Как называется сварочный аппарат который варит электродами
Обновлено: 20.09.2024

Сварка, как вид соединения металлических элементов, получила массовое распространение чуть больше века назад. Однако сегодня применяется во многих сферах деятельности, от производства электроники до строительства гигантских конструкций. Поскольку состав используемых при этом металлов бывает весьма разнообразным, для получения надёжных сварочных швов было придумано и реализовано множество видов оборудования. Наиболее популярными среди них являются сварочные аппараты. Рассмотрим, какие бывают сварочные аппараты, виды, плюсы и минусы каждого.
Трансформаторы
Трансформатор является наиболее традиционным видом электрического сварочного аппарата. Одновременно он один из самых простых по конструкции. Основным элементом конструкции этого типа сварочников служит понижающий трансформатор, преобразующий напряжение электросети до значения, необходимого для сварки. Сила тока при этом изменяется с помощью разных методик, наиболее известный — смещение одной обмотки относительно второй. По мере изменения промежутка между обмотками меняется ток.
Особенностью сварочных трансформаторов считается переменный ток на выходе, что приводит к заметному разбрызгиванию металла и ухудшению качества швов. Чтобы проводить сварку цветных металлов, повысить качество горения дуги, в структуру аппарата нужно добавлять достаточно массивные и громоздкие компоненты. Основной элемент — трансформатор — также не отличается компактностью и малым весом. При использовании аппарата для производства серьёзных работ необходимы специфические (для переменного тока) электроды и немалый опыт сварщика.
КПД прибора достаточно высокий, достигает 90%, однако часть энергии тратится на нагрев. Охлаждение осуществляется при помощи вентиляторов разной мощности, поскольку требуется охлаждать агрегат весом в несколько десятков, а иногда и сотен килограммов. Применение этого вида сварочных аппаратов сегодня сокращается, но они всё же пользуются спросом, из-за низкой стоимости, надёжности и долговечности. Используются трансформаторы для сварки низколегированных типов стали.

Выпрямители
Сварочные выпрямители можно считать усовершенствованием аппаратов-трансформаторов. В сварочных швах, полученных при помощи выпрямителей, практически исключены те изъяны, что обусловлены применением переменного тока. Устройства, кроме понижающего трансформатора, имеют в конструкции диодный блок (выпрямитель), элементы регулирования, запуска и защиты. Переменный ток не только меняет напряжение, но и преобразуется в постоянный. Это даёт возможность получить ровную, устойчивую дугу. Соответственно, снижается разбрызгивание металла, шов получается более качественным. Работать можно любыми электродами.
Расширяется также сфера использования сварочника — можно соединять не только низколегированные «чёрные» стали, но и цветные металлы, нержавейку, чугун (применяя соответствующие электроды). Поскольку постоянный ток обладает полярностью, не следует об этом забывать — при подключении электродов этом параметр следует учесть. Некоторые сварочные работы целенаправленно выполняются на обратной полярности (сварка алюминия).
Многие производители сегодня снижают изготовление этого вида бытовых аппаратов. Если же говорить о профессиональном использовании, они до сих пор используются довольно широко. Недостатками можно считать большой вес, необходимость работы квалифицированного сварщика, серьёзную «просадку» напряжения в электросети в процессе сварки. Достоинства — невысокая цена, надёжность и неплохое качество шва.

Полуавтоматы
Полуавтоматические сварочные аппараты в среде инертных или активных газов, или просто полуавтоматы — устройства более сложные, нежели трансформаторы или выпрямители. Однако в использовании более удобны. Часто применяются при кузовном ремонте автомобилей, достаточно широко используются в быту, частном домохозяйстве.
Конструкция состоит из следующих компонентов:
- трансформатора;
- выпрямителя;
- привода, подающего проволоку;
- газового баллона;
- рукава с горелкой.
Сваривание деталей осуществляется плавящейся в электрической дуге проволокой, которая в процессе расположена в среде защитного газа. Регулировка тока осуществляется чаще всего ступенчато, подвержена изменению также скорость подачи проволоки. Соотношением этих параметров устанавливается необходимый режим работ.

Различные модели полуавтоматов работают:
- только с газом;
- с газом или без газа (переключается);
- только без газа.
Если работа производится без газа, применяется специальная проволока (флюсовая). Отличается от обычной флюсовая проволока тем, что в её состав, кроме металла, включается флюс. При горении составляющих флюса образуется облако защитного газа, который предотвращает окисление сварной ванны воздухом. Кроме того, активные элементы состава флюса придают металлу нужные параметры, дуга становится более стабильной. При этом не нужен газовый баллон, что удобно, однако сама проволока существенно дороже.
При работе с различными металлами используют разный газ — углекислый при сварке железа, смесь аргона и углекислоты, если работают со сталью, при сварке алюминия — аргон. Газовые баллоны следует применять промышленные либо фирменные.
Полуавтоматы отличаются высокой производительностью, дают прекрасный качественный шов на различных металлах. Недостатками можно отметить разбрызгивание металла и большой расход материалов на угар.

Инверторы
Аппараты этого типа называют также импульсными. Сегодня сварочные инверторы считаются одними из самых распространённых аппаратов из-за своего небольшого веса и общедоступности. И если ещё лет 10 назад инверторы были дороги и не очень надёжны, то сейчас эти недостатки устранены. Использование инверторной методики даёт сегодня уменьшение размеров трансформатора, повышение качественных свойств дуги, оптимизации КПД, снижение разбрызгивания металла при сварке.
Сварочный инвертор состоит из силового трансформатора, назначением которого является снижение сетевого напряжения до нужной величины, блока электросхем и дросселя-стабилизатора, нужного для минимизации пульсаций тока.
Напряжение питающей сети подаётся в инверторе на выпрямитель, на выходе которого блок схем трансформирует постоянный ток в переменный, обладающий высокой частотой. Этот, полученный на выходе силового блока, переменный ток подаётся на сварочный трансформатор высокой частоты, более компактный и лёгкий, чем обычный сетевой преобразователь. Напряжение на выходе сварочного трансформатора снова выпрямляется и подаётся на дугу.

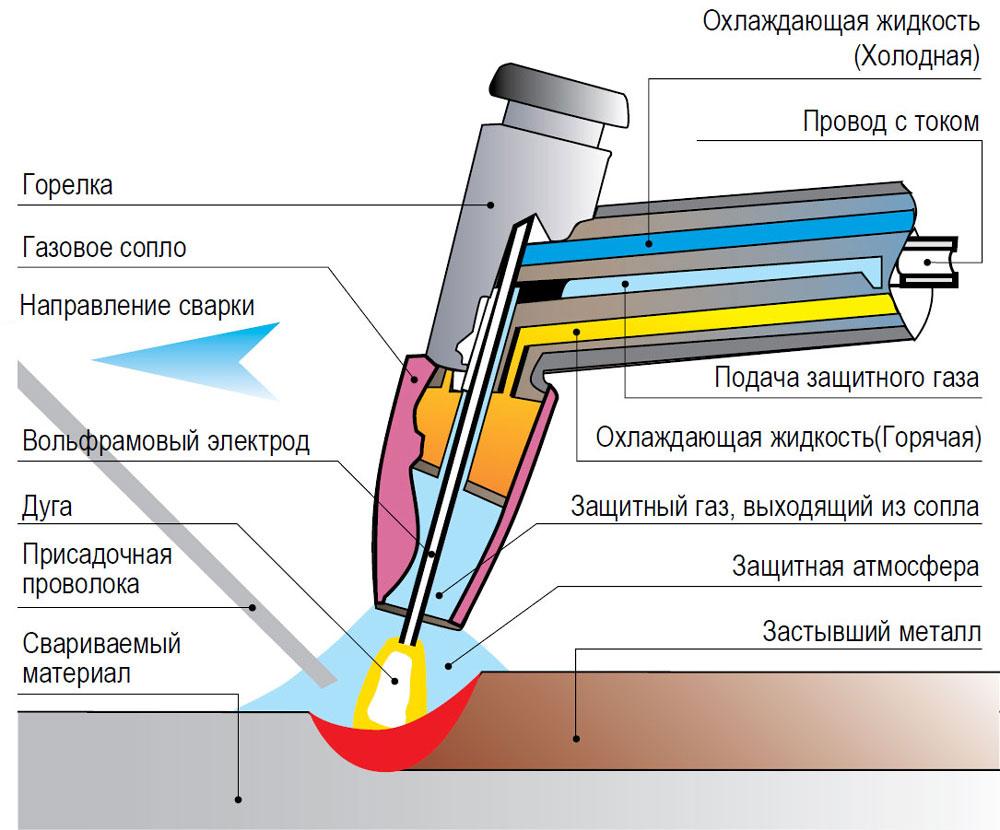
Аргонодуговой сварочный аппарат
Этот вид оборудования для сварки использует специальные неплавящиеся электроды из вольфрама, газом для защиты служит гелий или аргон.
Аргонодуговой аппарат с использованием вольфрамового электрода содержит следующие компоненты:
- источник, обеспечивающий получение постоянного или переменного сварочного тока;
- приспособление регуляции для работы с током;
- комплект горелок для применения с различными напряжениями;
- управляющая схема, обеспечивающая координацию цикла сварки и защиту;
- стабилизирующее устройство для возбуждения, а также выравнивания дуги.
Агрегаты этого вида применяют, если есть необходимость в качественной сварке цветных металлов.

Аппарат для точечной сварки
Сварка точечным способом является одним из видов контактных сварок термомеханического класса. Сам процесс состоит из нескольких моментов. Для начала детали, сложенные необходимым образом, помещаются между электродами и сжимаются друг с другом, после чего нагреваются до момента достижения пластичности и совместно деформируются. Скорость сварки в условиях завода — до 10 точек в секунду.
Детали разогреваются при помощи мгновенного (0,01–0,1 сек.) импульса тока сварки. Этот быстрый импульс даёт возможность достичь разогрева металла до расплавления, что приводит к возникновению объединённой для обеих деталей жидкой зоны. После прекращения действия тока детали по-прежнему совмещены, прижаты друг к другу до снижения температуры и отвердевания расплавленной точки. Сжатие деталей прекращается с задержкой по времени, для создания условий лучшей кристаллизации металла.
Достоинствами точечной сварки можно выделить экономичность, надёжность и прочность шва, несложность достижения автоматизации. К сожалению, подобного вида сварочный шов не обладает герметичностью, что ограничивает сферу его использования.

Аппарат для газовой резки и сварки
Газовая сварка предполагает нагрев детали до расплава пламенем высокой температуры. При этом применяются горючие газы — водород, природный газ, ацетилен. Отличительным свойством этих газов является хорошее горение на воздухе. Чаще всего в газосварочных аппаратах используют ацетилен, легко получаемый с помощью карбида кальция и воды. Температура горения этого газа 3200–3400 °C.
Достоинства газовой сварки и резки металлов:
- Несложная технология.
- Не требуется доступ к электрической сети, нет необходимости в использовании электрического тока.
- Оборудование, на базе которого выполняется сварка, достаточно несложно.
Следует, однако, отметить, что газовая сварка не обеспечит высокую скорость работ и производительность, ведь выполняется лишь вручную.
Серьёзное внимание при газовой сварке уделяется подготовке деталей, регулированию мощности горелки, установке её в нужное положение.

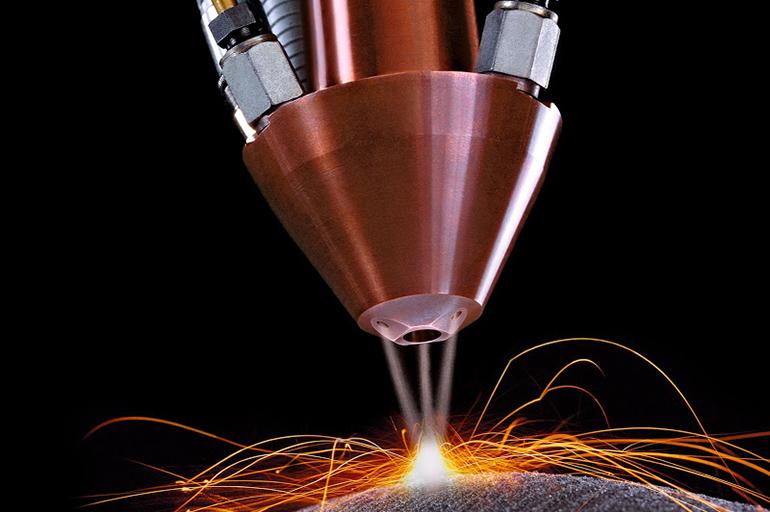
Плазменная сварка
Плазменная сварка (резка) металлов — операция, в ходе которой происходит расплавление металла потоком плазмы. Плазма — это газ, в составе которого содержатся заряженные частицы, проводящие электрический ток. Газ ионизируется путём нагрева дугой, выходящей из плазмотрона. Чем более высокую температуру будет иметь газ, тем выше ионизация. Температура дуги в аппаратах плазменной сварки достигает десятков тысяч градусов.
Технология такая: к горелке в быстром темпе подаётся газ и электрический ток для формирования дуги. Резка происходит не только из-за расплавления металла, но и за счёт того, что скоростной ионизированный поток вымывает металл из зоны действия плазмы.

Кроме знания того, какие бывают сварочные аппараты, при выборе следует учитывать потребности пользователя. И если в автомастерской или на производстве может понадобиться профессиональный аппарат, то для бытовых нужд достаточно недорогого прибора.
9 основных видов сварочных аппаратов применяемых повсеместно
Из статьи Вы узнаете какие существуют типы и виды сварочных аппаратов. Мы подготовили для Вас подробное описание и классификацию сварочного оборудования, а также рекомендации по выбору.
Какие бывают сварочные аппараты
Перед покупкой, чтобы выбрать подходящее оборудование, нужно разбираться в сварочных аппаратах внимательно изучив их классификацию.
Инверторы
Инвертор по праву принято считать самым удобным из-за возможности подключения к сети, большому КПД и низком потреблении электроэнергии.
Полуавтоматические аппараты mig и mag
Благодаря им получается аккуратный длинный шов. Очень быстро работают и можно варить металл толщиной 6-20 мм.
Оборудование для аргоновой сварки
Аккуратный на вид и экономный сварочный прибор, немного медленнее полуавтомата. Подходит к черным металлам и нержавейке.
Трансформаторы

Самый дешевый тип оборудования, большой вес (чем больше на вид, тем больше килограмм). Трансформаторы подходят к работе с черными металлами. Самый распространенный тип.
Их область применения достаточно широка, ведь ими пользуются довольно часто, так как они имеют низкую себестоимость. Приборы имеют в своем строении 2 обмотки — вторичную и первичную. Расстояние между ними регулирует силу тока. Обычно сварка металла происходит на переменном напряжении.
Выпрямители
Выпрямители действуют по принципу преобразования переменного тока в постоянный. Также аргонодуговой агрегат выделяется среди остальных наличием неплавящегося электрода.
Аппарат для точечной сварки
Обычно он применяется к тонколистовым конструкциям в самолёто- и судостроении, в сельскохозяйственном машиностроении.
Аппарат для газовой резки и сварки

Для такого типа работ зачастую используют баллоны с газом (пропан, бутан, этан, ацетилен) и горелку.
Устройства для плазменной сварки
Приборы для ПС существуют следующих видов: микроплазменные (до 25А), средние (до 150А), а также на больших токах (более 150А). В основном применяются для толстостенного металла.
Генераторы на дизельном топливе или бензине

Мощностью до 10 кВт, запас ее упрощает поджиг дуги в 15-25%. А более сильные работают на ДТ. Станции, которые имеют расширенный функционал оснащены чугунными гильзами.
Классификация инверторов
Инверторы считаются наиболее удобными и производительными аппаратами для сварки. Их высокое КПД и небольшие габариты делают их универсальными для любых видов сварочных работ.
Это наиболее быстро развивающаяся категория из всего инвентаря. Они удобны в эксплуатации, набить руку может даже новичок спустя пару часов. Сами приборы легкие, имеют такие базовые элементы:
- Генератор высокочастотных импульсов
- Трансформатор
- Выпрямитель высокочастотного тока (АС)
- Шунт
- Электронный блок
- Выпрямитель (АС) из электросети
Мощность этих устройств и малое энергопотребление заслуженно делают их самыми востребованными на рынке.
Инверторы MMA (ручная дуговая сварка)

Их особенность в том, что они профессиональные, надежные, имеют сравнительно с другими небольшие габариты. Подходят они для качественной, точеной резки, наплавки, сварки металлов применяя постоянный ток.
В основном эксплуатируются такие инверторы на строительных площадках, мастерских, в цехах. Сборка начинки аппарата выполнена на совесть, именно благодаря этому аппараты типа MMA имеют огромную производительность (КПД), а также их довольно легко транспортировать.
Эти устройства всегда обеспечивают длительный режим работы при больших нагрузках и используются в широком диапазоне сварочных работ.
Инверторами типа ММА, можно выполнять сварку дома, так как они подходят и для бытовой эксплуатации, позволяя работать довольно стабильно и эффективно при малом напряжении (160-250 В) абсолютно без потери мощности.
Инверторы TIG (в инертном газе)
Этот класс инверторов еще называют аргонниками, так как основное отличие этого типа сварки TIG — использование вольфрама в условиях инертного газа. Существует классификация способов сварочного процесса:
- TIG-AC
- TIG-DC
- TIG-DC/AC
- TIG (WIG)
- TIG pulser
- TIG HF
- TIG contact
Инверторы такого типа имеют стабильное питание. Хороший провар металла и постоянная мощность плавления достигается за счет того, что во время изменения длины дуги изменяется показатель напряжения, а не силы тока.
TIG инверторы обеспечивают абсолютно безвредный процесс сварки, универсальное применение (подходит для всех металлов), швы отличаются аккуратностью.
Кроме того можно варить практически в любых условиях, оптимально для себя настраивать ток и вносить нужное количество присадок.
Порядок проведения сварочных работ инвертором типа TIG:
- В зависимости от нужных параметров выбирается присадка;
- Настраивается расход защитного газа (смотря какой газ используется и учитывая размеры сварочной ванны);
- Очищаются все поверхности деталей;
- Зажигание дуги;
- Выполняется ведение горелки;
- Устраняется отклонение дуги;
- Выполняется сварочный шов.
При работе с постоянным током обычно варят чермет и нержавейку. TIG с AC/DC применяется для сварки алюминия. Этот инструмент обеспечит вам экономную и бережную сварку, но процесс займет немного больше времени, нежели полуавтомат.
Инверторы для полуавтоматической (механизированной) сварки

В основе принципа действия инструментов для полуавтоматической сварки лежит процесс ведения шва при помощи горелки, также подается проволока внутри от специальной катушки. Соединение металла происходит за счет дуги. Заменяет держатель на таких инструментах компактная горелка.
Защищает от внешней среды газ, что подается из баллона через сопло. Сварка с помощью инвертора типа MIG/MAG позволяет создавать очень точные и длинные швы. Это происходит из-за непрерывной подачи присадки.
Единственный минус — это то, что во время работы на ветру сварочная ванна оказывается подверженной воздействию воздуха.
Полуавтоматическая сварка прекрасно используется для толстого металла ввиду высокого коэффициента полезного действия процесса. Тонкий металл ей тоже прекрасно варить ввиду малого тепловложения.
Инверторы для плазменной сварки и резки

Это инвентарь, который вместо электричества для плавления металла использует газ. Такое оборудование обычно делят на 3 разновидности:
- Сварочное. Для ограничения подачи газа, что будет оптимальным при сварке, применяется специальная горелка. Обычно процесс занимает слишком много времени.
- Универсальное. Простой и удобный инвентарь для варки и нарезки металлов обеспечивает форма горелки и регуляция подачи газа.
- Резаки. Специальная форма горелки позволяет разделять огромные конструкции на мелкие детали. Принцип действия плазменной резки идет за счет выдувания металла воздухом, который подает компрессор.
Качество швов получается очень хорошим, но все же зависит от квалификации работника, выполняющего сварочные работы.
Минусом такого инвертора можно считать длительность процесса и большой диаметр площади нагрева.
Плазменную сварку применяют для очень прочных металлов. Этот способ в быту практически не используется. Такой метод стал инновационным и значительно сократил время работ относительно остального сварочного оборудования.
Аппараты для плазменной сварки делятся по мощности на 3 типа:
- оборудование на больших токах (свыше 150 А);
- среднее (25-150 А);
- микроплазменное (0,1- 25 А).
Варить инвертором для плазменной сварки можно сжатой дугой. Для этого используют неплавящийся электрод и для создания подходящей среды инертный газ.
Как инверторы разделяются по своим функциям:
Для быта
Применяют для мелких работ. Варят от обыкновенной розетки с напряжением 220 В. Сила тока в таких инверторах не превышает 120-200 А.
Профессиональные инверторы
Применяют для ремонтных работ, сборки каркасов. Они более долговечны и обеспечивают использование большой силы тока — 200-300 А. КПД у них выше, в сравнении с бытовыми, качество сварочного шва лучше.
Специализированные инверторы
Используют для работ на производстве и для сварки в больших масштабах работ. Это, например, прокладка трубопровода или строительство многоэтажного дома, моста и т. д.
При покупке сварочного оборудования стоит определить тип силовых транзисторов, которые используются. Их может быть всего 2: MOSFET и IGBT. Минусом первого можно считать тот факт, что если один транзистор поломался, то весь аппарат целиком выходит из строя. Обычно, MOSFET-ы используют в дешевых моделях.
Что касается IGBT – они долговечны и менее подвержены поломкам. Их используют в производстве более новых и дорогостоящих моделях. Самый высокий уровень рабочих циклов обеспечивают транзисторы IGBT.
Для металлов используют самые разнообразные сварочные аппараты. Какие бывают актуальные цены на них, можно узнать из интернета или в магазинах спецоборудования. Для определенного металла нужна та или иная модель.
Тщательно и неспешно подойдите к выбору и инструмент прослужит вам не один год. Чтобы не ошибиться, руководствуйтесь такой формулой: назначение — цена — качество — функционал.
Не приобретайте такие приборы б/у, так как это опасно. Проконсультируйтесь у специалиста, разбирающегося в такой технике и купите там, где дешевле.
Разновидности аппаратов для сварки

Сварочные аппараты
В промышленности и быту для соединения заготовок из металла применяют различные виды сварочных аппаратов. Для этого приобретают разные типы современных агрегатов.

Классификация оборудования для сварки
Существует несколько классов устройств, отличающихся по характеристикам, предназначению и применению расходных материалов.
Прочный неразъемный шов создается термическим воздействием на кромку деталей. В образовавшуюся из расплавленного металла ванну поступает присадочный материал, повышающий свойства сопряжения.
У этого вида сварки есть несколько разновидностей :
- Дуговая – самая распространенная. Отличается широким выбором аппаратов для производства работ. В быту используют преимущественно инверторы. Полуавтоматические аппараты производят операции в среде защитного газа. Сварка в автоматическом режиме требует минимального вмешательства оператора: он лишь выбирает программу, а подбором оптимальных параметров занимается электроника.
- Газовая с горелкой и баллоном для горючей смеси.
- Электронно-лучевая. Работает на основе преобразования кинетической энергии в тепловую. . Применяется на промышленных предприятиях, обеспечивает максимальную точность обработки.
- Термитная. Использует восстановительные свойства магния. При этом выделяется большое количество тепла.
- Электрошлаковая. Работает только в автоматическом режиме.
Сварка давлением использует такие технологии:
- Точечную контактную с применением медных стержней, диаметр которых ограничивает площадь контакта.
- Соединение сопротивлением на основании закона Джоуля-Ленца. Используется тепловое воздействие электричества.
- Оплавление, изобретенное для соединения больших труб под водой. Изоляция места сварки происходит с помощью специальной камеры.
- Трение, возникающее при вращении одной или обеих свариваемых деталей, дало название одноименной методике.
Кроме того, есть сварочные инструменты и оборудование для нанесения покрытий газотермическим и вакуумным методом, а также с помощью легирования. После такой обработки повышаются качественные свойства поверхностей заготовок.
Полуавтоматические аппараты MIG и MAG
Они используются для сварки плавлением в среде защитных газов. Первый работает с аргоном, гелием и другими веществами инертной группы. Поэтому и возникло название metal inert gas welding.Технология именуется MAW – Gas metal Arc welding.
Она исключает возникновение химических реакций во время расплава металла и имеет такие преимущества:
- отсутствие ядовитых паров;
- легкий розжиг и поддержка дуги;
- малый расход проволоки;
- возможность соединения тонких деталей.
В состав аппарата входят:
- генератор тока в виде инвертора или трансформатора;
- газовый баллон с редуктором;
- кабели и шланги;
- устройство подачи электрода.
Вторая разновидность работает в углекислом газе (metal active gas welding). Он дешевле инертного, поэтому сварка получается экономичнее. Только работать можно лишь с легированными и низколегированными сталями.
Чаще всего приобретают аппараты, в которых совмещены оба вида сварки. Этим достигается эффективность и универсальность процесса.

Оборудование с трансформатором
Это самый старый вид сварочного аппарата. Однако из-за простоты устройства его до сих пор используют на предприятиях и в домашних условиях.
- сердечника;
- первичной и вторичной обмотки;
- корпуса.
На выходе образуется переменный ток. Во время сварки металл разбрызгивается во все стороны, что отрицательно сказывается на качестве шва.
Из преимуществ выделяют:
- простоту конструкции, использования и обслуживания;
- надежность;
- низкую стоимость;
- КПД до 90%.
- большие габариты и вес;
- повышенный расход электроэнергии на разогрев аппарата и дополнительный вентилятор охлаждения;
- зависимость от качества питания – снижение напряжения в сети прямо пропорционально влияет на выходной ток;
- для работы нужны навыки сварщика; новичкам сложно удержать качественную дугу.

ММА-выпрямители
В классификации сварочного оборудования такие агрегаты расположены между инверторами и трансформаторами. Имеют в составе дополнительный компонент – тиристорный или диодный выпрямительный блок. Если добавить дроссель, то можно регулировать ток и другие характеристики. Это позволяет работать даже неопытному сварщику.
К достоинствам таких сварочных аппаратов относят:
- достаточно высокое качество шва;
- доступность сварки чугуна и цветных металлов с помощью специальных электродов;
- стабильность и непрерывность дуги;
- возможность использовать устройство в домашнем хозяйстве;
- невысокую цену.
Инверторные аппараты
Среди всех типов сварочных аппаратов это самое современное оборудование, главное качество которого – простота в использовании и доступность для покупателей разного достатка.
По технологии сварочного процесса инверторы делятся на такие категории:
- ММА для ручной сварки. Работают с покрытыми электродами, небольшие и легкие, просты в обслуживании, с качественными швами. Эти достоинства позволили им стать самыми популярными для домашнего применения и установки в небольших цехах и мастерских.
- Полуавтоматы MIG и MAG, более мощные. Предназначены для использования на производственных предприятиях.
- Для сварки в инертном газе TIG. Так называется аппарат для профессиональных работ с дополнительным оборудованием и электродами (вольфрамовыми плавящимися и неплавящимися).
- Для плазменной сварки CUT. В основном предназначены для резки с высокой точностью и качеством кромки. Могут резать заготовки большой толщины.
Функционально инверторы делятся на несколько групп:
- Легкие, компактные бытовые, самые многочисленные на рынке. К их покупке нужно подходить ответственно, изучать спецификации, выбирать крупные торговые точки и производителей.
- Более дорогие профессиональные. С их помощью выполняются операции любой сложности. К их достоинствам относят надежность и долговечность даже на крупных предприятиях.
- Специализированные. Предназначены для работы с точечными и лазерными технологиями в промышленных масштабах.

Плазменное оборудование
Такой тип сварочных аппаратов быстро набирает популярность среди производственных предприятий машиностроения, судостроительных заводов, коммунальных и ремонтных служб, рекламных агентств. Этому способствуют компактность, малые энергозатраты и безопасность в работе.
Устройства бывают струйными или дуговыми.
- микроплазменные для обработки заготовок малой толщины;
- модели, работающие на средних и больших токах.
Плазма в аппарате получается при использовании воздуха, водяного пара, а также газов:
- кислорода;
- водорода;
- азота;
- аргона.
Сопло охлаждается и удаляется окалина с кромки металла с помощью газового или водяного потока. Для резки доступны материалы толщиной до 200 мм.
К преимуществам плазменных аппаратов относят:
- скорость резки и сварки;
- точность швов и резов;
- не надо покупать дополнительный баллон для газов;
- во время работы оператор находится в безопасности;
- дуга все время стабильна;
- доступность ручного и автоматического режима;
- заготовка при выполнении операции не деформируется;
- возможность работы в труднодоступном месте;
- редко ломается, прост в обслуживании.
![Плазменная сварка.]()
Оборудование для аргоновой сварки
Швы, получаемые с помощью такого аппарата, аккуратнее, чем при технологии ММА. Их не нужно зачищать, а для соединения доступно 8 видов металлов. Несмотря на то что их использование в домашнем хозяйстве ограничено, в продаже есть немало плазменных моделей, не отличающихся по функционалу от промышленных.
Составные части у них одинаковы:
- источник питания постоянного или переменного тока;
- редуктор газовый;
- горелка особой конструкции;
- осциллятор для преобразования тока в высокочастотный импульс для создания дуги.
Для аргонодуговой сварки используются неплавящиеся электроды, чаще всего вольфрамовые, с повышенным ресурсом.
Замена на новый происходит по мере выработки. Аргоновая среда позволяет обрабатывать сплавы, недоступные при других условиях из-за окисления на воздухе и образования пленки – амальгамы.
Преимущества метода TIG:
- отсутствие местного нагрева не допускает деформации заготовки;
- из-за малой толщины электрода швы получаются узкими, герметичными и аккуратными;
- возможно применение присадки;
- не образуется шлаковая корка;
- не нужна последующая механическая обработка места соединения;
- допускается сваривать цветные металлы и нержавеющую сталь;
- не образуется окалина, прилипающая к поверхности детали.
- работает медленнее чем MIG;
- из-за широкой горелки нельзя работать в труднодоступных местах;
- сопло из керамики ограничивает обзор;
- для получения качественного шва нужен навык работы;
- постоянно занята вторая рука – подает присадку, которая быстро заканчивается из-за малой длины (большую неудобно держать);
- высокая стоимость электродов из вольфрама;
- расходы на покупку аргона;
- невозможность работы при сильном ветре из-за незащищенности деталей (при сдувании аргона сварочная ванна остается без защиты).
Точечный сварочный аппарат
Они бывают переносным, удобными для дома, и стационарными, устанавливаемыми преимущественно на заводах. Кроме того, оборудование может предназначаться для односторонней (в виде пистолета и шланга, с обратным молотком) и двухсторонней сварки, предназначенной для соединения листов металла внахлест. Она востребована в автосервисе для кузовного ремонта.
Преимущества такой технологии следующие:
- низкие расходы на электричество и расходные материалы;
- высокую эффективность;
- не нужен опытный сварщик;
- не прожигает детали толщиной 0,5-1,0 мм.
Исходя из того, какие бывают типы сварочных аппаратов, выбирают модель, которая будет отвечать всем требованиям покупателя.
Что такое автоматическая сварка
![Автоматическая сварка]()
Виды и способы сварки
При автоматической сварке оборудование самостоятельно обеспечивает устойчивое горение дуги, непрерывную подачу проволоки. Сварщик не подвергается влиянию опасных факторов. Приборы способны функционировать без длительного перерыва. Процесс контролируется программным обеспечением, что позволяет получать однородные сварные соединения.
![Автоматическая сварка]()
Сварка автомат: что это
Процесс формирования шва автоматическим способом сводится к следующим операциям:
- постоянному обновлению плавящегося электрода;
- поддержанию необходимых для получения качественного шва условий (подаче защитного газа или флюса в сварочную ванну);
- равномерному перемещению дуги по рабочей зоне с заданной скоростью;
- формированию сварного соединения.
Отличие от полуавтоматической
Разница между технологиями минимальна. Процессы различаются степенью механизации операций. Полуавтоматические аппараты имеют более простое строение. Они снабжены устройствами подачи расходного материала на держатель. Сварщик отвечает за перемещение дуги, направляет ее в нужную сторону.
Технология, при которой проволока подается оборудованием, а электрод ведется мастером, называется полуавтоматической.
При автоматической сварке все процессы контролируются оборудованием.
Инвертор и автомат
Автомат от инвертора отличается тем, что при его использовании не нужно осуществлять операции вручную. Сварщик выполняет роль настройщика, выставляя нужный режим. Инвертор использует те же расходные материалы, однако технология сварки с его использованием отличается от автоматической. Агрегат требует ручной настройки силы тока, напряжения, скорости подачи проволоки.
![Инвертор и автомат]()
Принцип работы
Автоматический аппарат регулирует:
- расстояние между свариваемыми заготовками и электродом;
- силу тока;
- скорость движения стержня;
- глубину прогрева свариваемых деталей.
Главным параметром является напряжение дуги, зависящее от длины. При использовании плавящегося электрода автомат обеспечивает равномерную подачу проволоки. Это помогает поддерживать стабильную длину дуги. Нарушение равенства параметров наблюдается при скачках напряжения, неправильной обработке свариваемых деталей, влиянии магнитного поля. Сварочный автомат нивелирует эти нарушения, восстанавливая нужную длину дуги. При программировании оборудования применяют 2 принципа регулировки:
- самостоятельный, срабатывающий при постоянной скорости выведения проволоки;
- принудительный, при котором характер подачи проволоки зависит от напряжения дуги.
Принцип саморегулирования лежит в основе ряда простых сварочных аппаратов, подающих проволоку с постоянной скоростью. При использовании агрегатов с принудительной регулировкой при увеличении длины дуги возрастает ее напряжение.
Двигатель подающего механизма вращается быстрее, скорость выведения расходного материала повышается.
Конструкция автоматического оборудования
Сварочные аппараты состоят из следующих элементов:
- Подающего механизма. При использовании двигателей, работающих от переменного тока, устанавливаются регулируемые редукторы. В остальных случаях применяются нерегулируемые блоки.
- Подающих роликов. Элементы располагаются на выходах редуктора. Ролики предназначены для равномерной подачи расходного материала.
- Токопроводящий мундштук. Устройство помогает направлять проволоку, поддерживать электрический контакт. Мундштук должен минимизировать смещение конца электрода относительно обрабатываемой области заготовки.
- Подвески сварочной головки. Механизм должен обеспечивать возможность перемещения в разных направлениях.
- Тележки, предназначенной для автоматического ведения головки вдоль соединения. На корпусе располагаются проволочная кассета, управляющий блок. Тележка обеспечивает плавный ход головки при разных скоростях сварки.
- Дополнительных компонентов. Сварочные агрегаты могут снабжаться механизмами подачи флюса или защитного газа, устройствами для заключительной обработки шва.
Автоматы, работающие в среде защитных газов, вместо мундштука оснащаются горелками.
Разновидности автоматических аппаратов
С учетом конструктивных особенностей агрегаты делятся на:
- тракторные аппараты, работающие в среде защитного газа или под флюсом;
- подвесные устройства;
- многодуговые агрегаты.
Тракторный тип
Прибор создан для формирования длинных сварных соединений. Электрический двигатель приводит в движение ходовой и подающий механизмы. Все элементы заключены в единый корпус, являющийся основанием трактора. Электрод установлен возле вертикальной оси, пролегающей через центр тяжести.
![Тракторный тип]()
Эта особенность помогает вести сварку в емкостях и трубах большого диаметра. Низкое расположение центра тяжести делает аппарат более устойчивым.
Подвесная конструкция
Оборудование состоит из таких компонентов:
- подающего блока;
- приводного суппорта;
- вертикального передвижного механизма;
- флюсового контейнера;
- проволочного барабана;
- управляющего блока.
Подвесные приборы бывают самоходными или стационарными. Последние отличаются невозможностью перемещения. Они применяются для сварки труб. Самоходные агрегаты снабжаются тележкой для передвижения по рабочей зоне. Их используют для формирования протяженных сварных швов.
Сфера применения
Универсальный метод используется для:
- установки сложных металлоконструкций;
- соединении деталей с большими площадями сцепления;
- сварки любых металлов и сплавов, в том числе разнородных заготовок;
- формирования сложных вертикальных соединений;
- сварки труб разного диаметра;
- формирования кольцевых соединений со сложным технологическим процессом.
![Сфера применения]()
Особенности автоматической технологии
Главный элемент агрегата – головка. Она подает проволоку и электрический заряд, необходимый для горения дуги. Присадочный материал наматывается на катушку или бобину. Роликовая система задает скорость и направление подачи проволоки. Перед выходом в сварочную ванну присадка выпрямляется, после чего попадает в мундштук. Дуга при автоматизированной сварке разжигается так же, как при ручной.
Площадь сварочной ванны зависит от типа оборудования. Металл или электрод при корректной настройке агрегата не перегревается. Риск залипания электрода отсутствует, присадка стабильно подается в шов. При снижении напряжения дуги электрод подается назад. Увеличивается расстояние между концом стержня и заготовкой, что помогает стабилизировать электроразряд.
Выполнить подобные действия вручную практически невозможно.
Виды сварки автоматом
Способ выбирают с учетом характеристик соединяемых материалов, типа оборудования, требований к качеству швов.
В газовой среде
Автоматическая дуговая сварка в аргоне ведется с использованием неплавящегося вольфрамового электрода. Между стержнем и заготовкой появляется дуга. Незадолго до этого начинается подача инертного газа, предотвращающего контакт сварочной ванны с воздухом. Это помогает получить прочный однородный шов. Аргонодуговая сварка чаще всего ведется с помощью стационарной головки. Заготовка автоматически проворачивается под этим элементом, что помогает получить равномерное соединение. Реже сварка выполняется с использованием движущейся головки.
![В газовой среде]()
С использованием флюса
При сварке под флюсом плавящийся стержень подается в сварочную ванну с помощью роликов. Напряжение на конце проволоки способствует формированию дуги. Флюс защищает обрабатываемые области от попадания посторонних включений. После сварки таким способом шов требует дополнительной механической обработки. При отказе от чистки соединение становится менее прочным.
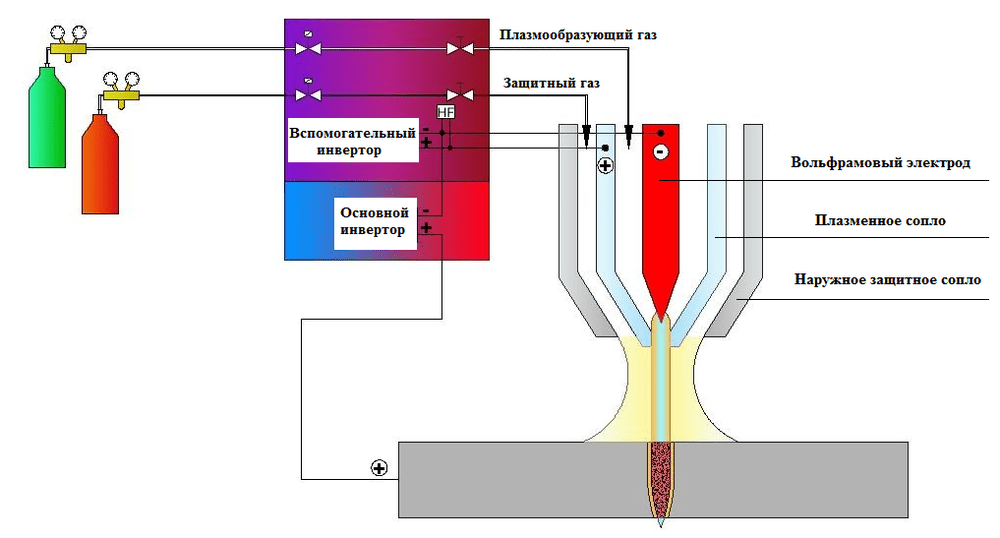
Плазменная сварка
Метод применяется для быстрого соединения стальных деталей. Особенностью плазменной сварки считается то, что:
- дуга образуется между электродами, установленными в головке горелки;
- в процессе сварки в обрабатываемую область подается гелиевая или аргоновая смесь, находящаяся под высоким давлением (это обеспечивает ионизацию пламени, повышает температуру дуги);
- используемое для плазменной сварки оборудование устанавливается на поворотные кронштейны;
- расстояние от головки до центральной области меняется, что позволяет использовать оборудование при создании кольцевых швов;
- с учетом толщины металла и нужной глубины шва оборудование может снабжаться механизмом подачи присадочной проволоки.
![Плазменная сварка]()
Как варить автоматической сваркой
Процесс состоит из нескольких этапов, первым из которых является подготовка оборудования и свариваемых деталей.
Инструменты и необходимое оборудование
Помимо сварочного агрегата, придется приобретать:
Режимы автоматической сварки
Чтобы шов получился прочным и однородным, нужно правильно настроить аппарат. При выборе режима учитывают такие факторы:
- толщину свариваемых деталей;
- геометрическую форму соединения;
- протяженность шва;
- глубину плавления кромок деталей.
Для подбора режима используют прилагаемые к инструкции таблицы.
Пошаговая инструкция
Автоматизированную электродуговую сварку ведут так:
- Осматривают оборудование. При обнаружении неисправностей к сварке металла приступают только после их устранения. При необходимости аппаратуру очищают от загрязнений. Сварку не выполняют в слишком маленьких, слабо освещенных или запыленных помещениях.
- Проверяют соответствие диаметра сопла горелки толщине проволоки. От сечения присадки зависит и выбор наконечника. При наличии брызг в сопле его тщательно очищают.
- Проверяют правильность подключения кабелей, осматривают роликовые механизмы. Эти детали не должны иметь следов грязи или ржавчины.
- Проверяют наличие флюса в бункере.
- Подготавливают детали, тщательно зачищая кромки шлифовальным кругом. Заправляют аппарат расходными материалами, устанавливают нужный режим.
- Запускают процесс сварки. Выполняют заключительную обработку шва.
Преимущества и недостатки автоматической сварки
К достоинствам автоматизации процесса относятся:
- Отсутствие необходимости длительной настройки и регулировки устройства. Использование специальных программ облегчает процесс подготовки оборудования.
- Высокая производительность. Агрегат не делает перерывов, качество его работы не зависит от профессионализма мастера.
- Уменьшение объема отходов. Количество забракованных заготовок зависит не от человеческого фактора, а от правильности настройки агрегата.
- Ровность и прочность шва. Автомат формирует однородное сварное соединение одинаковой высоты. Наплывы или прожоги появляются крайне редко.
- Экономичный расход проволоки, газа, электрической энергии.
- Возможность сварки в труднодоступных местах, замкнутых емкостях, опасных условиях (при высокой температуре или загазованности).
Недостатками автоматического оборудования считают низкую маневренность, необходимость дополнительной настройки при смене операций, высокую стоимость.
Типы сварочных аппаратов
Трансформаторные аппараты переменного тока для сварки плавящимся покрытым металлическим электродом (MMA процесс).
![типы сварочных аппаратов фото 1]()
Простые по конструкции, надежные и недорогие. Предназначены для сварки черных металлов встык и внахлест. Самые распространенные аппараты. Применяются плавящиеся электроды с рутиловым или основным (фтористо-кальциевым) покрытием. Покрытие электрода предназначено для защиты сварной ванны или придания различных физико-химических свойств сварному соединению (легирование).
Основные характеристики:
- Напряжение питания. Обычно чувствительны к изменению питающего напряжения. При понижении – выходные характеристики существенно ухудшаются. Напряжение питания 220В, 220/380В однофазное или 220/380 трехфазное.
- Напряжение холостого хода. Напряжение на выходе трансформатора без нагрузки. Чем оно выше, тем проще зажигание дуги и тем она стабильнее. Для разного типа электродов для нормальной работы требуется разное напряжение холостого хода. Необходимо это учитывать при выборе электродов. Обычно бывает 45 – 52 В, в отдельных аппаратах делают еще один выход с напряжением порядка 70В.
- Сварочный ток. Регулируется ступенчато или плавно. Чем выше его максимальное значение, тем большего диаметра электрод возможно использовать и больше производительность. Обычно необходимо 30 – 40А на каждый миллиметр диаметра электрода. Для рутиловых электродов ток требуется меньший, а с основным покрытием больший. Так же это необходимо учитывать при выборе электродов.
- Диапазон диаметров электродов. Обычно от 1,5 мм. Для большинства приложений достаточно 2 – 2,5 мм. Возможный диапазон зависит не только от максимального значения тока, но и от вольтамперной характеристики аппарата. Поэтому идентичные по выходным характеристикам аппараты разных производителей могут иметь различные значения максимального диаметра электрода.
Трансформаторные аппараты постоянного тока для сварки плавящимися электродами.
По конструкции похожи на предыдущие аппараты, но на выходе установлены диодный или тиристорный выпрямитель. Переменный ток выпрямляется, но при этом теряется часть мощности. Конструкция более сложная, тяжелая и дорогая. Но работа на постоянном токе более комфортная, дуга стабильнее. Кроме сваривания черных металлов возможна работа с нержавеющей сталью и цветными металлами, применяя соответствующие электроды. Постоянный ток обладает полярностью, поэтому необходимо это учитывать при выборе и подключении электродов. Так же существуют электроды для постоянного тока, есть универсальные. В последнее время многие производители отказываются от производства такого типа аппаратов хобби класса.
![типы сварочных аппаратов фото 2]()
Аппараты полуавтоматической сварки в среде инертного или активного газа (MIG/MAG).
Более сложные и дорогостоящие аппараты. Но производительные и удобные. Широко применяются в авто ремонте. Небольшой аппарат очень удобен в личном хозяйстве.
Состоит из трансформатора с крутопадающей вольтамперной характеристикой, выпрямителя, привода проволоки и рукава с горелкой. Сварка производится с помощью проволоки обычно 0,6 – 1,2 мм толщиной из различных металлов в среде защитного газа. Ток на выходе регулируется обычно ступенчато (4,8,16,32 ступени), реже плавно. За редким исключением регулируется скорость проволоки. Комбинацией этих двух параметров устанавливаются режимы работы.
- Напряжение питания. Питание бывает 220 или 380В, однофазное или трехфазное.
- Напряжение холостого хода. Обычно порядка 35-37В.
- Диапазон регулировки тока. Чем больше ток, тем выше может быть скорость работы (при определенном умении), возможность использовать проволоку большего диаметра. При токе больше 165А возможно производить точечную сварку без предварительного засверливания.
- Диаметр используемой проволоки. Обычно используют проволоку 0,6 – 0,8 мм.
- Материал проволоки выбирается исходя из того, какой металл будет свариваться.
- Размер бобины проволоки, устанавливаемой на аппарат. Обычно используются бобины весом 15, 5, 0,8 кг.
Разные модели аппаратов могут работать только с газом , с газом и без газа, только без газа. При необходимости работы без газа используется специальная флюсовая проволока. Это удобно – не требуется баллон, проволока примерно в 5 раз выше. У аппаратов работающих как с газом, так и без него требуется переключать полярность горелки. При сварке разных металлов используется разный газ. Железо – СО2, сталь – смесь СО2 и аргона, алюминий – аргон. Баллон подсоединяется к аппарату через редуктор с регулятором (желательно с манометром). Использовать можно промышленные баллоны или специальные фирменные не перезаряжаемые. При различных режимах сварки требуется различное количество защитного газа, подаваемого в сварочную ванну.
Сварочные аппараты инверторного типа. Инверторы.
Их называют еще импульсными. Эти аппараты были придуманы в 1977 г. Самые продвинутые сварочные аппараты. Очень широко используются во всем мире. В последние годы и в России они приобретают заслуженную популярность.
На базе технологии инверторов сейчас производятся многие виды аппаратов, а также их комбинации. Отличаются очень малым весом (от 3 кг), габаритами, малой зависимостью от входного напряжения. Для улучшения качества и комфорта сварочных работ оснащены схемами стабилизации, усиления поджига дуги и защиты от очень низкого или высокого питающего напряжения. Обладают очень высоким напряжением холостого хода 85-90В. Инвертор – аппарат постоянного тока. Питающее напряжение на входе выпрямляется, а потом преобразуется в переменное напряжение с частотой 20 – 45 кГц, которое и подается на трансформатор. Т.к. частота напряжения высокая, то появляется возможность использовать трансформатор малых размеров и массы. На выходе напряжение выпрямляется.
![типы сварочных аппаратов фото 3]()
Электроды и проволока. Рекомендации по выбору.
Необходимо внимательно относиться к выбору электродов, т.к. от этого зависит качество сварочного шва. Электроды имеют срок годности, а так же должны правильно храниться. Часто пользователи сталкиваются с трудностями, которые при “разборе полетов” на поверку обусловлены плохим качеством электродов, а не качеством сварочного аппарата. Отличные результаты сварки получаются при использовании электродов, рекомендованных производителем сварочного аппарата.
Электроды могут отличаться полярностью, родом тока (переменный/постоянный ), покрытием, материалом. Специфические электроды по чугуну, титану, нержавейке и т.д. редко используются в бытовых целях. Часто электроды бывают универсальными по полярности. Чаще используются основное и рутиловое покрытие. При использовании электродов с основным покрытием шов получается прочным и хорошо защищенным от окисления, но для качественной работы требуется напряжение холостого хода порядка 70 В. Некоторые производители делают аппараты с двумя выходами – около 50 В и 70 В для работы разными электродами. Эти аппараты несколько дороже обычных трансформаторов переменного тока, но позволяют получить качество сварного шва и комфорт в работе на уровне аппаратов постоянного тока, являясь при этом значительно более дешевыми по сравнению с последними. Такие аппараты будут хороши как для любителя, так и для профессионала.
В таблицах, приведенных ниже, указаны рекомендации по выбору значения выходного тока, а также диаметров электродов при разной толщине материала.
Как видно из первой таблицы для работы электродами с рутиловым покрытием требуется меньший ток, чем для электродов с основным покрытием. Поэтому можно использовать менее мощный, а значит и более дешевый аппарат. Для электродов с целлюлозным покрытием требуется весьма дорогостоящий аппарат, они часто используются для сварки труб. Для большинства работ по низкоуглеродистой стали рутиловые электроды самые предпочтительные. При работе с ответственными конструкциями лучше использовать электроды с основным покрытием.
Из второй таблицы следует что для большинства работ не требуется большая толщина электродов. Самые удобные и позволяющие производить практически любую работу электроды 1,6 – 3,2 мм. 4 и 5 мм электроды используются уже в профессиональных приложениях и чтобы не только поджечь дугу, но и получить действительно качественный и прочный шов требуются большой дорогостоящий аппарат, а главное значительное умение.
Часто после покупке недорогого аппарата на 140-160 А в ценовой категории 2500 – 3500 руб. возникает вопрос: аппарат не варит. Конечно, трудно требовать от такого аппарата серьезных результатов.
Во-вторых, качество применяемых электродов оставляет желать лучшего. Часто применяют электроды позаимствованные на ближайшей стройплощадке, где абсолютно не соблюдаются условия хранения, но в силу того, что техника там применяется мощная - это компенсирует повышенную влажность электродов. Перед работой электроды необходимо прокаливать. В магазинах часто так же продают не совсем качественные электроды. Можно рекомендовать электроды Сычевского завода, Петербургского электродного завода, Ростовского, СТС, ЕСАБ-СВЭЛ, AWELCO и др. Не обязательно применять импортные электроды. Но, как и другие товары – электроды могут быть разного качества.
В-третьих, напряжение питания должно соответствовать указанному в паспорте – это касается любых электрических приборов. Но кроме напряжения существует еще и нагрузочная способность сети. Если подстанция слабая, к ней подключено много потребителей, то напряжение может быть и 220 В, но в момент подключения мощного потребителя (сварочный аппарат, компрессор, станок с мощным двигателем, пусковое устройство для автомобиля и т. д.) происходит просаживание напряжения до 150-170 В, что совершенно не достаточно для работы этих приборов. Компрессор, например, даже не запустится.
В-четвертых, необходимо ориентироваться на мощность аппарата. Как известно мощность это ток умноженный на напряжение. Если говорить о мощности дуги, то необходимо умножить ток дуги на напряжение дуги. В начальный момент, когда аппарат подключен к сети, но работа еще не производится, напряжение между массой и электродом соответствует напряжению холостого хода, которое указано в паспорте или каталоге (non load voltage). Для обычных трансформаторов это примерно 46-50 В для разных моделей. При поджиге дуги начинает течь ток между электродом и деталью. Ток течет установленный пользователем на аппарате, например 150 А, а напряжение дуги уменьшается примерно в 2 раза. Но в зависимости от мощности аппарата это уменьшение будет разным (ток один и тот же). Например у одного аппарата это будет 20В, а у другого 25В.
Соответственно в дугу будет выделяться мощность в первом случае 3 кВт, а во втором 3,75 кВт. Ток установлен один и тот же, а мощность разная – возможности аппаратов разные.
Учитывая все эти факторы необходимо рекомендовать аппарат как минимум с 30% запасом. И чем больше факторов влияет на работоспособность, тем больше этот запас должен быть. Например: нельзя рекомендовать аппарат стоимостью 2500 руб. с максимальным током 150А для уверенной работы электродом 3,2 мм. При достаточном напряжении в сети, качественных электродах и умении пользователя можно рекомендовать его для работы 2,5 мм, а если эти условия не выполняются, то 2 мм. Особенно трудно разжечь дугу при недостаточной мощности и умении – поэтому существует некоторое недовольство покупателей, которые не очень тщательно подошли к выбору аппарата.Если говорить об инверторах, то в них все несколько проще. Они обеспечивают стабильность выходного тока при +10% изменении питающего напряжения. Функция Hot Start существенно облегчает поджиг дуги даже при небольшой мощности аппарата. Функция Arc Force помогает стабильно держать дугу. Т.е. аппарат берет на себя часть функций человека. Поэтому для начинающего пользователя – это означает практически гарантированный успех, а для профессионала – повышение качества работ.
Для того чтобы получить стабильную, беспроблемную и длительную работу электродом 3,2 мм классический аппарат должен быть: цена не менее 200 USD, масса 30-35 кг, максимальная потребляемая мощность не менее 5 кВт.
Для тех же самых задач инвертор: 4-5 кг, максимальная потребляемая мощность не более 3,5 кВт. Стоимость для любительских приложений примерно 300 - 350 USD, для профессиональных 450 - 500 USD.Самая часто используемая проволока для полуавтоматов – стальная омедненная. Но полуавтоматом можно варить нержавейку и алюминий. Для этого применяют соответствующую проволоку и соответствующий газ.
Для сварки алюминия – 100% аргон, стали - газовая смесь из аргона (80%) и двууглекислого газа (20%), железо - только двууглекислый газ.
Также на многих аппаратах возможно использование порошковой проволоки без использования защитного газа. Это очень удобно, но дороже. Хотя если подсчитать расходы на приобретение баллона, заправки его газом (только в специальном месте), транспортные расходы, то для эпизодических работ (особенно для хозяйственных нужд) необходимо рекомендовать использовать порошковую проволоку. Ее использование возможно, если на аппарате указано GAS / NO GAS. Обратите внимание, чтобы работать с газом или без газа необходимо переключить полярность горелки и массы. Изначально обычно установлено для работы порошковой проволокой (см. инструкцию).
Диаметр проволоки, мм 0,6 0,8 1,0 1,2 Значение тока, А 20-35 40-120 80-150 120-180 Толщина материала, мм 1-2 1-4 4-8 >8 Самая распространенная проволока 0,8 мм. Больший диаметр требуется редко и требует дорогостоящего профессионального аппарата и навыков работы для получения качественного сварного шва. 0,6 мм используется для более точных работ или при недостаточной мощности аппарата. Так же как и с электродами, качество проволоки и умение пользователя значительно влияют не только на качество производимых работ, но и на саму возможность их проведения.
![типы сварочных аппаратов фото 4]()
Выбор сварочного аппарата.
Зависит во-первых от материала, который необходимо сваривать (переменный / постоянный ток, полуавтомат, аргонно-дуговая). Далее необходимо определиться с выходными параметрами. Чем больше выходной ток и напряжение, тем на большее способен сварочник, тем толще металл можно сваривать или быстрее работать. Но никогда нельзя выбирать аппарат исходя только из максимального значения выходного тока. Чем выше ток, тем больше нагреваются обмотки, тем раньше сработает термостат. Т.е. меньше цикл работы. Поэтому необходимо определиться на каком рабочем токе обычно необходимо варить и выбрать аппарат с запасом (мин. 20-30%).
Например: в основном необходимо работать электродами 2,5 и периодически 3,25 мм. Можно выбрать аппарат с максимальным током 140 А, но гораздо лучше подойдет следующая модель на 150 – 160 А, а чтобы чувствовать себя уверенно в работе лучший вариант – это ~ 180 А. Чтобы работать “четверкой” достаточно 150 А, но качественный шов получится при токе 180 – 220 А и достаточном умении. Также и с “пятеркой”, которую в быту применять нет никакой необходимости, а для профессиональной деятельности требуются совсем другие аппараты, для которых величина выходного тока не единственный важный параметр. Также необходимо обращать внимание на величину цикла работы. Одни производители стремятся снизить цену продукта и снижают цикл работы. Для импортных аппаратов цикл указывается в процентах от 10 мин (30% - значит 3 мин работа, 7 мин отдых при 20С), для отечественных от 5 мин Но для хобби приложений очень высокое значение цикла тоже не нужно, так как при этом сильно увеличивается масса или стоимость или и то и другое. Цикл 10% не очень хорошо. Оптимальное значение 15-20%. Для профессионалов необходимо, чтобы цикл был не менее 60% на рабочем токе. Чем меньше установленный ток, тем выше цикл работы.
Читайте также:

.jpg)


.jpg)
.jpg)