Холодная сварка для латуни
Обновлено: 05.05.2024
Современный клей, обладающий высоким уровнем прочности, необходим для многих работ в различных отраслях промышленности. Таким материалом является холодная сварка. Продукция нашла свое применение в области проведения ремонта транспортных средств и сантехники, устранения различных дефектов металлических поверхностей и восстановления резьбы.
Особенности
Состав может быть использован в любых сферах, где эффективна обычная сварка для металла, однако ряд объективных причин препятствуют работе последней. Такой метод соединения металлических поверхностей заключается в объединении элементов при помощи пластичности сварочной смеси, которая проникает в материал.
Особенностью холодной сварки также является тот факт, что для обеспечения продуктивной работы нет необходимости в покупке специализированного дорогостоящего оборудования. Этот способ можно отнести к сварке давлением, однако спайка получается за счет глубокого пластического деформирования, которое разрушает оксидный слой материала, что делает расстояние между элементами аналогичным параметрам кристаллической решетки. Именно увеличение энергетического уровня веществ благоприятствует созданию прочной химической связи.



Свойства данного материала дают возможность работать с поверхностями и конструкциями из цветных и черных металлов. Главной особенностью такого способа скрепления является тот факт, что холодная сварка представляет собой идеальный вариант для ремонта металлических изделий, чувствительных к нагреву, и обеспечивает надежное соединение между собой различных металлов.


Метод обладает рядом преимуществ.
- Продукция доступна для потребителей, продается во многих супермаркетах.
- Проводить соединения элементов в большинстве случаев можно без их предварительного демонтажа.
- Работы не отнимают много времени.
- Склеиваемые поверхности не деформируются, поскольку не подвергаются воздействию высоких температур.
- Сварочный шов отвечает требованиям эстетической привлекательности.
- Часто данный метод выступает единственной возможностью соединить детали. Это касается сварки элементов из меди и алюминия, а также емкостей, которые содержат взрывоопасные вещества.
- Технология исключает образование отходов.
- Нет необходимости прилагать максимальные усилия для проведения процесса соединения деталей.
- Материал абсолютно безвреден.
- Для работы не нужны особые навыки и специальный инструмент.
- Существуют термостойкие разновидности состава, с которыми можно работать при температуре более +1000 С.


К недостаткам материала относят несколько особенностей.
- Прочность сварочного шва все же имеет меньший показатель в сравнении с обычной сваркой, поэтому продукция не всегда годится для применения в промышленных масштабах.
- Холодная сварка не позиционируется как материал для заделывания больших дефектов.
- Поверхности, которые нужно соединить, нуждаются в тщательном очищении перед нанесением состава. В противном случае качество сцепления резко уменьшается.
Исходя из расположения соединительного шва и типа рабочих поверхностей, можно выделить несколько разновидностей холодных сварок.
- Точечная – рекомендуется для шин и кухонной посуды из алюминия и меди, крепления насадок на алюминиевые провода, благодаря чему возрастает качество соединения электрических контактов;
- Шовная – предназначена для производства корпусов различных устройств и оборудования, а также объемных герметичных емкостей;
- Стыковая – применяется для изготовления колец и соединения проводов;
- Тавровая – используется для склеивания латунных шпилек, шинопроводов электровозов;
- Сварка сдвигом – предназначена для труб, обеспечивающих подачу воды, включая отопительные системы, а также для линий передач на железной дороге.



В зависимости от клеевого состава и его густоты, сварка классифицируется следующим образом:
- Пластилинообразная, напоминающая брусок, имеющий один или два слоя (технология использования такого материала требует предварительного перемешивания и размягчения продукции);
- Жидкая, состоящая из клея и отвердителя, которые необходимо смешать перед нанесением (поэтому она называется двухкомпонентной).


Относительно целевой направленности выделяют несколько типов холодной сварки.
- Водостойкий состав, предназначенный для проведения работ в воде.
- Продукт для ремонта транспортных средств, включающий в себя наполнитель из металла. Данная сварка выпускается специально для работ с автомобильными деталями.
- Продукт, предназначенный для работы с металлами, имеющий в своем составе определенный наполнитель, благодаря которому между собой соединяются почти все виды поверхностей.
- Сварка универсального назначения. Она обеспечивает надежное соединение разных материалов (дерева, различных полимеров и т. д. ). Этот продукт является самым востребованным на рынке.
- Высокотемпературная холодная сварка. Она может использоваться при температуре от +1500 до -60 С.
Технические характеристики
Холодная сварка – это пластичный клей, выпускаемый на базе эпоксидной смолы. Двухкомпонентный состав хранится долгое время без утраты его основных свойств. Однокомпонентная продукция требует оперативного нанесения, поскольку она быстро теряет свои соединительные качества.
Чаще всего средство выпускают в виде двухслойного цилиндра. Его оболочкой выступает отвердитель со смолой и металлической пылью внутри. Подобная добавка обеспечивает прочное соединение.
Помимо основных компонентов сварка включает в себя и другие добавки, например, серу. Добавки обеспечивают уникальные качественные характеристики состава. Весь перечень используемых веществ производители, как правило, не оглашают.
Основными компонентами, которые присутствуют в большинстве холодных сварок для металла, являются следующие:
- эпоксидная смола – главный элемент (обеспечивает связывание материалов между собой);
- наполнитель, представляющий собой металлическую пыль (отвечает за прочность всей связки, делая шов термостойким);
- разнообразные добавки, состав которых формируется производителем в зависимости от типа сварки.
Температурные характеристики холодной сварки тоже зависят от состава продукции. Обычно инструкция к товару содержит информацию о параметрах, при соблюдении которых соединение будет надежным и прочным. Для большей части составов максимальным является показатель равный +260 С.
Производители
На отечественном рынке самыми популярными производителями являются иностранные компании, поскольку российская продукция имеет более низкое качество, о чем свидетельствуют многочисленные потребительские отзывы. Отечественная продукция представлена торговыми марками «Алмаз» или «Полимет», Henkel. Лидерами среди иностранных составов считаются Hi-Gear, Abro, Poxipol.





Abro Steel – американская двухкомпонентная сварка универсального назначения. Материал выдерживает воздействие разных агрессивных веществ и отлично сохраняет свои свойства вплоть до температуры +260 С.
Hi-Gear «Быстрая сталь» производится для работ с металлом, пластиком и камнем. Продукция обеспечивает прочное соединение, устойчива к механическому и химическому воздействию.


Henkel «Момент СуперЭпокси» широко используется для соединения сплавов из металла и других материалов. Свои свойства состав сохраняет до температуры +140 С.
Уругвайский Adefal Trading S. A. Poxipol – универсальная двухкомпонентная холодная сварка. Максимальной температурой для такой продукции является показатель +120 С.

Германская Wurth Liuguid Metal Fe 1 выпускается для работ с керамическими и металлическими деталями и конструкциями. Материал не горит и не содержит растворителей. Состав сварки обеспечивает ее устойчивость к агрессивным веществам. Максимальной температурой для подобной продукции считается +120 С.
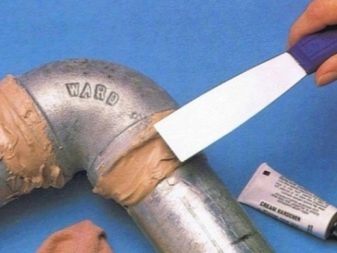
Холодная сварка для батарей и водопроводных труб Mastix лучше всех остальных составов справляется с задачей заделывания трещин и других дефектов на подобных конструкциях. Температура в трубопроводах не превышает допустимую составляющую +120 С, поэтому продукцией можно пользоваться в домашних условиях. Такая сварка позволяет создавать утраченные части и новые детали.

Металлосиликатная продукция Kerry «Термо» обладает повышенной вязкостью. Она отлично зарекомендовала себя в работе с жаростойкими сплавами из стали, чугуна и титана. Состав устойчив к механическим воздействиям, поэтому рекомендован для ремонта автомобильных деталей. Продукт выдерживает перепады температур от +900 до -60 С.


Советы
Чтобы правильно применить состав, необходимо выполнить ряд подготовительных процедур. Прежде всего, нужно убрать с поверхности пыль, жирный налет, масляные пятна и другие загрязнения. Это касается и ржавчины, ее тщательным образом счищают, чтобы обеспечить доступ к сцепляемым поверхностям. Только после того, как покрытие будет пригодно к работе, следует приступать к сварке.
Двухкомпонентные составы извлекаются из упаковки и тщательно перемешиваются. Жидкие и твердые композиции должны прийти к состоянию пластичности, за счет чего им можно задавать различную форму. Работы осуществляются только при соблюдении мер безопасности – нужно исключить риск попадания продукции на кожные покровы.



Как только состав приобретет приемлемую консистенцию, его сразу нужно применять по назначению, поскольку материал быстро сохнет.
Рекомендуется контролировать толщину слоя нанесенного материала. Первый слой не должен превышать 6 мм. При необходимости накладывается второй слой холодной сварки, но только после того, как окончательно просохнет предыдущий. Эксплуатировать конструкцию по прямому назначению можно будет, когда состав полностью затвердеет.
Многие покупатели задаются вопросом о том, какая холодная сварка лучше. Ответ на подобный вопрос дать сложно, поскольку технические характеристики состава подбираются индивидуально, учитывая целый ряд важных нюансов, которые касаются типа металлических поверхностей, условий эксплуатации и многих других принципиально значимых факторов.



Единственной рекомендацией является пожелание отдавать предпочтение известным торговым маркам, продукция которых имеет положительные отзывы. Однако в таком случае стоимость продукции окажется достаточно высокой.
Существует несколько моментов, на которые следует обратить внимание при покупке холодной сварки.
- Наличие в композиции добавок и их разновидность. Наполнитель должен соответствовать типу металла, который будет склеиваться при помощи состава, либо иметь прочность не ниже, чем у этого материала.
- Показатели минимальной и максимальной температуры, в диапазоне которой состав сохраняет свои технические показатели. Высокотемпературные составы гораздо прочнее.
- Часто принципиальное значение имеет время застывания сварки. Поэтому правильнее будет приобрести два вида продукта: для оперативного склеивания и стандартного типа. Хотя в большинстве случаев последний вид обеспечивает более надежное и качественное соединение.


О том, как работает холодная сварка, смотрите в следующем видео.
Свойства и применение холодной сварки
Достаточно большой ассортимент клеящих составов с высокой пластичностью с недавних пор стали именовать холодными сварками. Эти клеи создаются на основе эпоксидной смолы. Есть холодная сварка для металла (и в ее составе обязательно присутствуют определённые включения металлов) и для изделий из пластика.

Назначение
В магазинах всевозможные холодные сварки продаются по доступным ценам, для их применения не нужно специальной подготовки и сложного оборудования. Они прекрасно подходят для соединения деталей, которые не испытывают больших механических нагрузок при эксплуатации.
Их используют для ремонта сантехнических устройств и оперативного устранения течей. Но всё же использование подобных клеящих составов — это, как правило, временное решение проблемы.
Чтобы обеспечить действительно надёжное и долговечное соединение металлоизделий, придётся воспользоваться стандартными сварочными аппаратами.
Основные виды
Холодная сварка бывает двухкомпонентной или однокомпонентной, между этими двумя группами есть серьёзные различия. С однокомпонентным клеем проще работать, но он не всегда является самым эффективным в своём сегменте.
Что касается двухкомпонентных клеев для металла, то они продаются буквально в двух отдельных тюбиках. И один компонент нужно обязательно перед применением смешать со вторым. Создавать рабочую смесь рекомендуется в неметаллической посуде. Инструменты для перемешивания тоже должны быть сделаны не из металла.
Кроме того, клеи типа «холодная сварка» могут быть жидкими или пластилиноообразными. Жидкие почти всегда являются двухкомпонентными, и один из компонентов представляет собой отвердитель.
Пластилинообразные получили такое название по понятным причинам. Их структура и консистенция напоминает детский пластилин. Данные клеящие составы представляют собой однослойный или двухслойный брусок. Если слоя два, то их нужно аккуратно размять и смешать друг с другом.
В особую группу стоит выделить высокотемпературные холодные сварки для металла. Они отличаются от остальных тем, что легко переносят экстремальные плюсовые температуры. Приемлемая температура эксплуатации таких составов может достигать +1000 или, допустим, +1300 °C.
Удивительные свойства таких сварок позволяют использовать их для ремонта выхлопных труб, выпускных коллекторов, глушителей, печей, котлов, дымоходов.
То есть они будут уместны везде, где нужны обычные сварочные работы и где возможен контакт с открытым огнём или сильно нагретыми веществами и средами.
Интересно, что от повышения температуры такая смесь становится только прочнее.
Для пластика
Как уже было отмечено, холодная сварка бывает не только для металлов, но и других материалов. Например, существует несколько типов сварки для ПВХ и линолеума.
Они обозначаются латинскими буквами – А, C или T. Тип А – это жидкая сварка для линолеума и пластика, с помощью которой можно устранять даже очень маленькие щели, однако она применима только для новых ПВХ-линолеумов.
Холодная сварка типа C более густая, её используют, когда нужно заново склеить разошедшиеся швы на старом линолеуме. Холодная сварка (клеящий состав) типа Т подходит для сложных задач и случаев.
Такой сваркой можно соединять встык даже линолеумы на широкой войлочной подошве. Составы типа Т пользуются успехом у многих профессионалов ремонта, что свидетельствует о их высоком качестве.
Стандартный способ использования
Перед склеиванием следует обработать поверхности деталей. Они должны быть сухими и шероховатыми – для этого следует обезжирить их и пройтись по ним наждачной бумагой. Такая обработка позволит обеспечить наилучшее сцепление металлов с клеящим составом.
Затем надо взять холодную сварку и приготовить её к использованию. Способ приготовления, как правило, описан на упаковке и зависит от типа клеящего состава (однокомпонентный или двухкомпонентный, жидкий или пластилиновый и так далее).
Следующий этап — это нанесение холодной сварки на обе металлические детали. И тут же эти детали должны быть соединены между собой.
Если две соединяемые поверхности являются плоскими, то для более надёжной фиксации не помешает дополнительно закрепить их специальными зажимами. После того, как холодная сварка окончательно высохнет, соединённые детали можно шпатлевать и красить.
Восстановление резьбы
Сорванная резьба в том или ином узле автомашины (например, в коробке передач, стабилизаторе, подрамнике и т. д) – это проблема, с которой наверняка сталкивались многие водители. Но её можно быстро решить, если использовать холодную сварку. Вот небольшая инструкция, как это можно сделать:
- чтобы восстановить резьбу, лучше использовать двухкомпонентные марки. Один из компонентов здесь (один из тюбиков) — это, как правило, обезжириватель. Его нужно открыть в первую очередь и обработать им всю поверхность резьбы со всех сторон;
- затем деталь, на которой расположена резьба, обрабатывают антиадгезионным составом из второй емкости;
- после этого выдавливают компоненты холодной сварки из одного и второго тюбиков приблизительно поровну, и перемешивают шпателем в пластиковой таре.
Смесь намазывают на поверхность резьбового соединения, затем деталь до упора вворачивают внутрь и оставляют сохнуть. Соединительного клея на резьбе должно быть много. Ничего страшного, если излишки от давления вылезут наружу. Это, наоборот, обеспечит правильное формирование витков резьбы.
Далее следует подождать, пока холодная сварка высохнет. В этот период критически важно соблюдать температурный режим. Нельзя слишком охлаждать или слишком греть деталь. В результате указанных действий резьба должна восстановиться.
Время засыхания и удаление
Холодной сваркой называют целую группу клеев с разными составами. Соответственно, и время засыхания у них может отличаться. К тому же на скорость этого процесса заметно влияет температура окружающей среды.
Замечательные характеристики холодных сварок действительно делают их очень полезными в домашнем хозяйстве. Но бывают ситуации, когда нужно избавиться от ранее нанесённого клеящего состава.
На самом деле это не так уж сложно сделать. Так как металлы достаточно прочны, то для удаления клея с них можно использовать такие «убойные» растворители, как ацетон, уайт спирит, бензин.
Не менее надёжным растворяющим средством является диметилсульфоксид, который продаётся практически в любой аптеке и называется Димексид.
Алгоритм действий по удалению остатков клея довольно прост. Нужно взять тряпку, смочить её, скажем, в ванночке в бензином и начать тереть нужную металлическую поверхность.
При работе с растворителями всегда надо проявлять осторожность, поэтому заранее следует надеть защитные перчатки. В противном случае можно получить раздражение кожи и даже интоксикацию.
Если же растворители, несмотря на все усилия, не помогли, можно попытаться удалить холодную сварку с помощью напильника или срезать её ножом.
Пуклевочные станки
С понятием «холодная сварка» есть определённая путаница. На практике так называют не только клеи для металлов. Также в интернете можно найти информацию о станках холодной сварки. Они реально существуют, другое название этих станков – пуклёвочные.
Эти станки способны соединять тонкие металлические изделия без каких бы то ни было крепёжных элементов. Благодаря специальному инструментарию верхняя металлическая пластина механическим способом расплющивается и совмещается с нижней — так в общих чертах выглядит эта технология. С клеящими веществами это не имеет ничего общего.
Четыре способа сварки латуни
Латунью называют сплавы, основой которых является цинк и медь. Процент содержания этих основных металлов в каждом конкретном сплаве может различаться. Например, цинка может быть от 20 до 60%. Кроме того, в сплав могут быть добавлены в небольших количествах и другие элементы.
Особенности сварочных работ со сплавами меди
Латунь часто сравнивают с бронзами. Ведь бронзы – это тоже сплавы, в которых присутствует медь, а в качестве второго основного компонента может выступать алюминий, кремний, свинец, бериллий и так далее.
Теплопроводность меди в 6 раз больше, чем железа. И поэтому технология сварки сплавов из меди имеет серьёзные отличия от технологии сварки стальных и железных изделий

Важно также отметить, что вещи из латуни или бронзы зачастую имеют декоративную ценность. А значит, при сварке нужно использовать тот режим, который позволит получить идеально гладкий шов и придать долговечность соединению.
Все сплавы с медью имеют определённые общие черты, но при этом у каждого из них есть и свои уникальные свойства. Например, особое значение для работы с латунью имеет тот факт, что в ней присутствует цинк.
Именно этот элемент из таблицы Менделеева делает сварку латуни столь непростой. Есть несколько трудностей, с которыми мастера сталкиваются при этом процессе:
- газы поглощаются расплавленным металлом (происходит окисление цинка и возникновение водородных пузырьков в сварном шве);
- на латуни при перегреве легко образуются поры и трещинки;
- из сплава начинает выгорать цинк, так как он имеет меньшую точку кипения, чем медь.
Чтобы бороться со всеми трудностями при сварке, используют защитную среду аргона. Применяют и другие виды сварок, не забывая о подготовке материала и строгом соблюдении технологии процесса.
Подготовка
Сегодня на практике при работе с бронзой и латунью применяют электродуговую, газопламенную и аргоновую сварку. Но вне зависимости от того, какая именно технология была выбрана, необходимо тщательно подготовить металлические поверхности, которые предполагается сваривать.
Для этого по краям заготовок следует вырезать специальные сварочные кромки, а будущее место шва отполировать до появления блеска с помощью наждачки и напильника.
На латунных поверхностях нередко образуются окислы, от которых тоже нужно избавиться. Это можно сделать, воспользовавшись раствором соляной или азотной кислоты. Причём такую очистку следует осуществлять строго перед началом сварочных работ.
Электродуговая

Для стандартной электродуговой сварки лучше всего использовать электроды из латунной проволоки (причём доля цинка в этой проволоке должна составлять 40%) с включениями алюминия, железа, свинца, марганца.
Через эти электроды при включении аппарата должен проходить постоянный электроток, обладающий прямой полярностью. В данном случае сварка проводится короткой дугой из положения снизу.
Дуга должна поддерживаться силой тока в 250 ампер для электродов длиною в 5 мм. В таком случае быстрота укладки шва может достигать 30 см в минуту.
По окончании основной операции сварочный шов следует дополнительно проковать и разогреть до температуры в диапазоне от 600 до 650 °C. Это придаст соединению большую прочность.
Газовая
Безусловно, варить поверхности изделий из латуни можно и газовым аппаратом. Но в этом случае работу надо осуществлять с максимальной скоростью. Если горелка будет двигаться медленно, то в шве будут образовываться поры – это опять же связано с особенностями плавления цинка. В конечном счёте, скорость работы должна быть равна примерно 25 см в минуту.
Сварку газовым аппаратом нужно выполнять без поперечных колебаний, иначе изделие из латуни начнёт расплавляться. Горелку специалисты советуют держать под прямым углом к поверхности изделия. А присадочную проволоку необходимо во время процесса располагать под углом примерно в 30 градусов к свариваемым кромкам.
В среде аргона
Сварка латуни аргоном – самый качественный и популярный вариант на сегодня. Причём это справедливо не только для латуни, но и для иных медных сплавов.
Данный метод представляет собой ту же дуговую сварку, но в среде инертного газа аргона. И здесь возможно применение как плавящихся, так и неплавящихся электродов.
В качестве материала для неплавящихся электродов, как правило, используется вольфрам. А хорошим присадочным материалом в большинстве случаев могут стать бронзовые прутки марки БрКМц-3-1.
Однако если сплав латуни очень сложен, то следует использовать присадочную проволоку из того же материала, что и само обрабатываемое металлическое изделие.
Сварка бронзы или латуни аргоновым аппаратом выполняется в один слой. И при этом варить нужно не цельным швом, а небольшими отдельными участками (валиками).
Здесь нужна точность и аккуратность, потому что достаточно велика вероятность прожога. В частности, из-за этого сварка латуни аргоном проводится посредством длинной дуги. И мастер должен постепенно снижать силу тока в зонах сваривания, чтобы добиться нормального результата.
В связи с описанными выше особенностями технологии применять аргоновую сварку лучше всего на изделиях толщиной более 5 миллиметров.
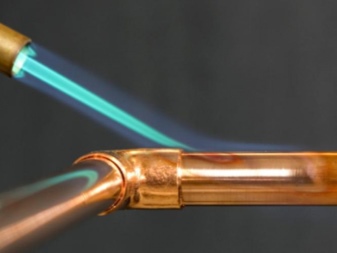
В домашних условиях

Дома проще всего воспользоваться имеющейся в наличии или позаимствованной у кого-то паяльной лампой и оловянным припоем. А в качестве флюса, то есть материала, отделяющего зону сварки от атмосферного воздуха, можно использовать дешёвый и доступный борат натрия. Иногда для пайки латуни готовят специальные припои из меди и серебра.
Если предстоит сварка латуни в бытовых домашних условиях электродуговым методом, нужно подумать о средствах защиты и строгих мерах предосторожности. Пары цинка представляют действительно серьёзную опасность для здоровья людей – они ядовиты.
Следовательно, производить сваривание латуни обязательно нужно в защитной маске, перчатках и респираторе. По этой же причине данный процесс лучше выполнять на улице или в помещениях с достаточно мощными вытяжками.
Не слишком опытным мастерам будет полезен дополнительный совет. Сначала желательно потренироваться на ненужном куске латуни подходящих размеров. Только набив руку и установив правильные настройки аппарата, можно браться за настоящую работу.
Тем, кто хочет быстро соединить два металлических объекта, стоит знать о том, что такое холодная сварка. Хотя это название не совсем корректное. Условно говоря, удар кувалдой по двум металлическим пластинам, в результате которого можно получить единое изделие (и именно так поступали в древности) тоже можно считать холодной сваркой.
Но в наши дни так называют соединение двух металлических частей благодаря специальным составам, а также сами эти составы. Их можно купить практически в любом специализированном магазине, они позволяют соединять, ремонтировать и герметизировать изделия из латуни и бронзы.
Способ применения крайне прост: нужно размешать состав холодной сварки, пока не получится однородная масса. Потом следует нанести эту смесь на обе поверхности, которые необходимо соединить, и плотно прижать их друг к другу на несколько секунд.
Фактически холодная сварка – это клей для металлов, и иногда такой клей действительно способен решить соответствующие проблемы в домашних условиях. С другой стороны, бывают ситуации, когда без настоящей сварки не обойтись.
Как использовать высокотемпературную водостойкую холодную сварку для металла?
Холодная сварка для металла высокотемпературная водостойкая – это наиболее качественный представитель семейства эпоксидных клеящих составов. Отличается сохранением эксплуатационных свойств даже при воздействии высоко температур.
Область применения
Термостойкость клея определяет сферы применения:
- . Ремонт радиаторов отопления, газовых котлов, колонок, печей, кастрюль, чайников. . Ремонт всех узлов автомобиля, которые подвергаются воздействию высокой температуры: системы охлаждения, выпуска отработанных газов и двигатель.
[stextbox Современный двигатель – высокотехнологичный агрегат. Не обладая профессиональными навыками, не стоит производить ремонт. Перед применением холодной сварки для ремонта двигателя рекомендуем проконсультироваться со специалистами[/stextbox]
Преимущества

Высокотемпературную холодную сварку ценят за следующие свойства:
- Широкий перечень соединяемых материалов. Клей способен соединять поверхности из алюминия, чугуна, латуни, нержавеющей стали, благородных металлов.
- Легкость применения. Использование не требует специальной подготовки или особых навыков. Простота состава предполагает проведение срочных работ в полевых условиях.
- Качество соединения. Шов не поддается химическому воздействию, коррозии и не подвержен окислению.
- Возможность обработки. После полной полимеризации соединение поддаются любой механической обработке, включая использование пескоструйных аппаратов.
- Экологичность. Абсолютно безопасно для окружающей среды.
Недостатки
Как и любое вещество, жаростойкий клей имеет свои недостатки:
- Температурный режим. Производители рекомендуют склеивать поверхности при комнатной температуре. В противном случае не стоит ожидать высокого качества шва.
- Промышленное применение невозможно. Применение дуговой сварки, на крупных предприятиях, обходится дешевле, чем соединение холодной сваркой. Даже с учетом высокой оплаты труда квалифицированных сварщиков.
Разновидности

Помимо формы и содержания упаковки, рассматриваемый материал различают по следующим параметрам:
- Показания к применению (универсальная, металлическая, сантехническая).
- Характеристики (влагостойкая, жаростойкая, маслостойкая).
- Время схватывания и полимеризации.
- Наличие дополнительных компонентов.
Состав
Содержит следующие компоненты:
- Эпоксидная смола. То, на чем основана так называемая холодная сварка: базовый элемент клея, который отвечает за однородность и пластичность рабочей массы.
- Металлический или минеральный наполнитель. Важная составляющая, которая придает крепость при полимеризации. Благодаря металлической составляющей состав получил название — внешний вид соединения напоминает сварочный шов от ручной дуговой сварки.
- Наполнители. Наиболее распространенным элементом является сера. В состав входят и другие компоненты, отвечающие за качество продукции. Изготовители держат их в секрете.
Технические характеристики различных производителей
Рассмотрим перечень продуктов, которые пользуются популярностью в крупнейших городах России – Москве и Санкт-Петербурге:
- ABRO Термометалл TM-185. Страна-производитель – США. Однокомпонентный материал для заделки трещин и отверстий в стальных и железных деталях. Пригоден к использованию при ремонте автомобильных узлов, бытовых отопительных приборов, промышленного оборудования. Содержит антикоррозийные добавки. Отличается стойкостью к нефтепродуктам. Выдерживает температуру до 1316 Сº.Время полной полимеризации – 24 часа. Рекомендованная толщина слоя – 6 мм.
- Клей «холодная сварка» АЛМАЗ «ТЕРМОСТОЙКИЙ». Продукт российского производства. Используется для соединения различных поверхностей: черный металл, нержавейка, пластмасса, стекло, керамика, дерево. Наиболее эффективен при ремонте батарей, радиаторов отопления и различных трубопроводов. Возможно применение на мокрых или замасленных поверхностях. Термостойкость до 300 Сº.Время полной полимеризации – 24 часа. Прочность при отрыве – 120 кг/см².
[stextbox товары, в числе прочих, можно приобрести сети строительных гипермаркетов «Леруа Мерлен».[/stextbox]
Форма компонентов
Холодная сварка отличается степенью густоты: производят пастообразный и жидкий составы.
- Пастообразный представляет собой однокомпонентное вещество, готовое к использованию. По внешнему виду напоминает детский пластилин.
- Жидкую сварку для металла выпускают в специальных контейнерах. Является двухкомпонентным клеем, который необходимо смешать перед применением.
Двухкомпонентные растворы имеют преимущество – длительный срок хранения, тогда как однокомпонентный клей необходимо использовать после вскрытия упаковки.
Какая лучше? Критерии выбора
Популярность холодной сварки породила огромное количество товаров на любой вкус, поэтому выбор должен зависть от области применения.
Температурный режим
Универсальные продукты отличаются хорошим показателем прочности на растяжение и разнообразием соединяемых материалов. Показатель химической устойчивости – средний. Можно ли таким составом заклеить кастрюлю? Да, но максимальная температура соединения не превышает 200 Сº.
Специализированный клей сохраняет свойства при температуре свыше 1000 Сº.
Герметики
Краеугольным камнем универсальных продуктов является низкая избирательность. Для устранения утечек труб отопления рекомендуем использовать специальные водостойкие продукты. В первую очередь они являются герметиками, поэтому не ждите от них высокой адгезии при заклеивании металла. Производятся в жидком виде.
Составы для автомобилей
Автомобильная холодная сварка отличается устойчивостью к негативным факторам, которые сопровождают эксплуатацию автомобиля – вибрация, удары, перепады температур. Не подходит для применения под водой. Высокий показатель прочности на разрыв.
Значение наполнения
Обращайте внимание на соединяемый материал. Для холодной сварки металла лучше всего подойдет сварка с металлическим наполнителем. Он должен соответствовать параметрам металла. Например, для соединения чугуна необходим чугунный наполнитель, для меди – медный и т. п. Это позволит добиться наилучших результатов.
Инструкция по применению

Перед работой внимательно изучите инструкцию по применению. В ней указаны технические характеристики. Также можно почерпнуть нужную информацию, касательно безопасного использования клея и рекомендуемых областей применения.
Ниже приведены общие правила при использовании холодной сварки.
Правила безопасности при работе с холодной сваркой
Холодная сварка – нетоксичный материал. Ее применения не требует использования защитных очков или средств защиты органов дыхания. Основным требованием безопасности некоторых продуктов является защита кожного покрова и слизистой оболочки от непосредственного контакта с клеем.
[stextbox случае попадания в глаза следует хорошо промыть контактный участок большим количеством воды и обратиться к врачу. Это относится к готовой смеси – контакт с высохшим продуктом не принесет вреда здоровью.[/stextbox]
Посуда для подготовки смеси должна быть чистой, без содержания посторонних элементов. Дальнейшее использование посуды для приема пищи нежелательно.
Производители и популярные марки
Рейтинг наиболее популярных производителей холодной сварки возглавляют:
[stextbox вы хотите узнать больше об использовании холодной сварки, то на нашем сайте есть статьи по темам:
Заключение
Таким образом, холодная сварка является наиболее востребованным средством экстренного ремонта в бытовой и автомобильной сфере. Однако, ее применение не всегда освобождает от необходимости в проведении полноценного ремонта или замены детали.
[stextbox ООО «Алеко-Сервис» Бондаренко Сергей Анатольевич, опыт работы – 20 лет: «Я занимаюсь ремонтом автомобильного подвижного состава с 20 лет. Появление на рынке термостойкой холодной сварки существенно облегчила мне жизнь – особенно при ремонте выхлопной системы. С задачей заделки незначительных трещин она справляется «на отлично». К тому же отсутствует необходимость снятия узлов для полноценной сварки – это экономит силы и время».[/stextbox]
Сварка латуни: особенности и виды технологий
Сварка латуни необходима довольно часто. Выполнить эту работу как следует могут далеко не все люди. Но знание особенностей и видов технологий позволяет хотя бы проконтролировать получаемый результат.

Особенности сварочных работ
Ключевая специфика сварки латуни связана с ее химическим составом. Это сплав таких известных металлов, как медь и цинк. Когда материал нагревают, цинк начинает улетучиваться. Освободившийся объем заполняют различных размеров и форм поры. Но это только половина проблемы.
Куда хуже то, что цинк крайне токсичен для человека. Потому приходится принимать специальные меры, чтобы избежать отравления. Очень важную роль играет строгое соблюдение технологии.
В целом варят латунь примерно по той же схеме, что и простую медь. Если слой металла не превышает 1 см, заблаговременный прогрев его не потребуется.

Сварить латунь можно даже в домашних условиях, но для этого придется провести тщательную подготовку. Толстые конструкционные изделия обязательно надо прогревать в том месте, где будут заниматься сваркой. Этот прием улучшает качество шва и обеспечивает повышенную надежность соединения. Если толщина листов велика, необходимости в отбортовке нет. Однако между составными частями должна сохраняться дистанция не более 2 мм.
Если применяют подкладку, придется делать зазор несколько больше. Особенно прочные конструкции отрабатывают путем двухсторонней сварки. Неверная оценка отдельных параметров приведет к серьезнейшим проблемам. Потому толстые конструкции должны варить только подготовленные профессионалы со стажем.
Описание технологий сварки
Методика сваривания латуни почти не зависит от конкретного варианта выполнения работ. Действовать в любом случае придется максимально быстро. Если варить металл медленнее чем по 0,15 м за минуту, качество быстро упадет. Это выражается в ускоренном улетучивании цинка и активном развитии пористости. Вертикальные элементы из латуни варят строго снизу вверх.
Точки стыка по мере надобности дополнительно разогревают. Потолочная сварка категорически исключена.
Склонность латуни закипать и вытекать сильно вредит при проведении сварочных работ.
Подбор технологии определяется:
- персональными пожеланиями;
- толщиной листа;
- предполагаемыми характеристиками готовой конструкции.


Электродуговая
Предпочтительным вариантом сварки латуни электродуговым способом будет использование электрода из латунной же проволоки. Важно: в ней должно присутствовать как минимум 40% цинка (по массе). Дополнительно должны содержаться алюминий, свинец, марганец, железо. По электродам непрерывно движется электрический ток прямой полярности. Предпочтительна работа «короткой» дугой из нижнего положения.
Дугу поддерживают при силе тока 250 А. Такой параметр оптимален для электродов длиной 5 мм. Подобное соотношение гарантирует скорость проходки швов как минимум 0,3 м за минуту. Когда главная технологическая операция завершена, шов требуется дополнительно подвергнуть проковке и разогреву на 600-650 градусов. Это позволит значительно улучшить характеристики готового изделия.
В некоторых случаях для работы используют буру. Подобная защитная смесь может существенно облегчить выполнение даже самых сложных работ, в том числе очень сложное соединение различных «капризных» металлов. Разогретая бура плавится и образует соли. Позднее они кристаллизуются на поверхности. Убрать остатки такого слоя не слишком сложно.
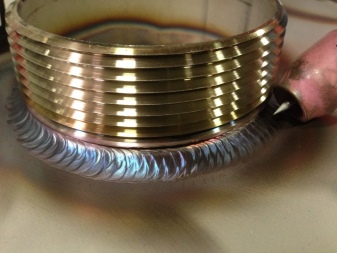
Аргоновая
Изготовление сварных латунных швов в аргонной среде считается наиболее качественным вариантом. Востребовано это решение и для работы с другими медными сплавами. Тут возможно применение как плавких, так и не подверженных плавлению электродов. Неплавкие детали применяют преимущественно из вольфрама. Отличным присадочным материалом для таких манипуляций считается бронзовый пруток БрКМц-3-1.
Для работы с очень сложными сплавами рекомендуется применять присадки того же состава, что и само изделие.
Варить латунь и бронзу в среде аргона требуется строго в один слой. Но делать нужно не цельный шов, а отдельные последовательные участки. Большое внимание надо уделять точности и аккуратности выполнения работы. При неосторожных манипуляциях велика вероятность прожечь материал.
Частично компенсировать эту опасность помогает использование длинной дуги. Силу тока на свариваемых участках понижают плавно. Более безопасно варить аргоном латунь толщиной свыше 5 мм. Для более тонких конструкций подобный метод непрактичен. Порой правильнее вернуться к традиционной электродуговой методике.

Газовая
Обработка латуни и бронзы в обычной газовой среде вполне возможна, но работать тогда придется максимально быстро и четко. Средняя рациональная скорость — 0,25 м за минуту. Поперечные колебания совершать нельзя. Горелка должна идти под углом 90 градусов к поверхности на всем протяжении шва. Присадочную проволоку надо держать под углом 30 градусов по отношению к обвариваемым кромкам.
Кроме обзора методов, необходимо учесть еще несколько более частных тонкостей. В некоторых случаях используют медно-фосфорный припой. Его повышенная текучесть гарантирует установление превосходных связей на межмолекулярном уровне. Дополнительно поддерживается проникновение в самые мелкие трещины и другие дефекты. Готовый шов очень устойчив к коррозии и прочен механически.


В ряде случаев возникает необходимость сварки латуни и стали. Для нее берут:
- ацетилен-кислородную или пропан-кислородную горелку;
- прутки серии Л69;
- буру.
Латунью лудят стальные компоненты. Потом берут ту же горелку, ту же присадку и приваривают необходимые стальные детали со специальным слоем.
Опасаться насыщения стали углеродом в значительных размерах не стоит. Проблема решается использованием нейтральной или слегка окисленной (по продуктам) реакции горения.
Рекомендована аргонодуговая сварка с присадкой, богатой цинком и марганцем.
Довольно многие люди прибегают к сварке латуни методом TIG. Рекомендуется не DC, а AC режим, потому что он позволяет получить весьма чистый шов. Однако надо учитывать, что выгорание цинка затрудняет розжиг дуги. Впрочем, лучший вариант — все равно использование газовой сварки. Многие отзывы опытных сварщиков говорят, что варить латунь способом TIG весьма мучительно.
Рекомендации
Когда нужно заделать трещину в латунной конструкции при помощи электросварки, применяют либо графитированные, либо имеющие толстое покрытие электроды. Первый вариант позволяет варить нетолстые изделия даже без помощи присадочной проволоки. Иногда используют угольные электроды. Процедура работы с ними не отличается от аналогичной сварки меди; припоем становится латунная проволока.
Чтобы качественнее сварить латунь электродуговым способом, нужно:
- за один проход сваривать не более 3 мм металла;
- предварительно подогревать толстые конструкции до 200-300 градусов;
- прорабатывать тонкостенные материалы в один проход.


Тонкостенные элементы, а также трубы можно соединять главным образом газопламенной сваркой. В пламени должен быть переизбыток кислорода, который компенсирует уход большого количества цинка.
Флюс готовят, используя прокаленную буру с вхождением борной кислоты. Смесь изначально суха; перед самым применением ее разводят водой до нужной концентрации. Пастообразный состав придется наносить мягкой кисточкой на нужное место.
Готовясь к сварке латуни в среде аргона, необходимо очень тщательно подготовить соответствующие места. Убрать окислы поможет травление слабой азотной или соляной кислотой. Важно: между воздействием кислоты и самой сваркой должно проходить как можно меньше времени.
При работе в помещении очень важна качественная вентиляция. Но даже она не освобождает от использования защитных очков и респираторов.
О том, как выполняется сварка латуни, смотрите далее.
Читайте также: