Холодная сварка под водой
Обновлено: 02.05.2024
Подводная сварка – процесс, протекающий под водой. В зависимости от условий работы соединение конструкций происходит в сухой среде, то есть сварка осуществляется в специально подготовленном защитном боксе, или в мокрой среде (под водой), то есть непосредственно в воде без использования воздушного пузыря. Применение подводной сварки востребовано при монтаже тоннелей, мостов и прочих сооружений, ремонте трубопроводов, нефтяных платформ, судов, различных металлических и иных конструкций, погруженных в воду.
Технологии и процесс подводной сварки
Для подводного соединения металлоконструкций или резки применяются такие сварочные методы:
- сухой процесс на глубине в передвижных, погружаемых в воду боксах, обычных или гипербарических камерах (особенности подводных сварочных операций в боксе: дуга стабильнее, качество шва выше, но и затраты на оборудование значительные);
- мокрая СВ без специального подводного защитного оборудования (мокрая технология осуществляется с использованием специального оборудования и электродами, допускающими применение под водой).
Защита сварщика от электрической дуги в подводной среде
Для защиты от поражений электротоком при выполнении работ используется специальное оборудование, адаптированное для сварки в водной среде. Обязательно применяется щиток сварщика, гарантирующий защиту от яркой сварочной дуги. Набор СИЗ, необходимых сварщику, при сварке под водой подбирается с учетом специфики выполняемых работ.
Выбор электродов для подводной сварки
Для соединения шва при СВ используются такие типы электродов:
- порошковые для полуавтоматического метода;
- на основе сталей с низким содержанием углерода;
- с защитной водонепроницаемой смазкой на основе парафина, смолы, нитролака (вес пропитки электрода – от 150% массы стержня).
Оборудование для сварщика для работ под водой
Для проведения работ применяются такие же аппараты и оборудование, как и для сухопутной сварки на суше. Но для трансформаторов нужна охладительная безвоздушная система. Кроме того, держатели, механизмы подачи электродов, разъемы и другие элементы должны иметь надежную изоляцию и быть герметизированными. Это необходимо потому, что сварка под водой происходит при подаче высокого тока. При сварке на суше напряжение и ток существенно ниже.
Особенность соединительного шва при подводной сварке
Использование специальных расходных материалов, в том числе соединение элементов детали электродом с обмазкой на основе смол, повышает качество соединительного шва. Чем толще защитное покрытие, тем выше защита от влаги, предотвращается появление пор и раковин, что характерно, если проводить сварку в окружении жидкости, интеграция электродного металла в заготовку более высокая. Для контроля качества соединения в воде сварщик должен тщательно следить за процессом, аккуратно перемещая сварочный электрод.
Ток и напряжение – особенности работы в сухой среде и воде
Процесс подводного соединения элементов конструкций разделяется на следующие виды:
- гидросварка непосредственно в воде;
- работы «на суше», то есть технология соединения металла в воде в искусственно созданной сухой защитной среде.
В первом случае процедура, при которой детали свариваются, проводится в водной среде. Поскольку вода – это дополнительное препятствие для розжига дуги, сварщик работает с особым водонепроницаемым электродом, который нагревается одновременно с заготовкой. Вокруг точки соединения и электродуги образуется газовый пузырь, внутри которого металл с поверхности электродного стержня переносится на края заготовки. Образование пузыря происходит благодаря распаду электродов, возникающий при работе ток 150-220 А (рабочее напряжение до 35 В) индуцирует быстрый перенос металла. Но охлаждение при работе в водной среде быстрое, что является одной из проблем технологии. Также процесс сварки металлов в окружении воды ограничивается возникающим водородным охрупчиванием.
Гидросварка под защитой сухой среды выполняется в глубоководных камерах, сухих и полусухих боксах. Сварочные камеры заполняются газовой семью под давлением, металл обрабатывается с применением таких способов:
- дуговая РДС;
- с использованием порошкового электрода ;
- аргонодуговая с неплавящимися стержнями;
- по методу MIG;
- плазменная (используется при сварке и для резки ).
Обычно, чтобы сделать ровный шов, используют неплавящиеся электроды, что обусловливает особенности процесса, протекающего под воздействием сварочной дуги.



Проволоки, электроды и другие нужные материалы
Сварочная проволока, электроды и другие расходные материалы по своим свойствам схожи с используемыми при стандартных условиях. Но стержни для поддержания дуги должны быть водонепроницаемыми, используемые типы проволоки изготавливаются из малоуглеродистой стали. Также особенности технологии предусматривают, что герметичными должны быть кабели и держатели, поскольку вода может негативно повлиять на их целостность.
Поведение конструкций в жидкостях особенности
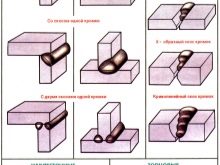
При работе мокрым методом конструкция шва выполняется в виде тавра, то есть края деталей надо располагать под углом. При размещении деталей или листов в одной плоскости электрод направляют так, чтобы соединение выполнялось внахлест. Это обеспечивает проведение сварки при плохой видимости, вызываемой газовыми пузырями. Шов получаем с меньшими дефектами.
Подводная сварка металла – особенности выполнения работ
При выполнении работ по методу сухой СВ используются боксы. Сварщик внутри находится в водолазном костюме, но вода из камеры откачивается. Оборудование и инвентарь применяются такие же, как и для суши, исключение касается только гидрозащиты агрегата, генерирующего напряжение и обеспечивающего подачу тока, от которого разжигается сварочная дуга, кабелей и соединений. Шов получается такого же качества, как и на суше.
Горение в подводном газовом пузыре
Основной сварочной технологии под поверхностью воды является принцип горения в пузыре с одновременным охлаждением жидкости вокруг. Такая естественная камера образуется при делении и улетучивании газов и металлов. Частично газ выделяется в виде мельчайших пузырьков, вода вокруг разлагается на водород и способствующий образованию окислов металла кислород. Полученные в таком случае швы являются достаточно ровными и аккуратными, задача сварщика существенно упрощается.
Полуавтоматическая подводная сварка
Дуговая подводная сварка полуавтоматом основывается на сочетании ручного метода и автоматической подачи электродной проволоки. Такая технология отличается стабильностью процессов, сокращенным временем выполнения работ и повышенным качеством шва. Для работы используются расходные материалы малого диаметра, что обеспечивает равномерное распределение по поверхности и формирование ровного, тонкого и прочного шва. Полученное соединение выдерживает большие нагрузки, поверхность шва не требует дополнительной обработки или зачистки.
Для получения ровного стыка количество аргона и углекислого газа должно быть равным, содержание водорода в свариваемых конструкциях сводится к минимальному. Оптимальным выбором является порошковый электрод, повышающий прочность. Такая проволока для подводных работ является незаменимой и отвечающей установленным требованиям.
Выполнение работ под водой может нести определенные риски для сварщика, в их числе – поражение током. Для исключения таких ситуаций необходимо использовать оборудование, специально адаптированное для водной среды. Также от сварщика требуется соблюдение правил безопасности, особенно при выполнении работ на большой глубине.
Подводная сварка видео
Процесс подводной сварки с использованием специализированного сварочного электрода.
Вопрос - ответ
Качество шва немного уступает тому, что можно получить при сваривании деталей на суше. И тому есть объективные причины, в частности, быстрое остывание из-за низкой температуры воды, действующее давление водяного столба на поверхность и другие факторы.
Экзотермическая реакция позволяет быстро и эффективно разрезать конструкции из металлических сплавов практически любого состава, а также разрезать стекло, бетон и другие материалы под водой.
Обычно сварщики для работы под водой проходят курсы повышения квалификации, а также сдают экзамены для проверки знаний правил безопасности.
Оборудование Broco выпускается в широком ассортименте, что дает возможность подбирать образцы для любых условий использования и глубин.
Это обусловлено составом сварочных электродов, где повышено содержание меди. Она улучшает токопроводящие свойства материала.
Мы продаем товары оптом и в розницу по 1005-ой предоплате, по согласованию обеспечиваем доставку по Москве и в другие регионы России.
Шов практически моментально набирает прочность, поскольку весь процесс происходит под водой, жидкость быстро охлаждает место сваривания деталей. По этой причине сварщик должен работать аккуратно, иначе времени на исправление ошибок у него не будет.
Линейка экзотермических электродов Broco разработана для применения в самых разных ситуациях. В том числе, это подходящий выбор для осуществления работ, связанных с соединением фрагментов, изготовленных из толстолистового металла.
Сварка металла под водой
Под водой располагается очень много разнообразных конструкций. Это опоры мостов, причалов, линии связи, трубопроводы и многое другое. Чтобы содержать их в исправном состоянии, время от времени их требуется обслуживать, ремонтировать отдельные детали. Обычные инструменты и оборудование для этой цели не подойдут. Для работы в водной среде требуется использовать специализированные виды инструмента. В том числе, применять оборудование и технологии, предназначенные для подводной сварки. Такой способ соединения деталей даст возможность получить ровный и крепкий шов даже в воде, не уступающий по качеству швам, созданным на суше в сухой среде.
Основные виды и технологии подводной сварки
Когда речь идет о выполнении сварочных работ под водой в окружении жидкости с различными химическими показателями, необходимо учитывать не только особенности проводимых работ, но и специфику данной среды. Вода – отличный проводник тока. Помимо этого, на процесс подводного сваривания и резки оказывает влияние высокое давление водяного столба. Эти и другие особенности обуславливают ключевые отличия технологий подводной сварки от соединения элементов на суше.
Особенно стоит отметить несколько факторов, которыми отличается технология работы в окружении воды:
- из-за давления воды образовавшийся при сварке воздушный пузырь сдавливается, воздействие происходит и на металл, из которого выполнены детали, в совокупности это повышает плавкость материала;
- быстрое охлаждение и давление водяного столба обуславливает грубое соединение конструкций, это может привести к получению более рельефного шва;
- водолазу приходится работать в условиях плохой видимости, это нередко приводит к тому, что центровка создаваемого сварного шва смещается, поэтому сварщик должен тщательно контролировать весь процесс и умело обращаться с электродами;
- подводная сварка выполняется при условии подачи тока с более высоким напряжением;
- наличие коррозии на свариваемых деталях может затруднить розжиг электродуги, поэтому до начала работ ее нужно удалить.
На данный момент для сварки под водой применяется несколько технологий.
Сухая и мокрая сварка электродом
Сухая. В данном случае речь идет о том, что сварщик работает в специальном боксе, откуда откачивается вода. Жидкость в боксе убирают не полностью, вода снижается до того уровня, чтобы место соединения шва было сухим. Выполнение сварки по «сухой технологии» в воде ничем не отличается от проведения работ на суше. Сухой метод – достаточно дорогая технология, поэтому такую сварку применяют в исключительных ситуациях: когда предъявляются повышенные требования к качеству шва, если требуется особенно прочное соединение, когда работы выполняются на большой глубине и т.п.
Мокрая или полуавтоматическая сварка. Этот метод отличается дешевизной, простотой, доступностью. Чтобы сварить детали между собой во влажной среде, используются специальные виды электродов и горелки для образования сварочной дуги, которая способна продвигать проволоку и параллельно подавать газ для образования воздушного пузыря, в котором, собственно, и проводится сам процесс. Электроды для подводной сварки позволяют выполнять операции так же, как и на суше. Единственное условие – это применение более мощных источников тока для розжига электрода. Также для лучшего расплавления металла электрод нужно дольше держать в заданной точке.
Методы соединения шва в камере и газовом пузыре
У описанных выше способов сваривания конструкций в окружении жидкости есть как свои преимущества, так и недостатки. Если речь идет о сварке в воздушной камере, то эта технология считается трудоемкой и дорогостоящей. В первую очередь, потому, что для каждого объекта придется изготавливать камеры с персональными характеристиками. Дополнительно необходимо позаботиться о наличии вспомогательного оборудования для подъема/опускания камеры на нужную глубину, откачки жидкости, коммуникаций, через которые будет откачиваться вода, и т.п.
Способ сварки в газовом пузыре достаточно бюджетный. Но для осуществления таких работ нужно тщательно подбирать электроды и сопутствующее оборудование, контролировать, чтобы ток и напряжение соответствовали заданным параметрам. Если использовать ток, у которого слишком низкое напряжение, то сварочная дуга будет нестабильной, это существенно осложнит работу сварщика.
Оборудование для сварки металла под водой на разной глубине
Чтобы можно было сварить под водой металлические и иные конструкции, помимо водолазного снаряжения понадобится дополнительное оборудование. К числу обязательных компонентов относятся:
- сварочные электроды;
- силовая установка для подачи тока к горелке СВ;
- изолированные сплошные кабели.
Виды электродов по времени горения, силе тока, качеству дуги, толщине проволоки
Электроды для подводной сварки выполняются из углеродистой стали, которая менее восприимчива к негативному воздействию воды. Их диаметр составляет от 4 до 6 мм, но могут применяться и иные варианты. Одним из ведущих производителей и поставщиков электродов является фирма BROCO. Компания выпускает высокотехнологичные экзотермические электроды и держатели для них. Фирма разработала несколько линеек продукции для различных условий эксплуатации, поэтому можно подобрать электрод, максимально отвечающий конкретным требованиям применения.
Снаряжение сварщика для защиты от действия сварочной дуги
Поскольку сварщику приходится работать на глубине, ему требуется водолазный костюм и скафандр, выполненный из безопасных материалов, исключающих образование электрического разряда между свариваемых деталей и костюмом. Поскольку сварочная дуга имеет высокую температуру горения, использовать оборудование СВ необходимо аккуратно.
Процесс проведения сварочных работ в воде и на суше
Представить процесс сваривания деталей под водой не так сложно, как это может показаться. Отличий от сварки на суше здесь не так много. Основные особенности – это образование газового пузыря. Газ формируется под действием горения электродуги и как бы обволакивает ее со всех сторон. То есть газ защищает место сваривания элементов. Дуга горит с выделением высокой температуры, именно под ее действием и происходит расплавление металла.
Технология сварки в рабочей среде
Когда речь идет о сварке металла под водой с использованием сварочной дуги, то данный процесс бывает:
Саморегулируемым, то есть сварщик направляет электрод перпендикулярно основной линии соединения деталей и прижимает его, чтобы поверхности материалов находились в непосредственном контакте. Шов создается путем перемещения электрода поперечно по направлению к линии соединения.
Управляемым, когда сварщик не касается электродом поверхности материала, а постоянно двигает им из одной стороны в другую. Подобная техника применяется, если нужно получить длинный, фигурный шов.
Выбор оптимального напряжения
Сварка на глубине требует использования более высокого напряжения и силы тока. В среднем, на выполнение шва нужно не менее 30-35 В. Поэтому источники питания сварщик подбирает таким образом, чтобы они изначально были способны генерировать ток с параметрами от 80 до 12 В и от 180 до 450 А. Но если применяется экзотермический метод сварки с применением соответствующего электрода, то для сварщика достаточно будет оборудования, выдающего ток с параметрами до 150 А.
Особенности получаемого шва при СВ
Шов, сваренный под водой, отличается от того, который образуется при сварке на суше. Объясняется это тем, что в водной среде действует повышенное давление, в жидкости присутствуют различные взвеси, на материалах может быть коррозия. По этой причине, чтобы получить прочное соединение, шов выполняют в виде тавра. Окалины на нем, как правило, не образуется, соответственно, зачищать его не надо.
Как методом холодной сварки отремонтировать трубы с горячей водой
Если в доме неожиданно дала течь одна из труб системы отопления или водоснабжения, а для капитального ремонта в данный момент нет возможности, на помощь придет альтернативный способ ремонта – холодная сварка.

Сущность метода холодной сварки
Идея, предложенная изобретателями такого способа соединения деталей, довольно проста. Композитный материал тщательно перемешивается, после чего запускаются сложные химические реакции, сообщающие смеси новые свойства. По прошествии времени мягкий состав затвердевает, проникает в структуру склеиваемых материалов и становится сравнимым по прочности с металлическими поверхностями.
Отличные эксплуатационные качества дают возможность использовать холодную сварку для решения широчайшего спектра бытовых задач:
- Устранение течи в металлических и полимерных водонапорных конструкциях.
- Герметизация трещин отопительных радиаторов.
- Уплотнение мест повреждений металлических элементов кузова автомобиля.
- Усиление проблемных участков трубопроводных сетей.
Материал может стать незаменимым в тех ситуациях, когда проблемный участок трубопровода оказывается в труднодоступном месте, где при всем желании не получится использовать сварочный аппарат или другое громоздкое устройство.
Обратите внимание! Смешивание компонентов холодной сварки удобнее и проще производить руками. Чтобы избежать неприятных последствий, на время работы стоит одеть тонкие резиновые перчатки. Для ускорения и облегчения процедуры разминания плотной массы перчатки часто смачивают водой.
Разновидности клеевых составов и их особенности
Состав может иметь жидкую, либо твердую консистенцию:
- Жидкий вариант. Продается комплектом из двух тюбиков. В одну емкость помещается эластичный компонент на базе эпоксидных смол, в другую – жидкий отвердитель. Компоненты тщательно смешиваются в указанной на упаковке пропорции непосредственно перед применением. Использовать готовый состав необходимо в течении 2-20 (в зависимости от технологии изготовления) минут. Компоненты жидкой холодной сварки должны храниться в специальных условиях, а для различных склеиваемых материалов понадобятся разные варианты состава.
- Твердая холодная сварка. Представляет пластичный брусок круглого, либо прямоугольного сечения. Брусок бывает однородным, либо состоит из разделенных слоев. Внутренний слой – смесь эпоксидных смол, отвечающих за пластичность и однородность массы, внешний – отвердитель (металлические вкрапления и сера). Перед использованием компоненты разминаются и перемешиваются.
Обратите внимание! Если нет необходимости одномоментно использовать весь состав, брусок холодной сварки допустимо разделить на части (резать следует только поперек). Эксплуатационные качества материала от этого не пострадают.
Помимо универсальных клеевых составов, способных одинаково хорошо работать с любыми типами материалов, выпускаются специальные виды холодной сварки для производства конкретных видов работ:
- Составы для экстремальных условий. Выручают в нестандартных ситуациях: под водой, в условиях повышенной температуры или давления.
- Клеевые составы для металлов. Дают наибольший эффект при работе с металлическими деталями. Надежно склеивают поверхности из разных металлов.
- Холодная сварка для автомобильных деталей.
- Специальные сорта холодной сварки для бетона, керамики, пластика и т.п.

Специальные разновидности холодной сварки практически всегда превосходят универсальные по эффективности воздействия на конкретный материал, зато часто оказываются абсолютно бессильными при работе с прочими материалами.
Вне зависимости от разновидности холодной сварки, применительно к сетям водоснабжения и отопления отметим ряд явных преимуществ такого способа ремонта или соединения деталей:
- Процедура полностью безопасна, особенно в сравнении с горячей сваркой.
- Ремонт трубопровода или радиатора отопления не потребует использования специального инструмента, сама процедура подготовки и использования смеси предельно проста и понятна.
- Материал доступен в свободной продаже во всех строительных магазинах.
- Универсальные клеевые составы подойдут для любых видов труб: стальных, чугунных, пластиковых и т.п.
- Окружающие материалы не подвергаются высокотемпературному воздействию, холодная сварка может без опасений применяться даже в условиях повышенной пожароопасности.
- Возможность проведения ремонтных работ не зависит от наличия источника электричества.
- Себестоимость работ с применением холодной сварки существенно ниже любого другого известного способа.
Между тем, холодная сварка не лишена некоторых недостатков. Застывший материал (впрочем, как все эпоксидные смолы) уязвим к кручению, изгибам, прочим деформациям. Серьезных нагрузок такой материал тоже скорее всего не выдержит. Полученные швы по показателям прочности и долговечности серьезно уступают возможностям дуговой сварки.
Это важно! Надежность и качество заплатки в большой степени зависят от правильности смешивания, соблюдения временных и температурных ограничений использования.
Температура, на которую рассчитан конкретный вид холодной сварки, указывается производителем на упаковке. Чаще всего верхний предел ограничивается цифрой 260°С. Отдельные виды способны выдерживать гораздо более экстремальные температуры – до 1300°С.
Саму процедуру применения холодной сварки также следует осуществлять при определенной температуре. Для большинства видов мастики достаточно, чтобы температура окружающего воздуха была положительной.
Среди популярных и зарекомендовавших себя брендов некоторые отечественные и зарубежные продукты:
- Зарубежные марки: ABRO, Hi-Gear, Cold Weld Magnum Steel и т.д.
- Российская продукция: «Полимет», «Алмаз», «Титан», «Быстрая сталь», «Момент Супер Эпокси» и т.д.
Цена составов, как правило, не слишком высока, поэтому лучше предпочесть чуть более дорогостоящие, но иногда на порядок более эффективные импортные образцы.
Как устранить течь в трубе ГВС методом холодной сварки
Чтобы отремонтировать трубу системы водоснабжения при помощи холодной сварки, придерживаемся такой последовательности действий:

- Участок трубопроводной сети, на котором обнаружено повреждение, перекрывается.
- Из него по возможности сливается вода.
- Если труба окрашена или покрыта теплоизоляцией, она очищается до металла на расстояние около 5 см в зоне повреждения.
- Остатки ржавчины удаляются, участок трубы обезжиривается и просушивается.
- От бруска холодной сварки отрезается кусок, пластичный состав разминается руками до состояния, когда компоненты визуально становятся единым целым. Если используется жидкая разновидность – компоненты перемешиваются в указанной на упаковке пропорции.
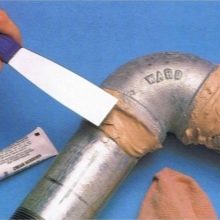
- Готовая мастика наносится на место повреждения, формируется ровное веретенообразное утолщение. Важно понимать, что состав желательно наносить на трубу не в виде заплатки, а охватывать ее по всей длине окружности.
- В течение 3-4 часов состав высыхает, образуя жесткую прочную массу.
Для усиления прочности поверх слоя сварки можно наложить бандаж из технической ткани, простого бинта или марли. Также, нелишним будет нанести на это место слой краски.
Если перекрыть водоснабжение по тем или иным причинам не получается, можно попытаться устранить течь на мокрой трубе. Для этого обязательно понадобится особенный состав жидкой холодной сварки, способный купировать действие воды. Удобнее всего пропитывать таким составом тканевый жгут и обматывать им место повреждения. Ткань, даже очень тонкая, обеспечит материалу плотный контакт с поверхностью и дополнительную прочность.
Все чаще в домах встречаются системы водоснабжения на основе полимерных труб. Этот материал надежнее, чем металл, но, к сожалению, также не застрахован на сто процентов от аварийных ситуаций. Для работы с пластиковыми изделиями разработаны специальные виды холодной сварки.
Последовательность действий в этом случае почти не отличается, за исключением нескольких моментов:
- Поврежденный участок обрабатывается наждачной бумагой (это повысит адгезию гладкого пластика с клеящим веществом), обезжиривается и просушивается.
- Для усиления эффекта, после наложения холодной сварки часто пользуются зажимом.
Особенности ремонта труб отопления
В сети отопления появление утечки может проявиться в трех местах:
- На прямом участке трубопровода. Влияние коррозии, механических повреждений.
- В местах стыковки труб с отопительным прибором или друг с другом. Здесь чаще слабым местом становится сварной шов, либо соединительный фитинг.
- В местах соединения секций радиатора.

Работа любой отопительной сети связана с высокими температурами. Для ремонта таких трубопроводных систем понадобится холодная сварка, способная длительное время противостоять таким экстремальным условиям. Информация о предельно допустимых температурах для состава представлена на упаковке.
Обратите внимание! При всей эффективности и простоте работы с холодной сваркой стоит понимать, что такой способ ремонта относится скорее к временным решениям. Способ незаменим при необходимости оперативного устранения мелких бытовых протечек, однако, при первой возможности участок трубы надлежит заменить, либо отремонтировать более надежной и долговечной дуговой сваркой.
Как пользоваться холодной сваркой?
Суть сварки заключается в сильном нагревании металлических поверхностей и соединении их между собой в горячем виде. По мере остывания металлические детали получаются намертво связанными друг с другом. Совсем иначе дело обстоит с холодной сваркой. Под этим названием нам предлагается некая субстанция, которая со сварочным аппаратом не может иметь ничего общего.
Особенности
Понятие «холодная сварка» – это красивый маркетинговый ход, который прочно вошел в наш обиход. Он обозначает большую силу скрепления, которая может сравниться с настоящим сварочным швом. Под холодной сваркой подразумевается сильный компонентный клей, который создается из эпоксидных смол, армирующих порошков и загустителей.



Разновидности
Прежде чем мы будем рассматривать варианты применения, необходимо ознакомиться с разновидностями этого материала и способами его нанесения.
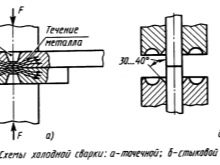
- Точечный материал используется для работы с шинами, ручками, накладками, применяется для изготовления ребристых охладителей.
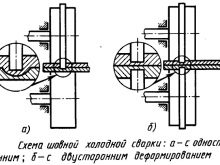
- Шовная сварка используется в герметичных конструкциях. Сфера ее применения огромна и разнообразна. Такая сварка удобна в работе и демонстрирует высокую надежность соединения. Работа с этим материалом подразумевает использование контурных пуансонов.
- Стыковой способ нанесения выручает при производстве колец и соединении проводов концами.
- Тавровый метод позволяет соединять латунные шпильки и алюминиевые выводы, например, с трансформаторных обмоток, шинопроводов электровозов.
- Сварка сдвигом выручает при ремонте системы отопления и водоснабжения, в случае работы с переходниками в ж/д линиях электроперед
В основе другой классификации лежит консистенция и состав материала.
- Жидкий материал состоит из двух компонентов, которые требуется смешать друг с другом. Выполняется соединение клея и отвердителя перед нанесением на поверхность.
- Пластилинообразный материал выпускается в виде бруска. Он может быть однородным или состоять из нескольких слоев. Перед работой брусок нужно перемешать и хорошо размягчить.


В основе следующей классификации лежит целевое назначение материала.
- Сварка для работы с металлами имеет в своем составе металлическую составляющую. Такой материал подходит для работы с любыми металлами и соединяет их ничуть не хуже обычной сварки.
- Материал для ремонта автомобильных деталей состоит из металлического компонента, способен выдерживать высокие рабочие нагрузки, может работать при высокой температуре и морозе.
- Универсальный клей способен соединять все материалы без исключения. При таком преимуществе сварка является менее прочной по сравнению с узконаправленными вариантами.
- Для работы в особых условиях, например, под водой, выпускаются специализированные составы.


Где можно применять?
Холодная сварка – уникальный продукт, ею можно пользоваться в большом количестве случаев. Правда, имеются некоторые ограничения, все-таки клей не такой всесильный, как хотелось бы.


Рассмотрим случаи, когда рекомендуется использование клеевого эпоксидного состава.
- При помощи такой сварки очень хорошо соединяются между собой металлы. Даже разнородные материалы можно склеивать с высокой надежностью.
- Жесткий пластик также хорошо фиксируется при помощи инновационного материала. Почему именно такой? Причина заключается в жестком стыке, который образовывает сварка после застывания. С гибкими деталями жесткий стык не сочетается.
- Керамическая плитка отлично фиксируется за счет жидкой холодной сварки. Проверено на опыте: трещина пойдет через плитку, но только не через шов. Место, обработанное клеем, останется без изменений.
- Камень и стекло намертво приклеивается к основе и прочно удерживаются на протяжении нескольких лет.
- Напольное покрытие (ковер, линолеум, ковролин) фиксировать при помощи холодной сварки удобно и надежно. Приклеивать их можно просто к полу или делать красивый стык – в любом случае будет правильно.
- Область сантехники – идеальный фронт работ для этого материала. Холодная сварка может отлично работать при контакте с водой. Это обстоятельство никак не влияет на прочность склеивания или долговечность шва. Такая особенность позволяет заделывать течи без необходимости спуска воды. Этим фактом активно пользуются в случае повреждения системы отопления, водоснабжения или водоотведения.


Подобный ремонт позволит не только продержаться до некоторого времени (окончание отопительного сезона, глобальный ремонт, наступление тепла), шов будет прочно зафиксирован на протяжении нескольких лет.
Ремонт глушителей автомобилей не подразумевает капитального устранения неисправностей, но проездить некоторое время с комфортом получится. Клей не пострадает от нагрева, не будет крошиться, но перед его покупкой необходимо изучить температуру, при которой можно использовать подобный материал.
Холодная сварка – это уникальное изобретение, которое обладает наивысшей степенью универсальности. В домашнем наборе инструментов этот клеящий материал основательно прописался и не собирается терять свои позиции.
Как нужно использовать?
Некоторая доля популярности и востребованности холодной сварки обеспечивается удобством и простотой ее использования. Не требуется иметь навыков работы со сложным оборудованием, также не нужны профессиональные инструменты и дорогие расходные материалы. Все что потребуется от пользователя – это детальное изучение простой инструкции и соблюдение ее в процессе работы.

Правила эксплуатации
- Рабочие поверхности нуждаются в тщательной подготовке. Этот этап важен, он определяет успешность конечного результата. Поверхности, на которые будет наноситься клеевой состав, необходимо тщательно очистить от загрязнений и обработать наждачной бумагой: шероховатости обеспечат более высокую адгезию.
Также рабочее поле должно быть обезжирено. Для этого можно использовать ацетон. На этом подготовку можно считать завершенной.


- В большинстве случаев холодная сварка прилипает к рукам, что усложняет процесс создания ровного и красивого шва. Устранить эту проблему можно за счет смачивания рук. На эксплуатационные характеристики это никак не повлияет, зато масса будет более послушной.
- При работе с двухкомпонентным материалом необходимо смешивать клей и отвердитель. Пластилинообразная сварка смешивается до получения однородной массы, в жидком варианте два компонента соединяются друг с другом. Делать это необходимо перед нанесением, на работу дается около трех минут. Во время смешивания масса может выделять тепло.
- Подготовленный материал наносится на рабочую область, в место расположения будущего шва. Клеящая масса распределяется по поверхности, прижимается и разглаживается. Необходимо добиваться максимальной герметичности.
- Когда плоскости соединены, их необходимо зафиксировать при помощи зажимов. В этом случае шов будет намного крепче и надежнее. Для работы с трубами используются специальные жгуты. При склеивании напольного покрытия применяются роликовые валики.
- Полное время застывания может разниться, в зависимости от производителя, типа клеевого состава и толщины шва.
- После полного застывания клея можно заниматься шпатлевкой, покраской и прочими ремонтными работами.
Нарушать инструкцию нельзя, это может привести к сокращению срока эксплуатации и снижению характеристик.


Меры предосторожности
При работе с холодной сваркой необходимо обезопасить себя и защитить от вредного воздействия некоторых компонентов.
Для этого надо строго соблюдать меры предосторожности.
- На руки необходимо надевать перчатки, которые защитят кожу от попадания смол (эпоксидных, аминовых), различных наполнителей и отвердителей.
- После завершения работ руки необходимо тщательно вымыть под проточной водой с мылом.
- Помещение должно проветриваться во время работы. При отсутствии такой возможности, по окончании работ необходимо хорошо проветрить комнату, а при контакте с клеем использовать средства индивидуальной защиты для органов дыхания.


- При попадании клея на кожу или в глаза сразу же необходимо промыть их под проточной водой. Следует незамедлительно обратиться к врачу.
- Нельзя нарушать правила хранения клеевого состава. Обычно производитель не рекомендует нарушать оригинальную упаковку, а хранить клей необходимо при температуре от +5 до +30°С.
- Упаковка с клеем должна находиться подальше от детей.
Полезные советы
Напоследок советуем вам ознакомиться с полезными советами, которые облегчат работу, помогут избежать ошибок и позволят с первого раза добиться отличного результата.
- При воздействии теплого воздуха затвердение массы происходит быстрее. Для сокращения времени застывания можно использовать строительный фен или даже обычный бытовой прибор. Также можно немного прогреть поверхность перед нанесением клея, например, линолеум.
- В области нанесения, которая скрыта от глаз, нужно действовать предельно осторожно.
- Выбирая универсальный материал, нужно помнить о его сниженной прочности. Если есть возможность купить узконаправленный клей, то нужно выбирать именно его.
- При выборе клеящего состава, следует внимательно осматривать упаковку на целостность и обращать внимание на дату производства.
Подробнее об использовании холодной сварки смотрите в видеоролике ниже.
Читайте также: