Индустриальный метод сооружения резервуаров предполагает технологии сварки
Обновлено: 04.10.2024
Существует несколько основных методов монтажа конструкций резервуаров. Ранее все вертикальные цилиндрические резервуары монтировались полистовым способом, т.е. путем сборки стенки из отдельных листов. Полистовой монтаж осуществляют с помощью самоходных кранов, оборудованных стрелами необходимой длины. Монтаж стенки и ее сварка осуществляются после завершения монтажа днища. За рубежом полистовой метод является основным при сооружении резервуаров большой вместимости. В Японии и США методом полистовой сборки сооружены вертикальные цилиндрические резервуары вместимостью 100 тыс. м 3 и более.
Метод подращивания (рис. 6)применяется при строительстве резервуаров вместимостью более 5 тыс. м 3 . Недостатком этого способа кроме трудоемкости и сложной оснастки является необходимость обеспечения устойчивости резервуара в процессе монтажа. Для защиты от воздействия ветровых нагрузок требуется надежное расчаливание стенки с установкой якорей (рис. 7).
Рисунок 6 – Крепление подъемных устройств при монтаже резервуара методом
подращивания: 1–направляющие стойки; 2–подъемные приспособления; 3–ферма кровли; 4–листы стенки.
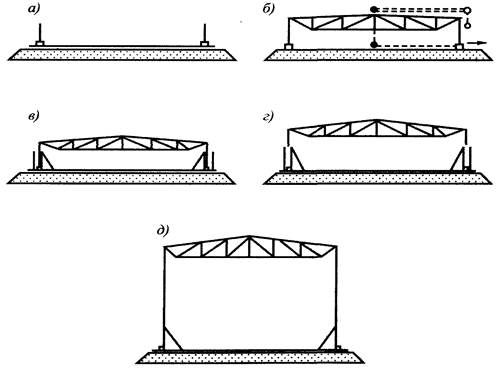
Рисунок 7 – Этапы монтажа резервуара методом подращивания:
а) – установка на основание верхнего пояса; б) – установка кровли; в) – установка подъемных приспособлений; г) – подъем кровли с верхним поясом; д) – установка и подъем последующих поясов.
В 50-х годах в СССР был предложен и освоен экономичный и отвечающий современным требованиям механизации рулонированный метод сооружения резервуаров большой вместимости.
Монтаж стенок из рулонированных элементов состоит из ряда последовательных операций, в том числе:
- подготовка рулона к подъему в вертикальное положение (рис 8);
- подъем рулона в вертикальное положение (рис. 9);
- разворачивание рулона, монтаж конструкций покрытия, вывод шахтной лестницы (или временного каркаса) (рис. 10, 11);
— замыкание и сварка монтажного шва стенки резервуара;
— сварка упорного кольцевого шва (по периметру нижней части резервуара), осуществляемая по мере развертывания рулона, установки верхнего опорного кольца и щитов покрытия;
— сварка швов, соединяющих окрайки с центральной частью днища.
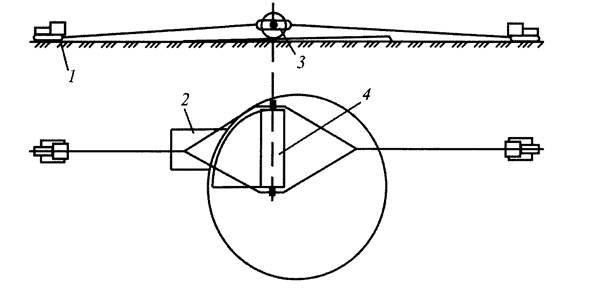
Рисунок 8 – Развертывание рулонов днища резервуара специальным приспособлением
1 – трактор; 2 – пандус; 3 – приспособление; 4 – рулон днища;
Более подробно технология монтажа резервуаров методом рулонирования изложена в монографии B.C. Корниенко и др. (1971). Там же описаны и методы монтажа резервуаров с понтоном и плавающей крышей.
Этап развития методов возведения РВС связан с разработкой метода подращивания, направлен на частичную индустриализацию процесса изготовления и монтажа стальных резервуаров с целью перевода наиболее трудоемких операций на предприятия строй индустрии.
В 1929 г. на специализированных заводах стали сваривать и сворачивать в рулоны отдельные пояса стенки резервуаров емкостью, не превышающей 300 м 3 которые затем монтировались методом подращивания.
Однако данный метод не получил широкого распространения, так как требовал очень больших трудозатрат, специальных домкратов и грузоподъемных механизмов с нестандартной оснасткой.
Одновременно указанный метод требует дополнительного обеспечения устойчивости РВС в процессе его монтажа методом подращивания для предотвращения потери устойчивости и разрушения от ветровых нагрузок.
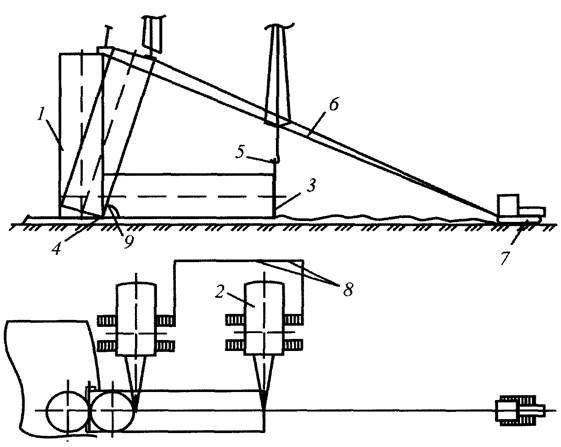
Рисунок 9 – Подъем рулона стенки краном, перемещающимся в процессе подъема.
1 – рулон стенки; 2 – кран; 3 – захват для подъема рулона; 4 – шарнир; 5 – грузовой канат;6 – тормозной канат; 7 – тормозной трактор; 8 – реперы, определяющие этапы перемещения крана; 9 – угловой сектор.
Одной из разновидностей метода подращивания является «спиральный» метод, разработанный строителями Чехословакии [35], в котором первый пояс является как бы «шаблоном», а возможность вращения всей стенки возводимого резервуара специальными приспособлениями с электрическими приводами позволяет выполнять качественную сварку новых поясов только в одном оборудованном месте. Сложность применяемого оборудования и оснастки также не позволила широко распространить данный метод в других странах.
В Швеции [119] предложен способ подращивания на основе применения так называемых «карабкающихся» домкратов, устанавливаемых на специальных стойках, позволяющих выполнять все монтажные и сварочные работы на уровне земли.
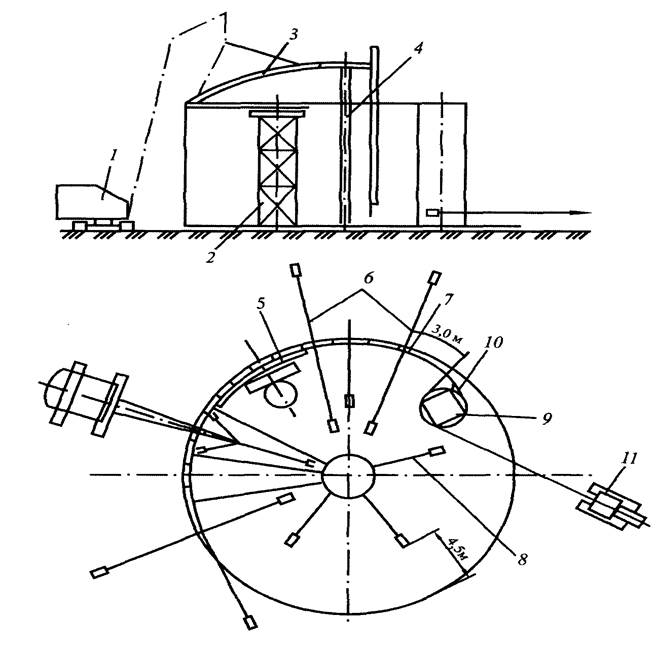
Рисунок 10 – Развертывание рулона стенки резервуара со стационарным покрытием.
1 – кран; 2 – стойка для монтажа опорного кольца; 3 – щит покрытия; 4 – монтажная стойка; 5 – опорное кольцо; 6 – переносные расчалки; 7 – развернутая часть полотнища стенки; 8 – расчалки монтажной стойки; 9 – рулон стенки; 10 – клиновой упор; 11 трактор.
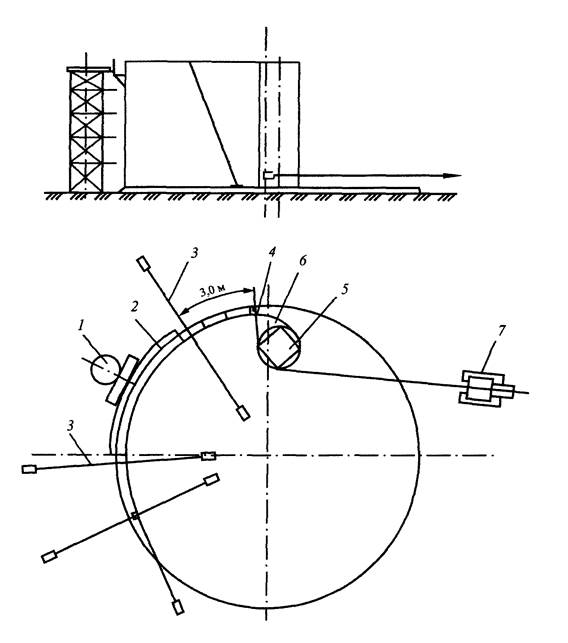
Рисунок 11 – Развертывание рулона стенки резервуара с плавающей крышей
1 – стойка для монтажа кольца жесткости (промежуточных колец); 2 – кольцо жесткости; 3 – переносные расчалки; 4 – развернутая часть полотнища стенки; 5 – рулон стенки; 6 – клиновой упор; 7 – трактор
Технология сооружения РВС индустриальным методом.
Емкости для хранения нефтепродуктов могут быть подразделены по следующим признакам:
1) по материалу, из которого они изготовлены: металлические, железобетонные, каменные, земляные, синтетические, ледогрунтовые и горные в различных горных породах, слагающих кору земного шара;
2) по величине избыточного давления: резервуары низкого давления, в которых избыточное давление мало отличается от атмосферного ( 0,02МПа), и резервуары высокого давления ( 0,02МПа);
3) по технологическим операциям: резервуары для хранения маловязких нефтей и нефтепродуктов, резервуары для хранения высоковязких нефтей и нефтепродуктов, резервуары-отстойники, резервуары-смесители, резервуары специальных конструкций для хранения нефтей и нефтепродуктов с высоким давлением насыщенных паров;
4) по конструкции: а) стальные резервуары (вертикальные цилиндрические с коническими и сферическими крышами, горизонтальные цилиндрические с плоскими и пространственными днищами, каплевидные, шаровые, резервуары-цилиндроиды); б) железобетонные резервуары (вертикальные и горизонтальные цилиндрические, прямоугольные и траншейные).
5) По отношению к уровню земли:
подземные, когда наивысший уровень нефтепродукта в резервуаре находится не менее чем на 0,2 м ниже наинизшей планировочной отметки прилегающей площадки (к подземным относятся также резервуары, имеющие обсыпку не менее чем на 0,2 м выше допускаемого наивысшего уровня нефтепродукта в резервуаре);
наземные, когда днище резервуара находится на одном уровне или выше наинизшей планировочной отметки прилегающей площадки (в пределах 3 м от стенки резервуара);
полузаглубленные.
6) В зависимости от величины внутреннего давления:
а) резервуары без давления - с понтоном или плавающей крышей;
б) резервуары низкого давления, предназначенные для хранения нефтепродуктов под избыточным давлением до 200 мм вод. ст.;
в) резервуары повышенного давления - для хранения нефтепродуктов под избыточным давлением до 7000 мм. вод ст.
Резервуары для хранения газа (газгольдеры) классиф-ся:
1) По давлению: а) высокого давления; б) низкого давления
2) По конструкции рез. выс. давл-я: а) шаровые; б) цилиндрические. Цилиндрич. бывают: наземные, подземные, вертикальные, горизонтальные.
3) Рез. низкого давл-я: а) мокрые; б) сухие.
Мокрые по конструкции: из 1, 2, 3-х секций.
Сухие м.б. с гибкой мембраной; с шайбой.
Нагрузки и воздействия на элементы РВС.
Нагрузки и возд-я подразделяются:
Особые нагрузки действуют только на фундамент РВС. Такими нагрузками являются сейсмонагрузки, кот-е не должны передаваться на другие элементы РВС.
Нагрузки на кровлю:
1) Постоянные – собственный вес конструкции;
2) Кратковременные – снеговая, ветровая;
3) Врем. длит. – температурные; РИЗБ либо вакуум в газовом пространстве.
Нагрузки на корпус:
1) Постоянные – собств. вес кровли и корпуса;
2) Кратковрем. – снеговая, ветровая, давл-е жидкости при испытании, нагрузки от врем. монтаж. приспособлений.
3) Врем. длит. - температурные; РИЗБ либо вакуум в газовом пространстве, гидростатическое давл-е продукта.
Нагрузки на днище:
1) Постоянные – собств. вес;
2) Кратковрем. – давл-е воды при испытании, нагрузки от монтаж. приспособлений;
3) Врем. длит. – давл-е продукта, температурные.
Нагрузки от оборуд-я – система размыва отложений, ПРП…
Конструкция РВС.
Сначала основание, затем отмостка, гидрофобный слой, окрайка (для рез. >400 м 3 ) – переносит основную нагрузку от конструкции рез. на основание, днище, стенка, кольцо жесткости (1 или неск-ко – для восприятия ветровой нагр.), кровля, центр. стойка (м.б. взвисимости от констр-ции кровли), люк-лаз, ПРП, дыхательные клапана (для выхода РИЗБ)
РВС представляют собой вертикально стоящие тонкостенные цилиндры, ограниченные снизу днищем, а сверху кровлей, стационарной или плавающей крышей.
По конструкции резервуары делятся на две категории:
-резервуары с объемами и геометрическими параметрами
соответствующими строительному номиналу с обозначением категория А;
-резервуары с объемами и геометрическими параметрами
соответствующими потенциальной полезной емкости с обозначением категория Б.
Основными критериями при выборе типа и конструктивного исполнения резервуаров являются характеристики хранимой нефти, технологическое назначение резервуара.
При давлении насыщенных паров хранимой нефти менее 26,6 кПа (200 мм рт.ст.) применять резервуары типа РВС.
При давлении насыщенных паров хранимой нефти от 26,6 кПа (200 мм рт.ст.) и до 66,7 кПа (500 мм рт.ст.) применять резервуары типа РВСП, РВСПК.
Для хранения нефти с содержанием серы свыше 1,8% использовать резервуары типа РВСП или РВСПК независимо от давления насыщенных паров нефти.
Все конструктивные элементы резервуаров по требованиям к материалам разделяются на основные и вспомогательные. Основные конструкции резервуаров в свою очередь подразделяются на подгруппы «А» и «Б».
Основные конструкции резервуара подгруппы «А»:
люки (патрубки) стенки и их составные части (обечайки, усиливающие накладки, фланцы);
привариваемые к стенке листы днища;
-привариваемые к стенке усиливающие накладки колец жесткости,
опор и кронштейнов трубопроводов, лестниц, площадок и др.;
опорное кольцо жесткости и каркас стационарной кровли резервуара;
- кольцо жесткости на стенке резервуара с плавающей крышей. Основные конструкции резервуара подгруппы «Б»:
центральная часть днища;
настил стационарных крыш;
понтоны и плавающие крыши.
К вспомогательным конструкциям резервуаров относятся люки и патрубки на крыше резервуара, лестницы, площадки, ограждения.
Кроме того, на резервуаре устанавливают эксплуатационное и защитное оборудование, лестницу, грозовую защиту и ограждение кровли. Вертикальные резервуары сооружаются на земле. Как правило, основанием для них служит песчаная подушка. Днище всей поверхностью опирается на основание.
Днище вертикального рез. под влиянием нагрузки от жидкости, находящейся в нем, испытывает сравнительно небольшие напряжения. Толщина листов днища принимается исходя из условий технологии монтажно-сварочных работ, обеспечения долговечности рез. и антикоррозионной стойкости металла, из которого он изготовлен.
Наиболее ответственным элементом резервуара является его стенка. Высота стенки зависит от объема рез. Высота одного пояса м.б. 1,5 и 2 м. Вертикальные рез. строят различных размеров - от небольших, с незначительной емкостью, до весьма крупных, емкость которых измеряется многими десятками тысяч кубических метров.
Расчет толщины стенки РВС.
Толщина стенки определяется по формуле: ,
- внутренний радиус резервуара; - гидростатическое давл-е; - избыточное давл-е (определяется максимально допустимой нагрузкой на дыхательные клапаны) 200 мм в.ст. (0,02 кг/см 2 ); - коэф-т запаса прочности; - коэф-т перегрузки избыточного давл-я; - коэф-т условий работы цилиндрической оболочки; - расчетное сопротивление стали.
- высота налива продукта, - плотность нефти.
- нормативное сопротивление стали, - коэф-т неоднородности стали.
Технология сооружения РВС индустриальным методом.
В настоящее время применяют два метода монтажа резервуаров: индустриальный из рулонных заготовок заводского изготовления и полистовой. При первом методе исходную заготовку - стальной лист размером 1,5х6 м- поставляют на заводы металлоконструкций, где на специальных стендах из отдельных стальных листов изготовляют рулонные заготовки корпуса и днища резервуара, щитовые панели стационарных или плавающих крыш. Листы в заготовках соединяют автоматической электродуговой сваркой под флюсом. Полученные на заводском стенде полотнища сворачивают в рулоны. Число рулонных заготовок зависит от объема резервуара. Изготовленные на заводах рулонные заготовки в районы строительства доставляют железнодорожным, водным или автомобильным транспортом, к месту монтажа - на трейлерах с автомобилями-тягачами илитракторами.
Сооружают основание для резервуара, изолирующий слой. На готовом и принятом основании разбивают продольную и поперечную оси днища.
Монтаж резервуара начинают с монтажа днища, который ведут в следующей последовательности: монтаж периферийных листов днища (окраек), доставка рулонов днища на основание, разворачивание рулонов днища, соединение отдельных полотнищ монтажными сварными швами в единое днище. До начала монтажа днища насыпают земляной пандус для доставки рулонов днища, а также проводят приемку основания.
После окончания монтажа днища определяют его геометрический центр. В этом месте устанавливают центр специального разметочного приспособления, с помощью которого на днище наносят окружность, равную наружному диаметру нижнего пояса корпуса резервуара. Монтаж корпуса резервуара включает четыре основных этапа: доставка рулона или рулонов корпуса резервуара на днище, установка рулона или рулонов корпуса в вертикальное положение, разворачивание рулона или рулонов корпуса в вертикальную цилиндрическую оболочку, сварка монтажных сварныхсоединений.
По мере разворачивания и монтажного закрепления стенки корпуса параллельно ведут монтаж щитового стационарного покрытия (кровли).
Монтаж щитов покрытия осуществляют самоходным гусеничным краном, который перемещается вокруг рез-ра и за его пределами. Щиты покрытия при необходимости заранее укрупняют на специальном сварочном стенде. У резервуаров объемом 10 тыс. м 3 и более по всему периметру у верхней кромки верхнего пояса корпуса устанавливают кольцо жесткости, изготовленное из отдельных отрезков швеллеров, заранее изогнутых по радиусу корпуса резервуара. Элементы кольца фиксируют монтажными струбцинами и затем приваривают к верхнему поясу корпуса ручной электродуговой сваркой. При монтаже щитов покрытия внешним торцом их опирают на верхнюю кромку стенки корпуса и опорное кольцо, а внутренним - на поверхность центральною щита, установленного на центральной стойке (постоянной или монтажной).
Заключительная монтажная операция при сооружении резервуара - сварка монтажных соединений, к которым относятся вертикальные сварные соединения между полотнищами рулонов корпуса, двухстороннее тавровое (угловое) нижнее кольцевое сварное соединение между нижним поясом корпуса и окрайками днища, верхнее кольцевое сварное соединение между верхним поясом корпуса и щитами покрытия.
Для нормальной эксплуатации резервуаров их оснащают оборудованием (люк-лаз, ПРП и т.д.).
Индустриальный метод сооружения и монтажа резервуаров для нефтепродуктов
ООО ПО «ВЗРК» активно использует индустриальный метод сооружения вертикальных цилиндрических сварных резервуаров для хранения нефти и нефтепродуктов емкостью от 100 до 50000 м³. в строгом соответствии с ГОСТ 31385-2008 «Резервуары вертикальные цилиндрические стальные для нефти и нефтепродуктов. Общие технические условия» и «Руководством по безопасности вертикальных цилиндрических стальных резервуаров для нефти и нефтепродуктов» РБ 03-69 утвержденным приказом №780 от 26.12.2012. По этому методу все элементы резервуаров изготовляют на Волгоградском Заводе Резервуарных Конструкций (днища и корпуса в виде плоских полотнищ, сворачиваемых при изготовлении в рулоны, и покрытия— в виде крупных щитов или цельносварных оболочек). Работы по монтажу резервуаров сводятся к разворачиванию рулонов днищ и корпусов, установке щитов покрытия и соединению этих элементов электросваркой в единую конструкцию.
Изготовление конструкций резервуаров
Днища и корпуса резервуаров изготавливают на двухъярусном стенде, состоящем из стеллажей нижнего и верхнего ярусов, холостого барабана и сворачивающего устройства с механическим приводом. Остальные конструкции резервуаров (щиты покрытия, лестницы, центральные стойки, ограждения, мостики и др.) изготавливают на соответствующих сборочных участках нашего предприятия. Листовой, профильный и сортовой металл предварительно обрабатывают в заводских заготовительных цехах.
Стальные листы, выправленные на листоправильных вальцах, с кромками, обработанными на кромкострогальном станке и гильотинных ножницах, подают в резервуарный цех ООО ПО «ВЗРК». К двухъярусному стенду транспортируют металлопрокат.
На стеллажах нижнего яруса листы укладывают при помощи электротельфера и электромагнитного захвата, собирают в полотнище и соединяют автоматической сваркой. Постепенно, наращиваемое полотнище перекатывают посредством барабана на верхний ярус, где производится автоматическая сварка швов с обратной стороны, испытание качества швов и исправление обнаруженных дефектов. Затем полотнище сворачивают в рулон на каркас, установленный в планшайбах сворачивающего устройства. Каркасом для сворачивания полотнища корпуса резервуара емкостью 2000—5000 м³ служит шахтная лестница с кольцеобразными площадками, предназначенная для обслуживания резервуара при эксплуатации. Полотнище днища, изготавливаемого из двух частей, сворачивают на центральную стойку, служащую опорой для щитов покрытия резервуара.
Таким образом, на производственном объединении «Волгоградский Завод Резервуарных Конструкций» изготавливают все элементы резервуаров и комплектно поставляют на строительную площадку. Если при полистовой сборке резервуар емкостью 5000 м³ собирали из 670 деталей, то теперь собирают из 61 детали заводского изготовления. Габариты рулонов корпусов, днищ диаметром 2700 мм длиной 12 м, а также щитов покрытия позволяют перевозить элементы резервуаров по железной дороге.
Монтаж резервуаров
В качестве примера монтажа приводится описание процесса монтажа специалистами ООО ПО «ВЗРК» резервуара емкостью 5000 м³, диаметром 23 м, высотой 12 м. От железнодорожной станции к месту строительства резервуарные конструкции доставляют на трейлерах. Монтаж резервуаров производится в следующем порядке:
На песчаном основании с верхним гидроизоляционным слоем последовательно разворачивают две половины днища и соединяют монтажный стык прихватами. Рулон корпуса резервуара устанавливают в вертикальное положение при помощи А-образной падающей стрелы и тракторов. Освободившуюся после разворачивания днища стойку устанавливают в центре днища при помощи гусеничного крана. В дальнейшем разворачивают рулон корпуса резервуара. Нижняя кромка начальной части рулона закрепляется у края днища сваркой. Рулон при помощи трактора разворачивают по нанесенной на днище ограничительной окружности. Его нижнюю кромку прихватывают к днищу электросваркой. Одновременно с разворачиванием рулона корпуса монтируют щиты покрытия резервуара с помощью гусеничного крана. Щиты опираются на кромку резервуара и центральную стойку.
При разворачивании последнего витка рулона освобождается шахтная лестница, которую перемещают на фундамент рядом с резервуаром, после чего замыкают кромки корпуса и устанавливают последние щиты покрытия. Нижний кольцевой стык корпуса с днищем, вертикальный стык корпуса и монтажный шов днища соединяют электросваркой, затем испытывают сварные швы днища аммиаком или вакуум- методом.
После врезки люков, приемо-раздаточных патрубков, установки резервуарного оборудования, гидравлического испытания, окраски и присоединения к трубопроводным коммуникациям резервуар готов к эксплуатации.
Таким образом, преимущества индустриального метода монтажа резервуаров по сравнению с методом полистовой сборки заключаются в следующем: достигается 100-процентная сборность резервуарных конструкций; в 3—4 раза сокращается срок сооружения резервуаров; снижается общая трудоемкость изготовления и монтажа резервуаров на 35%, а трудоемкость собственно монтажа—в 3 раза; повышается качество резервуаров и снижается стоимость их сооружения.
Монтаж резервуаров РВС, РГС
До недавнего времени резервуары собирали из отдельных стальных листов в виде вальцованных на заводе по проектному радиусу элементов. Сварка на монтаже производилась вручную, что не способствовало качеству соединений. Так же большой объем работ производился на открытом воздухе и зависел от времени года и метеорологических условий.
В настоящее время наибольшее распространение получили стальные вертикальные цилиндрические резервуары (РВС) изготавливаемые рулонируемым способом. Это означает что основные элементы (днище, стенка и покрытие) собираются на заводе в полотнище из листов, а затем автоматической сваркой свариваются и сворачиваются в рулон, габарит которого удобен для транспортировки. Намотка полотна осуществляется на каркас, в качестве которого может служить каркас шахтной лестницы. У того способа есть ограничения, так по ГОСТ 31385-2016 «Резервуары вертикальные стальные для нефти и нефтепродуктов» стенки и днища резервуаров всех типов объемом 10000 м 3 и более должны изготовляться и монтироваться методом полистовой сборки. Также толстые листы (более 14мм) при сворачивании в рулон приобретают большие остаточные деформации, что затрудняет или даже делает невозможным монтаж рулонируемым способом. В таком случае резервуар монтируют полистовым методом.
Несмотря на сложности производства и монтаж рулонных конструкций, этот метод строительства резервуаров является экономически более эффективным, в сравнении с полистовой сборкой. Рулонирование является индустриальным методом. Его применение позволяет совершать меньше сварочных операций на площадке и механизировать их, сократить количество монтажных приспособлений, трудоемкость сооружения резервуарных конструкций, сроки строительства, повысить производительность труда.
Подготовительные работы. Приемка основания. Площадка строительства
До начала строительства резервуара производят приемку основания под резервуар. При приемке основания проверяют его соответствие проекту, разбивку осей, состояние гидроизоляционного слоя, горизонтальность поверхности. Предельные отклонения геометрии основания и фундамента не должны превышать требования ГОСТ 31385-2016 табл. 23.
Монтажную площадку следует оснастить: средствами пожаротушения; водой для технических нужд; электричеством для работы ручного механизированного, сварочного и др. оборудования, работы кранов, механизмов, освещения зоны монтажа. Также, если нет дорог до места строительства для доставки металлоконструкций, то должны быть выполнены работы по устройству временных подъездных путей и установлены бытовки и сооружения для работы персонала задействованного в монтаже, определенно место складирования для сборки и хранения металлоконструкций. Площадку вокруг основания необходимо уплотнить для работы тяжелой техники и каких-либо механизмов.
Монтаж резервуаров для нефтепродуктов
Современные хранилища нефти и нефтепродуктов состоят из резервуаров различной ёмкости, которые располагаются в подземном или надземном положении. Требования к хранению нефтепродуктов, их физико-химические свойства диктуют свои нормы и ограничения при проведении работ на площадке хранилища.
Перед началом монтажных работ необходима разработка ППР — плана проведения робот. Это связано, в том числе, с обязательным исполнением норм, предписанных к соблюдению на опасных объектах. Практически все нефтепродукты характеризуются пожарной и взрывной опасностью различных категорий. Поэтому и нефтехранилища относятся к одной из категорий опасных технологических объектов. Любые действия и операции на таких объектах жёстко регламентируются нормативами и законодательными актами. Неисполнение существующих требований на опасных объектах влечёт административную, а в ряде случаев уголовную ответственность лиц, виновных в нарушениях.
ППР учитывает не только меры безопасности. В плане отражаются все виды выполняемых работ и операций, необходимые инструменты и материалы, трудозатраты и временные ресурсы. Поэтому грамотно составленный проект работ всегда позволяет качественно выполнить требуемый объём работ с минимальными затратами средств и времени.
ППР учитывает и подготовительные работы, а также описывает требования к подготовительному этапу. Проведение подготовительных работ часто экономит время непосредственного монтажа. Это важный параметр, так как в период монтажных работ часто приходится прекращать другие операции нормальной эксплуатации нефтехранилища.
Подготовительные работы включают в себя и меры безопасности, мероприятия по обеспечению контроля, другие обязательные требования, относящиеся к выполнению монтажных работ на опасных объектах.
От качества и полноты подготовительных работ зависит не продолжительность монтажных операций и качество результатов, но и безопасность основных мероприятий по монтажу и обвязке резервуаров для хранения нефтепродуктов.
- Выполнение монтажных работ на производственной площадке
Все работы на производственной площадке выполняются только квалифицированным персоналом, имеющим соответствующую специальную подготовку. Монтажники оснащены специальным инструментом, средствами механизации и защиты.
Для выполнения монтажных работ применяются технические средства, строительная техника, инструменты. При проведении работ на опасных объектах все применяемые средства и механизмы должны соответствовать нормируемым параметрам и характеристикам. В соответствии с ППР огневые работы и другие виды операций, связанные с возможностью возгораний или искрения оформляются специальными допусками. Перед выполнением работ проводится анализ воздуха на наличие взрывоопасных компонентов.
При проведении строительно-монтажных работ и обвязке резервуаров для нефтепродуктов особое внимание уделяется контролю качества. Существенную роль играют методы непрерывного контроля сварных соединений, контроль за выполнением предписанных норм, наблюдение за отклонениями от проектной и конструкторской документации. От соблюдения технических и нормативных требований зависит эффективность и срок дальнейшей эксплуатации промышленного парка нефтепродуктов.
Монтаж днища
В зависимости от диаметра резервуара днище на площадку строительства может доставляться в виде одного и более элемента. Части днища наматывают как на один общий рулон, так и вместе со стенкой или настилом покрытия.
В случае если днище имеет кольцевые окрайки то монтаж начинают с них. Листы окраек располагают на основание с учетом осей резервуара контролируя размеры с помощью разметочного приспособления согласно проекта КМ, КМД и ППР. После сборки и контроля основных параметров (отсутствие хлопунов, соответствие зазоров, горизонтальность) проваривают радиальные стыки получившегося кольца.
Когда все элементы займут свои положения производят сварку полотнищ между собой и кольцевыми окрайками. Во время монтажа днища необходимо следить за сохранностью формы основания и гидрофобного слоя от воздействия монтажных нагрузок.
При полистовом методе порядок сборки и сварки аналогичен монтажу из рулонных заготовок. Листы центральной части укладывают от центра к периферии с нахлестом согласно проекта КМ. Для того чтобы выдержать правильную геометрию используют специальные монтажные приспособления, предусмотренные ППР.
По завершению сварки, на днище наносят разметку для дальнейшего монтажа стенки. В центре приваривают шайбу и размечают оси, положение осей монтажных стыков, место начального щита покрытия, места приварки приспособлений, ограничительных уголков и т.д.

Монтаж стенки
Рулон стенки поднимают краном в вертикальное положение с опиранием на шарнир. Поднятый рулон должен занять положение из которого производят развертывание. Рулон можно поднять и без опорного шарнира - с помощью двух кранов. Технология подъема должна исключить нагрузки на стенку способные ее деформировать. После подъема стенки в центре устанавливают и приваривают с помощью специальных упоров монтажную стойку, на которую в последующем будут опираться щиты покрытия при монтаже.
Развертывание рулона производят канатом при помощи трактора через монтажные приспособления, закрепленные на стенки. Необходимо следить чтобы крепление скобы не работало на изгиб. По мере разворота стенку прижимают к предварительно приваренным ограничительным уголкам через 250-300мм и прихватывают ее к днищу. В районе монтажного стыка уголки на расстоянии около 3м в обе стороны приваривают после формообразования концов стенки. Для предотвращения потери устойчивости от воздействия ветровых нагрузок стенку закрепляют с помощью расчалок или щитов покрытия. Рулоны высотой 18м разворачивают участками не более 2м.
Когда разворот рулона завершен приступают к формообразованию концов полотнищ. Как правило при толщине стенки более 8мм концы полотнищ имеют остаточные деформации, которые необходимо снять путем принудительного придания проектного радиуса специальными приспособлениями. После того как конец полотнища займет положение близкое к проектному нахлест срезают и собираю монтажный стык путем сварки с использованием приспособлений, которые по завершению процесса монтажа снимаются.
При полистовой сборке листы соединяют между собой монтажными приспособлениями. Эти приспособления помимо закрепления листов должны обеспечивать необходимые зазоры между кромками как по горизонтали, так и по вертикали. По мере монтажа необходимо контролировать совпадения кромок и зазоров, а также геометрическую форму стенки каждого пояса. В процессе монтажа следует строго соблюдать предусмотренную ППР очередность сборки листов особенно первого пояса стенки резервуара. Для предотвращения развальцовки и деформации листы следует хранить в специальных кондукторах.
Когда из-за транспортных или производственных мощностей нет возможности свернуть рулон равного высоте стенки применяют комбинированную сборку, когда нижняя часть монтируется в виде полотна, а верхние пояса собираются полистовым способом.

Монтаж опорных колец и колец жесткости
Кольца жесткости служат для придания прочности и устойчивости резервуара, а также для получения необходимой геометрии стенки при монтаже. Верхнее ветровое кольцо может использоваться в качестве площадки обслуживания.
Элементы колец монтируют по мере разворота. Стенку в месте крепления кольца расчалками выводят в проектное положение, сверяют кривизну по отметки наружного диаметра размеченной на днище и затем приваривают. После установки последующей части, перед сваркой их между собой, проверяют отклонение стенки строительным теодолитом или по отвесам. Допускается монтаж укрупненными блоками при помощи крана. При монтаже промежуточных колец по высоте стенки, их установка должна опережать установку верхнего кольца на 5-7м. При монтаже колец рекомендуется применять вертикальные самоходные подъемники.
Монтаж покрытия
Монтаж крыши зависит от конструкции крыши: каркасная коническая, коническая оболочка, сферическая или щитовая.
В случае использования монтажной стойки перед началом монтаж начального щита проверяют ее вертикальность. Щиты устанавливают по мере разворота стенки. Щит опускают вершиной на центральную стойку, закрепляют болтами и затем опускают на стенку резервуара. Сферические щиты предварительно свариваю из частей на земле в оправках и лишь затем монтируют.
Покрытие типа коническая оболочка собирают на днище до установки стенки. На покрытие приваривают сразу все металлоконструкции типа патрубков, площадок обслуживания, ограждения. Затем собранную крышу убирают в сторону, разворачивают стенку и после этого готовое покрытие через обвязочный уголок устанавливают на стенку.
При разработке технологии сборки покрытия следует учитывать монтажные нагрузки на крышу и ее конструкций. Необходимо устанавливать временные связи, препятствующие возникновению перекоса и деформаций монтируемых элементов.
Монтаж вспомогательных металлоконструкций и оборудования
Заключительным, но не менее важным этапом является монтаж металлоконструкций: ограждений, патрубков, лестниц, креплений теплоизоляции, молниеприемников, средств пожаротушения и т.д.
Для доступа во внутрь резервуара как правило устанавливаются люки-лазы с условным проходом 600мм, 800мм и овальные 600х900мм. Установка люков и патрубков осуществляется через усиливающие накладки, снабженные отверстием для проверки герметичности. Люки и все металлоконструкции следует выполнять с учетом требования по допустимым расстояниям между сварными швами.
Для предотвращения возникновения нештатной ситуации, резервуары рекомендуется оснащать:
- дыхательной аппаратурой, которая регулирует внутреннее давление и вакуум;
- приборами КИП и автоматикой;
- устройствами пожарной безопасности и водяного охлаждения;
- устройствами молниезащиты и защиты от статического электричества.

Контроль качества сборки и сварочные работы
Методы сборки и сварки металлоконструкций должны обеспечивать требуемые геометрические параметры, предусмотренные проектом КМ. В процессе монтажа оформляется исполнительная документация со схемами фактических замеров. После проверки мастером правильности сборки всех элементов приступают к их сварке. Режимы, тип сварки и материала, последовательность работ должны соответствовать ППР. На монтаже следует применять преимущественно механизированные способы сварки. После удаления монтажных приспособлений места их приварки должны быть зачищены.
Методы и способы контроля сварных соединений при возведении резервуара зависят от
- примененных способов сварки.
Различают следующие методы контроля:
- гидравлические и пневматические прочностные испытания;
- контроль герметичности с использованием проб «мел-керосин», проникающими веществами, созданием избыточного давления воздуха;
- физические методы - для обнаружения скрытых пор, трещин, непроваров: радиографический контроль (РК) или ультразвуковой контроль (УЗК), а для контроля наличия поверхностных дефектов -магнитопорошковый контроль или цветная дефектоскопия;
- механические испытания сварных соединений.
Испытание резервуаров на прочность и плотность проводят путем налива воды до проектной отметки с выдержкой не мене 24ч. После проведения гидроиспытания проверяют осадку основания.
Безопасность эксплуатации резервуара зависит как от выбранных способов контроля смонтированных конструкций, так и от его регулярного диагностирования
Монтаж РГС
Горизонтальные резервуары как правило полностью свариваются в цехе на производстве и поставляются на объект в готовом виде. Монтаж надземного резервуара заключатся в установке бочки на седловые опоры с ложементами. Установку резервуаров подземного расположения выполняют на песчаную подушку или на бетонное основание с анкеровкой в случае если грунт водонасыщенный. В отдельных случаях на монтаже вваривают патрубки, выходящие за транспортные габариты. При монтаже группы резервуаров так же может понадобится установить переходные площадки. После монтажа и завершении всех сварочных работ на РГС проводят контроль герметичности либо гидро- либо пневмоиспытанием. Если в ходе испытаний на резервуаре на появились течи, отпотины, признаки разрыва и на манометре не упало давление то результат испытания считают удовлетворительным.
Технология устройства фундаментов под резервуары
Стальные вертикальные резервуары опираются на фундаменты, которые передают нагрузку от веса сооружения на основание. Основанием называют толщу грунта, находящуюся ниже подошвы фундамента и воспринимающую передаваемое им давление. Основания могут быть естественными и искусственными. Последние устраивают в том случае, если грунт строительной площадки не отвечает требованиям строительства (по несущей способности, просадочности и т. п.).
Основания под стальные резервуары воспринимают нагрузку от веса хранящегося в резервуаре продукта и собственного веса резервуарных конструкций. Исходя из этих условий, стальные вертикальные резервуары сооружают на скальных, полускальных, песчаных, крупнообломочных, глинистых и макропористых грунтах. В последнем случае принимаются меры по укреплению грунта и предохранению его от замачивания. На черноземных и подзолистых грунтах сооружают резервуары объемом до 300 м3. Нельзя использовать в качестве основания под резервуар насыпные грунты с органическими включениями, торф и плывуны. В этих случаях фундаменты под резервуары строят по специальным проектам, предусматривающим повышение несущей способности основания одним из существующих способов.
В качестве основных способов закрепления грунтов в основаниях резервуаров можно назвать: замену грунта; уплотнение просадочных грунтов тяжелыми трамбовками с последующей защитой от замачивания; цементизацию и битуминизацию (для переувлажненных песчаных или гравелистых грунтов); термическое закрепление грунта путем обжига массива грунта через пробуренные скважины (для просадочных макропористых грунтов).
Несмотря на то, что обычно под строительство резервуарных парков площадку выбирают со спокойным рельефом местности, в некоторых случаях строительство приходится вести на участках со значительными уклонами и даже на склонах отдельных небольших гор, холмов или сопок. В этих случаях на косогорных участках группы резервуаров или отдельные резервуары размещают в полувыемках и на полунасыпях. При этом резервуары по возможности ставят на материковый грунт. Если это невозможно, то выемку под фундамент резервуара углубляют и тогда весь резервуар располагается на насыпном грунте. Это обусловлено различной деформацией материкового и насыпного грунтов.
Рисунок 15 - Фундамент под резервуары
1 – грунтовая подсыпка; 2 – песчаная подушка; 3 – отмостка
Для резервуаров объемом до 5000 м3 включительно основание представляет собой грунтовую подсыпку с уложенной по верх нее песчаной подушкой (рис. 15). Грунтовую подсыпку выполняют обычно из местного грунта, укладываемого слоями 15–20 см с уплотнением каждого слоя. Общая толщина грунтовой подсыпки зависит от состава подстилающих грунтов. Поверхность подушки имеет уклон =1:50 от центра к краям. Диаметр песчаной подушки на 1,4 м больше диаметра резервуара. Количество глинистых частиц (размером менее 0,005 мм) в грунте не должно превышать 5% от объема всего грунта. Бермы подушки имеют уклон i – 1:10 от резервуара. Бермы и откосы замащивают булыжником или бетонируют. Вокруг основания устраивают водосборную канавку с выходом в приемный колодец ливневой канализации.
При сооружении резервуаров объемом 10 000 м3 и более нагрузка на основание в месте примыкания стенки к днищу значительно возрастает, поэтому в данных случаях по периметру основания устраивают кольцевой железобетонный фундамент. Кольцевую плиту делают или монолитной, или из отдельных железобетонных плит. В зависимости от объема резервуара ширина кольца может быть 1000 – 1400 мм, толщина – 200 – 300 мм. Кольцо позволяет распределить сосредоточенную нагрузку от веса стенки, покрытия резервуара и снега, а также от давления ветра по большей площади и тем самым уменьшить осадку всей конструкции.
Поверх песчаной подушки укладывают гидрофобный слой толщиной 80 –100 мм (для макропористых грунтов – 200 мм), предназначенный для предотвращения коррозии днища. Смесь для устройства гидрофобного слоя приготовляют из песка или супесчаного грунта с влажностью не более 3%, перемешанного с 10% (по объему) вяжущего вещества. В качестве вяжущего применяют жидкие битумы, каменноугольные дегти, полугудроны, мазуты в количестве 8 – 10% от объема смеси.
Основа индустриальной технологии сооружения резервуаров – метод изготовления элементов их конструкций на специализированных заводах. При использовании индустриального метода на площадку поставляют элементы конструкций в виде укрупненных блоков: части стенки и днища резервуара, сваренные в полотнища и свернутые в рулоны, щиты или части щитов покрытия, короба понтонных колец и т. д.
Для сборки и сварки рулонированных листовых конструкций листовой металл, поступающий с металлургических заводов на завод монтажных заготовок, проходит специальную обработку. Вначале листы правят на листоправильных вальцах. После правки листы поступают на разметочную площадку, где их размечают по стационарным шаблонам. Чистовые размеры листовых заготовок должны выдерживаться с допуском ±0,5 мм по ширине и ±2,0 мм по длине. Продольные кромки листов обрабатывают на кромкострогальных станках. Для этого листы собирают в пакеты общей массой до 5 т. По короткой кромке пакеты закрепляют струбцинами и затем прострачивают сначала с одной стороны, потом с другой (с перекантовкой). Короткие кромки листов обрезают по разметке на гильотинных ножницах. Здесь же обрабатывают листовые заготовки фасонных очертаний – в виде трапеции или многоугольника. Обработанные листы укладывают в контейнеры и передают на сортировочную площадку, где проводят комплектовки пакетов по толщинам. В процессе комплектовки пакетов листы металла проходят тщательный контроль с тем, чтобы на сварочный стан не попали листы с расслоениями, трещинами, раковинами и другими металлургическими дефектами.
Полистовым способом сооружают только крупные резервуары объемом 50 000 м3 и выше, причем днища и плавающие крыши изготавливают на заводах и поставляют на площадку в виде рулонных заготовок. Стенку резервуара монтируют из отдельных листов, так как толщины поясов стенки не позволяют свернуть ее в рулон.
Листы для монтажа стенки резервуара поступают на площадку с заводов вальцованными по проектному радиусу. По краям листов приваривают монтажные шайбы. Маркировку листов ведут по поясам, т. е. каждый пояс состоит из листов одной марки. Перестановка листов даже одинаковой толщины из пояса в пояс недопустима, так как листы каждого пояса проходят прострожку продольных кромок в одном пакете и, следовательно, имеют одинаковую высоту.
Перед началом монтажа стенки резервуара днище, собранное и сваренное, как при индустриальном способе монтажа, размечают, нанося на него из центра кольцевые риски, соответствующие окружностям наружного края стенки, коробов понтонного кольца, центральной части плавающей крыши. Помимо этого методом засечек или с помощью теодолита размечают места приварки опорных плит стоек плавающей крыши. На днище закатывают рулоны центральной части плавающей крыши, но не разворачивают их до установки первого пояса стенки. По риске соответствующей наружной поверхности стенки резервуара приваривают ограничители из отрезков уголка. В намеченных местах приваривают опорные плиты.
Читайте также: