Как называется сварка электродом
Обновлено: 28.04.2024
Рассказываем, как правильно сваривать металл электродами начинающим и каких ошибок избегать при этом.
В гараже, на даче, в частном доме что-то да приходится подварить. Для таких задач совсем не обязательно заканчивать курсы сварщиков — достаточно иметь бытовой сварочный аппарат, средства защиты, расходные материалы и немного потренироваться. Рассказываем, как правильно сваривать металл электродами начинающим и каких ошибок избегать при этом.
В этой статье:
Виды электросварки
Все виды электросварки заключаются в возбуждении электрической дуги между двумя концами разной полярности. При этом выделяется температура до 5000 градусов, которая плавит основной металл и присадочный, образуя сварное соединение.
Электросварку можно выполнять сварочным трансформатором. У него простейшая конструкция из первичной и вторичной обмотки, за счет которых напряжение понижается до безопасных значений, а сила тока возрастает. Трансформаторы варят переменным током, сильно гудят, дуга трещит и плюется. Шов может получиться неравномерным по ширине, высоте, глубине провара. При работе трансформатором нередко просаживается напряжение во всей сети, чем можно вызвать негодование соседей.
Электросварка при помощи инвертора выполняется на постоянном токе, у которого предварительно была повышена частота (еще на стадии переменного), а затем ток был выпрямлен. Это обеспечивает:
Инверторы компактнее по размерам чем трансформаторы и меньше садят сеть. Есть модели на 220 и 380 V. Новичку лучше начинать варить инвертором РДС (ручной дуговой сварки). Такие аппараты еще называются инверторы ММА. Хороший выбор оборудования под разные задачи можно посмотреть в разделе - Аппараты ручной дуговой сварки (MMA).
Сварка полуавтоматом или вольфрамовым электродом тоже построена на плавлении металла электрической дугой, но тут задействуются другие способы защиты сварочной ванны и методы передачи присадочного металла.
Технология ручной дуговой сварки
Для РДС сварки подается ток от аппарата на рабочие кабеля. Кабель массы присоединяется к изделию, а в руках у сварщика остается кабель с электрододержателем. От температуры дуги кромки стыка расплавляются.
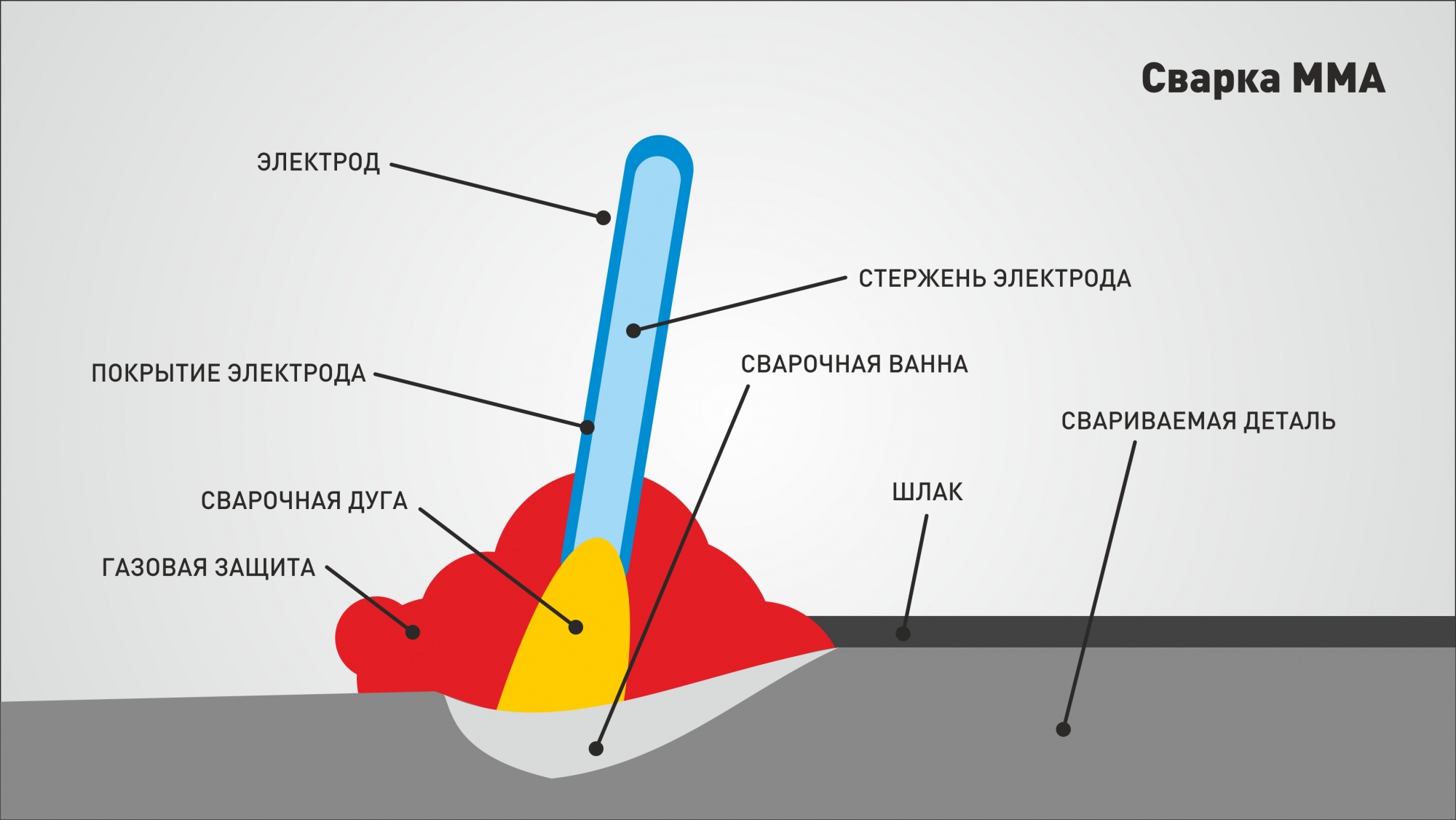
Чтобы увеличить количество металла в шве, используют плавящиеся электроды. По мере их сгорания жидкий металл переносится на изделие. Защита сварочной ванны от внешней среды осуществляется благодаря обмазке электрода. Сгорая, она образует плотное облако дыма, изолирующее расплавленный металл от контакта с воздухом. После остывания поверх шва остается тонкая шлаковая корочка. Она задерживает теплообмен, содействует плавному остыванию, укреплению шва. Ее отбивают специальным молотком-шлакоотделителем, чтобы визуально оценить качество соединения.
Шов формируется благодаря специальным движениям электродом. Если правильно все освоить, соединения будут равномерными по толщине и высоте, а также с нужной глубиной провара.
Как самостоятельно научиться варить электросваркой
Чтобы научиться варить ручной дуговой сваркой, потребуется собрать комплект оборудования, обзавестись индивидуальными средствами защиты, правильно настроить аппарат и освоить ряд движений.
Что нужно для работы
Сварочные аппараты

Подберите сварочный инвертор в зависимости от предстоящих задач. Для бытовых нужд (приварить калитку, сделать бак для душа) достаточно моделей на 160 А. Если нужно заварить лопнувшую раму авто, изготовить навес для стоянки — купите аппараты с силой тока 200-250 А. Зачастую для дома и гаража этого достаточно. Но, если планируете в дальнейшем свое производство, не помешает инвертор на 300 А.
Приспособления для сварки

Для подключения инвертора нужны кабеля массы и электрододержателя. Обычно они поставляются в комплекте с оборудованием, но если их нет, выберите здесь. При этом обращайте внимание на длину кабелей. Для сварки за столом достаточно длины 2 м, а чтобы собирать теплицу, понадобятся кабеля 4-5 м.
Сварочные электроды

Электросварщику нужны электроды. Состав металла стержня и тип покрытия выбираются исходя из свариваемых материалов. Новичкам рекомендуем купить электроды ESAB с рутиловым покрытием, которые пригодны для ответственных конструкций и сварки во всех пространственных положениях. К тому же цена расходников вполне доступная.
Средства защиты сварщика

Не забудьте обезопасить себя от высокой температуры и вредного света электрической дуги. Купите плотные краги и защитную маску. Новичку будет легче учиться варить в маске-хамелеон, чтобы видеть, куда подавать кончик электрода. Не забудьте про закрытую обувь и плотную одежду с длинными рукавами.
Настраиваем правильно аппарат и выбираем электрод
Во многом качество шва зависит от правильности настроек аппарата. Если выбрать слишком слабый ток, основной металл не проплавится, присадочный останется на поверхности, стык получится хрупким, не герметичным. Слишком большая сила тока приводит к подрезам, прожиганию, дугу трудно контролировать.
Предлагаем сохранить таблицу настроек сварочного аппарата для ручной дуговой сварки. Характеристики приведены для работы в нижнем положении.
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А |
|---|---|---|
| 1-2 | 1.6 | 25-60 |
| 3 | 2-3 | 60-120 |
| 4 | 3 | 120-160 |
| 5-6 | 4 | 160-200 |
Как подключать электрод
Когда диаметр электрода и сила тока выбраны, можно включить аппарат и вставить электрод в электрододержатель. Последний может быть двух типов: пружинный и винтовой. Пружинный имеет нажимную лапку, на которую сварщик давит большим пальцем, а второй рукой вставляет электрод. Винтовой оснащен отверстием для вставки расходника и прижимным болтом. Пружинные держатели позволяют быстрее сменить электрод и помогут сэкономить время при объемных сварочных работах.
Применять самодельные электрододержатели в виде подпружиненного трезубца не советуем. Они опасны с точки зрения ТБ (Техника Безопасности), а оголенная токоведущая часть будет постоянно случайно касаться изделия, мешая процессу.
Для сварки в нижнем положении установите электрод под прямым углом относительно держателя. Если планируете варить вертикал или потолок, разместите электрод еще на 45 градусов от себя — так меньше придется сгибать запястье.
Подключаем кабеля к инвертору
Кабель массы и кабель электрододержателя имеют одинаковые разъемы для подключения к аппарату. Если предстоит сваривать толстый металл 5-6 мм, присоединяйте держатель к плюсу. Тогда тепло будет концентрироваться на изделии, увеличится глубина провара.
Когда требуется сварка тонкого металла, нужна обратная полярность — вставьте держатель в клемму со знаком "минус". Это уменьшит тепловложение, но варить придется быстро, поскольку кончик электрода начнет перегреваться.
Начало сварки: зажигаем дугу
Когда все собрано и подключено, надев маску, можно начинать розжигать электрическую дугу. Используйте для тренировки черновой кусок металла. Возбуждение дуги осуществляется постукиванием по поверхности или чирканьем о нее, как спичкой.
Новый электрод имеет оголенный кончик и зажигается достаточно быстро. Электрод, которым уже варили, если он успел остыть, поджигается труднее, поскольку у него на конце образовался "козырек" из обмазки. Нужно ударить 3-4 раза, чтобы ее отбить. Но не перестарайтесь, иначе без обмазки стержень начнет прилипать к изделию.
Наклон электрода
Когда дуга загорелась, не паникуйте. Привыкните к специфическому свету. Ваша задача — сперва научиться держать зазор между электродом и изделием в пределах 3-5 мм. Не пытайтесь сразу варить стык. Просто учитесь держать дугу, чтобы она не тухла (при чрезмерном удалении) и электрод не прилипал (при чрезмерном приближении).
Задача осложняется тем, что длина плавящегося электрода постоянно укорачивается, поэтому приходится приближать руку к изделию. "Твердая рука" приходит со временем, поэтому придется спалить не один электрод, прежде чем привыкните.

Когда уже освоили удержание электрической дуги, можно переходить к сварке. Прежде всего держите правильно электрод. Обычно варят, наклонив его на себя в пределах 30-60º. Некоторые сварщики выбирают оптимальное положение наклона 45º. Сварка углом назад обеспечивают хорошую видимость сварочной ванны, металл прогревается глубже. Сварка углом вперед (когда шов ведут от себя) содействует уменьшению прогрева. Это подойдет для соединения тонких металлов 1-2 мм.
Варить можно справа-налево или слева-направо, наклоняя электрод по разные стороны сварочной ванны. Здесь все зависит от доступа к месту соединения.
Движения электрода
На тонких металлах 1-2 мм, где две стороны плотно приставлены друг ко другу, никаких дополнительных движений не требуется. Возбуждается дуга, электрод выставляется на начало стыка, и медленно ведется вдоль линии соединения. Шов получится узкий, чешуйчатый.
На толстых металлах предусматривают зазор 1-2 мм, чтобы жидкий металл проник глубже. Если толщина пластины свыше 5 мм, необходима разделка кромок под углом 45 градусов. Тогда первый шов (называется корневой) прокладывается без дополнительных движений. А последующие нужны для заполнения ширины и требуют поперечных колебательных манипуляций. Это могут быть движения:
В идеале располагать деталь под небольшим наклоном, чтобы жидкий шлак не затекал в сварочную ванну. Если такой возможности нет, периодически делайте резкое движение кончиком электрода в сторону, откидывая шлак. Иначе возникнут непровары.
Основные ошибки
Рассмотрим основные ошибки, которые допускают новички при сварке РДС:
Советы начинающему сварщику
Сварка тонкого металла 1 мм электродом возможна, но потребует тренировки. Самая частая проблема — прожоги. Установите силу тока 30-40 А и вставьте электрод диаметром 1.6 мм. Под изделие подложите медную или графитовую подложку. Она не даст разогретому металлу провалиться и не прилипнет к нему. Ведите сварку не сплошной дугой, а прерывистой (отрывайте кончик электрода каждые 1-2 секунды от поверхности, чтобы дуга погасла). Это позволит металлу немного остыть и сократит прожоги.
Источник видео: Aurora Online Channel
Чтобы не стучать по чистовому изделию для распаливания электрода, имейте под рукой черновую заготовку. Распалите электрод на ней и сразу переходите на стык для соединения. Тогда меньше придется зачищать следы от сварки на изделии.
Новичку легче научиться варить, если аппарат обладает функцией "Антиприлипание". Когда электрод касается изделия, сварочный ток отключается. Не нужно тянуть держатель влево и вправо, пытаясь отломать расходник. С функцией "Форсаж" удобно варить тонкие металлы. При маленьком токе длина дуги короткая. Когда аппарат "чувствует", что дуга вот-вот погаснет, он на мгновение повышает сварочный ток. Функция "Горячий старт" обеспечит быстрый поджиг электрода без многочисленных постукиваний. Это актуально, если работы ведутся на ржавом металле. Тогда не придется предварительно много зачищать.
Какие виды сварки бывают: классификация и характеристика способов сварки
В этой статье мы рассмотрим возможные типы сварки и сварочных соединений. Достоинства, недостатки и спектр использования в строительстве, изготовлении техники и других областях.
Сварочное соединение считается одним из самых прочных, поэтому используется в строительстве, изготовлении техники и других областях. Но видов сварки существует несколько. Принцип действия везде один — разогрев двух сторон металла до перемешивания состава, чтобы получилась общая молекулярная решетка. Достигается это разными методами. Рассмотрим, какие бывают виды сварки металлов, чтобы лучше ориентироваться при выборе сварочного оборудования.
Термитная сварка
Соединение металлов осуществляется путем разогрева кромок при помощи термита. Это специальный порошок, состоящий из мелкой фракции алюминия и железной окалины. Вместо алюминия допустимо применение в составе магния.
Суть термитной сварки состоит в сведении двух сторон изделия, между которыми предусматривается зазор. Концы помещаются в огнеупорную форму, изолирующую металл от внешней среды и задающую ширину и высоту сварочного соединения. К форме подведен бункер (тигль) с термитным порошком.
Стороны изделия предварительно разогревают. Обычно используют пропано-кислородное или керосино-кислородное пламя. После этого термит поджигают в бункере пламенем или запалом и накрывают крышкой. Одновременно открывают подачу из бункера снизу в зону стыковки.
Жидкий металл заливает форму и расплавляет собой окончательно кромки. Происходит сваривание сторон. Затем выжидают, пока изделие не остынет, и убирают форму. На поверхности возможны неровности, наплывы, поэтому может потребоваться механическая обработка.

Термическая сварка применяется для соединения:
Подходит для сварки углеродистых сталей и чугуна толщиной 10-15 см. В миниатюрном варианте таким методом сплавляют кабеля и провода. Технология позволяет соединять металлы большого сечения в труднодоступных местах, экономит время. Но швы получаются очень грубыми и нуждаются в шлифовке, поэтому для фасадной части изделий не подходят.
Чаще всего при помощи термитной сварки ремонтируют железнодорожные пути. Соединения выполняют по ГОСТ Р 57179-2016, а стыки обозначаются аббревиатурой "ССР" — "стыковое соединение рельсов".
Электродуговая контактная сварка
Сварка электрической дугой является одной из самых распространенных, поскольку подходит для соединения большинства типов металлов и проста в реализации. Все подвиды электродуговой сварки имеют общий принцип — задействуется ток с пониженным напряжением (для безопасности сварщика) и повышенной силой (для расплавления металла).
Между положительным и отрицательным концами, подключенными к источнику тока, при касании, возбуждается электрическая дуга. Если удерживать зазор между полюсами в 3-5 мм, дуга горит стабильно и выделяет температуру до 5000º С. Этого достаточно, чтобы плавить кромки основного металла. Способ защиты сварочной ванны и заполнение стыка осуществляются по-разному, от чего электродуговая контактная сварка делится на несколько разновидностей.
Ручная дуговая сварка (ММА, РДС)
В международной системе классификации обозначается как ММА — Manual Metal Arc. Наиболее бюджетный способ сварки, поскольку аппараты ММА стоят дешевле остальных. Подходит для работ в гараже, на даче и для неответственных соединений на производстве. Электрическая дуга горит здесь между изделием и концом плавящегося электрода, размещенного в держателе.
Электрод состоит из металлического стержня и обмазки. Стержень тоже плавится от температуры дуги и жидкий металл переносится на изделие, заполняя стык. Обмазка выступает в качестве защиты жидкой сварочной ванны. Покрытие электрода плавится, создавая газовое облако, препятствующее воздействию внешней среды.
Сварщик манипулирует держателем и электродом, задавая ширину, высоту шва и глубину проплавления. Электрод постоянно укорачивается, поэтому требуется навык, чтобы научиться удерживать зазор между концом электрода и изделием в пределах 3-5 мм.
После остывания соединения на поверхности образуется шлаковая корка. Она удаляется шлакоотделителем и шов осматривается на предмет дефектов. Выполняется ММА сварка на переменном или постоянном токе, для чего задействуются трансформаторы или инверторы, выпрямители.
При помощи ручной дуговой сварки (РДС) можно соединять:
Для создания однородного шва используются электроды с аналогичным составом стержня. Сварка возможна во всех пространственных положениях, но отличается низкой производительностью. Возможно сваривание сторон толщиной до 30 мм с глубокой разделкой кромок.
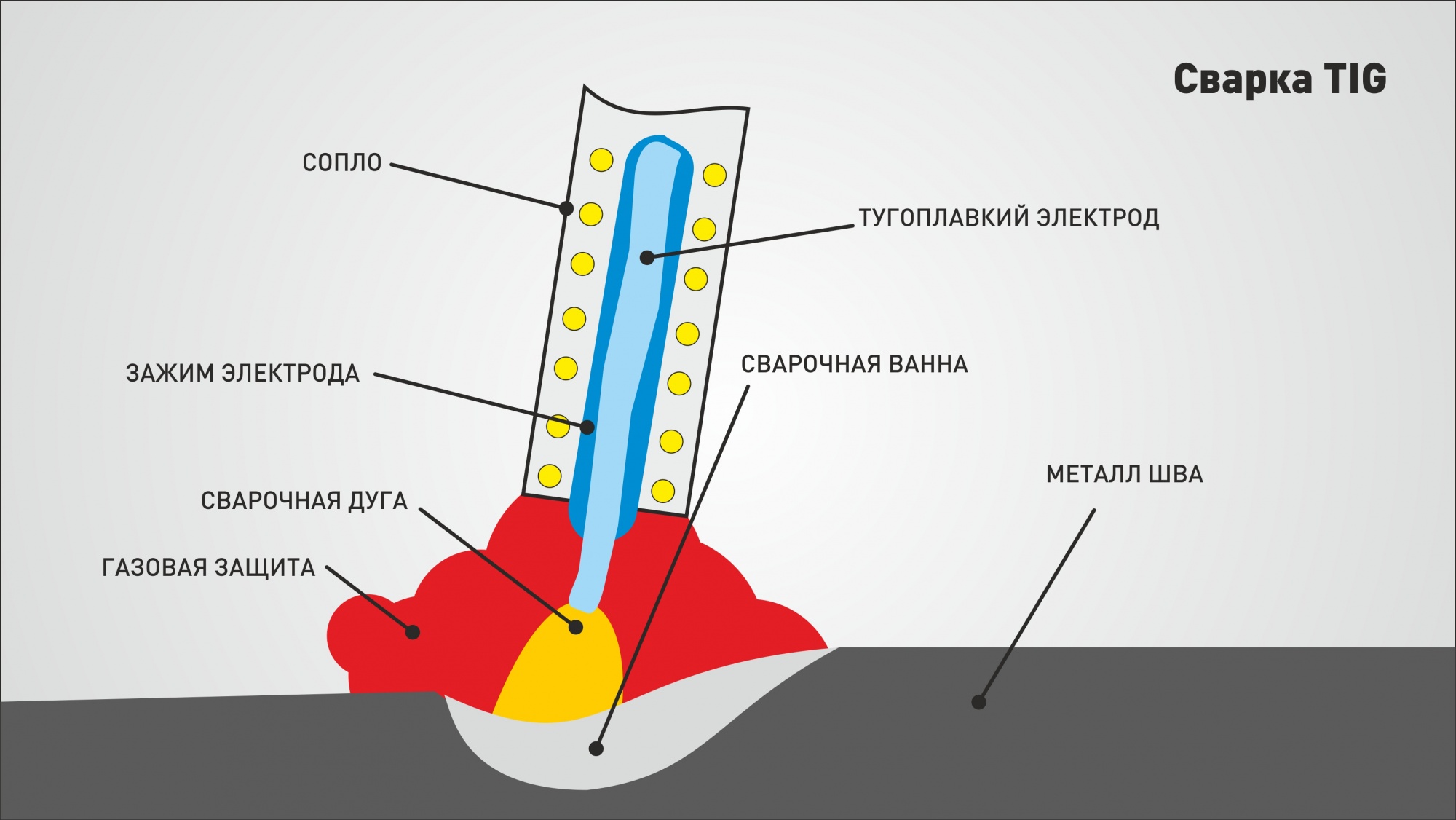
Аргоновая сварка (TIG)

В международной системе прописывается TIG — Tungsten Inert Gas. При аргонодуговой сварке электрическая дуга горит между концом вольфрамового электрода и изделием. Сварщик манипулирует горелкой. Вольфрамовый электрод не плавится, поэтому зазор выдерживать легче. Защита сварочной ванны осуществляется путем подачи аргона от баллона, через редуктор в горелку. Газ запускается за полсекунды до начала сварки и продолжает дуть еще пару секунд после. Это надежно изолирует расплавленый металла от внешнего воздействия.
Для заполнения зазоров и увеличения высоты сварочного шва используется присадочная проволока или присадочные прутки. Они должны быть из такого же сплава, что и основной металл. На плотно сведенных сторонах листовых сталей 1.0-1.5 мм возможна сварка без присадки, если на изделие не будут оказываться высокие механические нагрузки.
За счет остро заточенной вольфрамовой иглы сварочные швы получаются узкими и аккуратными, поэтому после наложения часто не нуждаются в обработке. Толщина проплавления зависит от силы тока. Самые мощные аппараты для аргоновой сварки выдают 400 А, чего хватит для сваривания деталей толщиной 30 мм. В таком случае применяются горелки с водяным охлаждением. При сварке тонких сталей до 5 мм подойдут аппараты с воздушным охлаждением.
Аргоновой сваркой соединяют:
Аргоно-дуговая сварка обеспечивает высокое качество проплавления и универсальна по свариваемым материалам. Возможна на переменном или постоянном токе, швы не нуждаются в зачистке, но стоят аппараты для TIG сварки дороже, чем для ММА.
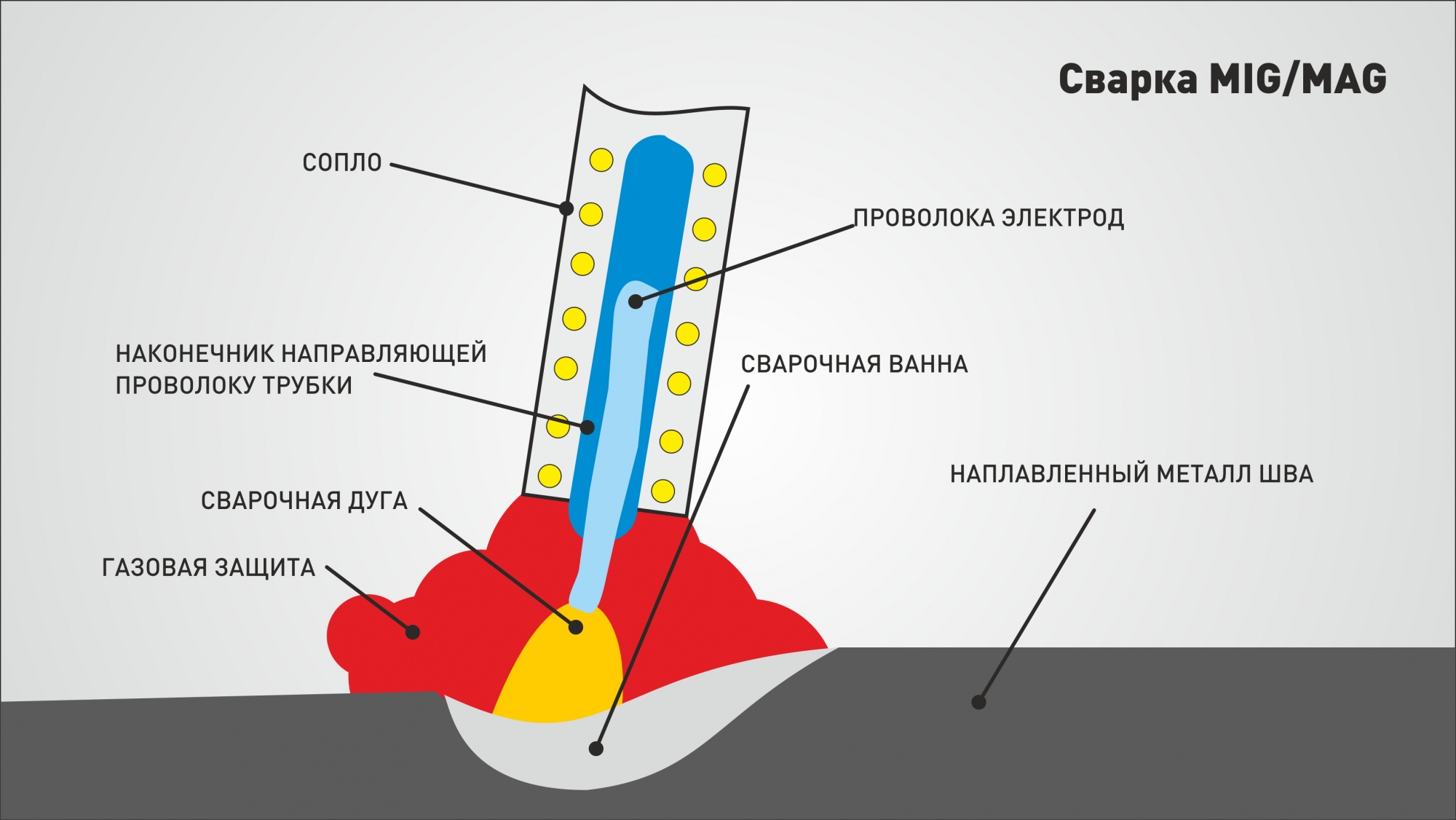
Сварка полуавтоматом (MIG/MAG)

Сварка полуавтоматом имеет два обозначения в международной системе. MIG подразумевает защиту сварочной ванны инертным газом (Manual Inert Gas), а MAG — защиту активным газом (Manual Active Gas). К инертным газам относятся аргон и гелий, к активным — углекислота. Возможна сварка смесью аргона 80% и углекислоты 20%.
При сварке полуавтоматом дуга горит между концом проволоки и изделием. Проволока подается через горелку. Задействуется подающий механизм с роликами (чаще всего толкательный, хотя бывает и тянущий), барабан, катушка. Возможна установка кассеты весом 1-15 кг, что зависит от вместимости отсека полуавтомата.
Проволока одновременно выступает присадочным материалом. Поскольку подается она автоматически, то сварщику только остается управлять горелкой, задавая ширину и высоту шва. На аппарате есть регулировка силы тока и скорости подачи проволоки. Сварка ведется постоянным током, но есть модели AC/DC.
Полуавтоматы бывают моноблочными и с раздельным исполнением источника тока и подающего механизма. Есть оборудование с жидкостным и водяным охлаждением. Максимальная сила тока возможна до 500 А. Благодаря полуавтоматической сварке швы качественные, аккуратные, не нуждаются в зачистке, а скорость выполнения высокая. При установке соответствующей проволоки, MIG сваркой соединяют:
Существует разновидность полуавтоматической сварки без газа. Тогда сварочная ванна защищается газом от порошка, расположенного в полой части проволоки. Порошковая проволока позволяет выполнять соединение металлов, не используя громоздкий баллон, что упрощает транспортировку. Но качество швов порошковой проволокой значительно проигрывает сварке в газовой среде, поэтому подходит только для неответственных изделий или применения в полевых условиях, труднодоступных местах.
Сварка под флюсом

Флюс — это гранулированное вещество для защиты сварочной ванны. Оно плавится и выделяет газ, отталкивающий воздух. Дуга горит в слое порошка, поэтому искры практически не вырываются на поверхность, обеспечивается минимальное разбрызгивание металла. Есть модели, которые после сварочной головки имеют всасывающее сопло. Оно снимает флюс с уже наложенного шва, чем достигается экономия расходного материала и очищение поверхности. Флюсы различаются по составу (высококремниевые, низкокремнистые, безкремнистые), что определяет их пригодность для сварки конкретных металлов.
Сварка под флюсом бывает автоматическая и полуавтоматическая. Сварочное исполнительное устройство (каретка) перемещается по изделию при помощи роликов, цепи. Источник тока располагается рядом на стационарном месте и связан с кареткой кабелями. Технология применяется для соединения труб большого диаметра, прокладки магистралей.
Газопламенная сварка
Ведется при помощи пламени от горелки. Для создания пламени используется ацетилен или пропан (в качестве горючего газа) и кислород (для увеличения мощности пламени). Температура факела достигает 2800-3100º С, что позволяет плавить кромки металла. Для заполнения сварочной ванны используется присадочная проволока, подающаяся свободной рукой сварщика.
Газовой сваркой чаще всего соединяют черные металлы, трубы, латают емкости. Энергонезависимость разрешает применять сварку в полевых условиях, на крышах, в тоннелях, подвалах. Подключение к баллонам выполняется через редукторы с манометрами. У кислородного редуктора манометров два — высокого и низкого давления. Потребуются дополнительные комплектующие (шланги, мундштуки, ниппели), чтобы все соединить в одну систему.
Горелки рабочей части и диаметру сопла:
Электрошлаковая сварка
Суть электрошлаковой сварки заключается в соединении двух сторон металла за счет тепла, выделяемого шлаковой ванной. Для этого зону стыковки заполняют токопроводящим флюсом. К нему подводится сварочный электрод (проволока), который разогревает флюс, образуя жидкий шлак. Электрод продолжает проводить ток, будучи погруженным в сварочную шлаковую ванну. Метод бездуговой. Температура повышается и кромки металла сплавляются между собой.
Диапазон толщины свариваемых металлов таким методом составляет 20-3000 мм. Шлаковой сваркой можно соединять:
Задействуется технология в химической промышленности, машиностроении, кораблестроении, авиационной промышленности.
Плазменная сварка
Для расплавления кромок и присадочного металла используется плазма. Оборудование состоит из источника постоянного тока, газового аргонового баллона, плазмотрона. Для отвода лишнего тепла от сопла плазмотрона (горелки), нередко предусматривается водяное охлаждение.
Газ подается в плазмотрон и нагревается электрической дугой. Благодаря этому он увеличивается в объеме до 100 раз. За счет теплового расширения он начинает истекать из сопла на высокой скорости. Это и есть плазма. Ее температура составляет 30 000º С, что превосходит характеристики других методов сварки.
По реализации технологии возможно два варианта:
При помощи плазменной сварки соединяют металлы толщиной до 9 мм во всех пространственных положениях. Метод подходит для сваривания:
Термомеханический класс сварки
Все перечисленные выше виды сварки относятся к термическому классу. В них соединение сторон осуществляется за счет высокой температуры, вырабатываемой дугой, пламенем или прохождением тока.
Существует еще термомеханический класс, где воздействие теплом комбинируется с давлением или прижатием. К таким видам сварки относятся: контактная стыковая, газопрессовая, диффузионная. Кромки металла разогреваются прохождением тока, за счет возросшего сопротивления в зоне контакта двух сторон, а затем дополнительно сдавливаются для лучшего соединения. Это образует сплошной, прочный шов. Нагрев может быть местным или общим. Метод применяется при выпуске металлопроката, кузнечной продукции, сборки конструкций.
Источник видео: FUBAG
Ответы на вопросы: какие виды сварки бывают: способы и классификации
Легче всего научиться варить полуавтоматом. Проволока подается автоматически, вылет электрода постоянный, хорошо видно сварочную ванну (нет шлака).
Зависит от будущих решаемых задач. Для сварки мангала, калитки — хватит простого ММА инвертора. Чтобы варить двери, ворота, теплицы — купите полуавтомат MIG. Если предстоит работать с нержавейкой или алюминием, используйте инвертор TIG AC/DC.
Да, есть сварочное оборудование 2 в 1 или 3 в 1. В них сочетается ММА с MIG или TIG, или все три режима сразу. Купив такой аппарат, можно легко переключаться с одной задачи по сварке на другую.
По принципу выполнения — ничем. По характеристикам — у ацетилена температура факела достигает 3100 градусов, а у пропана — 2800º С. Если предстоит варить толстые металлы 4-5 мм — используйте ацетилен. Для сварки тонких трубок больше подойдет пропан
Основные виды сварки
Сварка электротоком делится на 2 принципиальных класса: недуговая и дуговая.
Недуговую сварку чаще называют контактной. В контактной сварке электроды, подающие ток, прикладываются непосредственно к металлу, который сваривают. Сквозь метал, расположенный между поднесенными электродами, подается короткий, но очень мощный разряд тока (тысячи ампер). Сплавление при этом получается только между приложенными электродами. Если электроды расположены прямо друг против друга, то сварное соединение получается точечным. Хотя точечная сварка – не единственный вид контактной сварки, но зато самый распространенный. Поэтому понятия «точечной сварки» и «контактной сварки» часто используют в виде синонимов. Напряжение точечной сварки составляет считанные вольты. Поэтому контактная сварка применяется преимущественно для скрепления тонколистового металла. Например, в автомобилестроении.

В строительстве гораздо большее распространение получила сварка электродуговая. При электродуговой сварке между источником тока (электродом) и свариваемым металлом находится небольшой промежуток, заполняемый электрической дугой. Ошибочно предполагать, что это промежуток воздуха. Это промежуток ионизированного газа, проводящего ток. Дуговая сварка, как мы ее представляем сегодня, без газа невозможна. Просто газ может подаваться из отдельного баллона, а может образовываться в результате горения обмазки электрода.
Самыми распространенными в строительстве являются следующие технологии:
- (в отечественной классификации – ручная дуговая сварка, или РДС) (аргоно-дуговая) (полуавтоматическая, проволокой).
Популярность данного вида сварки предопределена как раз отсутствием необходимости таскать с собой баллон с газом. Обмазка электрода – и есть «застывшее» газовое облако. Как только электрод коснется металла и полученный ток короткого замыкания расплавит металл электрода, расплавится и обмазка вокруг него. Образовавшееся облако газа обеспечит проводящую ионизированную среду для дуги и защиту расплавляемого металла от доступа кислорода.
Электроды подбираются по типу металла и диаметру. Тип металла важен, так как в процессе работы метал стержня электрода капля по капле перетекает в свариваемый метал и сплавляется с ним. Для крепкого соединения металл стержня электрода и свариваемый метал должны быть идентичны. На упаковке электродов всегда указывается, для каких металлов подходят данные электроды.
После того, как определились с типом электрода, необходимо определиться с его толщиной. Вопрос новичка: зачем нужны электроды разных диаметров? Все просто. Чем толще электрод, тем больше сила тока, которая его может расплавить. То же и с кромками свариваемого металла. Поэтому толщина электрода подбирается под толщину свариваемого металла. Для черных металлов рекомендуется:

Технология ММА позволяет работать с большинством распространенных металлов, за исключением алюминия и сплавов на его основе. Хотя теоретически и это возможно при наличии помощника, если добиться, чтобы зачищенные алюминиевые поверхности не успевали покрыться пленкой до расплавления. Но правильнее, конечно, просто использовать подходящие для этого сварочные технологии.
Потребители сварки TIG – сплошь профессионалы и продвинутые пользователи, причем почти поголовно не строительного направления. TIG обеспечивает более аккуратные швы, но сильно уступает ММА в производительности и простоте использования.
Например, многие «любители», отточив свое мастерство на аппаратах ММА, испытывают досаду от неудач при первом опыте с TIG. Оказывается, в отличие от ММА, зажечь дугу аппаратом TIG, если только он не оборудован таким устройством, как осциллятор, непросто. (А практически все аппараты «2 в 1» не оборудованы, конечно). Чиркает сварщик вольфрамовым электродом – искра есть, а дугу поднять не получается. Но вот бывалый сварщик подкладывает под электрод кусочек угля – и дуга пошла без проблем. Не случайно, что в продажах розничных магазинов специализированные аппараты TIG редко превышают долю в 1%.

Отдельного упоминания в сварке TIG заслуживают аппараты с возможностью переключения на режим переменного сварочного тока, т.н. AC/DC. Вот эти аппараты и являются основным оборудованием для сварки алюминия. Именно они преимущественно и составляют этот самый 1% TIG в розничных продажах сварочного оборудования.
MIG-MAG
Полуавтоматическая сварка проволокой применяется в основном для сварки листового металла. Поэтому традиционно ее основная сфера применения – кузовной ремонт, а также строительство конструкций из черного тонколистового металла. Использование проволоки вместо сменных электродов сильно повышает производительность. На бытовых аппаратах используются катушки емкостью 1 и 5 кг, а на профессиональных – 5 или 15 кг.
Проволока может использоваться как обычная (без обмазки), так и с обмазкой (т.н. флюсовая). В первом случае обязательно применение баллона с газом (режим GAS). Во втором баллон не требуется (NO GAS). Несмотря на то, что работать без баллона удобнее, в продажах с большим отрывом лидирует проволока без обмазки. Причина банальна: она гораздо дешевле флюсовой. Кроме того, многие профессионалы считают, что аккуратность швов в среде газа от баллона получается выше.

Несмотря на то, что данный вид сварки тоже относится к электродуговой, принцип устройства у MIG-MAG принципиально отличается от принципов MMA и TIG. В ММА и TIG важно поддерживать стабильность тока, несмотря на колебания электрода, в MIG-MAG важно поддерживать стабильность напряжения дуги. А сила сварочного тока в аппаратах MIG-MAG – показатель условный (хотя по привычке, выработанной в ММА, большинство ориентируется именно на него). Сила сварочного тока в MIG-MAG будет зависеть от выставленного напряжения, диаметра используемой проволоки, применяемого газа и скорости подачи проволоки. Так что сделать из аппарата ММА полуавтомат MIG-MAG путем приделывания блока подачи проволоки и горелки не получится.
Виды сварки: краткая классификация

Мосты, корабли, самолёты – всё, чем так гордится человечество, первоначально строилось при помощи ковки либо клёпки. В конце 19-го века были проделаны первые опыты по свариванию металлов. Уже в начале 20-го века появились значительные успехи сварки в области создания ответственных конструкций.
Первый мост, созданный методом сваривания, был сделан в СССР в городе Киеве. Он соединил левый и правый берега Днепра. Мощный толчок развитию сварочных технологий, как ни странно, принесла беда. В годы Великой Отечественной Войны на заводах, эвакуированных за Урал, танки стали собирать сваркой. Время потребовало технологию быстрой и качественной сборки, и она была создана в кратчайшие сроки.
После окончания войны, необходимость быстрого восстановления страны подтолкнула внедрение сварочных технологий в различные отрасли народного хозяйства. Не осталась в стороне от этой прогрессивной технологии и космонавтика. Поскольку Советский Союз был пионером в освоении космоса, то сварка на орбите впервые в мире была произведена на советском космическом корабле «Союз-6» в 1969 году.
Именно в это время сваривание металлов прочно вошло во все отрасли народного хозяйства. Клёпка и ковка остались разве что в арсенале мастеров художественных изделий.
Дальнейшее развитие сварочных технологий в современном мире пошло в сторону улучшения самого процесса, наращивания возможностей сварочных аппаратов и расширения областей применения этой прогрессивной техники.

Принципы классификации сварки
Количество способов и видов сваривания различных материалов уверенно перевалило за полторы сотни. Для того, чтобы качественно сварить металлы, необходимо правильно выбрать метод сваривания. В этом поможет классификация видов сварки. Существует множество «самодельных» классификаций, которые создают хаос в данном вопросе и способствуют закупке оборудования, несоответствующего поставленным задачам. Единственно правильным подходом следует считать практику классифицирования по принципу осуществления физического воздействия, степени технического обеспечения и применению различных технологий.
Признаки физического воздействия
Для определения класса сварки необходимо рассмотреть форму приложенной энергии.
Различают три класса сварки:
Термический класс объединяет в себе процессы, происходящие за счёт использования различных видов тепловой энергии. Наибольший объём работ в этом классе выполняется дуговой и газовой сваркой. Эти два вида обязательны в любых производствах, связанных с созданием металлических конструкций или их ремонтом.
Термомеханический класс предполагает два вида воздействия: нагрев и давление. Ярким примером служит контактная сварка, когда электроды одновременно разогревают и сжимают детали. Гораздо реже встречаются другие представители этого класса: дугопрессовая, диффузионная и кузнечная.
Состав механического класса не велик, но достаточно интересен. С одной стороны это экономически выгодные виды сварки, а с другой стороны, они требуют столь специфических условий, что имеют очень малую область применения. Экономическая выгода обусловлена отсутствием нагрева. К этому классу относят холодную сварку давлением (гипербарическая), сварку трением, ультразвуковую сварку и сварку взрывом.
Технические признаки
Для этой классификации задействованы такие принципы:
принцип защиты от окисления;
Качество шва зависит от степени защиты от окисления. Наиболее распространёнными считаются технологии сваривания в среде защитных газов. Часто встречается защита флюсом, пеной и различными комбинированными способами.
Классификация видов сварки по непрерывности процесса не требует особых разъяснений и имеет всего два вида: непрерывные процессы или прерывистые. По степени механизации тоже сильно не мудрили и остановились на следующем варианте классификации:
Классификация по технологическим принципам
По технологическим принципам виды сварки классифицируются в зависимости от того, какие технологии лежат в основе процесса сваривания. Это очень разветвлённая и не лишённая противоречий классификация, которая постоянно уточняется и обновляется. Например, в отдельный вид выделена технология дуговой сварки, здесь же она разделяется на mig/mag, mma, tig, которые, в свою очередь, разделяются по виду сварочного тока, диаметру и виду электрода и многим другим признакам.
Виды сварки
Ручная дуговая сварка (MMA)
Это основа всех основ. Именно с этого вида сваривания начинался победный марш сварочных технологий по различным отраслям производства. В те времена достаточно было иметь сварочный трансформатор и пачку электродов, чтобы варить везде: от судостроения, трубопроводов, до ворот на даче. В наше время источники сварочного тока стали на порядок легче, намного экономичнее и мощнее. Разработано множество технологий сваривания в зависимости от пространственного положения шва, химического состава и толщины металла.
Основное преимущество данного вида сварки – простота и доступность оборудования, возможность выдвинуться в любую точку на местности (при наличии электросети или мобильного генератора). Из недостатков можно отметить небольшой перечень свариваемых материалов. В основном, это чёрные металлы. Как любой вид ручной работы, требует значительной квалификации сварщика. Особенно это касается сваривания потолочных и вертикальных швов, сваривания толстых листов металла.
Аргонодуговая сварка неплавящимся электродом (TIG)
Этим видом сваривания охвачено не более 1% от всей массы сварочных работ. Но обойтись без него невозможно, если речь идет о цветных металлах. Этот способ позволяет варить практически всё. Причем шов получается высочайшего качества, даже при сваривании тонких листов металла. Отсюда и область применения этого метода распространяется на судостроение, авиастроение, создание космических аппаратов. Самое массовое применение этого вида сваривания можно наблюдать в автомобилестроении и кузовном ремонте.
Сварка осуществляется вольфрамовым или графитовым электродом в среде, которая создаётся подачей защитного газа в район сварочной ванны. Применяются смеси из активных и инертных газов, в зависимости от материала свариваемых деталей. Основными недостатками этого метода принято считать значительную стоимость работ, которая складывается из дорогого оборудования, расхода газов и использования сварщиков высокой квалификации.
Полуавтоматическая сварка (MIG/MAG)
Этот вид соединения деталей очень похож на предыдущий, но в качестве электрода здесь используется специальная проволока, которая подаётся в зону сваривания автоматически. Для этого в аппаратах MIG/MAG предусмотрен подающий механизм. Защита сварочной ванны от воздействия кислорода воздуха может производиться либо подачей защитного газа, либо применением порошковой проволоки, либо флюсом. Основная область применения полуавтоматов – сваривание цветных металлов и легированных сталей.
Чаще всего в качестве защитного газа используется углекислый газ. Работа на полуавтомате не требует высокой квалификации у сварщика. Ещё один плюс этого вида – его высокая производительность. Поэтому повсеместно распространено использование этого способа на массовых производствах, где имеет место сваривание длинных швов на листовых металлах.
Газовая сварка
Этот вид сваривания имеет больше недостатков, чем преимуществ, но остаётся актуальным более 100 лет. Сразу хочется отметить те преимущества, которые позволяют ему оставаться на плаву:
широчайший перечень свариваемых материалов;
сварка и резка «в одном флаконе».
Недостатки, которые сдерживают её применение на производстве, в основном, определяются неизбежно широкой зоной нагрева. Из-за этого процессы происходят медленно с большим расходом газа, что сказывается на себестоимости работ. Ещё один минус – это невозможность автоматизации таких процессов и как следствие - необходимость высокой квалификации сварщика.
Точечная (контактная) сварка
В более широком понимании эта сварка называется контактной, но большее распространение получила одна из её разновидностей – точечная сварка, поэтому в обиходе этот вид соединения деталей называют точечной сваркой. Чаще всего, таким образом сваривают листовую сталь. Листы укладывают внахлёст, сильно сдавливают электродами, по которым пропускается электрический ток в тысячи ампер.
Этот вид не требует особой рабочей квалификации, но невозможен без дорогого оборудования и ограничен в толщине и форме соединяемых деталей. Зато точечная сварка хорошо автоматизируется и имеет высокую производительность. Наибольшее распространение она получила на массовых производствах, конвейерных линиях. Самый яркий и весомый пример – сварочные роботы в автомобильной промышленности.
Механическая сварка
Чаще её называют сваркой взрывом. С её помощью покрывают одни металлы другими. Выполняется за счёт нагрева, который образуется при трении одного металла о другой.
Электрошлаковая сварка
Очень редкий вид, применяется для получения ковано-сварных изделий. Сварочный ток пропускают через шлак, используя в качестве электродов проволоку, стержни и т.п. Результатом прохождения тока получается плавление кромок и присадочных материалов, которые при остывании образуют шов.
Плазменная сварка
Один из тепловых видов сваривания и резки металлов. Очень производительный вид, поддающийся полной автоматизации. Характеристика плазмотрона позволяет создать мощный концентрированный поток плазмы, которым и производится сваривание (чаще резка) металла.
Электронно-лучевая сварка
В этом виде сваривания тепло создаётся электронным лучом. Понятно, что работы должны проводиться в вакуумной камере или на выходе из неё. Вид очень редкий, требует специального дорогого оборудования и применяется в редких случаях.
Лазерная сварка
В отличие от предыдущего вида, лазерная сварка нашла широкое применение в различных отраслях промышленности. Созданы разные типы лазеров (твердотельные, газовые, жидкостные, полупроводниковые), доступные широким слоям населения. Кроме промышленных установок, имеется большое количество самодельных станков с ЧПУ, созданных на основе лазера и микроконтроллерного управления.
Диффузионная сварка
Одна из разновидностей тепломеханической сварки. Детали разогревают и сдавливают одновременно. Для качественного прохождения процессов необходим вакуум. Как следствие, возникает необходимость создания дорогих установок, поэтому применяется только в очень ответственных узлах космической, авиационной и электронной промышленности.
Сварка высокочастотными токами
Специфический вид создания неразъёмных соединений, который традиционно закрепился на автоматизированных линиях по изготовлению трубопроводов. Очень высокопроизводительный и максимально автоматизированный метод. К месту сваривания труб подводится специальный высокочастотный индуктор и через несколько секунд разогретые токами высокой частоты трубы соединены. Ни огня, ни копоти.
Правильный выбор – основа успеха
Ознакомиться с изделиями и приобрести сварочное оборудование можно на официальном сайте компании. Здесь же можно оставить заявку на приобретение оборудования для газовой сварки. В отдельных разделах сайта представлены аппараты ручной дуговой сварки и аппараты для аргонодуговой сварки. Владельцев малых и средних предприятий, связанных с производством металлоизделий, заинтересуют сварочные полуавтоматы MIG/MAG.
Что такое электродуговая сварка. Принцип работы электросварки

Самым востребованным и распространенным способом сваривания металлов на сегодняшний день является электрическая дуговая сварка. Технология характеризуется универсальностью. Она отлично показала себя и на производственных участках, и в мастерских, и на частных подворьях. Она обладает большим списком достоинств – простота использования (под силу даже новичкам, не имеющим никакого опыта), доступность оборудования и расходных материалов, хорошее качество конечного результата. Тем не менее, перед началом работ требуется некоторый уровень теоретической подготовки, базовые знания принципов работы оборудования и особенностей технологии.
Что такое электродуговая сварка
Знакомство следует начинать с принципов работы. Во время электродуговой сварки металлические кромки деталей, которые примыкают одна к другой, плавятся под воздействием высокой температуры. Ее источником является электрическая дуга, которая образуется в результате замыкания цепи.
Во время работы сварщик перемещает электрод по стыку. Вслед за ним перемещается и расплав, называемый сварочной ванной. Со временем расплавленный металл стынет и образует монолитное прочное соединение, которое называется сварным швом. Данная технология имеет одну характерную особенность. Из-за высокой температуры расплав активно взаимодействует с атмосферным кислородом, азотом и влагой. В результате такой реакции снижаются прочностные характеристики соединения.
Чтобы предотвратить окисление свариваемого металла и защитить сварочную ванну от неблагоприятного воздействия, используются инертные газы: углекислый газ, аргон, гелий и другие. Одним из основных компонентов электрической дуговой сварки является электрод. Он может быть плавящимся или же нет. В первом случае материал, из которого состоит электрод, войдет в состав сварного шва. В случае использования неплавящихся электродов применяются флюсовые добавки, которые чаще всего просыпаются вдоль стыка в виде специального порошка.
Принцип сварки электродом
В основе технологического процесса электродуговой сварки лежит несколько принципов, среди которых – пробой и короткое замыкание. На первом из них стоит сосредоточить особе внимание. Он базируется на пробое диэлектрика, который образуется в результате заполнения межатомного пространства заряженными электрическими частицами. Положительный заряд создают ионы, а отрицательный – электроны.
Существует немало ситуаций, при которых пробой возможен для любого диэлектрика. А вот относительно электродуговой сварки, то здесь пробой воздушной массы образуется между массой и электродом. Во время эксплуатации оборудования на расходнике образуется заряд с низким напряжением и в то же время большой силой тока – от 80 до 200 ампер. Помимо этого, создается огромная плотность, показатель которой составляет несколько тысяч А/м2.
В момент, когда электрод прикасается к свариваемой поверхности, образуется короткое замыкание. В результате генерируется электрическое поле высокой мощности. В этом поле и получается пробой.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Существует несколько разновидностей электрической дуговой сварки. Для каждой характерны отличительные особенности, которые в итоге сказываются на качестве сварного соединения. Принято отличать такие виды электродуговой сварки:
- ручная. Держателем управляет рука человека. Не предусматривается использование дополнительных механизмов, манипуляторов и т.д.;
- механизированная. Подача присадки в рабочую область выполняется автоматом. Остальные манипуляции специалист делает вручную;
- автоматическая. Сварочный прочес полностью автоматизирован. Оборудование без вмешательства человека разжигает дугу, перемещает его по стыку, регулирует показатели длины пламени, обеспечивает подачу расходных материалов.
По технологическим признакам электродуговая сварка делится в зависимости от способа выполнения процесса:
- пучком. Для выполнения работы несколько электродов связываются в пучок. Их наконечники свариваются, чтобы обеспечить беспрепятственное прохождение электрического разряда. Допускается использование токов в широком диапазоне значений;
- лежачим электродом. Подразумевается, что может проводиться укладка с обмазкой длиной 50-120 см в угол или предварительно разделанный стык. Поверх укладывается медный брус продольной канавкой. После этого к источнику тока подключаются электрод и сама заготовка. При помощи угольного стержня разжигается дуга, которая уходит под медный брусок. Она перемещается по канавке, расплавляет ранее уложенный плавящийся электрод и таким образом сваривает заготовки;
- наклонным электродом. Метод дает возможность заметно повысить производительность. При выполнении работ стержень зажимается в обойме, которая перемещается по стойке под воздействием своего веса. То есть, сварочная дуга разжигается, в результате чего плавятся электроды. По мере уменьшения его размеров вниз опускается и удерживающая обойма.
Оборудование для электродуговой сварки
Для электродуговой сварки достаточно иметь традиционный трансформаторный аппарат. Это давно известное классическое сварочное оборудование. Принцип его работы прост: трансформатор понижает напряжение, повышая при этом силу тока. Оборудование рассчитано для работы с источником переменного тока. Но такие установки обладают критическими недостатками: большим размером и весом. Его неудобно перемещать как до объекта работы, так и во время сварочного процесса. Чтобы облегчить участь, специалисты устанавливают оборудование на мобильные платформы. Но это слабое подспорье, поскольку габариты только увеличиваются и техника становится менее поворотливым.
В случаях, когда требуется мобильность и производительность, то выходом из ситуации станет конвертор. Работа установки заключается в преобразовании переменного бытового тока в высокочастотный. После этого он трансформируется в постоянный. Установки характеризуются компактными размерами и небольшим весом. Инвертор характеризуется стабильной электрической дугой, что положительно сказывается на качестве шва. Он предусматривает возможность работы с током прямой или обратной полярности.
Особенности выполнения работы
Качественное сварное соединение можно получить только при условии соблюдения всех требований технологического процесса. Любое отклонение приведет к ухудшению качества шва или же к откровенному производственному браку.
Особенности технологии электродуговой сварки:
- Прежде всего требуется подготовка свариваемых поверхностей. Стыки зачищаются от мусора и обезжириваются. В некоторых случаях требуется дополнительная разделка кромок. После можно приступать непосредственно к свариванию. Для этого электрод подносится к стыку и с помощью постукивания о поверхность добывается электрическая дуга.
- Чтобы процесс происходил быстрей, а сварные швы получились максимально качественными, на электроде присутствуют вспомогательные элементы. Для этого лучше всего подходят кальций, натрий и калий. Благодаря им металл энергичнее делится на частички.
- Для сварочного процесса может использоваться как открытая, так и закрытая электрическая дуга. При открытой дуге в область сварки проникает много атмосферного азота. Он отрицательно влияет на качество соединения и структуру сварного шва. Чтобы уменьшить отрицательное влияние на поверхность расходных материалов наносится металлический слой. В промышленных масштабах чаще всего применяется способ сваривания заготовок посредством закрытой электрической дуги. В этом случая рабочая зона защищена от воздействия атмосферного кислорода и других газов.
- Сварку металла можно выполнить при помощи разных аппаратов. Широкое распространение получили инверторы. Они рассчитаны на применение электродов разного диаметра. Для начала работы стержень устанавливается в держатель, а масса подключается к рабочей поверхности. После включения аппарата концом электрода нужно провести пару раз по металлу деталей, чтобы разжечь дугу. Важно, чтобы до этого момента рабочие параметры, в особенности ток, были выставлены на оптимальные значения.
Выбор метода и техники сваривания зависит от условий выполнения работ и материалов, которые соединяются.
Меры безопасности
Во время выполнения манипуляций по электродуговой сварке металлов следует соблюдать меры безопасности:
- Обязательно одевается одежда сварщика, изготовленная из специального огнезащитного материала. Костюм и другие элементы амуниции защищают тело от вероятности получения ожога. Раскаленный металл во время работы разлетается в разные стороны. Особенно внимательно нужно экипироваться перед потолочной сваркой.
- Допускается хлопчатобумажная спецовка в случаях выполнения кратковременных работ. Ни в коем случае нельзя использовать одежду из искусственных материалов. Она легко воспламеняется и отлично поддерживает огонь.
- Глаза и лицо должны быть защищены специальной маской сварщика.
Электродуговая сварка хорошо подходит для разных свариваемых металлов. При выполнении работ следует придерживаться технологии и всех требований по технике безопасности. Только в таком случае специалист будет защищен от возможной травмы, которую может спровоцировать электрический разряд или раскаленный металл.
Читайте также: