Контроль качества сборки под сварку стыкового соединения с подготовкой кромок выполняют посредством
Обновлено: 04.10.2024
Контроль качества сварочных работ. Он начинается еще до того, как сварщик приступит к сварке к сварке. Проверяют качество основного материала, который должен соответствовать требованиям сертификата. При наружном осмотре проверяют отсутствие на металле окалины, ржавчины, трещин, расслоения.
Контроль качества сварочной проволоки.
Каждая бухта сварочной проволоки должна иметь бирку, на которой указан товарный знак предприятия – изготовителя.
Контроль сборки
В собранном узле контролируются: зазоры между кромками свариваемых деталей, отсутствие или малая величина которых приводит к не провару корня шва, а большая – к прожогам и увеличению трудоемкости сварки, относительное положение деталей в узле, правильное положение прихваток.
Контроль качества сварки в готовом изделии
Для этой цели осуществляют:
1. внешний осмотр и обмер детали;
2. испытание на плотность, просвечивание рентгеновскими или гамма-лучами;
3. контроль ультразвуком
4. магнитные методы контроля;
5. механические испытания.
Технические условия на сварочную проволоку
Электродная проволока при автоматической и полуавтоматической сварке и сварке в среде защитных газов является одним из основных элементов, определяющих качество сварного соединения. Поэтому ее выбирают в соответствии с химическим составом свариваемого материала, флюса или видам защитного газа так, чтобы механические свойства наплавленного металла были не менее нижнего предела механических свойств свариваемого металла и имели наименьшую склонность к горячим трещинам. Ввиду этого сварочная проволока должна содержать минимальное количество серы и углерода, а для обеспечения требуемых механических свойств проволока может иметь дополнительные легирующие элементы. Также следует учитывать марку применяемого флюса.
Технические условия на флюс
При выборе флюса необходимо иметь в виду, что флюс является одним из важнейших элементов для осуществления процесса сварки, определяющим вместе с проволокой и режимами сварки качество металла шва. Основные требования, предъявляемые к флюсам следующие.
1. Обеспечение устойчивости процесса сварки.
2. Обеспечение отсутствия трещин и пор в металле шва.
3. Обеспечение требуемых механических свойств металла шва.
4. Обеспечение хорошего формирования шва и легкой отделяемости шлака.
5. Минимальное выделение вредных газов при сварке.
6. Низкая стоимость и возможность массового промышленного изготовления.
Для сварки низколегированной стали используют флюсы: АН-348А,
ОСЦ-45, АН-60, АН-348АМ по ГОСТ 9087–81 в сочетании с проволоками
Св-08А, Св-08ГА, Св-10Г2 по ГОСТ2246–70.
Выбранный флюс должен соответствовать требованиям ГОСТ 9087–81, а сварочная проволока соответствовать требованиям ГОСТ2246–70.
Проверка квалификации сварщиков
Квалификацию сварщиков проверяют при установлении разряда, при допущении к выполнению ответственных работ. В каждом случае проверяют как теоретические задания, так и практические навыки.
Разряд усиливают согласно требованиям, предусмотренным тарифно-квалификационными справочниками. Испытания сварщиков производят по правилам аттестации специальной комиссии, создаваемой на заводе. Сварщику выдают удостоверение, в котором указывают конструкции, которые может сваривать сварщик.
Контроль технологического процесса сварки
Перед тем, как приступить к сварке, сварщик знакомиться с технологическими картами. Несоблюдение порядка наложения швов может вызвать значительную деформацию изделия, трудно устранимую в последствии. Не менее важным является соблюдение режима сварки. После окончания сварки швы зачищают от шлака, наплывов, а поверхность узла – от брызг металла.
Все дефекты сварных швов могут быть разделены на 3 группы (рис. 12) см. приложение (стр. 46) дефекты формы и размеров.
а – неполномерность шва б – неравномерность ширины стыкового шва в - неравномерность по длине катета углового шва.
Для устранения этих дефектов необходимо исключить: колебания напряжения в сети, проскальзывание проволоки в подающих роликах, неравномерность скорости сварки, неправильный угол наклона электрода, протекание жидкого металла в зазоры.
Рис. 13. Наружные и внутренние макроскопические дефекты:
а - наплывы, б - подрезы, в - непровар, г-трещины, д - шлаковые включения и газовые поры.
Наплывы (рис. 13, а) образуются в результате натекания жидкого металла на кромки холодного основного металла. Наплывы образуются чаще всего при выполнении горизонтальных швов на вертикальной плоскости. Причиной их может быть большой сварочный ток, слишком длинная дуга, неправильный наклон электрода, большой угол наклона изделия при сварке на спуск.
Подрезы (рис. 13, б) представляют собой продолговатые углубления-канавки, образовавшиеся в основном металле вдоль края шва. Они возникают в результате большого сварочного тока и длинной дуги, так как при этом возрастает ширина шва и сильнее оплавляются кромки. При выполнении угловых швов нельзя допускать смещения электрода в сторону вертикальной стенки.
Непроваром (рис. 13, в) называется местное не сплавление кромок основного металла. А также несплавление между собой отдельных швов при многослойной сгарке. Причинами образования непрваров являютсяшлохая зачистка металла от окалины, ржавчины и грязи, малый зазор при сборке
малый угол скоса кромок, большая скорость сварки. При автоматической сварке под флюсом непровары, как правило, образуются в начале шва, когда основной металл еще недостаточно прогрет. Поэтому сварку надо начинать со специальных выводных планках.
Трещины (рис. 13, г) являются наиболее опасными дефектами швов. Они могут возникать как в самом шве, так и в околошовной зоне. Причинами их образования являются внутренние напряжения, возникающие в процессе сварки. На образование трещин влияет повышенное содержание углерода, способствующего закалке, а также серы и фосфора. Сера увеличивает склонность металла к образованию горячих трещин, а фосфор – холодных.
Шлаковые включения (рис. 13, д) образуются в результате плохой зачистки кромок деталей и поверхности сварочной проволоки от окалины, ржавчины и грязи. Шлаковые включения ослабляют сечение шва и уменьшают его прочность. Газовые поры появляются в швах вследствие того, что газы, растворенные в жидком металле, при быстром охлаждении шва не успевают выйти наружу и остаются в нем в виде пузырьков. Для исключения этого дефекта нельзя допускать использования влажного или отсыревшего флюса, наличия ржавчины, масла и краски на кромках основного металла и сварочной проволоки, большой скорости сварки.
К дефектам микроструктуры относятся: повышенное содержание оксидов и различных неметаллических включений, микропоры, крупнозернистость, перегрев, пережог. Причиной образования пережога является плохая защита сварочной ванны от кислорода воздуха, а также сварка на чрезвычайно большом сварочном токе.
ВИК ответы. Вик2. 1 На участке какой ширины следует контролировать кромки литых деталей, поковок и штамповок при входном контроле

Единственный в мире Музей Смайликов
Самая яркая достопримечательность Крыма
1)На участке какой ширины следует контролировать кромки литых деталей, поковок и штамповок при входном контроле?
2) Отсутствие соединения между основным и наплавленным металлом и между отдельными слоями (валиками) сварного шва – это:
3) Какие условия должны быть обеспечены для проведения визуального и измерительного контроля технических устройств и сооружений?
4) Углубление со стороны корня одностороннего сварного шва – это
вогнутость корня шва
5) Вогнутость на поверхности сварного шва из-за недостаточности присадочного материала – это:
неполное заполнение кромок
6) Дефект поверхности, представляющий собой разрыв металла, идущий вглубь под прямым углом к поверхности, образовавшийся вследствие напряжений, связанных со структурными превращениями или неравномерным нагревом и охлаждением – это:
7) Когда проводят визуальный и измерительный контроль материалов и сварных соединений, подлежащий механической обработке, в том числе с удалением валика усиления?
ВИК проводят до и после механической обработки, удаления валика усиления сварного шва
8) Избыток наплавленного металла на обратной стороне одностороннего стыкового шва – это:
превышение проплава, выпуклость корня шва
9) Предельные калибры используют при . выпуске изделий
Предельные калибры используют при . выпуске изделий
10) Явный дефект – это
дефект, для выявления которого в нормативной документации, обязательной для данного вида контроля, предусмотрены соответствующие правила, методы и средства.
11) Когда необходимо проводить визуальный и измерительный контроль оборудования, работающего под давлением при его техническом диагностирования (освидетельствовании)?
после прекращения работы указанного оборудования, сброса давления, охлаждения, дренажа, отключения от другого оборудования, если иное не предусмотрено действующей ПТД
12) Воронкообразное или трубчатое углубление (полость) в сварном шве – это:
13) Какие параметры стыкового сварного шва подлежат оценке согласно ГОСТу?
Ширина, глубина проплава
14) Чем, как правило, определяется чешуйчатость сварного шва?
Универсальным шаблоном УШС-3
15) Какова должна быть зона зачистки кромок деталей под электрошлаковую сварку, если иное не определено НД?
Не менее 50 мм с каждой стороны сварного соединения
16) Совокупность средств измерений одного и того же назначения, основанных на одном и том же принципе действия, имеющих одинаковую конструкцию и изготовленных по одной и той же технической документации – это.
Тип средства измерения
17) Эталон единицы величины – это
18) Адаптация глаза - это:
способность глаза приспосабливаться к различным условиям освещения
19) Что называется максимально допускаемой погрешностью (измерения)?
Составляющая погрешности измерения, обусловленная погрешностью применяемого средства измерений.
20) Волнистость поверхности - это:
совокупность периодических неровностей с относительно большими шагами на участке, длина которого превышает нормированную базовую длину;
21) Как называется меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или выполняемая в последнюю очередь в корне шва после его зачистки (выборки)?
22) Кем проводится подготовка контролируемой поверхности?
подразделениями организации, выполняющей работы по визуальному и измерительному контролю, а процессе эксплуатации технических устройств и сооружений - службами организации, которой принадлежит контролируемый объект
23) В результате проведения визуального контроля выявленные дефекты должны быть классифицированы по:
типам и размерам;
24) При приемке основного металла под сварку визуальным контролем проверяют:
все выше перечисленное.
25) Когда необходимо устранять выявленные в процессе ВИК дефекты?
до выполнения последующей технологической операции
26) Измерение может быть
все вышеперечисленное верно
27) Шероховатость поверхности - это:
совокупность периодических неровностей с относительно малыми шагами на базовой длине;
28) В каком диапазоне длин волн электромагнитного излучения находится видимое излучение (свет)?
29) К бесконтактным средствам измерения шероховатости относятся:
30) Часть средства измерений, представляющая собой упорядоченный набор меток вместе со значениями соответствующей величины – это:
Шкала средства измерения
31) Укажите, какие типы сварных соединений бывают?
Стыковое, нахлесточное, тавровое, торцовое, угловое
32) Характеристика средства измерений в виде наименьшего значения изменения величины, начиная с которого может осуществляться ее измерение данным средством измерения - это:
33) Смещение между двумя свариваемыми деталями, при котором их плоские поверхности не параллельны (или не направлены под определенным углом) – это:
Угловое смещение, перелом осей
34) Систематическая погрешность - это:
Составляющая погрешности измерения, остающаяся постоянной или же закономерно изменяющаяся при повторных измерениях одной и той же величины
35) Какие задачи визуально-оптического контроля решает применение эндоскопов?
визуальный осмотр и оценка состояния внутренней, недоступной части поверхности объекта;
36) Поверка средства измерения - это:
совокупность операций, устанавливающих соотношение между значением величины, полученным с помощью данного средства измерений и соответствующим значением величины, определенным с помощью эталона с целью определения метрологических характеристик этого средства измерений
37) Угловые плитки, согласно ГОСТ 2875, выпускаются следующих классов точности:
38) С какой целью проводят визуальный и измерительный контроль собранных свариваемых элементов (заготовок, полуфабрикатов, деталей)?
все выше перечисленное
39) Разность значений величины, соответствующих двум соседним отметкам шкалы средства измерений- это:
цена деления шкалы;
40) Контроль качества сборки под сварку стыкового соединения с подготовкой кромок выполняют посредством:
Порядок выполнения визуального и измерительного контроля подготовки и сборки деталей под сварку
6.4.1. При подготовке деталей под сварку необходимо контролировать:
наличие маркировки и (или) документации, подтверждающей приемку полуфабрикатов, деталей, сборочных единиц и изделий при входном контроле;
наличие маркировки изготовителя материала на деталях, подготовленных под сварку;
наличие удаления механическим путем зоны термического влияния в месте термической (огневой) резки заготовок (необходимость должна быть указана в конструкторской или технологической документации);
геометрическую форму обработанных кромок, в том числе при подготовке деталей с различной номинальной толщиной стенки;
геометрическую форму обработанных внутренних поверхностей кольцевых деталей;
форму подкладных пластин (колец) и расплавляемых вставок;
наличие заварки разъема подкладной пластины (кольца), качество шва заварки подкладной пластины (кольца), а также наличие зачистки шва заварки разъема подкладной пластины (кольца);
чистоту (отсутствие визуально наблюдаемых загрязнений, пыли, продуктов коррозии, влаги, масла и. т.п.) подлежащих сварке (наплавке) кромок и прилегающих к ним поверхностей, а также подлежащих неразрушающему контролю участков материала.
6.4.2. При сборке деталей под сварку визуально необходимо контролировать:
правильность установки подкладных пластин (колец);
правильность установки временных технологических креплений;
правильность сборки и крепления деталей в сборочных приспособлениях;
правильность расположения и количество прихваток и их качество;
правильность установки приспособлений для поддува защитного газа;
правильность нанесения активирующего флюса и защитной флюс-пасты;
наличие защитного покрытия от брызг расплавленного металла на поверхности деталей из аустенитных сталей, свариваемых ручной дуговой и полуавтоматической (автоматической) сваркой плавящимся электродом в среде защитного газа;
чистоту кромок и прилегающих к ним поверхностей деталей.
6.4.3. Измерительный контроль при подготовке деталей под сварку (рис. 2) осуществляется для проверки:
размеров разделки кромок (углы скоса кромок, толщина и ширина притупления кромок разделки);
Примечание. Радиусы скругления размером до 1,0 мм в местах перехода поверхностей разделки, а также размер скоса внутренней кромки, выполняемый для улучшения условий выявления непровара в корне шва при радиографическом контроле, измерению не подлежат.
размеров (диаметр, длина, угол выхода резца) расточки (раздачи) концов труб по внутреннему диаметру;
размеров подкладных пластин (колец) и расплавляемых вставок (ширина, толщина, углы скоса, диаметр);
размеров элементов секторных отводов;
перпендикулярности торцов подготовленных под сварку цилиндрических деталей к их образующим;
минимальной фактической толщины стенки цилиндрической детали после расточки по внутреннему диаметру;
размеров отверстий под штуцер (патрубок) и обработки кромок в трубе (коллекторе, корпусе);
толщины и ширины подкладки в замковом соединении;
ширины зоны механической зачистки наружной и внутренней поверхностей деталей и шероховатости поверхностей кромок и прилегающих поверхностей деталей, в том числе места зачистки шва разъема остающейся подкладной пластины (кольца).
6.4.4. Измерительный контроль соединений, собранных под сварку (рис. 3), включает проверку:
размеров швов приварки временных технологических креплений;
Рис. 2.
Размеры, контролируемые измерением при подготовке деталей под сварку (начало):
а - I-образная разделка кромки (без скоса кромки); б - V-образная односторонняя разделка кромки;
в - V-образная двухсторонняя разделка кромки; г, д - подготовка к сварке стыкового соединения деталей,
значительно отличающихся по толщине; е, ж - подготовка к сварке замкового соединения;
з - У-образная разделка кромки; и - V-образная двухскосная разделка кромки; к - отклонение
от перпендикулярности торца трубы; л - подготовка кромок штуцера
Д 10-65; м - I-образная разделка с присадочным выступом
* Размер измерению не подлежит, обеспечивается режущим инструментом и оценивается визуально.
Рис. 2. Окончание:
н - цилиндрическая расточка (раздача) концов труб по внутреннему диаметру;
п - коническая расточка труб по внутреннему диаметру; р - притупление
внутренней кромки трубы; с- подкладная остающаяся пластина;
т, у - подкладное стальное остающееся кольцо; ф - подкладное стальное
остающееся кольцо; х - расплавляемая проволочная вставка; ц - сектор
отвода; ч, ш, э - рассверловка отверстия под штуцер (патрубок) в корпусе
(трубе, коллекторе); ю - разделка кромок под автоматическую сварку в среде
Рис. 3. Размеры, контролируемые при сборке соединения под сварку:
а - стыковое соединение; б - стыковое соединение с остающейся подкладной пластиной (кольцом);
в - стыковое замковое соединение; г - тавровое соединение; д - угловое соединение; е - нахлесточное
соединение; ж - стыковое соединение с расплавляемой вставкой; и, к - угловые соединения штуцеров;
л - соединение с приварными элементами временных креплений; м - соединение с несоосностью
осей штуцера и корпуса; н - соединение с несоосностью осей в угловых соединениях труб;
п - соединение с переломом осей цилиндрических деталей; р - прихватки соединения; с, т - тройниковое (угловое) соединение
расстояния технологического крепления от кромки разделки и расположения креплений по длине (периметру) соединения (при необходимости, в случае если в технической документации оговорено расстояние между соседними креплениями);
величины зазора в соединении, в том числе между деталью и подкладной пластиной (кольцом);
размера смещения кромок (внутренних и наружных) собранных деталей;
размера перекрытия деталей в нахлесточном соединении;
размеров (длина, высота) прихваток и их расположения по длине (периметру) соединения (при необходимости, в случае если это оговорено в технической документации, также расстояния между соседними прихватками);
размера зазора в замке расплавляемой проволочной вставки;
размера перелома осей цилиндрических деталей трубы и плоскостей плоских деталей (листов);
размера несоосности осей штуцера и отверстия в корпусе (трубе);
размера несовпадения (отклонения) осей в угловых соединениях труб;
размеров ширины зоны нанесения защитного покрытия на поверхностях деталей;
геометрических (линейных) размеров узла, собранного под сварку (в случаях, оговоренных ПКД).
6.4.5. Визуальному и измерительному контролю подготовки и сборки деталей под сварку подлежат не менее 20 % деталей и соединений из числа представленных к приемке.
Объем выборочного контроля качества подготовки и сборки деталей под сварку может быть увеличен или уменьшен в зависимости от требований НД, ПТД и ПКД или по требованию Заказчика.
При выявлении отклонений от требований рабочих чертежей и (или) ПТД, которые могут привести к ухудшению качества сварных соединений, объем выборочного контроля должен быть увеличен вдвое для группы однотипных деталей (соединений). Если при дополнительном контроле вторично будут выявлены отклонения от требований конструкторской документации и (или) ПТД, то объем контроля для группы деталей, подготовленных к приемке, должен быть увеличен до 100 %.
Детали, забракованные при контроле, подлежат исправлению. Собранные под сварку соединения деталей, забракованные при контроле, подлежат разборке с последующей повторной сборкой после устранения причин, вызвавших их первоначальную некачественную сборку.
6.4.6. Визуальный контроль удаления материала, подвергнутого термическому влиянию во время резки термическими способами (газовая, воздушно-дуговая, газофлюсовая, плазменная и др.), проводится на каждой детали, подвергавшейся резке.
На кромках разделки не должно быть следов резки (для деталей из низкоуглеродистых, марганцовистых и кремнемарганцовистых сталей) и следов разметки (кернение), нанесенной на наружной поверхности деталей после резки.
6.4.7. Требования к выполнению измерительного контроля при подготовке деталей под сборку приведены в табл. 3, а при сборке соединений под сварку - в табл. 4.
Сборка под сварку
Нормируемые параметры сборки деталей под сварку
- Смещение кромок (Линейное смещение стыковых соединений);
- Зазор;
- Отклонение от прямолинейности (Угловое смещение);
- Требования к прихваткам (количество, длина, высота, место установки);
- Смещение продольных швов смежных сварных труб;
- Требования к приспособлениям, установке и снятию технологических креплений.
Линейное смещение кромок
Линейным смещением свариваемых кромок соединяемых листов или труб называют смещение между двумя свариваемыми элементами, у которых поверхности параллельны, но расположены не в одной плоскости.

Смещение кромок
Допускаемое смещение кромок устанавливается нормативными документами (ПБ,ОСТ, СТО, РД).
Важно! Большое смещение кромок может привести к непровару в корне сварного шва.
Зазор
Необходим для проплавления корня шва и формирования обратного валика.
Устанавливается стандартом на конструктивные элементы сварных соединений для различных способов сварки или отраслевыми нормативно техническими документами (ГОСТ, СТО, РД).
Важно! При заниженном зазоре возможен непровар, при завышенном прожог.
Угловое смещение (перелом)
Угловым смещением листов (труб) — называют смещение между двумя свариваемыми элементами, поверхности которых не параллельны и не находятся под заданным углом.
Допускаемое угловое смещение (отклонение от прямолинейности трубопроводов) устанавливается нормативными документами (ПБ, ОСТ, СТО, РД)
Угловое смещение труб, как правило, измеряют на расстоянии 200 мм. от стыка прикладыванием линейки длиной не менее 400 мм и измерением зазора.
Требование к прихваткам
Прихватки должны обеспечивать жесткость конструкции в процессе сварки за счет:
- количества;
- размеров (длины, высоты);
- равномерности расположения по длине шва.

Расположение прихваток при сборке
Прихватки не должны снижать качество сварного шва, поэтому:
- должны выполняться аттестованными сварщиками;
- должны располагаться на свариваемых кромках ( за исключением мест пересечения сварных швов);
- должны выполняться теми же сварочными материалами, что и корневой слой шва;
- должны зачищаться (или удаляться) для обеспечения формирования корневого слоя;
- не должны иметь дефектов. При появлении дефектов в прихватке (пор, трещин) необходимо работы приостановить до выяснения причин;
При недостаточной длине прихваток возможно их разрушение, при завышенной их длине будет большая поперечная усадка и уменьшение требуемого зазора, что приведет к непровару.
Смещение продольных швов сварных труб
Необходимо для исключения концентратора напряжений в месте перекрестия продольных и кольцевых швов.
Для магистральных и промысловых газопроводов смещение преграждает лавинообразное разрушение по сварному шву на переходе с одной трубы на другую.
Требования к сборке технологических трубопроводов
Смещение кромок по наружному диаметру разнотолщинных труб не должно превышать 30% от толщины тонкостенного элемента, но не более 5 мм.
Смещение кромок по внутреннему диаметру не должно превышать значений:
- 0,10 S, но не более 1мм — для трубопроводов Рy свыше 10 МПа (100 кгс/см2) и трубопроводов I категории, работающих при температуре ниже — 70°C ;
- 0,15 S,но не более 1мм — для трубопроводов II — V категорий.
Если смещение кромок превышает допустимое значение, то плавный переход в месте стыка должен быть обеспечен путем проточки конца трубы под углом не более 15°.
Для трубопроводов с Ру до 10 МПа (100 кгс/см2) допускается калибровка концов труб методом цилиндрической или конической раздачи.
Условное смещение. Отклонение от прямолинейности, замеренное линейкой длиной 400 мм в трех равномерно расположенных по периметру местах на расстоянии 200 мм от стыка, не должно превышать: 1,5 мм — для трубопроводов Рy свыше 10 МПа (100 кгс/см2) и трубопроводов I категории; 2,5 мм — для трубопроводов II — V категорий.
Требования к прихваткам. Количество прихваток для трубопроводов диаметром до 100мм-2шт.; 100-600мм.-3-4шт.; свыше 600мм.-через каждые 300-400мм.
Длина прихватки для трубопроводов диаметром до 600мм. 2,0 — 2,5 толщины стенки, но не менее 15 и не более 60мм. Свыше 600 мм.-50-70мм.
Высота прихватки для трубопроводов диаметром до 600мм. 0,4 — 0,5 толщины стенки при толщине стенки до 10 мм и 5 мм при толщине стенки от 10 мм и выше. Свыше 600 мм. 4-5мм.
Требования к приспособлениям и технологическим креплениям
Сборка осуществляется с помощью центраторов или привариваемых на расстоянии 50 — 70 мм. от торца труб временных технологических креплений. Технологические крепления изготовливаются из стали того же класса, что и свариваемые трубы. Для закаливающихся теплоустойчивых сталей технологические крепления могут быть изготовлены из углеродистых сталей.
При сборке стыков из аустенитных сталей с толщиной стенки трубы менее 8 мм, к сварным соединениям которых предъявляются требования стойкости к межкристаллитной коррозии, приварка технологических креплений не допускается.
Требования к смещению продольных швов
При сборке труб и других элементов с продольными швами последние должны быть смещены относительно друг друга. Смещение должно быть не менее трехкратной толщины стенки свариваемых труб (элементов), но не менее 100 мм. При сборке труб и других элементов с условным диаметром 100 мм и менее продольные швы должны быть смещены относительно друг друга на величину, равную 1/4 окружности трубы (элемента).
Требования к сборке трубопроводов газового оборудования
Смещение кромок. Допускаемое смещение кромок свариваемых труб не должно превышать величины 0,15S + 0,5 мм, где S — наименьшая из толщин стенок свариваемых труб.
Сварка стыков разнотолщинных труб или труб с соединительными деталями и патрубками арматуры допускается без специальной обработки кромок при толщине стенок менее 12,5 мм (если разность толщин не превышает 2,0 мм).
на надземных и внутренних газопроводах низкого давления допускается производить нахлесточные соединения «труба в трубу» размеров d 50×40, 40×32, 32×25, 25×20 мм.при условии:
— просвет между трубами, соединяемыми внахлест, не более 1—2 мм и равновелик по периметру;
— величина нахлеста по длине соединяемых труб не менее 3 см;
— на конце трубы меньшего диаметра выполняется фаска вовнутрь под углом не менее 45° на всю толщину стенки трубы;
Требования к смещению продольных швов
Сборку под сварку труб с односторонним продольным или спиральным швом производят со смещением швов в местах стыковки труб не менее чем на:
15 мм — для труб диаметром до 50 мм; 50 мм —от 50 до 100 мм; 100 мм диаметром св. 100 мм.
При сборке под сварку труб, у которых швы сварены с двух сторон, допускается не производить смещение швов при условии проверки места пересечения швов физическими методами.
Требования к сборке трубопроводов котельного оборудования
Требования к прихваткам
Прихваточные швы должны быть равномерно расположены по периметру стыка. Не рекомендуется накладывать прихватки на потолочный участок стыка.
В стыках, собираемых без подкладных колец, число прихваток и их протяженность зависят от диаметра труб и должны соответствовать следующим нормам:
Конструктивные элементы подготовки кромок и размеры швов
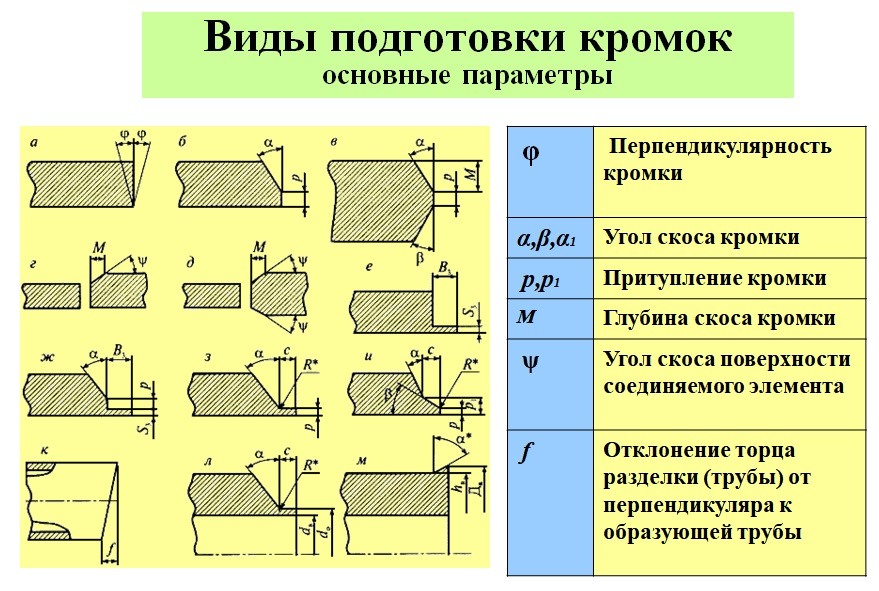
Виды подготовки кромок по сварку
Существующие способы дуговой сварки без разделки кромок позволяют сваривать металл ограниченной толщины при односторонней сварке ручной — до 4 мм,механизированной под флюсом — до 18 мм). Поэтому при сварке металла большой толщины необходимо разделывать кромки. Угол скоса кромки обеспечивает определенную величину угла разделки кромок, что необходимо для доступа дуги вглубь соединения и полного проплавления кромок на всю их толщину.
Стандартный угол разделки кромок в зависимости от способа варки и типа соединения изменяется в пределах от 60 ± 5 до 20 ± 5 градусов. Тип разделки и величина угла разделки кромок определяют количество необходимого дополнительного металла для заполнения разделки, а значит, производительность сварки. Так, например, Х-образная разделка кромок по сравнению с V-образной позволяет уменьшить объем наплавленного металла в 1,6- 1,7 раза. Уменьшается время на обработку кромок. Правда, в этом случае возникает необходимость вести сварку с одной стороны шва в неудобном потолочном положении или кантовать свариваемое изделия.

Стандарты на конструктивные элементы сварных соединений по способам сварки
Для всех типов швов важны полный провар кромок соединяемых элементов и внешняя форма шва как с лицевой стороны (так называемое усиление шва), так и с обратной стороны, т. е. форма так называемого обратного валика. В стыковых,особенно односторонних швах трудно проваривать кромки притупления на всю их толщину без специальных приемов, предупреждающих прожог и обеспечивающих хорошее формирование обратного валика.
Важное значение также имеет образование плавного перехода металла лицевого и обратного валиков к основному металлу, так как это обеспечивает высокую прочность соединения при динамических нагрузках. В угловых швах также бывает трудно проварить корень шва на всю его толщину, особенно при сварке наклонным электродом. Для этих швов рекомендуется вогнутая форма поперечного сечения шва с плавным переходом к основному металлу, что снижает концентрацию напряжений в месте перехода и повышает прочность соединения при динамических нагрузках.
Подготовка кромок технологических трубопроводов (НГДО4,12, ОХНВП16, МО2, ГДО)
Отклонение от перпендикулярности торца трубы относительно образующей:
05мм. для Dу до 65мм.; 1,0мм. для Dу св.65мм. до 125мм.; 1,5мм для Dу свыше 125мм. до 500мм.; 2,0 мм для Dу свыше 500мм.(п. 7.1.18. ПБ 03-585-03)
Кромки труб (элементов) и прилегающие к ним участки по внутренней и наружной поверхностям шириной не менее 20 мм. должны быть очищены от ржавчины и загрязнений до металлического блеска и обезжирены (п. 7.1.19. ПБ 03-585-03)
Газовую, воздушно-дуговую или плазменную резку труб из закаливающихся теплоустойчивых сталей необходимо производить с предварительным подогревом 200-250 С и медленным охлаждением. После резки кромки должны быть проконтролированы капиллярной или порошковой дефектоскопией. Обнаруженные трещины удаляются механической зачисткой по всей кромке. (п.п. 7.1.16., 7.1.17 ПБ 03-585-03)
После термической резки кромки труб из закаливающихся сталей должны быть зачищены на глубину не менее 3 мм., а из углеродистых и аустенитных сталей на глубину не менее 0,5 мм. от наибольшей впадины реза (п.п. 18.20,18.21 РД 38.13.004)
Подготовка кромок трубопроводов котельного оборудования (КО1,2)
Концы труб из углеродистых и низколегированных сталей разрешается обрабатывать кислородной, плазменно-дуговой или воздушно-дуговой резкой с последующей зачисткой кромок режущим или абразивным инструментом до удаления следов огневой резки.Подготовленные к сборке кромки должны быть без вырывов, заусенцев, резких переходов и острых углов.
Кромки и прилегающие к ним участки поверхностей деталей должны быть зачищены до металлического блеска и обезжирены на ширину: по наружной поверхности не менее чем на 20 мм. от кромки разделки, –по внутренней не менее 10 мм. При установке штуцера поверхность со стороны наложения шва должна быть зачищена на ширину 15-20 мм. от отверстия, а поверхность очка на всю глубину. (п. 6.2.4. РД 153-34.1-003)
Кислородную резку труб из хромо молибденовых и хромо ванадиевых сталей с толщиной стенки более 12 мм. при температуре воздуха ниже 0 С необходимо производить с предварительным подогревом 200 С и медленным охлаждением. (п. 6.1.5. РД 153-34.1-003)
При термической резке высоколегированных сталей (мартенситного мартенситно-ферритного и аустенитного классов)должен быть предусмотрен припуск не менее 1 мм. на последующую механическую обработку (п. 6.1.4. РД 153-34.1-003)
Подготовка кромок строительных конструкций
Непосредственно перед сваркой кромки и прилегающие к ним участки на ширину 20 мм. при ручной или механизированной дуговой сварке и не менее 50 мм. для автоматической, а также места примыкания начальных и выводных планок должны быть тщательно очищены от окалины грязи, краски, масла, ржавчины,влаги, снега и льда. (п. 5.6. РД 3415.132, п.1.4.2 ОСТ 36-58, п. 6.5 ОСТ 36-60)
Огневую резку кромок деталей из стали С345 и более прочных при температуре окружающего воздуха ниже минус 15 С нужно проводить с предварительным подогревом металла в зоне реза до 100 С. (п. 5.5. РД 3415.132)
После термической (кислородной, воздушно-дуговой, плазменной) резки поверхности реза должны быть механически обработаны:
- на элементах из сталей С235 до С285 – до удаления следов резки
- на элементах из сталей С345 до С375 – с удалением слоя толщиной не менее 1 мм.
- на элементах из сталей С390 до С440 — с удалением слоя толщиной не менее 2 мм.
При обработке абразивным инструментом следы зачистки должны быть направлены вдоль кромок (п. 5.3. РД 34 15.132).
Подготовка кромок трубопроводов газового оборудования (ГО 1,2)
Типы конструктивные элементы и размеры сварных соединений должны соответствовать ГОСТ 16037 (п.7.49. СП 42-102)
Подготовка кромок под стандартную разделку выполняется механической обработкой или газовой резкой с последующей зачисткой шлиф машинкой (п. 7.51. СП 42-102)
Подготовка кромок трубопроводов газового оборудования
Кромки труб (элементов) и прилегающие к ним участки по внутренней и наружной поверхностям шириной не менее 10 мм. должны быть очищены до металлического блеска (п. 7.52. СП 42-102)
Подготовка кромок магистральных и промысловых газопроводов (СТО Газпром 2-2.2-136)
Геометрические параметры торцов труб, СДТ, ЗРА должны соответствовать ТР-1 – ТР-23 Таблица А8
Свариваемые кромки и прилегающие к ним внутренние и наружные поверхности свариваемых элементов должны быть зачищены механическим способом шлиф машинкой на ширину не менее 15 мм.
(п 10.2.13)
Допускается производить резку труб, в т.ч. для выполнения
специальных сварных соединений (захлестов и др.), с применением оборудования механизированной орбитальной газовой или воздушно-плазменной резки с последующей механической обработкой торцов труб станком подготовки кромок или шлиф машинками до требуемой разделки при этом, металл должен быть сошлифован на глубину от 0,5 до 1,0 мм, а внутреннее усиление заводского шва должно быть сошлифовано «заподлицо» с внутренней поверхностью трубы (п.10.2.7)
Подготовка кромок сосудов, работающих под давлением (ГОСТ Р 52630-2007) (КО 3, ОХНВП 1,2)
Форма подготовки кромок должна соответствовать требованиям технической документации или проекта.
Кромки подготовленных под сварку элементов сосудов должны быть зачищены на ширину не менее 20 мм, Кромки не должны иметь следов ржавчины, окалины, масла и прочих загрязнений. Кромки должны проходить визуальный осмотр для выявления пороков металла. Не допускаются расслоения, закаты, трещины, а для двухслойной стали — также и отслоения коррозионно-стойкого слоя.
При толщине листового проката более 36 мм зону, прилегающую к кромкам, дополнительно следует контролировать ультразвуковым методом на ширине не менее 50 мм для выявления трещин, расслоений и т.д.
Технологические особенности подготовки под сварку и сварки стыковых, угловых, тавровых и нахлесточных соединений одно- и двухсторонних, со скосами и без скоса кромок, на весу и на подкладках.
При стыковом шве в верхнем диапазоне толщины листа должна быть проведена подготовка корня шва с обратной стороны. Это рекомендуется и для предотвращения возникновения дефектов и при всех случаях сваривания подварочных слоев и при двустороннем свариванииX-образных и двойных Y-образных швов в верхнем диапазоне толщины листа. УV-образных швов и швов HV фаза корня может быть несколько ломаной, высота притупления Y-образного шва зависит от используемой силы тока. U- образные швы и двусторонние U-образные швы по экономическим соображениям используются прежде всего при сваривании листов большой толщины, так как из-за небольшого угла раскрытия заполняемый объем шва меньше, чем при V-образных, Y- образных,X-образных и двойных Y-образных швах. У угловых швов зазор между кромками должен быть как можно меньшим, чтобы в него не мог попасть шлак. Это касается в первую очередь Т-образных соединений, соединений внахлестку и угловых швов.
Разделка сварных кромок у нелегированных и низколегированных сталей производится, как правило, газовыми автогенными резаками. Высоколегированные стали и металлы, подвергаемые ручной сварке, могут разрезаться плазменной струей. Удаление возникающей при термической резке оксидной пленки требуется, как правило, только в исключительных случаях. При наличии особенных требований в отношении соблюдения небольших допусков рекомендуется механическая доработка кромок. В особенности это относится к кольцевым швам. Современные технологии резки электронным или лазерным лучом чаще используются в механизированном производстве и являются скорее исключением при ручной сварке стержневым электродом.
Факторы, влияющие на выбор типа сварного соединения
При выборе типа сварного соединения учитывают:
- условия нагружения сварной конструкции при эксплуатации (статические или динамические нагрузки постоянные,переменные и др.)
- способ и условия изготовления сварной конструкции (ручная сварка, автоматическая в заводских или монтажных условиях)
- удобства и возможности при сборке и сварке, достигаемую экономию основного металла, электродов и др.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Читайте также: