Химические процессы происходящие в сварочной ванне
Обновлено: 16.05.2024
Сварка металлов плавлением представляет собой более сложный металлургический процесс по сравнению с металлургическим процессом, происходящим при получении металлических отливок.
Характерными особенностями сварки сталей являются следующие:
1. Высокая температура нагрева металла. При дуговой сварке температура сварочной ванны достигает 2300°С вместо 1700°С в мартеновской печи.
2. Малый объем расплавленного металла в сварочной ванне. При ручной сварке покрытыми электродами он редко достигает 2 см 3 .
3. Кратковременность процесса. Время от начала расплавления до застывания сварочной ванны составляет несколько секунд; охлаждение протекает со скоростью 5 - 15°С/с.
Высокая температура в зоне дуги приводит к быстрому плавлению электродного металла, покрытия, флюса, а также металла свариваемых частей. Молекулы кислорода, азота, водорода, находящиеся в воздухе в зоне дуги, частично распадаются на атомы и ионы. В атомарном состоянии эти элементы обладают высокой активностью, вступают в химические соединения с элементами расплавленной стали и растворяются в ней, образуя после остывания хрупкий металл. Высокая температура при сварке приводит также к испарению, выгоранию и разбрызгиванию металла и других веществ, находящихся в зоне сварки.
Малый объем расплавленного металла в сварочной ванне и относительно холодный твердый металл свариваемых частей вызывают интенсивный отвод тепла в свариваемое изделие, в результате чего химические реакции между расплавленным металлом и шлаком протекают за очень короткое время, не успевая полностью завершиться и не создавая равновесия, как это обычно происходит в большом металлургическом процессе. Быстрое затвердевание и кристаллизация металла шва отражаются на структуре и механических свойствах металла шва и металла свариваемых частей. Химический состав, структура и механические свойства металла шва зависят не только от состава присадочного металла и металла свариваемых частей, но также в значительной степени и от характера и интенсивности химических реакций при сварке. Поэтому при определении свойств и прочности металла шва, а также свойств и прочности всего сварного соединения приходится учитывать указанные особенности сварочного процесса.
Процессов, протекающих в условиях дуговой сварки, много. Рассмотрим те, которые имеют общий характер во всех или большинстве случаев выполнения сварки.
Диссоциация газов и соединений. При диссоциации происходитраспад более сложных компонентов на атомы или составные части. Этому процессу способствуют наличие высоких температур в зоне сварки и каталитическое действие расплавленного металла. При дуговой сварке в первую очередь диссоциации подвергаются молекулы газов как простых – кислород, азот, водород, так и сложных – углекислый газ СО2, пары воды Н2О и др. Диссоциация газов происходит по реакциям: О2↔О+О; N2↔N+N; H2↔H+H; CO2↔CO+O. Кислород и водород при температурах дуги практически полностью диссоциируют на атомы, азот диссоциирует в меньшей степени.
Диссоциация водяного пара в зависимости от температуры проходит по реакциям: H2O↔H2+O; H2O↔OH+H. Следовательно, в зависимости от условий протекания реакций водяной пар может окислять или восстанавливать металл сварочной ванны.
Окисление металла при сварке. Металл сварочной ванны может окисляться за счет кислорода, содержащегося в газовой среде и шлаках зоне сварки. Кроме того, окисление может происходить и за счет оксидов (окалины, ржавчины), находящихся на кромках деталей и поверхности электродной проволоки. При нагреве имеющаяся в ржавчине влага испаряется, молекулы воды диссоциируют, а получающийся кислород окисляет металл. Окалина при плавлении металла превращается в оксид железа также с выделением свободного кислорода. При недостаточной защите сварочной ванны окисление происходит за счет кислорода воздуха.
Кислород с железом образует оксиды: FeO (22,3 % О2), Fe304 (27,6 % О2), Fe2О3 (30,1% О2). При высокой температуре сварочной дуги за счет атомарного кислорода в результате реакции Fe + О.
FeO образуется низший оксид, который при понижении температуры может переходить в другие формы высших оксидов.
Наибольшую опасность для качества шва представляет оксид FeO, способный растворяться в жидком металле. Этот оксид обладает температурой плавления меньшей, чем у основного металла. Поэтому при кристаллизации металла шва он затвердевает в последнюю очередь. В результате он располагается в виде прослоек по границам зерен, что вызывает снижение пластических свойств металла шва. Чем больше кислорода в шве находится в виде FeO, тем сильнее ухудшаются его механические свойства. Высшие оксиды железа не растворяются в жидком металле и, если они не успевают всплывать на поверхность сварочной ванны, остаются в металле шва в виде шлаковых включений.
Раскисление металла при сварке. Применяемые при сварке защитные меры не всегда обеспечивают отсутствие окисления расплавленного металла. Поэтому его требуется раскислить. Раскислением называют процесс восстановления железа из его оксида и перевод кислорода в форму нерастворимых соединений с последующим удалением их шлак. Окисление и раскисление, в сущности, представляют два направления протекания одного и того же химического процесса. В общем случае реакция раскисления имеет вид FeO+Me↔Fe+МеО, где Me – раскислитель.
Раскислителем является элемент, обладающий в условиях сварки большим сродством к кислороду, чем железо. В качестве раскислителей применяют кремний, марганец, титан, алюминий, углерод. Раскислители вводят в сварочную ванну через электродную проволоку, покрытия электродов и флюсы.
Рафинирование (очистка) - это удаление из металла вредных примесей: газов, серы, фосфора и др. Рафинируют металл с помощью окислительно-восстановительных реакций, вакуумным отжигом, замедленным охлаждением сваренных деталей. Хорошие результаты дает введение через электродную обмазку или флюс веществ (например, рутила ТiO2 или плавикового шпата CaF2), растворяющих вредные примеси или образующих с ними нерастворимые в металле легкоплавкие соединения, переходящие из сварочной ванны в шлак или в атмосферу. Наиболее опасными для сталей считаются сера и фосфор, попадающие в сварочную ванну в виде примесей из шлака, из основного и присадочного металла. Уже при содержании в металле 0,01 % серы в процессе кристаллизации металла шва из раствора по границам зерен выпадает легкоплавкий сульфид железа FeS. От растягивающих напряжений при усадке металла в процессе его охлаждения прослойки, заполненные FeS, разрушаются, образуются горячие трещины. Таким образом, сера вызывает красноломкость стали - снижение ее прочности при высокой температуре. Процессы удаления серы из металла называют обессериванием (десульфурацией).
Кристаллизация металла шва
Кристаллизацией называется процесс образования зерен из расплавленного металла при переходе его из жидкого состояния в твердое. Различают первичную и вторичную кристаллизацию.
Первичная кристаллизация протекает при высоких скоростях охлаждения и перехода из жидкого в твердое состояние с образованием столбчатой структуры. Вторичная кристаллизация начинается с распада первичной структуры и заканчивается при низких температурах образованием устойчивых нераспадающихся микроструктур.
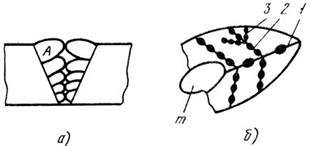
Кристаллизация металла сварочной ванны начинается в зоне сплавления от твердых кромок свариваемых деталей (рис. 2.9). Началом кристаллизации являются неполностью оплавленные зерна на кромках металла. Они наращиваются затвердевающими частицами металла сварочной ванны. Из сварочной ванны появляются зародыши новых растущих зерен. Такие частицы имеют очень низкую концентрацию углерода. По мере снижения температуры ванны и приближения к температуре затвердевания зародыши обогащаются углеродом, концентрация которого доходит до 0,07%.
Рис. 2.9- Кристаллизация металла шва: а - дендритная (столбчатая) структура однопроходного шва, б - дендрит А (увеличен), m - неполностью оплавленное зерно основного металла; 1 - ось первого порядка кристаллизации, 2 - ось второго порядка, 3 - ось третьего порядка; кружки - зародыши кристаллизации (будущие зерна)
При затвердевании металла происходят два явления: первоначальное образование зародышей зерен и последующий их рост за счет присоединения к ним новых зерен металла из сварочной ванны. Зародыши появляются первоначально на оси первого порядка (рис. 2.9б), перпендикулярной плоскости отвода тепла. От оси первого порядка под углом возникают и растут зародыши на оси второго порядка. Могут образоваться зародыши и на оси третьего порядка и т. д., образуя кристаллиты, формой напоминающие деревья и называемые поэтому дендритами (от французского слова "дендрон" - дерево). Химический состав каждого дендрита может быть неодинаковым, что объясняет химическую неоднородность металла шва. Дендриты, образовавшиеся в конце процесса кристаллизации, загрязнены примесями в большей степени, чем первые затвердевшие дендриты, что наблюдается при низких скоростях охлаждения. Дендриты соприкасаются между собой и этим взаимно тормозят свое развитие. В результате этого их форма и направленность могут сильно искажаться.
Кристаллизация металла сварных швов имеет прерывистый характер. Под действием сил, появляющихся в процессе сварки и кристаллизации, металл сварочной ванны постоянно находится в движении. Эти силы придают металлу шва слоистый характер при любых условиях сварки (рис. 2.10). Чем сильнее теплоотвод и меньше объем жидкого металла, том тоньше кристаллизационный слой. Слоистый характер затвердевшего металла выражается чешуйчатостью шва. Кристаллизационные слои в любом сечении шва могут быть рассмотрены на специально подготовленных макрошлифах.
Зерна металла шва обычно имеют округлую форму. Зерна основного металла по форме отличаются от зерен металла шва тем, что они деформированы и вытянуты в направлении прокатки.
Химические процессы в сварочной ванне. Вредные примеси и их удаление из сварочной ванны.
Основными вредными примесями для сварного шва являются кислород, азот, водород, сера, фосфор.
Кислород - ухудшает механические, технологические свойства (ковкость, обрабатываемость), износостойкость металла шва, может привести к образованию пор. Источником кислорода является окружающий воздух.
Содержание кислородав сварном шве зависит от длины дуги, силысварочного тока, условий защиты. При увеличении длины дуги и силы сварочного тока (когда уменьшаются размеры, но увеличивается количество капель электродного металла), увеличивается площадь соприкосновения расплавленного металла с воздухом – увеличивается количество кислорода, попадающего в сварной шов.
Азот - образует нитриды железа (Fe4N, Fe2N),марганца и др. элементов, которые располагаются в сварном шве в виде игольчатых включений, приводящих к появлению трещин в сварной конструкции при низких температурах (хладоломкость).
Азот может попадать всварной шов из воздуха, т.е. содержание азотав сварном шве зависит от тех же факторов, что и кислорода.
Водород при попадании в сварочную ванну вызывает в сварном шве трещины, поры. Источниками водорода могут быть влага в покрытии электродов, ржавчина и другие загрязнения на кромках. При увеличении степени легирования увеличивается склонность к водородным трещинам.
Сера и фосфор - могут попадать в сварочную ванну из основного металла, сварочной проволоки, покрытия электродов, флюсов. Сера приводит к появлению трещин при высоких температурах («красноломкость»), а фосфор – к появлению трещин при низких температурах («синеломкость»).
Уменьшение содержания вредных примесей в сварном шве достигается газошлаковой защитой расплавленного металла – при расплавлении покрытия электрода или флюса образуется газ, окружающий дугу, и шлак, обволакивающий капли расплавленного металла и сварочную ванну, шлак также замедляет остывание жидкого металла.
Кроме того, для получения качественного шва используют создание специальных химических процессов в сварочной ванне:
1. Раскисление сварного шва – удаление кислорода из сварного шва за счет добавки специальных элементов.
Эти элементы должны отвечать двум требованиям: во-первых, они должны иметь большее, чем железо, сродство к кислороду, т.е. они должны «забирать» кислород от железа, восстанавливая его из окислов; во-вторых, эти новые соединения должны быть нерастворимы в стали, т.е. выходить из шва в шлак.
Этим требованиям отвечают следующие элементы («раскислители»):
o Углерод (С) является «автоматическим раскислителем», т.е. его специально не добавляют в сварочную ванну – он всегда присутствует в стали и поступает в сварочную ванну из основного металла, присадочного материала (проволоки), покрытия электродов, флюса.
2FeO + C = 2Fe+ CO2
Углекислый газ (CO2) должен успеть выйти из шва в шлак до кристаллизации, иначе могут быть поры.
o Марганец (Mn) раскисляет шов и удаляет серу (S):
FeO + Mn = Fe + MnO
FeS + Mn = MnS + Fe
Соединения, указанные стрелками, должны выйти в шлак.
o Кремний (Si) – более сильный, чем марганец, раскислитель, но применяют его вместе с марганцем, т.к. соединение SiO2- вязкое, а марганец придает им жидкотекучесть, т.е. способствует выходу в шлак. В противном случае могут возникать дефекты сварного шва – «шлаковые (неметаллические) включения».
o Титан (Ti)– сильный раскислитель
Ti + 2Fe = TiO2 + 2Fe
2. Легирование шва – введение в шов специальных благородных элементов (Mn, Si, Cr, Ni, Mo,W, Ti и др.), которые улучшают химический состав и структуру металла шва. Легирующие элементы могут вводиться через присадочные материалы (проволоку), покрытия электродов, флюс.
3. Очищение шва от серы и фосфора–
Сера образует соединения FeS - при кристаллизации получаются легкоплавкие соединения по границам зерен металла, которые при высоких температурах, расплавляясь, образуют трещины; удаление - марганцем
FeS +MnО=MnS + FeО
Фосфор снижает механические свойства металла, приводит к синеломкости (трещины при низких температурах)
Удаление - в 2 этапа:
– Связывание в химические соединения (окислами Ca, Mg, Mn), нерастворимые в стали
Свариваемость металлов.
Свариваемость– способность металлов образовывать качественное сварное соединение, удовлетворяющее эксплуатационным требованиям.
Методы оценки свариваемости:
• Прямой - сварка проб на различных режимах с последующими испытаниями образцов из них на растяжение, изгиб, ударную вязкость, коррозионную стойкость и др.
• Косвенный - по эквиваленту углерода.
где; С – содержание углерода, %;
Mn, Cr, … - содержание легирующих элементов,%.
Таблица 1 – Группы свариваемости
| Группа свариваемости | Сэк | Условия сварки |
| I Хорошая | До 0,25 | Без ограничений |
| II Удовлетворительная | 0,25-0,35 | Только при температуре окружающей среды не ниже 5 0 С, толщине металла ˂ 20 мм при отсутствии ветра |
| III Ограниченная | 0,35-0,45 | С предварительным или сопутствующим подогревом до 250 0 С |
| IV Плохая | Свыше 0,45 | С предварительным и сопутствующим подогревом, термообработкой после сварки |
Контрольные вопросы:
1. Перечислите основные вредные примеси сварных швов, поясните их влияние на свойства сварного шва.
2. Что такое «раскислитель», каким требованиям он должен отвечать?
3. Перечислите элементы, применяемые для раскисления сварочной ванны, объясните особенности их применения.
4. Как влияют сера и фосфор на качество сварного шва, откуда они могут попадать всварной шов, чем их можно удалять из сварочной ванны?
5. Дайте определение понятия «свариваемость металлов». Поясните методы оценки свариваемости, группы свариваемости.
ФИЗИКО-ХИМИЧЕСКИЕ ПРОЦЕССЫ ВОЗНИКАЮЩИЕ ПРИ СВАРКЕ.
Крупнокапельный перенос металла характерен для ручной дуговой сварки, мелкокапельный — для сварки под флюсом или в среде углекислого газа, а струйный - для сварки в среде аргона.
Силы поверхностного натяжения формируют каплю на конце электрода и направлены внутрь нее. В отрыве и переносе капли участвуют электродинамические силы и давление газовых потоков. И чем больше сила тока, тем больше эти силы и тем меньшими по размеру будут капли расплавленного металла. При этом происходит электрический взрыв перемычки, образованной между отделяющимся каплей и торцом электрода. Этот взрыв сопровождается выбросом части металла за пределы сварочной ванны (так называемым разбрызгиванием, когда сварочный процесс сопровождается фонтаном искр).
Основной металл плавится под воздействием сконцентрированного в активном пятне тепла, возникающего под воздействием дуги или газопламенной обработки. Электромагнитные силы, вызывающие осевое давление плазменного потока на сварочную ванну, будут пропорциональны квадрату тока, создающего электрическую дугу. Поэтому, меняя силу тока электрической дуги, меняют размеры сварочной ванны в зависимости от толщины свариваемых деталей. Зависимость размеров сварочной ванны от величины напряжения можно выразить уравнениями:
где В — ширина сварочной ванны, L — длина сварочной ванны, Н — глубина сварочной ванны, vсв — скорость сварки, S — толщина свариваемого металла, К — коэффициент, зависящий от рода тока, полярности, диаметра электрода, степени сжатия дуги и т.д.
Процесс формирования сварочной ванны, происходящий под действием силы тяжести расплавленного металла «Рм», давления сварочной дуги «Р » и сил поверхностного натяжения «Рн», представлен на рис.2.
| Рис.2 Силы действующие в сварочной ванне и формирование шва: А — нижнее положение; Б — вертикальное; В — горизонтальное; Г — потолочное; Vcb — направление сварки; 1 — порез; 2 — наплыв |
Формирование вертикального шва может происходить по двум направлениям - снизу вверх и сверху вниз. Когда шов формируют снизу вверх, то есть сварка выполняется на подъем, жидкий металл удерживается в ванне только силами поверхностного натяжения, а при сварке сверху вниз к этим силам добавляется давление дуги. Горизонтальный шов на вертикальной плоскости имеет свои особенности. В данном случае при неправильно выбранных режимах сварки жидкий металл может концентрироваться на нижней плоскости шва, нарушая симметрию, что в конечном итоге снижает прочность сварки.
При потолочной сварке силы, действующие на жидкую фазу металла, должны не только удерживать ее от стекания вниз, но и перемещать электродный металл в направлении, противоположном силам тяжести. Во всех указанных случаях следует ограничить размеры сварочной ванны и тепловую мощность дуги.
Кристаллизация металла
Затвердевание расплавленного металла, происходящее в хвостовой части ванны, называется кристаллизацией. Под действием сварочной дуги основной и дополнительный металлы, расплавленные в головной части ванны, перемещаются в ее хвостовую часть, где при снижении температуры подвергаются кристаллизации. Динамика этого процесса такова: сварочная дуга, направленная в головную часть ванны, повышает в этой области температуру, в результате чего происходит плавление основного и электродного металлов.
Механическое давление, оказываемое дугой на жидкую фазу основного и дополнительного металлов, вызывает их перемешивание и перемещение в хвостовую часть ванны. Таким образом, давление, вызванное дугой, приводит к вытеснению металла из основания ванны и открывает доступ к следующим слоям, где поддерживается необходимая для плавления температура. По мере удаления металла от зоны плавления отвод тепла начинает преобладать над его притоком, и температура жидкой фазы снижается.
Расплавленные фазы основного и электродного металла перемешиваются между собой и, затвердевая, образуют общие кристаллы, что обеспечивает монолитность сварочного соединения.
Снижение температуры в хвостовой части ванны происходит за счет усиленного теплоотвода в прилегающий холодный металл, так как его масса по сравнению с ванной значительно преобладает. Кристаллы металла начинают формироваться от готовых центров основного металла в направлении ведения сварки и принимают форму кристаллических столбов, вытянутых в сторону, противоположную теплоотводу.
ОСНОВНЫЕ ХИМИЧЕСКИЕ РЕАКЦИИ В СВАРОЧНОЙ ВАННЕ
Эти особенности вносят определенные трудности в получении качественного шва, но при правильно выбранной технологии сварки данной марки стали или сплава, правильно выбранном режима сварки или другими словами высокой квалификации сварщика можно получить равнопрочный свариваемому металлу шов. Это и требуется от сварочного соединения.
ОСНОВНЫЕ ХИМИЧЕСКИЕ РЕАКЦИИ В СВАРОЧНОЙ ВАННЕ
1. ВЛИЯНИЕ КИСЛОРОДА.
Кислород попадает в сварочную ванну из воздуха и с железом образует три оксида Fe3O4; Fe2O3; FeO.
Самым нежелательным из них является FeO, который растворяется в расплавленном металле, а в процессе кристаллизации сварочной ванны, выделяется по границам столбчатых кристаллитов ( характерных для литой структуры) или зерен, нарушая и расслабляя связь между ними. В результате значительно снижается прочность, ударная вязкость, пластичность шва, т.е. основные механические свойства. Для уменьшения влияния кислорода:
— необходима надежная газовая и шлаковая защита сварочной ванны от воздуха, что и осуществляется за счет покрытия электрода;
— так же в покрытие вводятся раскислители, т.к. защита не гарантирует проникновение воздуха. Раскислителями называются химические элементы, обладающие большим сродством (активностью) к кислороду, чем железо. По этому признаку, наиболее встречаемые в сварочной ванне элементы, можно расположить в следующем порядке:
AL; Ti; V; Si; C; Mn; Cr; Fe; W; Co. . . .
Элементы, стоящие с ряду левее железа будут являться раскислителями. Из них AL не используют, т.к. образуются тугоплавкие, тяжелые и трудно выводимые из сварочной ванны оксиды. Наиболее широко применяются вводимые в виде ферросплавов Ѕi, Mn, Ti, которые восстанавливают железо из FeO и образуют нерастворимые, легко всплывающие и переходящие в шлак ЅiО2; MnO; TiO2.
2. Влияние углерода.
Углерод содержится, при сварке сталей, в основном металле, а так же в электроде. Является раскислителем и при чем его активность зависит от температуры. Например, от 1800 град, он своей активностью к кислороду превосходит титан, стоящий на втором месте, а от 2000 град. и алюминий. Температура сварочной ванны примерно в этих пределах и при восстановлении железа по реакции FeO + C = Fe + CO происходит его «выгорание», т.к. СО представляет собой газ. Пониженное содержание углерода повышает пластичность металла шва, но снижает его прочность. «Выгоранию» углерода препятствует кремний, при его содержании в основном металле 0,2 — 0,3 % и более.
3. Влияние азота.
Азот попадает в сварочную ванну из воздуха и образует с железом нитриды Fe2N; Fe3N, которые повышают прочность и твердость металла шва, но снижают его пластичность, что является нежелательным. Для уменьшения влияния азота достаточно надежной шлаковой и газовой защиты сварочной ванны от воздуха во время сварки.
4. Влияние водорода.
Причиной появления водорода в сварочной ванне является вода, которая при высокой температуре распадается на атомарный водород (+Н) и (-ОН). Атомарный водород, растворяясь в расплавленном металле, а при кристаллизации сварочной ванны, преобразуясь в молекулярный (Н2), скапливается в отдельных местах, образует поры (пузырьки) снижающие прочность шва. Кроме того, при усадке металла сварочной ванны, происходит сжатие водорода в пузырьках до десятков атмосфер в результате чего, при недостаточной пластичности металла возможно образование микротрещин, очень опасных для шва. Вода может попасть в сварочную ванну из — за:
—влаги на свариваемых кромках;
— ржавчины, окалины на кромках, т.к. они являются гидратами оксидов, например
— влажности покрытия электрода.
Для уменьшения влияния водорода следует:
— свариваемые кромки осушить;
— зачистить кромки до блеска стальной щеткой от ржавчины и окалины;
— влажное покрытие электрода просушить в сушильных шкафах или печах. Время просушки и допустимое содержание влаги в покрытии, указывается на бумажных ярлыках пачек электродов.
5. Влияние серы и фосфора.
Сера и фосфор могут попасть в сварочную ванну:
— из покрытия электрода. Чем меньше в нем их содержание, тем выше качество покрытия;
— из электродного (присадочного) и основного металла, в которых они являются вредными примесями и так же определяющими качество стали.
Сера придает металлу красноломкость, т.е. снижение прочности и явления ползучести при высоких температурах эксплуатации конструкции, а так же способствует появлению горячих трещин в шве. Это объясняется тем, что сера образует с железом сернистое железо Fe2S имеющее температуру плавления 1193 град, меньшую, чем у железа 1539 град. Оно расплавляется по границам кристаллитов (зерен) и при высокой температуре плавится в первую очередь. Уменьшает влияние серы марганец, содержащийся в покрытии, при этом MnS переходит в шлак.
Фосфор придает металлу хладноломкость, т.е. снижение прочности и пластичности при низких температурах эксплуатации конструкции, а так же способствует образованию холодных трещин в шве. Уменьшает влияние фосфора кальций, содержащийся в большом количестве в электродах с основным покрытием. Вот почему, сварку при низких температурах следует вести электродами с основным видом покрытия, во избежание появления холодных трещин.
Читайте также: