Кабель заземления для сварочного аппарата
Обновлено: 19.09.2024
Поиск сварочного кабеля после покупки инверторного аппарата нельзя назвать редкостью. Каким бы хорошим не было сварочное оборудование, провода, идущие с ним в комплекте, часто не соответствуют ожиданиям. Некоторых не устраивает материал жилы, других – длина, третьих – гибкость – и это далеко не все, что может вызывать недовольство.
Какой кабель для сварочного аппарата лучше? Профессиональные сварщики подбирают для себя тот вариант, который максимально удовлетворит их требованиям. От чего отталкиваться? На что обратить внимание? В этой статье вы познакомитесь с основными марками и научитесь отсеивать неправильные варианты, акцентируя внимание на главных характеристиках сварочного кабеля для электродержателя , зажима заземления и коммутацией с электросетью.
- КГ
- КОГ1
- КГН
- КГ-ХЛ
- КПЭС
- КВС
- КГТ
Среди них нет унифицированного варианта на все случаи. Для каждой конкретной ситуации оптимальна та или иная комбинация параметров кабеля для сварочного аппарата. Поэтому для начала сделайте правильный выбор марки, а после – разберетесь с основными параметрами – сечением и длиной кабеля, а также материалом сердечника.

Кратко о марках:
Данный вид можно встретить практически в любом магазине. Аббревиатура расшифровывается как «кабель гибкий». Шнур такого плана можно подключать к сети на 220 или 380 В, и, конечно же, использовать для массы и держателя. Он работает с переменным и постоянным током (до 660 В и 1000 В) при частоте до 400 Гц.
Является менее универсальным и прочным, чем предыдущий вариант. Но обладает особой гибкостью – в его жиле используются более тонкие проводки. Это означает меньший радиус разворота, способствующий более комфортному процессу сварки в труднодоступных местах.
Данный сварочный кабель пригодится при высотных работах, так как его удобно наматывать на руку для надежного закрепления. Пропускная способность – 220 В при 50 Гц.
Буква «Н» в маркировке подобного кабеля для сварки означает его негорючесть (устойчивость к высоким температурам). Изоляция КГН изготовлена из жаростойкого материала, выдерживающего нагревание 200 °C и более.
Главная особенность провода дает возможность осуществлять сварку или резку в экстремальных температурных условиях (например, сваривание металлов вблизи или в эпицентре источника возгорания). Из-за устойчивости к жару КГН-кабели востребованы среди работников МЧС, ремонтных бригад в судостроительной отрасли и т.д.
Как уже говорилось ранее, «КГ» – кабель гибкий, остальные две буквы в конце говорят о том, что сварочный кабель может эксплуатироваться на холоде и морозе, достигающем - 60 °C. Способность сохранять гибкость при низких температурах обеспечена использованием в составе оплетки специального каучука.
*Если предполагается работа при низких температурах, то данный вид кабеля станет лучшим вариантом для покупки.
Сварочные кабели такого плана применяются для полуавтоматической сварки. Они отличаются наличием внутри спиралевидной трубки для пропуска проволоки. Представители марки рассчитаны на работу с любым видом тока под напряжением 42/48 В при частоте 50 Гц.
Из весомых знаний о КПЭС стоит выделить то, что прослужат они недолго (минимум полтора месяца - максимум полтора года), а на стоимость существенно повлияет диаметр.
Это сварочные кабели с дополнительным защитным слоем полихлорвинила на жиле. Отличаются большей устойчивостью к истиранию, что делает их отличным вариантом для использования на строительных объектах.
Стоит отметить, что представители марки КВС куда менее гибки, чем остальные. Помимо устойчивости к механическому воздействию, они легко переносят низкие температуры и могут свободно использоваться в диапазоне от -40 до 40 градусов Цельсия.
Буква «Т» в конце означает возможность применения в условиях тропиков. Подобные сварочные кабели характеризуются способностью выдерживать температуру окружающей среды до +85 °C. Выпускаются с покрытием, которое успешно противостоит воздействию влаги, грибка и плесени.
Особенности жил электрокабелей – сколько жил должно быть?
Проводник в сварочном кабеле может быть алюминиевым (омедненным) или медным. Первый вариант отличается более низкой стоимостью, но является менее гибким, имеет меньшее удельное сопротивление, больше греется. Шнур с проводником из алюминия больше подойдет сварщикам-новичкам или для бытовых нужд. Провода с медными жилами незаменимы, если речь заходит о профессиональных работах.
При покупке обращайте особое внимание на продукцию от китайских производителей, поскольку в варианте с заявленным медным проводником может содержаться только 70% Cu. В быту подобные электрокабели использовать можно, но профессиональные сварщики обходят их стороной или меняют после некоторого время использования. Распознать низкопробный продукт легко – жилы в нем выглядят тускло.
Все электрокабели бывают одножильными и многожильными (если учитывать варианты не только для сварки). В данном случае имеется в виду количество жил под одной общей изоляцией. Это число можно увидеть в маркировке перед параметром площади сечения.
Для сварочных аппаратов понадобится одножильный электрокабель, о чем стоит запомнить всем начинающим сварщикам, которые хотят удлинить провода или заменить их на лучший вариант.
Как правильно выбрать сечение кабеля

Металлический сердечник электропровода – это переплетенные между собой тонкие проволочки в количестве от 30 до 1000 шт. Площадь сечения кабеля для сварочного аппарата подбирается в зависимости от используемого тока и мощности установки. С возрастанием ампеража, появляется потребность в большей площади сечения.
К примеру, провод 1x6 мм² выдерживает максимум 11 кВт нагрузки при силе тока от 80 до 100 А. Однако не стоит использовать сварочные кабели на пределе их возможностей из-за риска перегрева и расплавления, поэтому максимальное значение принято делить на 2. То есть вариант 1x6 мм² оптимально будет использовать для работы с аппаратом, который имеет потребляемую мощность 5 кВт. Для ампеража 120-150 А нужно будет использовать электрокабель 1x10 мм², для 150-180 А – 1x16 мм² и т. д.

Для бытовых нужд сгодится вариант 1x16. Если вы работаете в мастерской, то ваш выбор – это провода 1x25, 1x50.
Требования к изоляции провода
Следует приобретать электрокабель с толщиной изоляции не менее 1,1 мм. В противном случае возникнет повышенный риск оголения токоведущей части из-за трения о пол и предметы. На ощупь качественная наружная обмотка гибкая и мягкая. Также обращайте внимание на класс изоляции, обозначаемый буквой. К примеру, «H» - означает способность выдерживать температуру нагрева +180 °C.
Гибкость электрокабеля
Выбирайте продукт не менее четвертого класса по гибкости. Более тугие варианты значительноменее комфортны в использовании: они плохо сматываются, выкручивают руки. Провода с маркировкой КГ принадлежат к пятому классу гибкости, КОГ1 – к шестому.
Как правильно выбрать длину кабеля и стоит ли удлинять имеющийся
Потребность в удлинении кабеля для инвертора появляется, когда нужно работать с длинными конструкциями, вроде заборов, или забираться на высоту. Благодаря наращиванию длины, переносить инверторный аппарат придется намного реже.
Однозначный ответ на вопрос, стоит ли удлинять сварочный кабель, дать нельзя. В одних ситуациях его удлинение возможно, в других нежелательно – необходимо учитывать характеристики, которые у вас есть изначально.
Как многим известно, еще из школьных уроков физики, чем больше длина, тем выше сопротивление. На выходе же получается более низкая сила тока. Поэтому для определения оптимального значения следует пользоваться специальной формулой:
l=S/(I ÷ 100)
Допустим, у нас есть инвертор на 160 А и электрокабель с площадью сечения 25 мм². Расчет длины кабеля для инвертора будет выглядеть следующим образом: (25 мм²)/(160 А ÷ 100)=15,625 м.
Также в любом случае следует придерживаться правил техники пожарной безопасности – не превышать максимально допустимую длину кабеля для сварки (30-40 м).
Для наращивания нельзя применять скрутки, поскольку использование подобного метода чревато увеличением сопротивления и повышением риска нагрева. Соединяйте две части проводки надежной медной опрессовкой. Она обеспечивает отличный, плотный контакт.
Будьте внимательны к выбора кабеля – используйте знания, полученные в статье, чтобы не совершить ошибок при покупке.
Сварочные кабели и провода
сварочный медный 25мм2 длина 10м
Кабель сварочный РЫБИНСККАБЕЛЬ РЫБИНСККАБЕЛЬ , Сечение, кв.мм 16Сварочный ток, А 160Вид 30 М(бухта)
Кабель сварочный РЫБИНСККАБЕЛЬ РЫБИНСККАБЕЛЬ КГ-1 х 25, 200 метров
Кабель сварочный РЫБИНСККАБЕЛЬ РЫБИНСККАБЕЛЬ КГ-1 х 50, 8 метров
Кабель 10 м x 16 кв. мм 802560
Кабель 10 м x 25 кв. мм 802561
Конкорд 7406 (цена за бухту 100м)
Число / сечение жил (шт/мм)
Конкорд 7405 (цена за бухту 100м)
Конкорд 7404 (цена за бухту 100м)
Конкорд 7463 (цена за бухту 100м)
Конкорд 7462 (цена за бухту 100м)
Конкорд 7461 (цена за бухту 100м)
Конкорд 7460 (цена за бухту 100м)
гибкий сварочный КГтп-ХЛ 1х16 мм2, длина 3 метра
гибкий сварочный КГтп-ХЛ 1х16 мм2, длина 5 метров
гибкий сварочный КГтп-ХЛ 1х16 мм2, длина 10 метров
гибкий сварочный КГтп-ХЛ 1х25 мм2, длина 3 метра
гибкий сварочный КГтп-ХЛ 1х25 мм2, длина 10 метров
гибкий сварочный КГтп-ХЛ 1х25 мм2, длина 5 метров
гибкий сварочный КГтп-ХЛ 1х35 мм2, длина 10 метров
гибкий сварочный КГтп-ХЛ 1х35 мм2, длина 3 метра
гибкий сварочный КГтп-ХЛ 1х35 мм2, длина 5 метров
гибкий сварочный КГтп-ХЛ 1х50 мм2, длина 10 метров
гибкий сварочный КГтп-ХЛ 1х50 мм2, длина 3 метра
гибкий сварочный КГтп-ХЛ 1х50 мм2, длина 5 метров
КГТТбм 2х1.5 чер (10 м)
КГТТбм 2х1.5 чер (20 м)
КГТТбм 2х1.5 чер (50 м)
КГТТбм 2х1.5 чер (100 м)
Последние отзывы
Виктор Кудряшов , 29 июня 2022 г.
Кабель нормальный, но почему-то внутри упаковки оказался насквозь промасленным. Причём масло не только снаружи, но и под изоляцией по концам, как будто его специально вымачивали.
Святослав , 26 февраля 2022 г.
Электропроводку кидали на производстве, там мощности совершенно другие и кабель нужен надежный. Ничего кроме тройной изоляции и смотреть не стал. Выбрал этот. Сделан прочно и качество по ГОСТу, нормально с ним вышло, безопасно.
Захар , 26 февраля 2022 г.
Держит максимальные нагрузки, не поддерживает горение, прочный и относительно недорогой кабель. Сейчас второй раз с ним работаю, уверен в его безопасности, работу сдаю уверенно.
Сварочные кабели и провода в Барнауле - покупайте в «220 Вольт»!
В разделе Сварочные кабели и провода вы найдете популярные модели от производителей с мировым именем: RETRO ELECTRO, REXANT, АЛЬФАКАБЕЛЬ, БАЛТКАБЕЛЬ и т.д. Также для вас технические характеристики товаров, отзывы покупателей и фотографии моделей. Всё это поможет выбрать модель, идеально подходящую по вашим параметрам. Предлагая доступные цены на "Сварочные кабели и провода", мы стараемся сделать так, чтобы ваши покупки были выгодными и комфортными!
Наши преимущества
Более 400 000 товаров —
закажите всё и сразу.
240+ магазинов и пунктов
выдачи по всей стране.
Бесконтактная доставка во все города России,
Беларуси и Казахстана.
Сварочные заземляющие клеммы
зажим/крокодил, 600 А
Коды товара производителя
Материал соединения зажима
магнитная клемма, 310 А
зажим/крокодил, 300 А
зажим/крокодил, 200 А
зажимов для стыковой сварки 4 пр.
микрозажимов для сварки 4 пр.
зажим/крокодил, 400 А, 3 м
зажим/крокодил, 300 А, 3 м
зажим/крокодил, 500 А
магнитная клемма, 200 А
магнитная клемма, 400 А
зажим/крокодил, 250 А
зажим/крокодил, 315 А
зажим/крокодил, 400 А
струбцина, 500 А
струбцина, 600 А
магнитная клемма, 315 А
магнитная клемма, 500 А
магнитная клемма, 600 А
струбцина, 400 А
Макс. раскрытие зажима
Халанский Константин Викторович , 04 мая 2021 г.
Клеммы заземления - продажа в Барнауле
Клеммы заземления - подробная информация о каждой модели. Описания инструментов, технические характеристики и цены, отзывы покупателей. В каталоге вы найдете товары ведущих марок: ESAB, КЕДР, ПТК и других. Если у вас появились сомнения и вопросы по выбору модели, вы всегда можете обратиться к нашим консультантам - они предоставят необходимую информацию об инструменте!
Преимущества покупки в 220 Вольт
Собираем качественные и надежные сварочные кабели, которые будут служить годами
Комплект сварочных кабелей для ручной дуговой сварки включает в себя два кабеля (провода), один из которых имеет на конце электрододержатель, а другой клемму для подключения к массе. Как правило, стандартный набор, поставляемый в комплекте с недорогим сварочным аппаратом, не самого лучшего качества и выходит из строя после нескольких месяцев использования. Если покупать такой комплект отдельно, то бюджетные модели также не могут похвастаться качеством, а вполне нормальные соизмеримы по цене самого сварочного аппарата. Довольно часто встречаются модели, где упор сделан на одну из трех составляющих, т.е. либо электрододержатель качественный, а кабеля (провода) так себе, либо провода отличные, а все остальное не очень. Поэтому чтобы не играть в рулетку и не переплачивать деньги, предлагаю самостоятельную сборку из проверенных комплектующих. Если заинтересовались, милости прошу.

Содержание
Электрододержатель:
Электрододержатель – один из самых важных компонентов, экономить на котором категорически не стоит. От качества его изготовления и конструкции зависит комфортная и удобная работа, а также конечный результат. Я не буду вдаваться в подробности, а отмечу лишь, что существует три распространенных типа электрододержателей: вилочные, пружинные и винтовые. Первые, как правило, самодельные и изготавливаются сварщиками самостоятельно. Они надежны, не очень удобны в использовании и зачастую не изолированы. Вторые самые распространенные, но в низшей и средней ценовой категории их качество оставляет желать лучшего. Качественные пружинные электрододержатели удобны в работе и особых нареканий не имеют. Винтовые электрододержатели достаточно надежно фиксируют электрод под необходимым углом и имеют хорошее качество даже в средней ценовой категории. Отлично подходят новичкам на первых порах, т.к. при неумелом отрыве «прилипшего» электрода не портят контактную площадку держака.
Я не стал идти путем проб и ошибок, поэтому сразу же купил проверенный электрододержатель винтового типа ESAB Handy 200:

Электрододержатель ESAB Handy 200 я покупал здесь
Китайский проверенный аналог на Аliexpress
Я сварщик-любитель, поэтому под мои нужны и возможности сварочного аппарата тока в 200А хватит за глаза. Учитывая хорошее качество изготовления, данного электрододержателя хватит надолго. Если вы профессионал и вам приходится много варить более толстыми электродами, в линейке есть более мощные модели, рассчитанные на больший ток и более толстые электроды. Но даже эта модель без особых проблем позволит варить током 250А без повреждений, поддерживаемый диаметр электродов от 2мм до 4мм.
Из проверенных производителей можно отметить следующие: Корд (Россия), ESAB (Швеция), FoxWeld (Италия/Китай), FUBAG (Германия), ABICOR BINZEL (Германия) и другие. Огромный выбор держаков здесь и здесь
ESAB Handy 200 имеет хорошее качество и невысокую стоимость, поэтому пользуется большим спросом. Комплект поставки:


Центральный стержень выполнен из латуни (сплав меди и цинка, с небольшим добавлением олова и других металлов), никакого омедненного железа и прочего дешмана, которое зачастую применяется в дешевых держаках. Все это позволяет пропускать значительные тока без заметного нагрева и повреждений. Для удержания служит прорезиненная рукоять со специальной накаткой, благодаря чему электрододержатель уверенно лежит в руке и выдерживает небрежное отношение. Если сравнивать с недорогими пружинными держаками, у которых ручка выполнена из карболита или пластика, то разница налицо. Тем более последние на холоде или от постоянного нагрева становятся хрупкими и могут разломиться при падении с небольшой высоты.
Крепеж позволяет зажимать провода и кабеля сечением вплоть до 50мм2:

Силовые кабеля (провода):
Вторыми по значимости элементами являются силовые кабеля (провода). От их качества зависит максимальный рабочий ток и уверенный поджиг дуги. Особенно актуально это при работе с недорогим сварочным инвертором, у которого предельный ток еле-еле дотягивает до 120-130А (уверенная сварка 3мм электродом). Тут все упирается в закон Ома: чем выше сопротивление, тем ниже ток, а учитывая «предельные» возможности сварочника, с плохими проводами он может уже «не вытянуть».
С выбором кабеля я не раздумывал и взял проверенный временем кабель КГ-ХЛ 1х25:

Покупйте в проверенных магазинах по продаже электротоваров. Можно посмотреть здесь
Расшифровывается как кабель гибкий с медными токопроводящими жилами, с изоляцией и оболочкой из резины без защитных покровов (брони) в холодостойком исполнении («ХЛ»). На работе я уже не раз изготавливал и ремонтировал подобные сварочные кабеля, нареканий по ним нет вообще. Если планируются работы на холоде, выбирайте именно в холодостойком исполнении («ХЛ»). Если не ошибаюсь, то с прошлого года все ГОСТовские кабеля КГ производятся полностью в холодостойком исполнении, поэтому при маркировке КГ, кабель на морозе не дубеет. Это не относится к «старым» запасам с маркировкой «КГ» и не ГОСТовским вариантам. Кабеля по ТУ хуже, хоть и дешевле. При заявленном сечении 25мм2, в зависимости от производителя, реальное сечение варьируется от 20 до 23мм2. От себя добавлю, что из этих кабелей я делал провода для прикуривания и дорабатывал провода для автопускача (JumpStarter), даже при -20°С не стоят колом.
При выборе ориентируйтесь на несколько параметров: ток, цена, длина и вес. Сечение кабеля для сварочного аппарата подбирается исходя из тока, отдавайте этому параметру наивысший приоритет. Ориентируйтесь по следующим значениям: 16 кв. мм – до 190А, 25 кв. мм – до 240А, 35 кв. мм – до 290А. Чем выше сечение, тем меньше сопротивление и ниже потери на нагрев. Ценники на медь кусачие, поэтому кабель не из дешевых. Цена, длина и вес кореллируются между собой. Помните, что переносить 25м бухту кабеля 1х25 то еще удовольствие, причем, не дешевое.
Какое сечение выбрать – дело каждого, но я решил перестраховаться и выбрал 25мм2, поскольку сварочник у меня китайский и лишние потери мне не к чему. В принципе, для моих задач хватилобы и 16мм2, но взял с запасом. Тем более как оказалось, кабель изготовлен по ТУ (не ГОСТ):
Зажим массы:
Сварочные кабеля я делал на скорую руку, поэтому приобретал то, что было под рукой в близлежащих магазинах. Нормального зажима я не нашел и временно заказал зажим Диолд 3М-300-02 на 300А:

Качество удовлетворительное, но зато цена привлекательная (около 150р). Изначально хотел купить клемму заземления КЗ-25 (КЗ-31) «Корд» из латуни на 250А, но их нигде не было, даже в онлайн-магазинах по приемлемым ценникам:

Решил взять дешевую клемму Диолд, доработать ее немного и после покупки нормальной, оставить в качестве запасной. Выглядит она следующим образом:

Приобретал в ближайшем строймаге, но вполне можно заказать и на Алиэкспресс здесь
Ничего хорошего по ней сказать не могу. Выполнена из стали (плюс надежности), в остальном печаль: губки стальные омедненные, роздвиг небольшой, жестяная перемычка коротка и зачастую не позволяет нормально зацепить зажим. Розоватый оттенок на губках – это небольшое напыление меди на сталь для лучшей токопроводимости последней:

Слой меди небольшой, при 120А будет греться:

Про доработку таких дешманских зажимов расскажу позже, если будет интерес, но на первое время хватит. Моя доработанная при 120А не греется особо, поэтому менять не спешу. Многие профессиональные сварщики в качестве зажимов массы используют небольшие тисочки или струбцины (Корд, ПТК, Brima, Sirio и другие):

Вариант хороший, но для минимизации потерь и, соответственно, нагрева, лучше использовать бронзовые или латунные вместо стальных.
У китайцев есть хорошие зажимы по гораздо привлекательным ценам здесь
также есть готовые провода с массой здесь
Вилка кабельная:
Кабельные вилки (сварочные разъемы), как правило, идут в комплекте со сварочным аппаратом. При необходимости можно приобрести отдельно. У меня как раз они были в комплекте:

Купить отдельно можно здесь
Качество хорошее, на твердую четверку. Огорчило присутствие жестяных омедненных полосок под винты вместо медных:

Я их вырезал из медной фольги в несколько слоев:

Сборка:
Когда все элементы куплены, можно приступать к сборке. Ничего сложного в этом нет. Первым делом определяемся с метражом под кабеля. Самый оптимальный и распространенный вариант – кабель с держаком на 1-2 метра длиннее. При покупке 8м кабеля, оптимальным будет вариант «5м + 3м». При этом будет запас кабеля по высоте и периметру при работе с габаритной конструкцией. Если сделать «4м + 4м», то иногда придется передвигать сварочный аппарат.
После того, как определились с размерами, зачищаем концы проводов. Штангенциркулем или какой-нибудь спицей измеряем глубину и на это расстояние зачищаем изоляцию:

Можно воспользоваться так называемыми стрипперами для снятия изоляции, очень удобный инструмент для монтажников и не только. Купить можно здесь
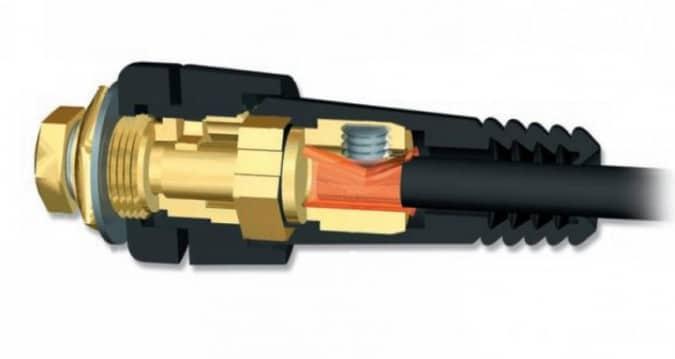
При зажиме кабеля в электрододержателе не забываем про специальную проставку под винт, иначе последний разломит часть проводков и контакт будет хуже:

Получается такая замечательная конструкция:

С кабельной вилкой поступаем аналогичным образом:

Не забываем также установить прокладку под винт:
В итоге имеем качественные универсальные кабеля, которые имеют минимальное сопротивление и не греются даже при значительных токах:

При использовании кабеля КГХЛ ими прекрасно можно работать на морозе.
Выводы:
Винтовой электрододержатель ESAB Handy 200 очень понравился: не греется, в руке лежит удобно, имеет два угла установки электрода. Перестановка электрода занимает около 10 секунд и каких-либо неудобств не доставляет. Особенно полезен будет новичкам, т.к. при неумелом отрыве прилипшего электрода не портит сам держак. По стоимости такой самосборный комплект выходит несколько дешевле, а по качеству на голову лучше большинства заводских. При этом он с легкостью переживет даже несколько сварочных аппаратов и не сломается, поэтому рекомендуется к повторению…
Если тема будет интересной, сделаю краткий обзор на проверенную и надежную экипировку, аксессуары и приспособления для сварки, о которых некоторые и не догадываются вовсе.
Как заземляется сварочное оборудование

Любое электрооборудование, согласно правилам безопасности, должно быть заземлено, поэтому важно знать, как заземляется сварочное оборудование. Такая норма необходима, чтобы защитить сварщика от случайного удара током. Это же требование прописано и в инструкции к любому сварочному аппарату.
Конечно, из каждого правила существуют исключения, и, возможно, многие видели, как сварщики работают без заземления установок. Но допускается это лишь в исключительных случаях и при условии сухой погоды. В нашей статье мы расскажем, как и зачем заземлять сварочное оборудование, приведем важные нюансы, на которые нужно обратить внимание.
Необходимость заземлять сварочное оборудование
Сварочный аппарат стационарного типа, как правило, оснащен индивидуальным заземляющим контуром вне зависимости от схемы подключения к электросети. То, как заземляется сварочное оборудование, в этом случае условно выглядит так: с одной стороны заземляющий провод крепится к металлической оболочке прибора, а с другой – к железному штифту, вкопанному в землю.
Такой контакт сварочного агрегата и грунта создает между ними равенство потенциалов. Благодаря этому, если корпус прибора будет под напряжением, а мастер прикоснется к нему, – человека не ударит током. Эта система работает и для других элементов, проводящих электричество. Учитывая то, что при работе со сваркой используется ток высокого напряжения, пренебрежение заземлением может быть чревато трагичными последствиями.
Зануление, заземление, заземлитель – в чем разница
Цель данной статьи – дать развернутое описание заземления и всего, что с ним связано. В первую очередь необходимо обозначить разницу между этими понятиями. Не стоит путать заземление, заземлитель и заземляющее устройство при наладке сварочного оборудования. Так, заземление – это запланированный контакт оборудования или некоторых его частей с заземляющим устройством.
Иными словами, заземление – это процесс, а заземляющее устройство и заземлитель – нет. Заземляющее устройство представляет собой ансамбль заземлителя и заземляющих проводников. Заземлителем же может быть один либо несколько элементов, проводящих ток. Чаще всего эту роль играет кабель. Его главная задача – соединить сварочный аппарат с землей и передавать на нее вышедшую из-под контроля электроэнергию.

То, как заземляется сварочное оборудование, определяется целью и функциями заземляющего устройства. Так, последние условно подразделяются на три типа: защитные, грозозащитные и рабочие. Их задача обозначена в самом названии: защитные устройства оберегают людей и животных от удара током при соприкосновении со сварочной установкой. Они пригодятся в случае, если кабель фазы соприкоснется с металлической частью установки, не предназначенной для передачи тока, тем самым передав на нее напряжение.
Грозозащитные устройства направляют электричество от удара молнии в землю, заземляя при этом стержневые или тросовые разрядники и молниеотводы.
Рекомендуем статьи по металлообработке
Рабочие устройства, отвечающие за заземление оборудования, обеспечивают его бесперебойный режим работы в штатных и в аварийных условиях. Иными словами, защита такого типа нацелена не на безопасность мастера, а на обеспечение исправного функционирования агрегата.
Существуют также устройства, которые одновременно выполняют и защитные, и рабочие функции. По своей природе заземлители разделяются на естественные и искусственные. Разница не в том, что одни рукотворные, а другие – нет. Дело в том, что естественные изначально задумывались не как заземлители. Это может быть арматура в металлическом каркасе бетонного строения или водопровод. Важно знать, что нельзя использовать в качестве заземлителя трубы, имеющие изоляционное покрытие. А вот искусственные – это заземлители, которые были специально созданы для этих целей.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Зануление – это факт создания связи между металлическим каркасом электрического прибора и нейтральности генератора или трансформатора. Как правило, для этого используется отдельный кабель, который так и называется – нулевой. Функция зануления заключается в создании возможности автоматического отключения питания от прибора, если произойдет короткое замыкание. Так, при возникновении проблемы аварийный участок будет моментально обесточен предохранителем или автоматом.
Основные требования к заземлению сварочного оборудования
Если говорить о том, как заземляется сварочное оборудование, то важно знать параметры заземлителя. Кабель должен быть выполнен из меди, а его диаметр не должен быть меньше 6 мм. Вместо провода можно использовать арматуру, тогда величина ее сечения начинается от 12 мм. Заземлитель крепится к корпусу устройства при помощи специального болта, при этом важно его как-то обозначить (например, подписать «земля»). В случае с электродуговой сваркой, заземление также необходимо обеспечить для зажима вторичной обмотки, который соединяется с проводником, подключенным к обрабатываемой поверхности.
Если провод подачи тока имеет две жилки, то в качестве заземлителя трансформатора аппарата нельзя применять кабели «фаза» и «ноль».
Перед тем как заземлять сварочное оборудование, важно ознакомиться с основными правилами:
- все элементы установки, не подающие ток, должны быть соединены с заземляющим контуром;
- все участки устройства, подключенные к заземляющему контуру, должны крепиться к нему при помощи специальных болтов с соответствующим обозначением;
- разные аппараты должны быть подключены к индивидуальным заземляющим устройствам;
- нельзя выполнять заземление нескольких агрегатов, соединяя их последовательно;
- при отсутствии возможности подключения заземления, необходимо обеспечить аварийное защитное отключение.
Согласно правилам электробезопасности, сопротивление заземлителя не должно превышать 5 Ом. Чтобы добиться такого показателя, необходимо обеспечить как можно большую площадь соприкосновения кабеля с землей, а также высокую проводимость тока.

Еще один немаловажный момент при заземлении сварочного оборудования – соединения. Заземлитель крепится к заземляющему устройству при помощи хомутов или сварки. При любых условиях место скрепления должно быть защищено от появления коррозии. Как правило, для этих целей его промазывают смолой.
В целях обеспечения электробезопасности необходимо проводить ежемесячную проверку оборудования на наличие оголенных проводов, замыканий на металлический каркас, повреждения заземляющего контура.
Важно также обратить внимание на возможные замыкания в обмотке трансформатора, безотказность аварийных систем.
Из-за специфики работы электродуговых сварочных аппаратов, когда между электродом и обрабатываемой деталью создается напряжение, способ их заземления несколько отличается. Так, помимо металлического каркаса, необходимо заземлить и вывод вторичной обмотки, который соединяется обратным проводником с рабочей поверхностью.
Монтаж заземлителя
Перед тем как заземлять сварочное оборудование, необходимо выбрать металлические заготовки для защитного контура. При этом нужно исходить из размеров его отдельных элементов, типа грунта и погодных условий конкретной местности.
Основные показатели заземляющего устройства и их зависимость от климатических условий отражены в соответствующих разделах нормативного документа «Правила устройства электроустановок».
Типичный заземляющий контур выглядит как равносторонний треугольник, в углах которого располагаются вбитые в землю (не менее чем на 2 м) металлические штыри. Они соединяются друг с другом посредством обвязывания отрезками стальных шин.
Говоря о том, как заземляется сварочное оборудование, важно отметить расположение сварочного контура. Он должен находиться в районе осуществления сварки и соединяться аппаратом при помощи специального отвода, позволяющего ему стыковаться со сварочной клеммой агрегата.
Так же, как и прочие заземляющие устройства, такая система должна иметь сопротивление утечки, установленное на уровне, требуемом нормативными документами. Он не должен превышать максимальных показателей для текущих условий.
Чтобы определить силу сопротивления конструкции, используют омметры – специальные электроприборы. Благодаря им удается вычислить переходное сопротивление звеньев цепи с точностью до доли ома.
Главная задача заземления сварочного оборудования – защита мастера от опасных производственных случаев. Оно защищает от случайной подачи тока на металлический корпус прибора и причинения вреда здоровью человека. Особенно важно озаботиться заземлением при работе во влажных условиях.

Контроль заземления сварочного оборудования
Правила устройства электроустановок гласят, что для обеспечения безопасных условий работы общее сопротивление заземляющей конструкции не должно превышать 5 Ом.
В таком случае, как заземляется сварочное оборудование? Очень важно учесть вышеупомянутое требование, обеспечить нужный уровень токопроводимости, увеличив при этом площадь соприкосновения проводников с землей.
В реальности же достижение уровня сопротивления заземляющей конструкции 5 Ом и ниже практически невозможно. Поэтому применяются особые методы по его снижению. Как правило, в почву добавляют специальные химические составы.
Открытые участки заземляющей системы любого типа должны быть обработаны антикоррозийным составом. В особенности это касается швов. Чаще всего в подобных целях используется разжиженная смола.
Стоит отметить, что, согласно нормативной документации, должны проводиться регулярные осмотры конструкции для заземления сварочных аппаратов в целях оперативного выявления дефектов и поддержания системы в рабочем состоянии.
Такие проверки включают в себя визуальный осмотр открытых участков заземляющей конструкции и точек сцепления и случайную выборку почвы с тех участков, которые прописаны в документе «Правила устройства электроустановок». Выемка грунта осуществляется для того, чтобы отследить состояние скрытых в нем шин и соединений конструкции.
Требования к заземляющей клемме
Говоря о том, как заземляется сварочное оборудование, когда требуется надежный контакт заземляющего устройства с металлической деталью, которая находится в работе, стоит отметить использование заземляющих клемм. Наиболее ходовой вариант – зажимы формата «крокодил».
К клеммам, как и к другим фиксаторам заземляющей системы, предъявляются определенные требования. Так, их проверяют на:
- прочность – зажим должен быть устойчив не только к механическим нагрузкам, но и к температурным изменениям;
- надежность фиксации – клемма должна крепко крепить заземляющий кабель на рабочей заготовке;
- соответствие «крокодила» параметрам сварочного аппарата – он должен выдерживать силу тока до 300 ампер.
Последнему требованию соответствуют зажимы типа «КЗ-300». Они как раз рассчитаны на работу с оборудованием, чья нагрузка доходит до 300 ампер.
Заземляющие клеммы отлично справляются со своей задачей, так как заземление сварочного оборудования непременно требует сочетания прочного соединения элементов системы и минимального сопротивления конструкции.
Заземление автономного сварочного оборудования
Бывают случаи, когда у мастера нет возможности подключить сварочный аппарат к сети, – в таких условиях используются автономные модели. Как правило, их напряжение тока вторичной сети составляет 120 или 240 вольт. Заземление при этом обеспечить бывает нелегко. А нужно ли это делать?
Ответ на этот вопрос зависит от конструкции устройства и условий его использования. Последние можно условно разделить на две группы:
1. При соблюдении всех факторов из этого списка корпус аппарата можно не заземлять, когда:
- сварочный аппарат находится в кузове автомобиля либо трейлера;
- питание от вторичной сети происходит через вилку или кабель;
- розетка оснащена кабелем заземления;
- рама сварочного устройства соединена проводом с рамой транспортного средства.

2. При наличии хотя бы одного фактора из данного списка заземление автономной сварки необходимо:
- питание оборудования идет за счет подключения к проводке здания (например, для аварийного электроснабжения);
- вторичная сеть получает питание напрямую, без использования вилки или кабеля;
- вторичная сеть получает постоянное питание без использования розетки или провода.
Выше мы описали лишь ключевые вопросы, касающиеся того, как заземляется сварочное оборудование автономного типа. Более полную информацию можно получить в нормативной документации по электробезопасности.
Если питание сварки происходит с использованием удлинителей, то важно регулярно проверять их на наличие разрывов и надломов. Из-за того, что такие кабели чаще всего располагаются на полу, они, подвергаясь дополнительной нагрузке, быстрее изнашиваются. С помощью специального тестера легко держать их состояние под контролем и, в случае неисправности, своевременно принять меры по их устранению.
Правильная установка заземляющей системы сварочного аппарата сильно снижает риск получения производственных травм, однако не гарантирует стопроцентной безопасности. Ток проходит по заземляющему контуру, не причиняя при этом вреда, но если человек станет его частью, то он послужит проводником, что чревато неприятными последствиями. Поэтому крайне важно избегать телесного контакта с заземляющей конструкцией, носить средства индивидуальной защиты, а изоляционные перчатки непременно должны быть сухими. Также необходимо контролировать целостность кабелей, горелок и электродержателей.
Выполняя эти рекомендации, можно также избежать удара током от сети. Исправность оборудования во многом снижает производственные риски для мастера.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: