Источники питания для механизированной сварки в защитных газах
Обновлено: 02.05.2024
Тема 4.1. Техника и технология частично механизированной сварки плавлением различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва.
Урок 1-2
Технологические особенности сварки в среде защитных газов и их смесях
Применение дуговой сварки в среде защитных газов благодаря ее технологическим и экономическим преимуществам все больше возрастает. Технологическими преимуществами являются относительная простота процесса сварки и возможность применения механизированной сварки в различных пространственных положениях. Незначительный объем шлаков позволяет получить высокое качество сварных швов.
Сварка в среде защитных газов применяется для соединения как различных сталей, так и цветных металлов.
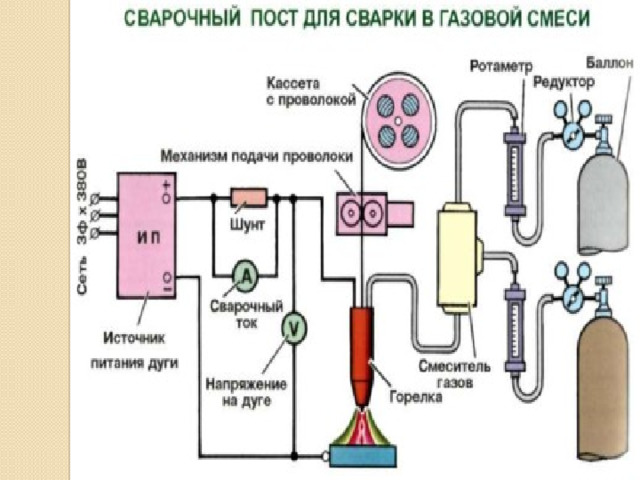
Для сварки в защитных газах кроме источника питания дуги требуются специальные приборы и оснастка (приспособления). Сварочный пост для сварки в среде защитного газа представлен на рис. 82.
Рис. 82. Пост для сварки в среде защитного газа: 1 – баллон с газом; 2 – подогреватель; 3 – осушитель; 4 – редуктор; 5 – расходомер (ротаметр); 6 – газоэлектрический клапан; 7 – источник питания; 8 – пульт управления; 9 – рабочий стол; 10 – подающий механизм; 11 – горелка
Сварка в защитных газах – это общее название разновидностей дуговой сварки, при которых через сопло горелки в зону горения дуги вдувается струя защитного газа. В качестве защитных газов применяют: аргон, гелий (инертные газы); углекислый газ, кислород, азот, водород (активные газы); смеси газов (Ar + CO2 + O2; Ar + O2; Ar + CO2 и др.). Смеси защитных газов должны удовлетворять требованиям ТУ.
Аргонокислородную смесь (Ar + 1–5 % О2) применяют при сварке малоуглеродистых и легированных сталей. В процессе сварки капельный перенос металла переходит в струйный, что позволяет увеличить производительность сварки и уменьшить разбрызгивание металла.
Смесь аргона с углекислым газом (Ar + 10–20 % СО2) также применяют при сварке малоуглеродистых и низколегированных сталей. При использовании этой смеси защитных газов устраняется пористость в сварных швах, повышается стабильность горения дуги и улучшается формирование шва.
Тройная смесь (75 % Ar + 20 % СО2 + 5 % О2) при сварке сталей плавящимся электродом обеспечивает высокую стабильность горения дуги, минимальное разбрызгивание металла, хорошее формирование шва, отсутствие пористости.
На практике используются либо баллоны с готовой смесью газов, либо баллоны с каждым газом отдельно. В последнем случае расход каждого газа регулируется отдельным редуктором и измеряется ротаметром типа РС‑3.
При сварке в среде защитных газов различают следующие основные способы: сварка постоянной дугой, импульсной дугой; плавящимся электродом и неплавящимся электродом.
Наиболее широко применяется сварка в среде защитных газов плавящимся и неплавящимся электродами.
Сварка неплавящимся электродом в защитных газах – это процесс, в котором в качестве источника теплоты применяется дуга, возбуждаемая между вольфрамовым или угольным (графитовым) электродом и изделием.
Сварка постоянным током прямой полярности позволяет получать максимальное проплавление свариваемого металла.
При сварке на постоянном токе применяются источники питания с крутопадающей ввольт‑амперной характеристикой: ВДУ‑305, ВДУ‑504, ВДУ‑505, ВДУ‑601, ВСВУ‑300.
В комплект сварочной аппаратуры при сварке на постоянном токе входят сварочные горелки, устройства для первоначального возбуждения сварочной дуги, аппаратура управления сварочным циклом и газовой защиты
Техническая характеристика некоторых сварочных горелок для ручной сварки вольфрамовым электродом приведена в табл. 40:
Для того, чтобы улучшить процесс зажигания дуги в среде защитных газов, используют специальные устройства первоначального возбуждения дуги. Это связано с тем, что защитные газы, попадая в зону горения дуги, охлаждают дуговой промежуток и дуга плохо возбуждается. Наиболее широко применяются устройства следующих марок: ОСППЗ‑ЗООМ, УПД‑1, ВНР‑101, ОСПЗ‑2М.
При сварке в среде защитных газов на переменном токе применяют устройство для стабилизации горения дуги, например, стабилизатор – возбудитель дуги ВСД‑01.
Источники для механизированной сварки плавящимся электродом в защитном газе
Сварка в углекислом газе, аргоне и их смесях с кислородом ведется на постоянном токе с использованием проволоки диаметром от 0,5 до2,4 мм (в аргоне — до 5 мм) на токе от 50 до 600 А при напряжении от 15 до 40 В. Благодаря высокой плотности тока (I>100А/мм) вольтамперная характеристика дуги возрастающая — ρи от +0,01 до +0,1 В/А. Зажигание дуги коротким замыканием происходит при непрерывной подаче проволоки без отдергивания и поэтому затруднено (рисунок 3.2). С начала короткого замыкания (позиция 1) вылет проволоки увеличивается, а сама она деформируется (2). Наиболее интенсивно проволока нагревается вблизи токоподвода, здесь она и перегорает (3).Но при большой длине перегоревшего участка дуга, как правило, обрывается (4).Далее процесс повторяется (5), но новое перегорание происходит на ранее уже подогретом вылете, поэтому дуга зажигается при более короткой длине (6). Обычно дуга надежно зажигается после 2-3 перегораний проволоки, но в неблагоприятных случаях этот процесс затягивается до 1с и более. Установление процесса сварки облегчается при малой скорости подачи проволоки, при «горячем пуске», при использовании осциллятора.
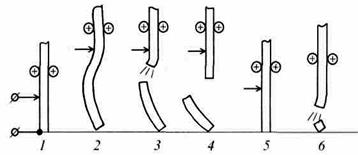
Рисунок 3.2 – Зажигание дуги при сварке в защитном газе
Устойчивое горение дуги достигается благодаря использованию саморегулирования, поскольку при сварке в защитных газах в подавляющем большинстве случаев применяются аппараты с постоянной скоростью подачи проволоки. Для сварки в углекислом газе характерно значительное разбрызгивание электродного металла. Выделяют следующие разновидности процесса, оказывающие влияние на выбор источника: сварка в углекислом газе короткой дугой с частыми технологическими короткими замыканиями, сварка в углекислом газе и аргоне длинной дугой с крупнокапельным переносом, сварка в аргоне со струйным переносом, импульсно-дуговая сварка в аргоне.
При сварке в углекислом газе используют в основном источники с пологопадающей характеристикой (рисунок 3.3, а). Допустимо также применение источников с жесткой и даже пологовозрастающей характеристикой. Так, при сварке стали проволокой диаметром от 0,5 до 1,4 мм рекомендуются источники с ρи от +0,04 до -0,08 В/А. При таких характеристиках сила тока короткого замыкания Iк при зажигании дуги ограничена благодаря сопротивлению вылета электродной проволоки, но все же довольно велика — IК=(2-5) Iд. Это способствует надежному зажиганию дуги, и поскольку стадия короткого замыкания непродолжительна из-за быстрого перегорания проволоки, источник выдерживает такой режим. При таких прямолинейных характеристиках напряжение холостого хода сравнительно невелико (U0=25-50 В), благодаря чему и возможна сварка короткой дугой, но по этой же причине затягивается установление процесса сварки (рисунок 3.2). Поэтому в современных источниках ценой некоторого усложнения конструкции добиваются увеличения напряжения холостого хода примерно до U0=(1,5-2) Uд,но не ниже 40 В (рисунок 3.3, б, кривая 2).
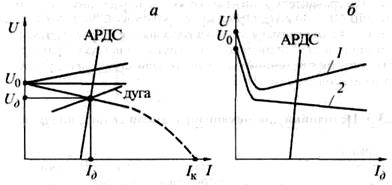
Рисунок 3.3 – Характеристики источника для механизированной сварки в защитном газе
Специфическое требование к источникам для сварки в углекислом газе связано с необходимостью ограничения пикового тока короткого замыкания и скорости его нарастания для снижения разбрызгивания электродного металла. При сварке короткой дугой проволоками диаметром от 0,5 до 1,4 мм рекомендуется ограничивать скорость нарастания тока короткого замыкания значением 70 — 180 кА/с введением дросселя в цепь источника. При сварке длинной дугой можно установить эту скорость от 70 до 110 кА/с. Еще больший эффект достигается в случае программирования тока при переносе с короткими замыканиями. Разбрызгивание уменьшается также при выборе оптимального соотношения между током и напряжением, например, по соотношению Uд=18+0,04Iд. Источник с возрастающей внешней характеристикой (рисунок 3.3, б, кривая 1), автоматически обеспечивающий это соотношение, назван оптимизированным.
При аргонодуговой сварке плавящимся электродом дуга значительно устойчивей, крупнокапельный перенос при низких токах идет гораздо спокойней, а более благоприятный струйный перенос достигается простыми технологическими приемами (увеличением плотности тока, нанесением активирующих покрытий на проволоку). Поэтому при сварке тонкой проволокой аппаратом системы АРДС используют источники с полого- и даже крутопадающей характеристикой (ρи от -0,04 до -0,2 В/А) со сравнительно низкой скоростью нарастания тока короткого замыкания 10- 30 кА/с. При сварке проволокой большого диаметра (более 3-4 мм) рекомендуется использовать аппарат системы АРНД в сочетании с источником, имеющим крутопадающую характеристику.
Источники питания сварочной дуги

В данной презентации описаны источники питания сварочной дуги, дана их характеристика. Данный материал может быть использован преподавателями и учащимися.
Просмотр содержимого документа
«Источники питания сварочной дуги»

ОСП «АЛЧЕВСКИЙ СТРОИТЕЛЬНЫЙ КОЛЛЕДЖ» ГОУ ВПО ЛУГАНСКОЙ НАРОДНОЙ РЕСПУБЛИКИ «ДОНБАССКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Источники питания сварочной дуги
высшей категории Боровик В.А.
Источники питания сварочной дуги
Источники питания дуги классифицируют по следующим признакам:
- роду тока — на источники постоянного и переменного тока общепромышленного назначения;
- количеству одновременно подключаемых сварочных постов — на однопостовые и многопостовые;
- назначению — на источники для ручной дуговой сварки покрытыми электродами; автоматической и механизированной сварки под флюсом; сварки в защитных газах; электрошлаковой сварки; плазменной сварки и резки; источники специального назначения (для сварки трехфазной дугой, импульсно-дуговой сварки и др.);
- принципу действия и конструктивному исполнению - специализированные источники питания в установках.
Источники питания
Обозначения источников
Для обозначения источников питания применяют буквы и цифры. Оно состоит из двух частей, разделенных дефисом:
первая буква означает тип изделия (Т — трансформатор, В—выпрямитель, Г — генератор, У — установка);
вторая буква — вид сварки (Д — дуговая, П — плазменная, Ш — электрошлаковая, Т — трехфазной дугой);
третья буква — способ сварки (Ф — под флюсом, Г — в защитных газах, У — универсальные источники для нескольких способов сварки); отсутствие буквы означает ручную сварку штучными электродами; четвертая буква —дальнейшее пояснение назначения источника (М — для многопостовой сварки, И — для импульсной сварки);

одна или две цифры после дефиса — номинальная сила тока источника (округленно в сотнях А); две последующие цифры (например, 02) —регистрационный номер изделия; следующие буква и цифра — климатическое исполнение (У или Т) и категория размещения (2; 3 или 4).
Пример: ВДГМ-1602УЗ — выпрямитель для ручной сварки в защитных газах многопостовой; сила тока — 1600 А; регистрационный номер изделия — 02; климатическое исполнение — У; категория размещения — 3.
ТД-502 — трансформатор для ручной дуговой сварки штучными электродами однопостовой; сила тока — 500 А; регистрационный номер изделия — 02.
Сварочные трансформаторы
Сварочный трансформатор преобразует электрическую энергию напряжением 220 или 380 В в электрическую энергию напряжением холостого хода до 80 В, необходимую для дуговой сварки металла.
Виды сварочных трансформаторов
сварочные трансформаторы амплитудного регулирования с нормальным магнитным рассеянием – с дросселем с воздушным зазором или с дросселем насыщения;
сварочные трансформаторы амплитудного регулирования с увеличенным магнитным рассеянием – с подвижными или разнесенными обмотками , с реактивной обмоткой, с подвижным магнитным или подмагничиваемым шунтом, с конденсатором или с импульсным стабилизатором;
тиристорные сварочные трансформаторы (фазового регулирования) – с импульсной стабилизацией или с подпиткой.

Трансформаторы с нормальным магнитным рассеянием
Принципиальная схема трансформатора с отдельным дросселем (сварочный ток регулируется изменением воздушного зазора)
Трансформаторы с подвижными обмотками с увеличенным магнитным рассеянием.
а — конструктивная схема трансформатора ТСК-500; б — электрическая схема трансформатора ТСК-500: 1

Устройство сварочного трансформатора (с подвижными обмотками)

Схема регулирования тока в сварочном трансформаторе с подвижными обмотками
Преимущества сварочных трансформаторов:
- дешевизна изготовления (сварочный трансформатор примерно в 2–4 раза дешевле сварочного выпрямителя и в 6–10 раз дешевле сварочного агрегата аналогичной мощности);
- высокий КПД (обычно 70–90%);
- сравнительно низкий расход электроэнергии;
- простота эксплуатации и ремонта.
Недостатки сварочных трансформаторов
Сварочные выпрямители
это устройства, которые с помощью полупроводниковых элементов преобразуют напряжение переменного тока в однофазной или трехфазной сети в напряжение постоянного тока с необходимой внешней характеристикой и предназначены для питания сварочной дуги.
Сварочные выпрямители получили большое распространение. Основные их преимущества следующие: высокий к.п.д. и относительно небольшие потери холостого хода; высокие динамические свойства при меньшей электромагнитной индукции; отсутствие вращающихся частей и бесшумность в работе; равномерность нагрузки фаз; небольшая масса; возможность замены медных проводов алюминиевыми.

Сварочные выпрямители состоят из двух основных блоков: понижающего трехфазного трансформатора с устройствами для регулирования напряжения или выпрямительного блока. Кроме того, выпрямитель имеет пускорегулирующее защитное устройства, обеспечивающие нормальную его эксплуатацию. Для выпрямления тока используется свойство полупроводникового вентиля проводить ток только в одном направлении. Наибольшее применение получили селеновые и кремниевые вентили. Селеновые вентили - дешевы, выдерживают перегрузки. Кремниевые вентили обладают высокими энергетическими показателями высоким к.п.д., но очень чувствительны к перегрузкам по току поэтому требуют защитных устройств и интенсивного охлаждения.

Существуют следующие типы выпрямителей:
ВВС-120-4, ВД-102, ВД-302 — с селеновыми вентилями;
ВКС-120, ВКС-300, ВД-101, ВД-301, ВКСУ-500-2 — с кремниевыми вентилями.

Устройство сварочного выпрямителя (с трансформатором с подвижными обмотками )
Сварочный выпрямитель для дуговой сварки, как правило, состоит из силового трансформатора, выпрямительного блока, пускорегулирующей, измерительной и защитной аппаратуры.

Внешняя характеристика источника питания дуги.
Электрической характеристикой источника питания сварочной дуги, или внешней характеристикой источника питания, называется графически изображенная зависимость между напряжением на клеммах источника питания и сварочным током. Источники питания могут иметь следующие внешние характеристики:
- Крупнопадающую.
- Пологопадающую.
- Жесткую.
- Возрастающую.
Для ручной дуговой сварки наилучшая характеристика источника – крутопадающая .

Для стабильного горения дуги необходимо равенство между напряжениями и токами дуги (U д , I д ) и источника питания (U п , I п ).
Источники питания с падающей характеристикой применяют при ручной дуговой сварке , с жесткой характеристикой — при полуавтоматической сварке , с возрастающей — при автоматической сварке под флюсом и для наплавки.
Презентация по МДК 04.01 Техника и технология частично механизированной сварки (наплавки) плавлением в защитном газе. Источники питания

В данной презентации рассматриваются источники питания сварочной дуги для частично ме6ханизированной сварки в защитном газе.
Просмотр содержимого документа
«Презентация по МДК 04.01 Техника и технология частично механизированной сварки (наплавки) плавлением в защитном газе. Источники питания»

МДК 04.01 Техника и технология частично механизированной сварки (наплавки) плавлением в защитном газе Преподаватель Романенко А.И.
ОБОРУДОВАНИЕ СВАРОЧНОГО ПОСТА


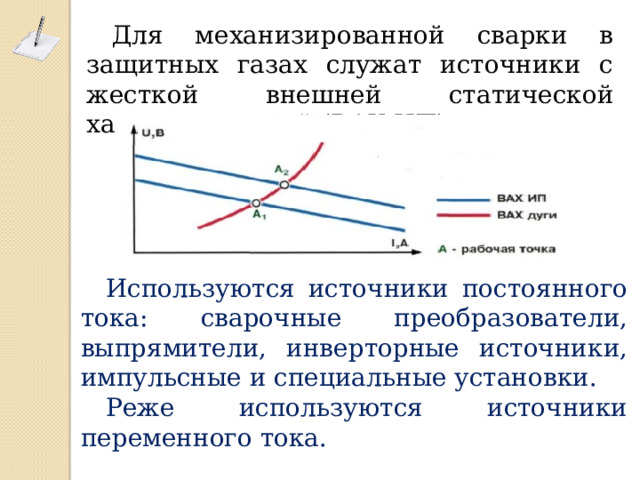
Для механизированной сварки в защитных газах служат источники с жесткой внешней статической характеристикой (ВАХ ИП).
Используются источники постоянного тока: сварочные преобразователи, выпрямители, инверторные источники, импульсные и специальные установки.
Реже используются источники переменного тока.

СВАРОЧНЫЕ ПРЕОБРАЗОВАТЕЛИ
Сварочный преобразователь - источник постоянного тока, состоящий из трехфазного асинхронного электродвигателя и сварочного генератора.
Преобразует механическую энергию вращения в электрическую с токами и напряжениями, необходимыми для сварки.


Генератор является основной конструктивной частью сварочного преобразователя.
Генераторы типа ГСГ имеют жесткую характеристику, а ГСУ – как жесткую, так и падающую.
Сварочные преобразователи имеют обозначение ПСГ или ПСУ.

Плавная регулировка режима сварки достигается путем изменения положения внешней статической характеристики источника питания.

Аппараты типов ВС, ВДГ, ВСЖ имеют жесткую внешнюю статическую характеристику и предназначены для механизированной сварки.
Режим регулируется изменением напряжения холостого хода за счет переключения витков первичной обмотки трансформатора.
Плавно в пределах каждой ступени – дросселем насыщения.

Выпрямители ВДУ относятся к универсальным и поэтому обладают как падающими характеристиками, так и жесткими. Переход одних к другим осуществляется переключателем.
ВДУ позволяют плавно регулировать ток и напряжение, стабилизируют режим при колебаниях напряжения сети.
Выпрямители этой серии снабжены электронной системой управления. Она расширяет диапазон сварочных режимов и позволяет управлять процессом сварки с дистанционного пульта.


ИНВЕРТОРНЫЕ ИСТОЧНИКИ ПИТАНИЯ
1. Переменный ток с напряжением 220 Вольт, протекающий в обычной электрической сети, преобразуется в постоянный.
2. Полученный постоянный ток при помощи специального блока электрической схемы инвертора опять преобразуется в переменный, но обладающий очень высокой частотой.
3.Понижается напряжение высокочастотного переменного тока, что значительно увеличивает его силу.
4. Сформированный электрический ток, обладающий высокой частотой, значительной силой и низким напряжением, преобразуется в постоянный, на котором и выполняется сварка.
Читайте также: