струйный), отделяемость шлака, область использования расходника и положение соединения. Вид покрытия влияет на механические показатели наплавленного металла и шва.
Рассмотрим популярные покрытия и выберем подходящий электрод для наших задач!
Марки популярных ESAB расходников
Какими электродами варить нержавейку? Марки плавящихся изделий с рутиловым покрытием:
ОК 63.30 яркий представитель этого вида. Обеспечивает капельный перенос металла, постоянство дуги, малую разбрызгиваемость. Свойства самошлакоотделения делает процесс удаления простым. Шов качественный, даже при соединение угловых швов.
Рутиловое покрытие работает на переменном и постоянном токе. Электроды диаметром 1,6-3,2 мм применяются во всех пространственных положениях, но ввиду большой текучести шлака, лучше выполнять ими сварку в нижних положениях.
ОК 63.41 — рутиловый электрод с повышенной степенью наплавки. Наличие металлического порошка в обмазке увеличивает производительность стержней.
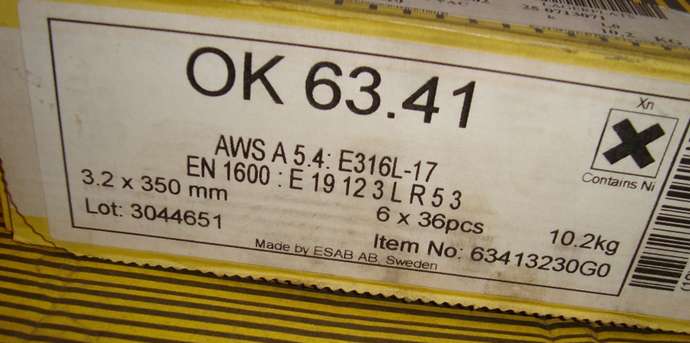
Ввиду отсутствия перегрева покрытия, изделия производятся большей длины. Длинные стержни снижают время на смену и поджиг расходников, что увеличивает длину сварного шва. Электроды для нержавейки с рутиловым покрытием применяются в основном для соединений в нижнем положении.
Заводы-производители поставляют на рынок электроды любых диаметров. Но сварщики приобретают расходники от 3 мм и выше. Большие диаметры позволяют опираться на обмазку, что благоприятно сказывается на сварке нержавеющей стали.
ОК 61.35 с основным покрытием отличаются от рутиловых изделий. Применяются на постоянном токе, во всех положениях. Шлак удаляется тяжелее, чем у рутиловых собратьев.
ОК 67.72 — синтетические электроды для сварки нержавейки применяются для соединения разнородных сталей с нержавеющей. Стержни 67.72 изготовляются из малоуглеродистой стали с легирующими элементами в обмазке. Специальные синтетические электроды длиной до 70 см, применяются для гравитационной сварки.
ОК 63.34 с рутиловой обмазкой используется для сварки на спуск. Улучшенное шлакоотделение позволяет варить на переменном и постоянном токе. Электроды подходят для тонкого и толстого металла. Для сварки в остальных пространственных положениях лучше применять рутиловые стержни.
ОК 63.20 электроды по нержавеющей стали с специальным покрытием для повторного возбуждения дуги, придумали для сварки точками. Процесс происходит при кратковременном поджиге и гашении дуги. Стержни востребованы для соединения труб и тонкого металла.
На каждую упаковку наносится специальная маркировка, обозначающая характеристики изделий:
- полярность;
- настройка тока;
- переменный или постоянный ток;
- напряжение холостого хода и др.
Видео:
Другие марки расходников
1) Электроды по нержавейке ЦЛ 11. Специальная обмазка с карбонатами и фтористыми соединениями. Постоянный ток обратной полярности. Напряжение холостого хода 65 В. Швы прочные и антикоррозийные. Аналог ESAB ОК 61.85. Цена 5-ти кг упаковки 690 рублей (ЛЭЗ, д 5 мм).
2) Castolin EutekTrode E308L с рутиловым покрытием. Для соединения стабилизированных и нестабилизированных CrNi-сталей, плакированных сталей и наплавок. Шов антикоррозийный, полируется до блеска.
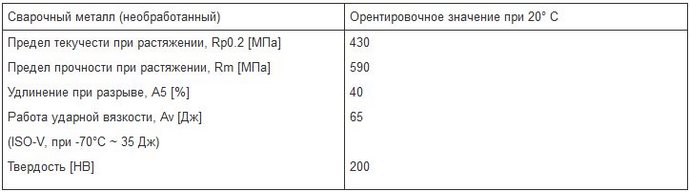
Расходники используются при монтаже емкостей и трубопроводов, в пищевой отрасли. Цена 1 электрода 50 рублей, диаметр 3.2 мм, производство Симферополь. Таблица технических данных:
3) ЭА-400/10Т для нержавеющих коррозионостойких сталей разных марок.
4) ОЗЛ-8 для ручной дуговой сварки хромоникелевых, коррозионностойких сталей. Когда не требуется стойкость межкристаллитной коррозии.
6) Rost 1913 для многих видов корозионностойких сталей. Шов устойчив к межкристаллитной коррозии.

7) ОЗЛ-310 для соединения и наплавки жаростойких сплавов, используемых в окислительных средах.
Какие электроды по нержавейке лучше, сказать трудно! Каждый сварщик отдает предпочтение своему расходнику.
Расходники для разнородных сплавов
Переходные электроды для сварки нержавейки и стали (чернухи). Соединение нержавеющих сталей с разнородными (углеродистыми и низколегированными) сталями выполняется более легированными расходниками, чем сам материал.
- ОЗЛ-312;
- НИИ-48Г.
- ОЗЛ-312 используются, когда марка сталей по химсоставу неизвестна.
- НИИ-48Г хорошо подходят для переходных (буферных) слоев. Шов отличается стойкостью к водородному растрескиванию и образованию горячих трещин.
Марки ЭА-395/9, АНЖР-1, АНЖР-2, ОЗЛ-28, ОЗЛ-32 тоже применяются для соединения разнородных сталей.
В среде домашних мастеров универсальный электрод ОЗЛ-6 отзывы получает хорошие. Хром и никель находящиеся в составе, создают хороший шов при сварке черных сталей с нержавеющими.
Как варить нержавейку электродом
За рубежом и в России популярны 4 марки нержавеющей стали. В различных странах, они имеют разную маркировку. Соответствие американской, европейской и российской маркировок представлены в таблице.

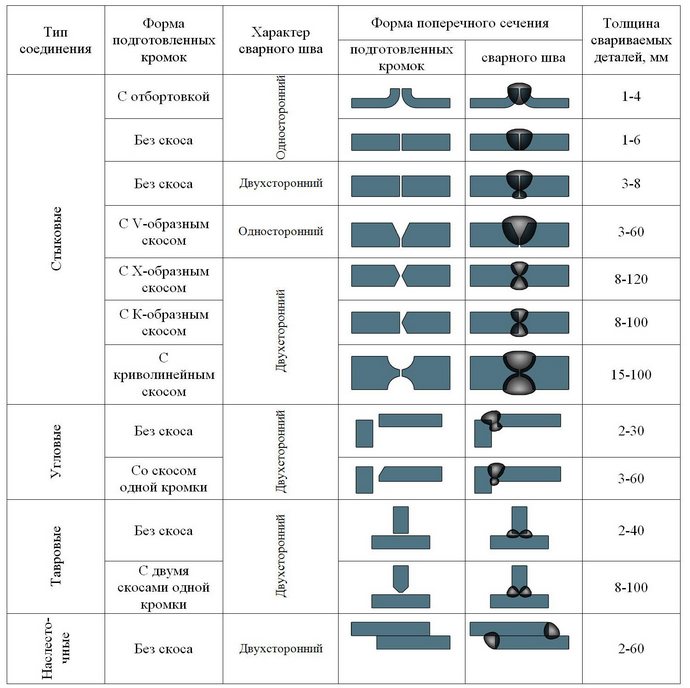
Перед сваркой нержавеющей стали электродами, заготовки подготавливаются так:
- кромки деталей зачищают щеткой;
- фаски разделывают по ГОСТ 5264.
Характер и разделка кромок подбирается исходя из вида соединения и толщины свариваемых элементов.
Хромоникелевые, высоколегированные стали — пластичны, не требуют подогрева при соединении, хорошо свариваются. Но, имеют нюансы при сварке: проявляют склонность к межкристаллитной коррозии металла шва и околошовной зоны, образуют горячие трещины в сварных соединениях.
Для предотвращения дефектов, необходимо:
- не перегревать металл шва и основное изделие (не более 150 градусов);
- сварку выполнять короткой дугой, без поперечных колебаний электрода, на низких токах с высокой скоростью;
- использовать медные пластины для теплоотвода;
- при больших толщинах применять многопроходное соединение.
Электросварка нержавейки электродом выполняется специальными легированными стержнями. После наплавки, шов зачищается щеткой и обрабатывается антикоррозионной пастой.

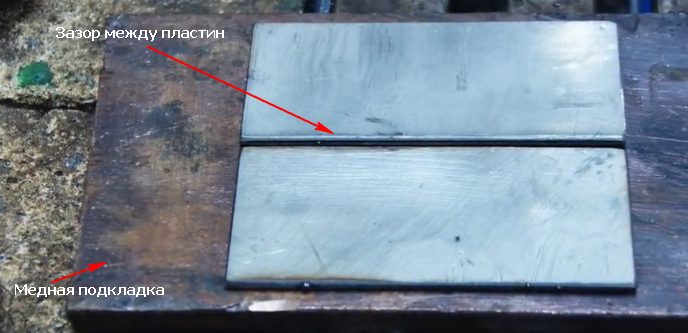
Как сваривать нержавейку электродом ? Для теста возьмем пластины толщиной 3 мм. Такие изделия соединяются без разделки. Ложим пластины на медную подкладку для отвода тепла. Для электродов 3 мм, устанавливаем на аппарате ток в 80 А. Зачищаем края пластин щеткой и выставляем между ними небольшой зазор.
Соединение производим короткой дугой, без колебаний. Молотком отбиваем шлак и зачищаем шов щеткой. Сварное соединение получается без дефектов, с полным проплавлением корня шва. Для восстановления антикоррозионных свойств, зону шва травим пастой SE. Через 20 минут остатки пасты смываем водой.
Изделия не предназначенные для нержавейки
В целях экономии, домашние мастера спрашивают: можно ли варить нержавейку обычным электродом? Да, это возможно!
Человек поделился в видеоролике личным опытом. Он рассказывает, как заварил трещину в теплообменнике банной печи из нержавейки, стержнем АНО-4, выставив ток у аппарата 60 А.
Ещё спрашивают, можно ли сваривать электродом LB-52U нержавейку? Мне такие случаи не известны. Если вы пробовали, то поделитесь в комментариях личным опытом.
Изделия LB-52U с пониженным содержанием водорода используются для морских конструкций, магистральных труб и резервуаров. Которые сваривают с одной стороны.
P.S. Мы рассмотрели, лишь часть расходников для работ с нержавеющими сталями. Каждый год появляются новые марки с разными названиями, но технические характеристики — почти одинаковые.
Как правильно варить нержавейку электродом
Иногда в домашних условиях необходимо срочно заварить емкость или трубу из нержавейки. Начинающие сварщики, имеющие в хозяйстве бытовой инвертор, могут устранить проблему самостоятельно. Хотя в промышленных условиях ручную сварку нержавейки электродом не практикуют, дома можно устранить дефект обычной электросваркой. Специалисты поделятся опытом, как варить нержавейку электродом. Какие особенности легированных металлов нужно учитывать, какого режима придерживаться при работе.

Особенности сварки нержавеющей стали
Главная проблема, возникающая у неопытных сварщиков – некачественный шов. В трубе может появиться течь даже при небольшом давлении. На металле в районе шва возникают трещины.
При сварке нержавейки электродом нужно учитывать ряд особенностей легированной стали, ее физические свойства:
- У металла большой коэффициент расширения, он после соединения электросваркой в процессе охлаждения стягивается. Если варить нержавейку обычной присадкой для углеродистой стали, имеющей небольшой коэффициент расширения, на шве могут появиться трещины – его будет разрывать от внутренних напряжений в нержавейке.
- При окислении ванны расплава на поверхности образуется пористость за счет кристаллизации. Если нет возможности создать над рабочей зоной защитную атмосферу, нужно подбирать стержни со специальной обмазкой, содержащей компоненты, препятствующие поступлению кислорода в шов.
- Легированная сталь, используемая в быту, плавится при невысоких температурах. Под воздействием электродуги из нержавейки способны выгорать легирующие добавки. Без них металл будет ржаветь. Чтобы не допускать перегрева, шов ведут в шахматном порядке.
- Присадку для сварки нержавейки подбирают с учетом особенных свойств легированного металла. Желательно точно знать марку свариваемых заготовок.
Какие электроды выбрать для нержавейки
Риск образования трещин снизится, если выбирать присадку со стержнем, по химическому составу схожим с заготовками. Для сварки нержавеющей стали выпускают несколько видов стержней:
- ЦЛ-11 создан для сварки хромоникелевого сплава, у них фтористо-карбонатная обмазка, сварку можно производить при температуре до +450°С. Работать электродом можно в любом положении.
- ОЗЛ-6 предназначен для жаропрочных сталей, если варить им другие заготовки, электрод будет расправляться медленнее, шов получится непрочный;
- НЖ-13 – для пищевой нержавейки. Можно использовать для хромоникелевой стали, легированной молибденом. Обмазка образует небольшой слой шлака, защищающего ванну расплава от окисления.
- ЗИО-8 – для жаростойких сплавов, с ним возникнут проблемы при сварке бытовой нержавейки.
- НИИ-48Г – универсальная присадка с основным видом покрытия.
- ЭФ400/10У, ОЛЗ-17У – профессиональные электроды, предназначенные для аустенитных сплавов. В быту такие стержни использовать нежелательно, обмазка содержит вредные компоненты.
Марки ЭА, ESAB выбирают для ответственных соединений. Для самостоятельной работы лучше выбрать что-то попроще. Перед работой стержни прокаливают, в зависимости от марки, нагревают до +160–220°С. Заранее их не греют, обмазка после охлаждения станет хрупкой, будет обсыпаться.
Можно варить легированный металл неплавящимися электродами, содержащими вольфрам. В стык, расплавленный тугоплавким стержнем, вводят присадочную проволоку. Работу проводят полуавтоматом, создающим защитную атмосферу. Новичкам за такую работу лучше не браться. Проволока применяется для соединения емкостей, труб, испытывающих высокое давление. Присадка качественно заполняет стык, образует прочный шов, не подверженный образованию трещин.
Можно ли варить нержавейку обычным электродом?
Использовать углеродистые стержни можно только в крайних случаях. Ожидать особой прочности от шва в этом случае не стоит. При остывании соединения можно будет услышать потрескивание – черный металл порвет сокращающаяся в размерах нержавейка. Со временем в рабочей зоне обязательно образуется ржавчина, даже под небольшим давлением образуется течь.
Простым электродом НЕ варят:
- нихромовые трубы системы отопления;
- полотенцесушители;
- нержавеющие емкости.
Новичкам, имеющим дома инвертор, желательно иметь в запасе пачку универсальных электродов для нержавейки.
Технология сварки нержавеющей стали электродом
Ход работы немного отличается от электросварки черных металлов. Есть тонкости образования шва, поэтому должна соблюдаться технология сварки. Подготовительный этап стандартный:
- Заготовки зачищают, снимают с них грязь, масляные пятна, следы краски. Все эти компоненты вспенивают ванну расплава.
- У деталей, толще 4 мм, разделывают кромки под углом 45°.
- Детали укладывают встык с зазором не меньше 1 мм, это связано с большим коэффициентом расширения нержавейки в процессе сварки.
- Прочность швов повышается, если детали предварительно прогревают до +150°С, затем приступают сваркой.
Как правильно варить нержавейку электродами:
- Сначала будущий шов прихватывают в нескольких местах.
- Стержень необходимо держать под углом от 45 до 60°, наклоняют его к себе или в сторону.
- Нужно быть готовым к густой ванне расплава, жидкий металл вязкий, как пластилин.
- Шов накладывают мелкими стежками, быстро.
- Необходимо поддерживать короткую дугу, колебательные движения недопустимы.
- При остывании стыка металл дополнительно не охлаждают, шов должен кристаллизоваться постепенно, чтобы не возникали внутренние напряжения в заготовках. Тогда качество соединения будет нормальным.
- Сварку тонкой нержавейки электродом проводят током обратной полярности, при таком подключении клемм самая высокая температура будет сконцентрирована на кончике присадочного стержня.
Какой сварочный аппарат выбрать
Сварочные аппараты некоторые умельцы берут напрокат. Для работы с легированным металлом надо выбирать современное оборудование для сварки, генерирующее постоянный ток, с таким аппаратом легче поддерживать короткую дугу, получаются ровные стежки шва. Можно сварить металл трансформатором, но в этом случае возможно образование наплывов, снижающих прочность реставрированного элемента. Лучше выбирать сварочники с дополнительными функциями. Риск залипания электрода, прожога заготовки снизится. Хороший вариант – универсальный генератор, вырабатывающий постоянный и переменный ток. Допустимо использование инвертора, выдающего переменный импульсный ток высокой частоты.
Настройка сварочного аппарата
Для сварки нержавеющей стали электродами придерживаются определенного режима работы. Чтобы сварить 4 мм заготовки, нужен аппарат, выдающий 100 А с напряжением 16 В. Диапазон сварки более тонких деталей:
| Толщина заготовки, мм | Диапазон силы тока, А | Рекомендуемое напряжение, В |
|---|---|---|
| 1 | 30 - 40 | 12 |
| 1,5 | 40 - 60 | 13 |
| 2 - 3 | в пределах 80 | 14 - 15 |
Диаметр электрода должен быть меньше толщины заготовки, сталь до 3 мм варят двойкой, 4 мм – 3-х мм стержнями.
При соблюдении всех технологических тонкостей сварки легированных металлов можно получить достаточно прочное соединение в домашних условиях. Для реставрации труб, емкостей, рассчитанных на высокое давление, лучше прибегнуть к услугам профессионалов.
Чем варить нержавеющую сталь в домашних условиях
При монтажных, ремонтных работах часто нужна сварка нержавейки. Использование стойких к коррозии легированных стальных сплавов давно приобрело массовый характер. Сварить нержавейку можно несколькими способами, используя бытовое оборудование. Для некоторых необходимы дорогие промышленные автоматы. В небольшом обзоре кратко представлены все виды горячего соединения легированных сталей.

Особенности сварки деталей из нержавеющей стали
Сначала о том, можно ли варить легированный металл как черный. Да, ММА, TIG MIG – все эти способы актуальны. Но при сварке нержавеющей стали нужно учитывать некоторые особенности сплавов:
- высокий коэффициент термического расширения, складывать детали из нержавеющей стали нужно с зазором;
- высокая теплопроводность нержавейки, чтобы не создавать большую температуру в рабочей зоне, заготовки с содержанием углерода меньше 0,2%, предварительно прогревают, сварочный ток снижают на 20%;
- высокое сопротивление нержавеющих сталей, металл быстро нагревается, поэтому для сварочных работ подбирают специальные электроды длиной 35 см;
- при нагреве хромоникелевой нержавейки образуются термостойкие пленки оксидов легирующих элементов, процесс сварки из-за этого затрудняется, рабочую зону необходимо охлаждать.
Варить нержавейку в домашних условиях нужно, учитывая особенностей стали, иначе соединение получится некачественным.
Чтобы правильно сварить нержавейку, перед проведением работ требуется провести ряд работ:
- заготовки предварительно очищают от грязи, пыли, снимают с поверхности оксидный слой до металлического блеска щеткой, мелким напильником или наждачной бумагой;
- кромки толще 4 мм разделывают болгаркой или спиливают под углом;
- нержавейку толще 7 мм подвергают предварительному нагреву, температура зависит от марки стали;
- детали укладывают с зазором, его размер определяют по справочнику.
Перед проваркой шва стык прихватывают в нескольких местах, чтобы детали не смещались во время работы.
Распространенные способы сварки нержавеющей стали
Любые способы горячего соединения высокоуглеродистых сплавов подходят для сварки нержавейки в домашних условиях, но прочность соединения будет разной. Наплавочные электродуговые швы надежны, но не рассчитаны на разнонаправленную нагрузку. Тонколистовую нержавейку лучше варить аргоном, для них наплавка не нужна, главное уберечь металл от прожогов. Полуавтоматическая с использованием инвертора – универсальная, подходит для многих марок нержавейки, работы с деталями разной толщины. Каждый из способов стоит рассмотреть подробнее.
Сварка покрытыми электродами
Электродуговой метод ММА чаще всего используют для нержавейки, если к соединениям не предъявляют особых требований. При выборе электродов руководствуются ГОСТ 10052−75. В стандарте указано, чем варят нержавейку, легированную хромом, никелем, железом, тугоплавкими металлами. Электроды делятся на две группы. Стержни с основным видом обмазки, в состав которой входят карбонаты кальция, магния, ими варят легированный металл на обратной полярности, подключают их «+». Рутиловая обмазка содержит оксид титана, такие стержни применяют при токе любой полярности, подключают к «+» и «-» контактам. Они меньше разбрызгиваются, реже залипают.
Полуавтоматом
Качественно заварить нержавейку, используя присадочную проволоку, поможет технология MIG с подачей углекислого газа в область расплава. Полуавтомат обеспечивает равномерную подачу присадки в рабочую зону. Проволока подбирается под вид сплава – основной легирующий компонент. Выпускают омедненную присадку, порошковую с каналом, заполненным флюсом, алюминиевую. В качестве источника тока используют выпрямитель или инвертор. Дуга создается примерно так же, как в электродуговой сварке. Контакт «+» подводится к горелке, по ней попадает на подающий проволоку мундштук. Одновременно с проволокой подается газовая смесь, образующая защитную атмосферу.
Полуавтоматом варят детали:
- до 4 мм (короткой дугой);
- толще 4 мм, используя метод струйного переноса.
Импульсная сварка с минимальным разбрызгиванием ванны расплава применима для нержавеющей стали любой толщины.
Ручная и полуавтоматическая в среде аргона
Технология TIG (ручной) и MIG (полуавтоматической) применяется для работы с тонкой нержавейкой, предусматривает использование вольфрамовых тугоплавких электродов для создания электродуги. Подачу аргона начинают до розжига дуги, заканчивают через 20 секунд после угасания.
Другие способы сварки нержавейки
На производстве используют другие методы соединения легированных деталей. Для соединения заготовок на промышленном оборудовании не применяется наплавочный материал, нержавеющий сплав расправляется ограниченно, на большую глубину.
Холодная сварка под большим давлением
Технология основана на способности сплавов преобразовывать кинетическую энергию в тепловую. При сдавливании внутренняя структура стали изменяется с выделением энергии, нержавейка становится пластичной. Один слой вдавливается в другой с образованием диффузного слоя. Сварка нержавеющей стали производится односторонним или двухсторонним давлением. На прессы устанавливают специальные штампы. Получаются очень аккуратные точечные или линейные соединения без окалины, трещин, внутренних напряжений в рабочей зоне.
Контактная сварка нержавейки
Ток подается на два неплавящихся электрода из цветных сплавов, заготовки помещаются между ними. При подаче тока электроды с усилием сжимают. Варят нержавеющую сталь только в зоне контакта, дуга прошивает детали насквозь, расплавляет. Ручные сварочные клещи используют для сварки тонкой нержавейки до 2 мм. Заготовки потолще соединяют аппаратами с усилителями, чтобы можно было продавить зону контакта. Образуется точка размером с площадь электрода.
Лазерным лучом
Для нержавеющей стали применяют технику точечного и шовного метода. Приварить детали можно только встык. При соединении заготовок внахлест в рабочей зоне создаются остаточные напряжения. Ванна расплава ограничена за счет молниеносного воздействия луча. Нержавейка разогревается мгновенно, шов образуется прочным, мелкозернистым. Расплав полностью заполняет стык. В быту лазерная сварка используется редко из-за высокой стоимости оборудования.
Плазменная сварка
Принцип основан на ионизации газа под действием дуги в специальной камере – плазмотроне. Электрическое поле создается с использованием тугоплавкого вольфрамового электрода. Направленный поток плазмы быстро расплавляет заготовки в месте соединения до высокой температуры. Оборудование бывает двух типов:
- ручное, вторым контактом для образования дуги становится металлическая деталь;
- автоматическое, дуга создается между электродом и стенкой камеры.
Ручной плазмой сваривают тонкие заготовки до 3 мм, автоматами – толщиной до 160 мм. Кромки предварительно разделывают, но проваривается шов сразу, за одну проходку.
Завершающий этап
Качество соединения проверяют до зачистки нержавейки после сварки. Если нет трещин, приступают к удалению окалины, сажи, чтобы на металле образовался оксидный слой. Это делают двумя способами:
- механическим с помощью железной щетки, наждачки, шлифовального инструмента;
- химическим, используя соляную и серную кислоту с последующей промывкой поверхности.
После обработки рабочей зоны на шов накладывают пассивирующий слой.
Самостоятельный монтаж или ремонт металлоизделий из нержавейки требует определенной квалификации от сварщика. Важно учитывать особенности сплава, правильно подобрать электроды, параметры тока. Особенно аккуратно нужно обращаться с тонкостенными деталями. Они быстро разогреваются, деформируются.
Читайте также: