Фартук для сварки титана
Обновлено: 14.05.2024
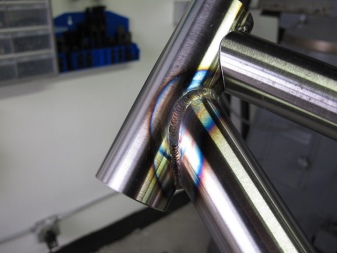
сильно большие булыжники просьба не кидать делалось впервые, поэтому все настройки подбирались интуитивно, линзы нет, сопло большего диаметра думаю по силам найти в Симфе. Интересует по настройкам тока для такой толщины, цвет побежалости находящийся на таком удалении от св.шва это как я понимаю перегрев? Если ток убавить будет греться еще больше ввиду малой скорости сварки, если добавить ток скорость увеличиться но думаю руки "не успеют" за материалом. И самый главный вопрос, если нет возможности организовать поддув, нет фартука, но нужно "слепить" бак из титана не подверженный никаким нагрузкам (под воду) получиться что то путнее или не браться?
если нет возможности организовать поддув, нет фартука, но нужно "слепить" бак из титана не подверженный никаким нагрузкам (под воду)
Поменять титан на нержу - дешевле и задачу выполнит достойно (и титан не загубите). На фото - не хватает газовой защиты.
Как говорится "умом Россию не понять", вариант нерж предложил сразу гарантировав качество, но человеку просто так достались листы титана, вот он и хочет поизвращаться, предполагается нечто эдакое
самое большое сопло на горелку что нашел в продаже №10. Попутно побеседовал с человеком к мнению которого прислушиваюсь, вердикт, если делать без поддува замкнутый контур "затрещит" с уверенностью >90%.
Титан проще продать и купить нержу, нефиг выделываться.
=100% (так будет точнее))). Второй момент - качество и срок хранения титана неизвестного хим состава. Проще продать материал не напрягаясь этим вопросом и взять нерж (я бы так сделал). А за сварку титана под такую задачу даже и не брался бы.
Просто варить титан кое-как (по-качеству) и за цену низкую (по- цене нержи) - непрофессионально (этика ценообразования несоблюдена))). У меня была возможность делать халтуры по низкой цене (расходник/оборудование - халявные) но я цену ставил по верхней планке (особенно по титану)), и вообще отправлял в основном к людям (а то фантазеров и любителей халявы разведется немеренно))
тут немного не то, человек который изощряется из числа знакомых, сделать правильно выльется в очень приличные тенге, хотя бы потому что прийдется всю емкость заполнять изнутри аргоном, + присадок, + время потраченное на эти мытарства , они вообще пытались сварить пластинки п/а, дабы сделать дешево и сердито))
Симфер, варите не бойтесь, не треснет. После того как пару раз без воды протопят он весь будет как ваш шов. Всего поменьше: присадки, току и швы покороче (давайте остыть).
Мнения разошлись, я запутался, максимальная темпертура до которой будут греть воду в баке 60-80 градусов, греться вода будет от дымохода т.е. постепенно.
я переживаю что в следствии напряжения замкнутого контура он "затрещит" по шву или околошовной зоне в процессе остывании после сварки
Симфер, я думаю тут мало кто кроме АВН и меня вообще видел трещины на сварных швах при сварке титана. Не те обломки на лопатах и т.д., а именно трещины. Их по большому счёту не столько видно, сколько слышно))). Не та толщина для напряжений. Собирайте без зазоров и без натяга, и помните что это не нержавейка и . это всего лишь бак для бани. Сорьки если кого обидел.
Эх, мне бы толькА бы йета суметь.
Конечно же. Ищите.
Да уж. Если "желает удачи" сам АВН, то нужно было догадаться, что дело практически безнадёжное.
Какими только запросами браузер не гонял.
Ну чё ана ни свариваица та.
Удовольствие от высокого качества длится дольше чем радость от
Nos , Если уж возьметесь варить бак, то не делайте его полностью закрытым. Сделайте чтобы с верху была съемная крышка , бак будет нуждаться в очистке отложений и поддув тогда можно организовать. И еще вода будет греться от дымохода, таким образом вам понадобится тогда еще и титановая труба в размер дымохода и желательно с 3мм стенкой. Из другого материала вам не привариться будет к баку. У меня сделана такая же система но из нерж, и труба- дымоход которая внутри бака из 3мм нерж, вода вокруг нее закипает почти сразу.
Нельзя уже сказать что новичок, но поругать можно )
Титан, сварка телом, в некоторых местах где был зазор использовал присадку, но крайне неудобно, диаметр 395 мм
WL-20, ф 2,4 мм, сопло 10, самодельная газовая линза (вставил никелевую сеточку)
ток 60-65 А.
Дно 4 мм, стенка 1 мм
с другой стороны, к сожалению поддув не ипсользовал.







Nos , Если уж возьметесь варить бак, то не делайте его полностью закрытым. Сделайте чтобы с верху была съемная крышка , бак будет нуждаться в очистке отложений и поддув тогда можно организовать. И еще вода будет греться от дымохода, таким образом вам понадобится тогда еще и титановая труба в размер дымохода и желательно с 3мм стенкой. Из другого материала вам не привариться будет к баку. У меня сделана такая же система но из нерж, и труба- дымоход которая внутри бака из 3мм нерж, вода вокруг нее закипает почти сразу.
Если честно, то пока не собирался варить никаких баков, но обязательно учту на будущее. Благодарствую за совет!
. с другой стороны, к сожалению поддув не ипсользовал.
Ром, Дружище, подожди немного. Сейчас явится главный ( и надо отдать должное, весьма объективный) представитель ОТК по титану - АВН. Что тут начнётся. Жуть! Цвета побежалости будут "оценены по достоинству". За отсутствие поддува сдерженно "похвалят" ("За йета убивать нада! Штоп ты жыл на одну зарплату. и т.п.). Этого не избежать, т.к. к сожалению, ты нарушил самое важное условие при сварке титановых сплавов. Естественно, я в своё время тоже удостоился тех же "подзатыльников", по той же причине, за что очень благодарен выше упомянутому наставнику. Т.к. данная мера направила в нужное русло по кратчайшему пути. Сразу понял, что нужно изучить, где пробелы. На форуме есть несколько тем, где довольно подробно рассматривается сварка т-сплавов и способы их защиты от выгорания при нагреве. Нужно только немного поюзать поиск.
Здесь ровно одну страничку назад отмотай, увидишь мою, практически такую же историю
Как варить титан в среде аргона? Премудрости аргонодуговой сварки
Аргонная сварка титана требует соблюдения некоторых технических условий. Рассмотрим эти нюансы!
При сварке титановых изделий, зону соединения рекомендуется надежно защищать от атмосферного воздуха. В защите нуждаются — сварочная ванна и участки металла нагретые свыше 400 градусов.
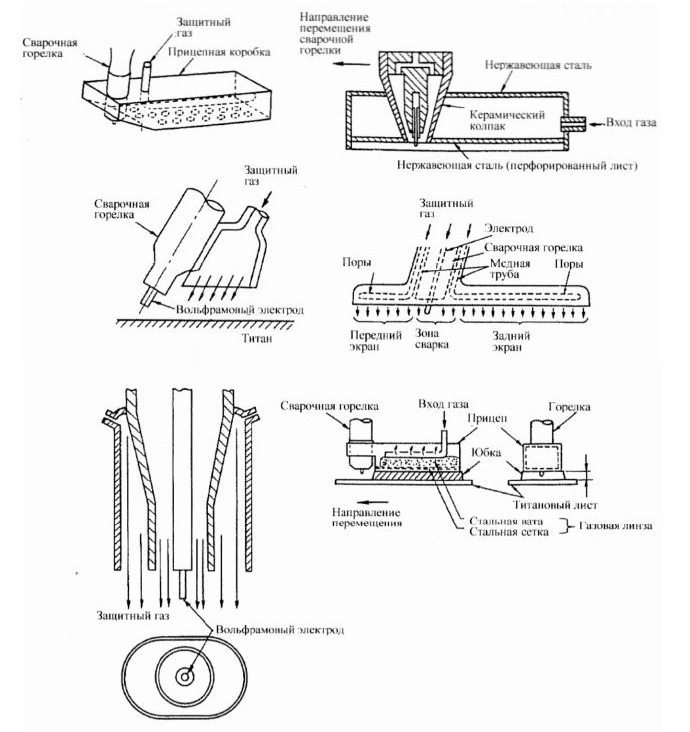
Титан соприкасаясь с кислородом и азотом при нагреве до высоких температур становится хрупким. Поэтому для защиты зоны сварки от окисления и азотирования на горелку устанавливают специальные приспособления.
Ниже на фото показаны приспособления для защиты вспомогательного газа и подачи аргона в повышенном количестве.
Подготовка материала
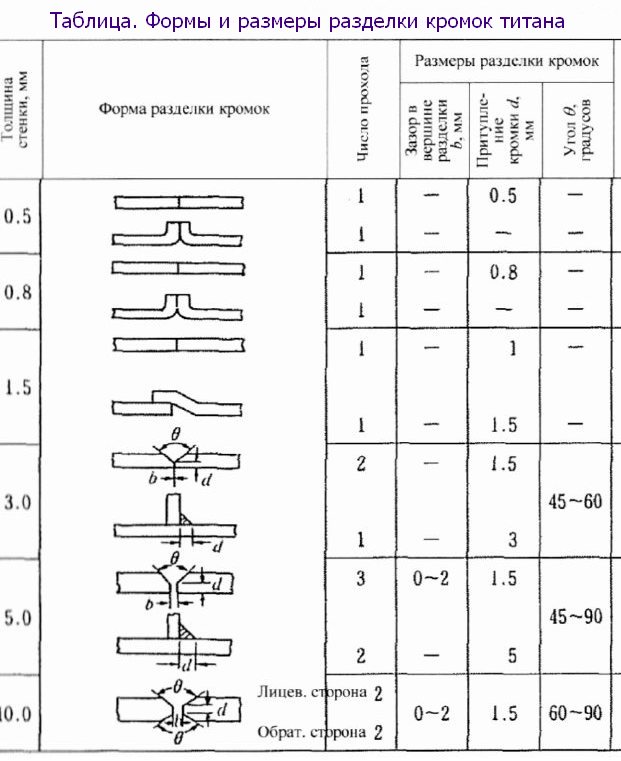
Сварка аргоном титана выполняется только после подготовки сварных кромок и присадки. Для наглядности таблица разделки кромок.
Перед работой, нужно провести полировку (зачистку) поверхности изделий стальной щеткой, наждачной бумагой и обезжирить ацетоном, спиртом.
Для удаления оксидной пленки, можно приготовить смесь из 2-4% фтористоводородной кислоты и 30-40% азотной кислоты. Травление производится в течение 30 секунд, температура травления не более 60 градусов.
Сварка титана в среде защитного газа нуждается в присадочных материалах. Которые подразделяются по составу (палладий, ванадий, алюминий) и по содержанию кислорода. Таблица (ниже) с характеристиками присадок из титана и его сплава.
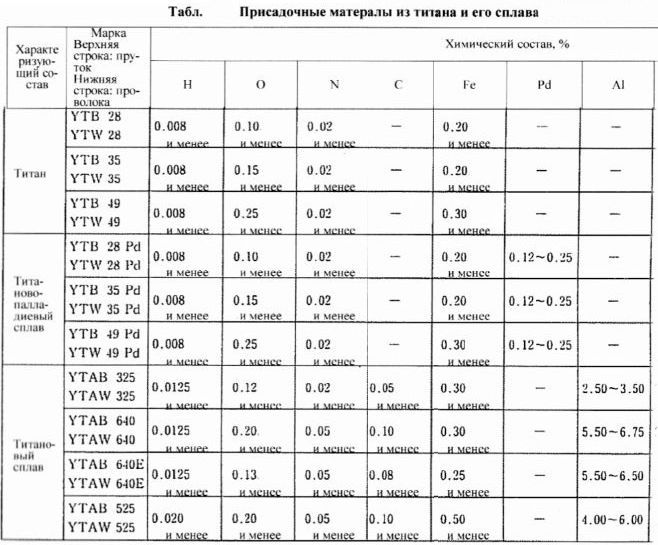
Присадочные прутки и проволока во время сварки в аргоне, не должны выходить за пределы защитного газа. Потому что при соприкосновении с воздухом титановые присадки загрязняются.
Технология сварки титана аргоном
Аргонодуговая сварка титана выполняется на постоянном токе прямой полярности. Электроды используются вольфрамовые. Как варить правильно?
В отдельных случаях аргонодуговая сварка титана нуждается в специальных приспособлениях, в которые поступает инертный газ вытесняя воздух. Эти принадлежности могут быть любой формы и размеров, смотрите схемы вначале статьи.
Также сварка аргоном титана возможна с использованием медных или стальных подкладок. В которых можно вырезать отверстия для подачи газа.
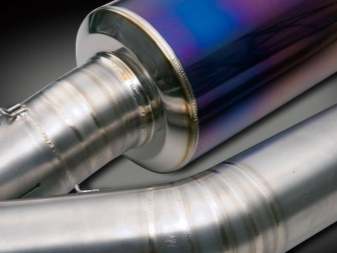
Для соединения труб применяют специальные фартуки с разным закруглением, зависит от диаметра трубы.

Видео: аргонная сварка титана (труб) с фартуком.
При соединении встык или внахлест, толщина металла до 3 мм можно не использовать присадочную проволоку. Просто ставится сопло по диаметру побольше и увеличивается подача аргона.
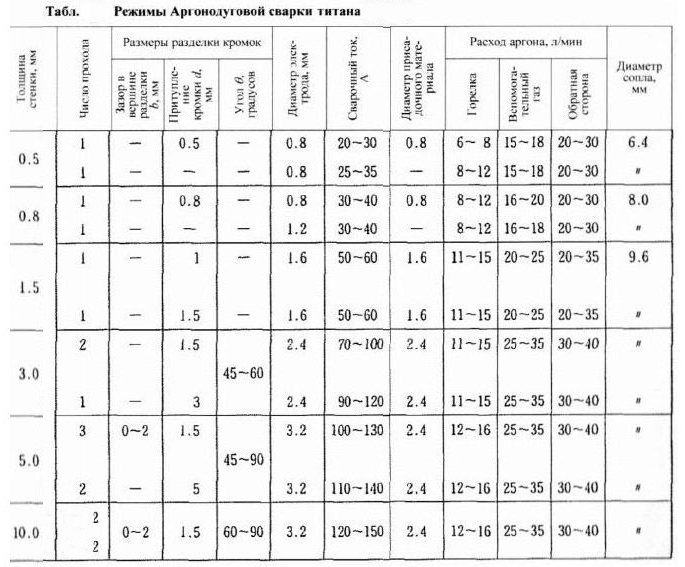
Чтобы сварка титана в домашней мастерской проходила более качественно и быстрее, посмотрите в таблице основные режимы аргонодугового соединения.
Варить титан необходимо на короткой дуге, без колебательный движений. Подача присадочного прута происходит беспрерывно. Всё познается на практике, методом проб и ошибок.
Подачу газа после гашения дуги для остывания металла рекомендуется ещё продолжать в течение минуты. Это действие предотвратит сварной шов от окисления.
Качественный шов должен получится светлым и серебристым. Если ваше творение имеет черный цвет и синеву, значит шов получил загрязнение кислородом или азотом. В таких случаях, изделие требуется переварить.
Видео: аргонная сварка титана (советы и рекомендации от профи).
P.S. Теперь сварка титана в среде аргона вам по плечу. Смотрите таблицы, видео и дерзайте. Только практика поможет овладеть сварочными премудростями. Удачи!
Фартук для сварки титана

Exhaustporn. Магазин сварочного оборудования. запись закреплена






Жека, использовал такую прихватку, чтоб заглушки для трубы делать, сгорит и не жалко, а фирмовые 4т только резина стоит)

Идея интересная






Центртехпомощи, обычно со второго ротаметра поддуто снизу или внутри , поэтому со второго баллона задувают
Vs, один на горелку, второй на поддув. аааа, точно третий нужен на фартук.

Иван, в это году планируем делать данные девайсы и пускать в продажу, правда сетку трёх сложную, а не прессованую нержу.
Сергей, мы сами намутили таких внутрянка сетка латунь в 3 слоя и корпус из нержи тоже отлично помогает обратную сторону шва защищать


Друг, задумка не плоха, но лучше через отдельный балон+заднюю часть силиконовой юбки чуток подреж чтобы была нормальная проточность защитного газа и нужно увеличить скорость сварки, потому как показывает практика , лучше увеличить силу тока и быстрей пройти проход, без последствий , так как на сколькобы хороша не была защита все портит малая скорость похождения сварки шва, не пытайся навалить побольше за один проход, вобщем это основные причины синивы ,серости и желтой перхоти.
Сварка титана: особенности и правила
Титан — по-настоящему удивительный металл, который характеризуется комбинацией легкости, особой прочности и повышенной стойкости к коррозии, а кроме того, этот металл не отторгается тканями человеческого организма. Из него делают детали для кораблей, подводных лодок, самолётов и самые современные протезы. В то же время термообработка титана связана с некоторыми сложностями. Для их преодоления технологами были разработаны специализированные методы сварки непосредственно титана, а также его сплавов.

Особенности
Известно, что температура плавления этого металла варьируется от 1460 до 1830 гр.
Титан отличает повышенная жаростойкость, достигающая 500 градусов и устойчивость к появлению ржавчины.
Титан имеет ряд физико-химических характеристик, которые становятся причиной трудностей при проведении сварки конструкций, выполненных из этого металла. К ним относят:
- низкую теплопроводность;
- при контакте с кислородом из воздуха и уровне нагрева до 400 гр. у металла проявляется склонность к возгоранию;
- под действием углекислого газа начинаются окислительные процессы;
- при нагреве до уровня 600 гр., а также прямом взаимодействии с азотом формируются нитритные соединения;
- при нагреве до отметки 250 гр. металл поглощает водород;
- при нагреве больше уровня в 800 гр. начинается изменение структуры титана, в частности увеличение зернистости.
Таким образом, для титана, а также его сплавов критичным считается повышение температуры за пределы 400 гр. При данном уровне нагрева у него изменяется физико-химическая активность, титан активно реагирует с компонентами газовой смеси атмосферного воздуха, и это оказывает самое неблагоприятное воздействие на качество сварочного шва. В этот момент формируется карбиды, нитриды, а также гидриды и многие другие соединения, ухудшающие прочность сварки.
Таким образом, любое малейшее нарушение технологии и несоблюдение установленных требований зачастую приводит к тому, что сваренные элементы могут отвалиться даже от самого лёгкого удара.
На процесс варки титана и всех его сплавов распространяется утвержденный ГОСТ Р ИСО 5817-2009, этот документ определяет степень качества при соединении самых разных материалов — никеля, стали, а также титана и устанавливает допустимые параметры дефектов готового изделия на выходе.
Способы
Для выполнения сварки обычно используют холодный способ, также сварщики прибегают к технике дугового флюса или плазменно-дуговой технике. Однако самой востребованной в наши дни стала сварка титана при помощи аргона, когда металл плавится в полностью изолированной аргоновой среде. Для варки элементов крупного сечения используют электрошлаковую сварку.
Выбор конкретной технологии в первую очередь определяется характеристиками сплава. Так, состав марки ВТ1-ВТ5 сваривается довольно легко, но он не подлежит последующей закалке. В то время как сплавы, относящиеся к группе ВТ15- ВТ22, подвергаются сварки труднее, они формируют крупнозернистый шов довольно низкой прочности, который требует дополнительной закалки. Все остальные типы титановых сплавов относятся к промежуточной категории, к ним применяют штыковую, точную или роликовую технику сварки.
В общем случае сварка титановых элементов выполняется под действием постоянного электрического тока прямой полярности.
При этом сила тока пропорциональна толщине скрепляемых заготовок, а также размеру поперечного сечения присадочной проволоки и калибру используемых электродов — она может варьироваться от 90 до 200 А. Детали толщиной 2 мм соединяют при подаче тока параметром 90 А, а для заготовок 3-4 мм потребуется ток в 130-140 А, элементы толщиной 10 мм нуждаются в максимальном режиме работы от 160 до 200 А. Обращаем внимание на то, что при проведении любых работ лучше всего использовать минимальный ток из всех возможных. Напряжение во всех случаях одинаково — от 10 до 15 В.
При работе используют неплавящиеся вольфрамовые электроды. Еще до начала сварочных работ их затачивают под углом 30-40 градусов, при этом, чем больше будет угол заточки, тем будут меньше параметры сплавления.
При интенсивной эксплуатации электрода требуется его повторная заточка сразу же, как он затупится. Лучше всего использовать электроды с содержанием оксида лантана, поскольку их несущая способность намного выше, чем у изделий из вольфрама. Соответственно, шов будет в меньшей степени загрязнён вольфрамом, будет чище и прочнее.


Любая сварка требует использования присадки, которая представляет собой проволоку особого химического состава. Проволоку отжигают под вакуумом для полного выведения водорода, который зачастую имеется в сплаве. Кроме того, необходимо защитить материал от окислов. Подготовленную проволоку до начала работ можно хранить в герметично закрытых емкостях не больше 5 суток. При сваривании металла толщиной менее 1,5 мм проволоку использовать необязательно — такой шов будет более прочным даже без присадки.

Технология и режимы сварки
Для формирования долговечного, надежного шва надо специальным образом подготовить свариваемые поверхности. Для начала следует снять оксидную пленку – для этого заготовку следует тщательно очистить от загрязнений и обезжирить с обеих сторон на удалении не менее 20 см от линии будущего шва. Выполнять эти манипуляции нужно в защитных перчатках и кузнечном фартуке, в противном случае потожировые пятна попадут с рук и одежды на свариваемые поверхности, и это ухудшит качество работ.


После этого элементы обрабатывают протравкой, для этого смешивают 35 частей соляной кислоты, 65 частей обычной воды и 50 г натрия фторида.

Раствор прогревают до 60 градусов и обрабатывают поверхности около 10-15 минут.
После этого приходит очередь механической обработки, которая сводится к шлифовке поверхности наждаком No12 и металлизированными щетками, это помогает полностью удалить все трещины.
Аналогичным образом обрабатывают сварочный пруток — лишь после этого можно переходить непосредственно к привариванию титановых сплавов.
В ходе проведения сварочных работ обычно выдерживается постоянная скорость движения электронов, тем самым достигается непрерывность подачи присадки. На этом этапе нужно задать такой режим работы, при котором скорость электрода составляет примерно 2-2,5 мм в секунду. Очень важно придерживаться точности движений, свести к минимуму уводы электродов в сторону и их колебания — в процессе работы электрод должен прикасаться к шву по направлению снизу вверх так, чтобы сварка выполнялась «вперед углом» исключались поддувы.
В ходе сварочного процесса, а также примерно в течение 50-60 секунд после выключения горелки нужно продолжать подачу защитного газа на шов до тех пор, пока температура нагрева шва не опустится до отметки ниже 400 гр.
Режим работы необходимо задать таким образом, чтобы газ аргон в месте сварочных работ расходовался со скоростью 58 л/мин, а на внутренней стороне сварочного шва — 2 л/мин.
Чтобы варить титановые трубы, потребуется герметизация их концов, для этого используется инертный газ, обычно аргон либо гелий, его закачивают внутрь через специальный насос.
При отсутствии специализированного сварочного аппарата в домашних условиях приварить трубы из этого металла не представляется возможным. Единственно доступной технологией является стыковая конденсаторная сварка заготовок из металла марки BT1-ВТ2, диаметр поперечного сечения которой не превышает 20-23 мм с толщиной стенок не больше 1,5 мм. Такие элементы можно приваривать друг к другу исключительно в огнезащитной газовой среде и только конденсаторным методом при повышенном заряде, напряжение которого установлено на отметке 850- 2100 B.
Контроль качества
Сформированный в результате сварки шов должен обязательно иметь серебристый оттенок. Не допускается наличие трещин и пор. Желтый цвет шва свидетельствует об умеренном качестве сварки, такой уровень качества считается удовлетворительным. В то время как все остальные цвета — коричневый, ярко-золотистый, сероватый, фиолетовый, синий или даже голубой прямо указывает на то, что технология работ было грубо нарушена, а материал шва включает недопустимые примеси, которые образовались при контакте атмосферного воздуха с раскалённым титаном.


Подобное соединение будет непрочным и при минимальном давлении разрушится.
Деформации также связаны с тем, что титан имеет родство с кислородом. При прогреве до 500 гр. в сплаве начинается бурное взаимодействие этого металла с азотом из воздуха и начинается образование нитритов — всё это повышает прочность сварки, но в то же время, утрачивается её пластичность, шов становится хрупким и покрывается трещинами.
Одним из самых распространенных сварочных дефектов при работе с титаном становится повышенная пористость шва, она является результатом поглощения шовным покрытием водорода, попавшего в сварочную ванну. Во избежание такого дефекта необходимо перед началом сварочных работы основательно почистить и обезжирить все поверхности и обеспечить эффективную защиту самой сварочной ванны, а также остывающего титана от попадания атмосферного воздуха.
Часто встречается образование активного слоя, который от шва начинает переходить к сплошному металлу соединенных деталей. Чтобы избежать такого неприятного явления, необходимо поддерживать вокруг рабочей зоны газовое облако вплоть до момента, когда шов остынет до температуры 400 градусов.
О том, как выглядит сварка титана, смотрите далее.
Способы и техника сварки титана аргоном
Хорошим специалистом в области сварки может называть себя только тот мастер, который хотя бы теоретически знает главные нюансы основных ее видов. Вот почему стоит выяснить основные особенности техники сварки титана аргоном. Подобная работа сложнее, чем обыкновенные манипуляции с черными металлами и нержавеющей сталью.


Актуальность сварки титана аргоном несомненна. Этот металл не только очень прочен и сравнительно инертен химически, но и относительно легок. Поэтому его используют во многих местах, и вероятность столкнуться с титановыми изделиями велика у любого сварщика.
Главная специфика работы с аргоном обусловлена его тугоплавкостью.


Можно использовать только очень мощное оборудование.
Но высокая температура плавления титана и его основных сплавов не означают абсолютную устойчивость в любых условиях. После сильного нагрева такой металл будет крайне активно вбирать все газы из воздуха. Именно подобное обстоятельство и заставляет применять сварку в среде устойчивых химически газов. Стоит учесть, что у титана есть 2 стабильные фазы. В состоянии «альфа», наблюдающемся при нормальных условиях, характерна мелкозернистая структура.
Состояние «бета» наступает при прогреве до 880 градусов. В этот момент начинается заметный рост размеров зерна. Важно отметить, что титан становится тогда чувствителен к скорости охлаждения. Дополнительные трудности при сварке (кроме аргонодуговой) создают:
его слабая теплопроводность;
опасность самовозгорания в кислородной оболочке при прогреве до 400 градусов;
окисление в присутствии углекислого газа;
вероятность появления хрупких азотистых веществ при 600 градусах и выше;
на 250 градусах — впитывание водорода.


Преимуществами аргоновой сварки титана являются:
возможность сделать добротный шов;
применение сравнительно малых токов;
возможность нарастить толщину шва на проблемных участках;
пригодность для работы с большими и мелкими образцами в равной степени.
Предварительную очистку делают:




Технология
Если толщина металла увеличивается до 1,2 мм, то эти показатели составят соответственно:
6-8 л газа за минуту;


Толстый (3 мм) титан надо сваривать электродами диаметром 2,5-3 мм. Напряжение при этом составит 12-13 В. Сила тока равна 200-220 А. Скорость сварки можно увеличить до 20-22 м/с. Расход газа в горелке составляет от 9 до 12 л за минуту, а по обратной стороне от 3 до 4 л.


Ручная работа с титаном и сплавами на его основе производится только вольфрамовыми электродами. Для этого используют постоянный ток обратной полярности. Обязательно применяют оснастку для изоляции рабочих зон и прогретых областей. Если варят трубопроводы из титана, их наполняют аргоном изнутри.
До начала работы требуется готовить сварные кромки и присадки. Обязательно нужно отполировать (вычистить) все поверхности при помощи стальных щеток. Если таких щеток нет, применяют наждачную бумагу любой фракции. Дополнительно проводится обезжиривание. Для этой цели применяют спирт либо ацетон.


Снять оксидную пленку можно путем травления. Травящая смесь включает фтористоводородную кислоту (в исходной концентрации 2-4%) и азотную кислоту (в исходной концентрации 30-40%). Температура рабочей смеси не может превышать 60 градусов. Предельное время обработки — 30 секунд. Присадочные материалы любого типа не могут выходить за пределы защищенного газом объема; в противном случае они сильно засоряются.
При аргонной сварке титана можно применять подкладки из меди либо стали. В этих подкладках допускается прорезание отверстий для поступления газа. В процессе работы с трубами используют фартуки с различной степенью закругления. Она определяется прежде всего диаметром трубы. Если выполняется соединение встык либо внахлест по металлу не толще 3 мм, присадочная проволока необязательна.
Просто выставляют сопло большего диаметра и наращивают подачу газа. Варят титан строго на короткой электродуге. Присадочные прутки нужно подавать без перерыва. Важно: только метод проб и ошибок позволит сварщикам научиться правильно выполнять свою работу. Промахи на начальной стадии совершенно неизбежны.


Подготовка к сварке непроста. Перед нею требуется на 100% убрать поверхность заготовки. В нем содержатся значительные количества атмосферных газов. Если они оттуда попадут встык, они ухудшат его качество. Толстые детали требуют разделывания кромок. Углы раскрытия должны составлять ровно 60 градусов.
Если намеченные к сварке детали подверглись ранее резке газовым или плазменным резаком, кромки отрезают чисто механически. Расстояние отреза равно как минимум 3-5 мм.


Очень важную роль играет защита корневого шва.
Без нее трудно обойтись даже в ситуациях, когда сварной стык не находится на поверхности с другого края. Ведь бурная реакция с обычным воздухом происходит уже при 300-400 градусах.
Изоляция производится:
плотно подогнанными подкладками из стали либо меди;
подкачкой нейтрализатора в особые проходы внутри подкладок;
закачиванием аргона во внутреннюю часть свариваемой конструкции.
Сваривание толстых конструкций без прикрытия с оборотной стороны выполняется при помощи коротких швов. Их длина не превышает 1,5-2 см. Обязательно делают перерывы для охлаждения. Температура в комнатах, где варят титан, ограничена 15 градусами. Предельный темп перемещения воздуха составляет 0,5 м/с.
Методы
Варить титан в аргоновой среде вручную целесообразно, когда делаются какие-то уникальные вещи. Этот подход применяют и организаторы мелкосерийных производств. В обоих случаях подразумевается, что запрограммировать автомат на те же задачи невозможно, а особого выигрыша при использовании полуавтоматов нет. Если толщина листа не превышает 3 мм, зазор обычно делают 0,5-1,5 мм. Необходимости в добавлении присадки нет.


Работая с электродом, нужно двигать его строго прямо, не отклоняя в стороны. При этом обязателен наклон вперед по направлению шва. Когда используется электрод 1,5 мм сечением и присадочная проволока на 2 мм, можно уверенно обрабатывать даже листы толщиной до 2 мм. Сила тока при этом составляет 100 А. К сведению: при толщине листа 3 или 4 мм нужно поднять силу тока до 140 А.
Когда шов завершен и дуга отключена, подачу защищающего газа сразу останавливать нельзя! Она должна продолжаться еще не менее 1,5-2 минут. Только тогда можно гарантировать охлаждение последнего обрабатывавшегося участка примерно до 400 градусов. В подобном режиме можно уже не опасаться возникновения вредных окислов. Иначе работают при использовании автоматических установок.
В этом случае также берут вольфрамовые электроды. Но подавать на них надо строго постоянный ток.
При использовании неплавящихся инструментов предпочтителен ток прямой полярности.
Сопла газовой защитной горелки должны иметь диаметр от 1,2 до 1,5 см. Разжигать и гасить дугу надо не на самих деталях, а на находящихся рядом планках, в противном случае начальные и конечные рывки напряжения могут проплавить обрабатываемое изделие.
Оборудование и материалы
Аргонная сварка титана позволяет применять почти все сварочные аппараты, отличающиеся жесткой вольт-амперной характеристикой. Нормальная сила тока должна достигать 140 А. Как уже говорилось, предпочтительны электроды из вольфрама. Часто практикуется струйная защита, когда поток газа ориентируют при помощи сопел и отражателей. Альтернативное решение подразумевает использование камер, наполненных газом и отличающихся герметичным устройством.
Для работы в этих камерах применяют промышленные манипуляторы. Разумеется, это сильно усложняет и удорожает сварку. Применять подобный метод за пределами индустриальных цехов практически невозможно. На крупных производствах применяют полностью герметизированные камеры большого размера. Атмосфера внутри них контролируется очень тщательно. Находящиеся внутри сварщики используют специальные защитные костюмы.
Что касается электродов, то теоретически допустимы любые вольфрамовые инструменты. Однако не все из них гарантируют одинаковое качество соединений и приличную стабильность дуги. Больше других подходят лантанированные приспособления с маркировкой ЭВЛ либо WL. Рабочий наконечник электрода требуется заточить под углом строго от 30 до 45 градусов.
Присадочная проволока (пруток) может делаться из титана различных типов. Чтобы шов не насыщался водородом, присутствующим в сварочном прутке, изделие обрабатывают дополнительно, обжигая в вакууме. Такая процедура гарантированно удалит даже небольшие следы водорода.
Важно: присадочную проволоку также очищают от окислов и обезжиривают.
Оценивая потребность в аргоне, стоит учитывать, что толстостенные конструкции можно варить и без защиты задней стороны (но только при поверхностном формировании шва и слабом прогреве всего изделия в целом).
Возможные дефекты
При нормальной работе прочность шва составляет до 80% от крепости необработанного металла. Но при наличии деформаций она может понизиться на 40, на 60% и даже больше. Частыми проблемами являются образование пор и холодное растрескивание. Пористость усиливается в присутствии газовых примесей. Самой опасной из них является водород.
Предотвратить такую проблему помогает обеспечение чистоты сварочного материала и тщательный выбор рабочего режима.
Холодные трещины в основном возникают из-за того же водорода, вернее, из-за провоцируемого им ослабления металла, повышения хрупкости.
Растрескивание может происходить как немедленно после сварочных работ, так и спустя долгое время. Судить надежность газовой защиты помогает окрас шва. В идеале этот шов должен иметь серебристый цвет.
Чуть хуже обстоят дела, когда свариваемая плоскость окрашена в светлый соломенный тон. Это означает, что нарушения защиты допущены, но они не слишком существенны. Недопустимы швы голубого, коричневого, сероватого цвета. Каких-либо других тонкостей в бытовой практике нет. А вот в промышленности могут проводиться исследования неразрушающими методами, выявляющие раковины и другие внутренние деформации.
Видео о сварке титана аргоном для новичка ниже.
Читайте также: