Как называется сварочный газ
Обновлено: 03.07.2024
Хотите узнать какой газ используется для сварки полуавтоматом mig или mag, а может вам необходимо разобраться с газовой сваркой и с тем какие газы применяются. В статье мы подробно расскажем о том, где и какие газы используют и как их выбрать.
Какой газ нужен для сварки полуавтоматом

Полуавтоматическая или механизированная сварка чаще всего выполняется сплошной проволокой, а сварочную дугу и расплавленный металл защищает газ. Газ подается в зону сварки через сопло горелки.
Подробно о процессе полуавтоматической сварки вы можете прочитать в нашей статье — Как работать сварочным полуавтоматом — Mig и Mag для начинающих.
Чаще всего для сварки черной стали используется СО2 (углекислый газ или как его называю углекислота). Реже используются газовые смеси в них входит СО2, Аргон, Гелий иногда Азот и кислород.
От использования газа определяется название сварки mig – сварка с применением инертного газа аргона или гелия. MAG (МАГ) – с использованием активного газа – углекислого. Остановимся поподробнее на каждом из газов.
Разработка сварочной документации, техкарт на сварку и контроль сварных соеднинений.

Аргон

Как мы уже говорили полуавтоматическая (механизированная сварка аргоном) называется — маг.
Этот защитный газ применяется для сварки полуавтоматом чаще всего для ответственных конструкций из стали или алюминия. Для сварки используется аргон первого сорта в котором примесей чуть больше чем в аргоне высшего сорта, а именно содержится до 0,005-0,009% азота и до 0,001-0,002 % кислорода.
Газ аргон очень хорошо защищает сварочную ванну, дугу и зону термического влияния (нагретый участок). Он не растворяется в металле шва и не насыщает нагретый участок в околошовной зоне. Газ тяжелее воздуха в 1.4-1.5 раза, не имеет ни запаха не вкуса. Ar не горючий и не ядовитый, хотя некоторые молодые сварщики боятся применять аргон говоря что но вреден для здоровья. Это не так, сам газ не вреден и не полезен.
Аргон высшего сорта используют для сварки цветных металлов и сплавов таких как сплавы алюминия, титана, хромоникелевые сплавы и т.д. Содержание примесей азота и кислорода в нем минимальны для N – в районе 0,0055 — 0,006%, для О2 – до 0,0006-0,0007 %. Газ высшего сорта стоит дороже и применять его нужно только в тех случаях, когда это обосновано.
Гелий

Этот газ для полуавтомата в чистом виде применяется достаточно редко, потому как стоимость на He неоправданно высокая. Так еще гелий легче воздуха и из-за этого его расход гораздо больше, чем того же аргона. Гелий как и аргон не имеет не цвета ни запаха и тоже бывает двух сортов только называются они по другому.
Первый это высокой чистоты с содержанием гелия до 99,984-99,985%, второй это гелий технический его чистота в районе 99,7-99,8 %. При использовании гелия увеличивается глубина проплавление металла, так как из-за высокой степени ионизации дуга горит с выделением большего количества энергии (эффективнее в 1,4-2 раза по сравнению со сваркой в аргоне).
Применяют гелий при сварке активных (таких как магний, например) или химически чистых металлов (к примеру сплавы на основе алюминия и меди). Применение гелия очень распространено в США и Германии, а вот в странах СНГ применяется редко. Чаше идет в смесях и с аргоном или углекислым газом.
Углекислый газ СО2

Этот газ фаворит для полуавтоматической сварки «черных» (низкоуглеродистых, низколегированных и т.д.) сталей. Это обусловлено тем, что СО2 дешевый и найти его можно даже в отдаленных населённых пунктах.
Углекислый газ имеет слабый, еле уловимый запах (конечно если это хорошо очищенный газ, без конденсата). У газа нет цвета и вкуса, он сильный окислитель. СО2 хорошо растворяется в воде (его также используют в пищевой промышленности для газирования напитков). Иногда и сварщики на производстве используя шланг и пластиковую бутылку делают газировку.
Газ тяжелее воздуха, что хорошо для сварки так как расход газа будет не большой в сравнении с гелием. Единственное нужно обеспечивать хорошее проветривание помещения при длительном проведении сварки, так как газ может скапливаться особенно в низменностях (разных приямках и т.д.). В идеале, конечно, чтобы была вытяжка, но такие системы как правило только на крупных производствах. Двуокись углерода (СО2) уже бывает трех сортов: первый, второй и высший.
Больше всего примесей во втором сорте до 1,2%. Первый сорт содержит примесей не больше 0,4-0,5%, а высший до 0,1-0,2% и применяется уже для ответственных конструкций из стали.
Диоксид углерода (углекислота) набирает в себя влагу, что негативно скажется при сварке. Рекомендуем перед сваркой за час полтора поставить баллон вентилем вниз. Перед сваркой не переворачивая баллон открыть вентиль и выпустить немного газа с влагой. Также можно использовать специальное оборудование для просушки газа – осушитель.
В углекислоте сваривают различные стали с низким и средним содержанием углерода, можно применять при сварке коррозионностойких сталей и чугунов.

Для сварочного полуавтомата Азот используется весьма ограничено, этот газ как правило применяют при сварки меди. Потому что именно по отношению к меди азота является инертным газом. Для большинства же других металлов азот активный газ который растворяется в расплавленном металле тем самым образуя многочисленные дефекты в виде газовых пор. Выпускается 4 сортов: высшего в котором примеси не более 0,1 %. Азот же 1 сорта может содержать примеси до 0,5%, 2 сорта 0,9— 1% принеси. Что касается азота 3-сорта он может содержать до 3% различных примесей. Азот не имеет цвета, ни запаха, ни вкуса он не ядовитый. Для сварки представляется в баллонах чаще всего имеющих объем 40 л. Эти баллоны имеют окрас чёрного цвета, как и баллон углекислоты, с надписью жёлтым «Азот».
Кислород

Кислород является очень активным газом. Сам он не горит, но очень активно поддерживает горение. Для сварки, кислород в чистом виде не применим. Как правило кислород используется лишь в смеси с инертными газами. Кислород не имеет ни запаха, ни вкуса, ни цвета. Выпускают кислород 3 сортов : 1-сорт с содержанием чистого кислорода 99,7-99,8%; 2 сорт — 99,4% — 99,5% и 3 сорт с содержанием примеси до 0,8%. Более подробное использование кислорода рассмотрим в разделе про смеси газов.
Сварочная смесь для полуавтомата

Для полуавтоматической сварки чаще всего используются такие смеси газов как: смесь аргона и гелия, смесь аргона и углекислого газа, смесь аргона и кислорода, а также смесь аргона углекислоты и кислорода в различных процентных соотношениях.
Смесь аргона и кислорода
При содержании кислорода от 1% до 4% в смеси процесс сварки становятся очень стабильным, увеличивается текучесть металла, расплавленного в сварочной ванне. Перенос металла становится мелкокапельным, брызг становится очень мало, а шов получается ровным и красивым. При мелкокапельном переносе металла значительно сокращается расход сварочный проволоки, которая сильно тратиться на разбрызгивание.
Смесь аргона и гелия
Эту смесь используют для сварки активных, цветных металлов и сплавов таких как алюминия, титана и прочих. Данная смесь обеспечивает очень высокий уровень защиты расплавленного металла в сварочной ванне. Оптимальный состав для этой смеси 50% + 50%. Также можно встретить соотношение 60-65% гелия и 35— 40% аргона.
Смесь углекислого газа и кислорода
Подобные смеси на практике не очень часто используются. Оптимальный для них состав это 65-75% углекислого газа и 25-35 % кислорода. При использовании таких смесей, шов формируется несколько лучше чем если использовать чистую углекислоту. Применяется как правило подобной смеси для сварки чёрных стали (углеродистых конструкционных, а также некоторых легированных).
Смесь аргона и углекислого газа
Такая смесь чаще всего используется для сварки углеродистых, низко- и среднелегированных, стали аустенитного класса (нержавейки). Соотношение этой смеси 74— 80% аргона и 20— 26% СО2. При использовании этой смеси обеспечивается очень хорошая защита сварочный дуги и металла.
Также идет очень незначительное разбрызгивание металла. Сварочный шов получается мелкочешуйчатый, а процесс формирования шва стабильный. Эта смесь очень хорошо повышает производительность сварки так как наличие аргона увеличивает мощность сворачивай другие. Благодаря этому свойству процесс идет быстрее.
Расход газа при сварке полуавтоматом
Расход газа при полуавтоматической сварке зависит от нескольких факторов:
- наличие сквозняка;
- свойств газа;
- свойств свариваемого металл;
- тип соединения;
- толщины свариваемых деталей.
Наличие сквозняка— если в помещение есть сквозняк или работы ведутся на открытом воздухе, где есть ветер, газ будет сдувать. Чтобы предотвратить его сдувание нужно увеличивать расход газа. Именно поэтому при наличии сквозняков и работе на открытом воздухе расход газа значительно увеличивается.
Свойства газа— такие газы как гелий и его смеси который легче воздуха, улетучиваются и при их использовании расход достаточно высокий. Если необходимо сократить расход, то лучше выполнять сварку в среде гелия в закрытых камерах или с использованием козырьков.
Свойства свариваемого металла — для сварки цветных металлов, а также их сплавов для обеспечения качественной защиты, чтобы в сварочную ванну не попадали газы из атмосферы применяют параметры с высоким расходом газа.
Тип соединения— от типа сварного соединения напрямую зависит расход газа особенно это видно на соединениях, где необходимо подваливать корень шва или соединение с двусторонней разделкой кромок.
От толщины свариваемых деталей— чем больше толщина свариваемых деталей, тем больше сварочный ток и соответственно больше расход газа. Это необходимо чтобы защитить большую зону сварки, широкую ванну и сварочную дугу.
Область применения
Защитный газ используется как мы уже говорили в механизированной сварки для защиты сварочной дуги и расплава от попадания газов из воздуха. Он используется 80% случаев использования полуавтоматической сварки, 20% это сварка самозащитой порошковой проволокой.
Область применения весьма широка так как данный процесс несложен и очень производителен. Полуавтоматом варят как тонкий металл в автосервисах, потому что ручной сваркой тонкий металл варить очень проблематично. Его легко прожечь. Так и используют на производстве металлоконструкций и крупных изделий.
Там ситуация обратная, швы протяженные, а толщина металла большая. Она применяется там, потому что этот процесс очень производительный и варить длинные швы и толстый металл ручной сваркой получается дорого и долго.
По большей части отличие здесь будут лишь в использовании самих аппаратов. В автосервисе как правило используются дешевые модели, а на производстве применяются дорогостоящая профессиональное оборудование с синергетической системы управления обеспечивающие высокую производительность.
Какой газ используют для сварки полуавтоматом — критерии выбора

Поговорим о критериях выбора газа для полуавтоматической сварки более подробно. На выбор того или иного газа влияет несколько параметров таких как:
- марка материала изделия;
- ответственность соединения;
- экономические показатели.
В большой части марка изделия и определяет использование тех или иных газов или их смесей.
Инертные газы подходит как правило для любых видов сталей, цветных металлов и их сплавов. Применение инертных газов для низкоуглеродистых и низколегированных сталей неоправданно, так эти газа стоят очень дорого.
Для углеродистых, низкоуглеродистой, конструкционных сталей используется углекислота (углекислый газ ), а также смеси СО2 с аргоном, СО2 + аргон +гелий.
При сварки нержавеющих сталей (сталей аустенитного класса), к примеру всем известная «медицинская» сталь – 12Х18Н10Т и близкие с ней свариваются в смеси углекислоты и аргона.
Для сварки цветных металлов таких как алюминий, титан, медь чаще всего используется аргон либо в чистом виде, либо смесь с Не. В чистом виде Не используется редко так как он очень дорогой.
Медь можно сваривать в среде азота. Для цветных металлов не используются смеси содержащей СО2 и кислород.
Ниже приведём таблицу, где наглядно покажем применение тех или иных газов и их смесей для различных видов металлов сплавов.
| Газ | Стали конструкционные (низкоуглеродистые) | Легированные стали (низко-, средне-, высоко-) | Титан, алюминий и их сплавы |
| Со2 (углекислый газ) | Да | Да, с ограничениями | Нет |
| Ar (Аргон) | Да (нецелесообразно) | Да | Да |
| Не (Гелий) | Да (нецелесообразно) | Да | Да |
| Аr + Со2 | Да | Да | Да |
| Аr+О2 | Да | Да, с ограничениями | Нет |
| Со2+О2 | Да | Да, с ограничениями | Нет |
| Аr+Со2+О2 | Да | Да, с ограничениями | Нет |
| Ar+Не | Да (нецелесообразно) | Да | Да |
Какой газ нужен газовой сварки
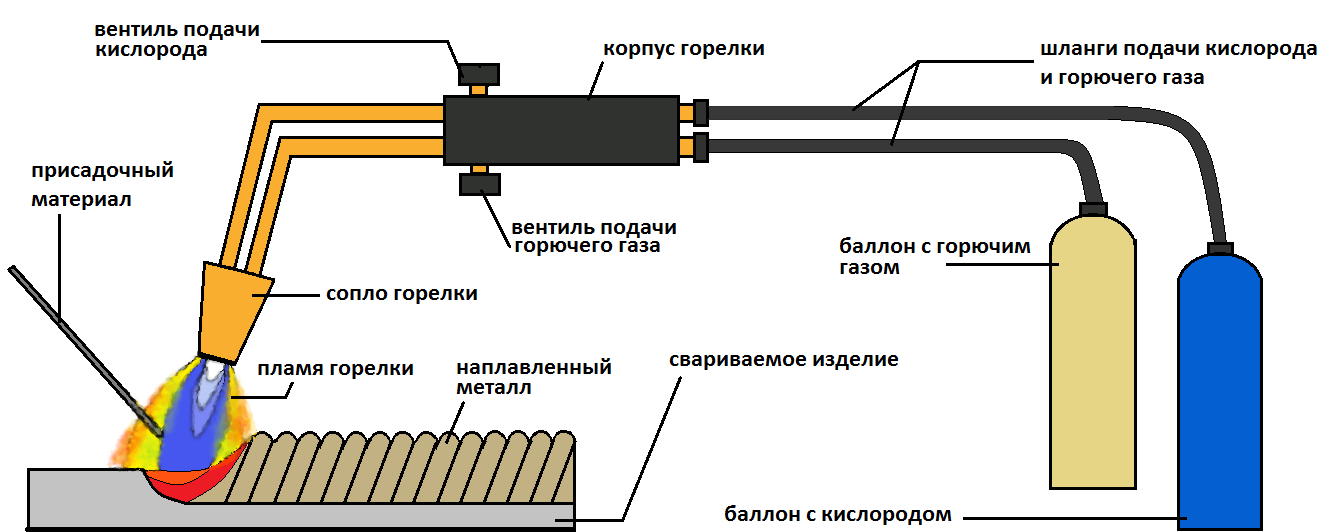
Зачастую газовую сварку и газы которые в ней применяются путают с полуавтоматической и газами которые применяются для нее. Вкратце расскажем разницу. Газовая сварка выполняется за счёт сгорания горючего газа, а при полуавтоматической же газ используется для защиты, он не горит.
Ацетилен
Чаще всего именно ацетилен используют как сварочный газ для газовой сварки. Этот газ легче воздуха он бесцветный имеет слабый запах. При горении температура пламени ацетилена бывает в районе 2950— 3120 Градусов Цельсия. Ацетилена очень легко воспламеняется даже от статического разряда, потому баллоны с этим газом заполнены пористым веществом который пропитывают ацетоном.
Также его применяют для газовой резки, но реже. Чаще для этой цели используют пиролизный или природные газы о них поговорим далее.
Природные
Природные газы для сварки применяются гораздо реже нежели ацетилен ввиду их низкой температурой горения, а вот для резки применяются очень часто потому что стоят они недорого по сравнению с тем же ацетиленом. Применение природных газов более безопасно в отличие от ацетилена потому как они менее огнеопасны. Температура их горения значительно ниже, где-то в районе 2100— 2300 Градусов Цельсия.
Водород
Водород является альтернативой ацетилена при газовой сварки . Этот газ не имеет ни цвета, ни вкуса, также не имеет запах, он легче воздуха. Также водород обладает высокой текучестью и взрывоопасность при смеси с воздухом. Для сварки водород используется не в баллонах, а получают в специальных аппаратах для водородной сварки из воды под действием электрического тока.
Применение водорода вместо ацетилена обеспечивает более качественные ровный сварочный шов. Но несмотря на это преимущество данный способ редко применяется на практике. Так как есть целый ряд сложностей, возникающих в процессе сварки. Одно из них это появление большого количества шлака в процессе сварки, что требует введение дополнительных компонентов в расплав металла.
Также для работы аппарат водородный сварки требуется электричество, лишая данный способ автономности присущий газовой сварке. Грубо говоря — Если есть электричество зачем получать газ, можно просто заварить ручной сваркой.
Пиролизный
Получают этот газ на крупных нефтеперерабатывающих предприятиях как побочный продукт процессе нефтепереработки. После его получения газ требует определенную очистку и обработку для снижения его химической активности. Его свойства очень близки свойствам природных газов.
Используется для резки металлов, для сварки же достаточно редко ввиду опять же низкой температурой горение.
Влияние на процесс
Защитный газ применяемые для сварки оказывают огромное влияние как на сам процесс, так и на результат — качество сварного соединения. Неправильный выбор газов приведёт либо к многочисленным дефектом, либо к ненужному удорожанию процесса.
Приведём несколько примеров:
Применение аргона или гелия для сварки металлоконструкций из Ст3пс. Сварное соединение получится качественным, но затраты необоснованно высокими. Или же другой пример: сварка титанового сплава ВТ9 в среде углекислого газа. В этом случае финансовые затраты будут минимальны, но соединение будет однозначно бракованным и скорее всего даст трещину еще до того, как сварщик завершит работу.
Преимущества и недостатки газовой среды
Преимуществами при использовании газовой защиты является удешевление процесса так как не требуется использование дополнительных флюсов с газообразующими компонентами. Также это защищает соединение попадание шлаковых включений.
Основными недостатками является наличие громоздкого и не дешевого газового оборудования:
- газовый баллон;
- шланги;
- редукторы и ротаметры;
- смесители;
- газовый подогреватели и осушители
Применять его в условиях монтажа достаточно проблематично. Также условиях монтажа использование газовой защиты осложняется тем, что ее сдувает порывами ветра или сквозняком. А из-за этого образуются дефекты, и дуга горит нестабильно.
9 основных видов сварочных аппаратов применяемых повсеместно
Из статьи Вы узнаете какие существуют типы и виды сварочных аппаратов. Мы подготовили для Вас подробное описание и классификацию сварочного оборудования, а также рекомендации по выбору.
Какие бывают сварочные аппараты
Перед покупкой, чтобы выбрать подходящее оборудование, нужно разбираться в сварочных аппаратах внимательно изучив их классификацию.
Инверторы
Инвертор по праву принято считать самым удобным из-за возможности подключения к сети, большому КПД и низком потреблении электроэнергии.
Полуавтоматические аппараты mig и mag
Благодаря им получается аккуратный длинный шов. Очень быстро работают и можно варить металл толщиной 6-20 мм.
Оборудование для аргоновой сварки
Аккуратный на вид и экономный сварочный прибор, немного медленнее полуавтомата. Подходит к черным металлам и нержавейке.
Трансформаторы

Самый дешевый тип оборудования, большой вес (чем больше на вид, тем больше килограмм). Трансформаторы подходят к работе с черными металлами. Самый распространенный тип.
Их область применения достаточно широка, ведь ими пользуются довольно часто, так как они имеют низкую себестоимость. Приборы имеют в своем строении 2 обмотки — вторичную и первичную. Расстояние между ними регулирует силу тока. Обычно сварка металла происходит на переменном напряжении.
Выпрямители
Выпрямители действуют по принципу преобразования переменного тока в постоянный. Также аргонодуговой агрегат выделяется среди остальных наличием неплавящегося электрода.
Аппарат для точечной сварки
Обычно он применяется к тонколистовым конструкциям в самолёто- и судостроении, в сельскохозяйственном машиностроении.
Аппарат для газовой резки и сварки

Для такого типа работ зачастую используют баллоны с газом (пропан, бутан, этан, ацетилен) и горелку.
Устройства для плазменной сварки
Приборы для ПС существуют следующих видов: микроплазменные (до 25А), средние (до 150А), а также на больших токах (более 150А). В основном применяются для толстостенного металла.
Генераторы на дизельном топливе или бензине

Мощностью до 10 кВт, запас ее упрощает поджиг дуги в 15-25%. А более сильные работают на ДТ. Станции, которые имеют расширенный функционал оснащены чугунными гильзами.
Классификация инверторов
Инверторы считаются наиболее удобными и производительными аппаратами для сварки. Их высокое КПД и небольшие габариты делают их универсальными для любых видов сварочных работ.
Это наиболее быстро развивающаяся категория из всего инвентаря. Они удобны в эксплуатации, набить руку может даже новичок спустя пару часов. Сами приборы легкие, имеют такие базовые элементы:
- Генератор высокочастотных импульсов
- Трансформатор
- Выпрямитель высокочастотного тока (АС)
- Шунт
- Электронный блок
- Выпрямитель (АС) из электросети
Мощность этих устройств и малое энергопотребление заслуженно делают их самыми востребованными на рынке.
Инверторы MMA (ручная дуговая сварка)

Их особенность в том, что они профессиональные, надежные, имеют сравнительно с другими небольшие габариты. Подходят они для качественной, точеной резки, наплавки, сварки металлов применяя постоянный ток.
В основном эксплуатируются такие инверторы на строительных площадках, мастерских, в цехах. Сборка начинки аппарата выполнена на совесть, именно благодаря этому аппараты типа MMA имеют огромную производительность (КПД), а также их довольно легко транспортировать.
Эти устройства всегда обеспечивают длительный режим работы при больших нагрузках и используются в широком диапазоне сварочных работ.
Инверторами типа ММА, можно выполнять сварку дома, так как они подходят и для бытовой эксплуатации, позволяя работать довольно стабильно и эффективно при малом напряжении (160-250 В) абсолютно без потери мощности.
Инверторы TIG (в инертном газе)
Этот класс инверторов еще называют аргонниками, так как основное отличие этого типа сварки TIG — использование вольфрама в условиях инертного газа. Существует классификация способов сварочного процесса:
- TIG-AC
- TIG-DC
- TIG-DC/AC
- TIG (WIG)
- TIG pulser
- TIG HF
- TIG contact
Инверторы такого типа имеют стабильное питание. Хороший провар металла и постоянная мощность плавления достигается за счет того, что во время изменения длины дуги изменяется показатель напряжения, а не силы тока.
TIG инверторы обеспечивают абсолютно безвредный процесс сварки, универсальное применение (подходит для всех металлов), швы отличаются аккуратностью.
Кроме того можно варить практически в любых условиях, оптимально для себя настраивать ток и вносить нужное количество присадок.
Порядок проведения сварочных работ инвертором типа TIG:
- В зависимости от нужных параметров выбирается присадка;
- Настраивается расход защитного газа (смотря какой газ используется и учитывая размеры сварочной ванны);
- Очищаются все поверхности деталей;
- Зажигание дуги;
- Выполняется ведение горелки;
- Устраняется отклонение дуги;
- Выполняется сварочный шов.
При работе с постоянным током обычно варят чермет и нержавейку. TIG с AC/DC применяется для сварки алюминия. Этот инструмент обеспечит вам экономную и бережную сварку, но процесс займет немного больше времени, нежели полуавтомат.
Инверторы для полуавтоматической (механизированной) сварки

В основе принципа действия инструментов для полуавтоматической сварки лежит процесс ведения шва при помощи горелки, также подается проволока внутри от специальной катушки. Соединение металла происходит за счет дуги. Заменяет держатель на таких инструментах компактная горелка.
Защищает от внешней среды газ, что подается из баллона через сопло. Сварка с помощью инвертора типа MIG/MAG позволяет создавать очень точные и длинные швы. Это происходит из-за непрерывной подачи присадки.
Единственный минус — это то, что во время работы на ветру сварочная ванна оказывается подверженной воздействию воздуха.
Полуавтоматическая сварка прекрасно используется для толстого металла ввиду высокого коэффициента полезного действия процесса. Тонкий металл ей тоже прекрасно варить ввиду малого тепловложения.
Инверторы для плазменной сварки и резки

Это инвентарь, который вместо электричества для плавления металла использует газ. Такое оборудование обычно делят на 3 разновидности:
- Сварочное. Для ограничения подачи газа, что будет оптимальным при сварке, применяется специальная горелка. Обычно процесс занимает слишком много времени.
- Универсальное. Простой и удобный инвентарь для варки и нарезки металлов обеспечивает форма горелки и регуляция подачи газа.
- Резаки. Специальная форма горелки позволяет разделять огромные конструкции на мелкие детали. Принцип действия плазменной резки идет за счет выдувания металла воздухом, который подает компрессор.
Качество швов получается очень хорошим, но все же зависит от квалификации работника, выполняющего сварочные работы.
Минусом такого инвертора можно считать длительность процесса и большой диаметр площади нагрева.
Плазменную сварку применяют для очень прочных металлов. Этот способ в быту практически не используется. Такой метод стал инновационным и значительно сократил время работ относительно остального сварочного оборудования.
Аппараты для плазменной сварки делятся по мощности на 3 типа:
- оборудование на больших токах (свыше 150 А);
- среднее (25-150 А);
- микроплазменное (0,1- 25 А).
Варить инвертором для плазменной сварки можно сжатой дугой. Для этого используют неплавящийся электрод и для создания подходящей среды инертный газ.
Как инверторы разделяются по своим функциям:
Для быта
Применяют для мелких работ. Варят от обыкновенной розетки с напряжением 220 В. Сила тока в таких инверторах не превышает 120-200 А.
Профессиональные инверторы
Применяют для ремонтных работ, сборки каркасов. Они более долговечны и обеспечивают использование большой силы тока — 200-300 А. КПД у них выше, в сравнении с бытовыми, качество сварочного шва лучше.
Специализированные инверторы
Используют для работ на производстве и для сварки в больших масштабах работ. Это, например, прокладка трубопровода или строительство многоэтажного дома, моста и т. д.
При покупке сварочного оборудования стоит определить тип силовых транзисторов, которые используются. Их может быть всего 2: MOSFET и IGBT. Минусом первого можно считать тот факт, что если один транзистор поломался, то весь аппарат целиком выходит из строя. Обычно, MOSFET-ы используют в дешевых моделях.
Что касается IGBT – они долговечны и менее подвержены поломкам. Их используют в производстве более новых и дорогостоящих моделях. Самый высокий уровень рабочих циклов обеспечивают транзисторы IGBT.
Для металлов используют самые разнообразные сварочные аппараты. Какие бывают актуальные цены на них, можно узнать из интернета или в магазинах спецоборудования. Для определенного металла нужна та или иная модель.
Тщательно и неспешно подойдите к выбору и инструмент прослужит вам не один год. Чтобы не ошибиться, руководствуйтесь такой формулой: назначение — цена — качество — функционал.
Не приобретайте такие приборы б/у, так как это опасно. Проконсультируйтесь у специалиста, разбирающегося в такой технике и купите там, где дешевле.
Подбор, использование и хранение газа при сварочных работах

При полуавтоматической сварке обычно используется сварочная проволока. У нее нет защитной среды, как в электродах, поэтому риск воздействия кислорода на свариваемые детали существенно возрастает.
Окисление деталей ухудшает качество шва и негативно влияет на качество и надежность соединения. Проблему можно решить, используя для изолирования сварочной ванны защитный газ.
Мы расскажем вам о преимуществах этого метода. Также эта статья может быть полезна при выборе газа для сварочных работ.
Применения метода
Защитный газ применяют практически во всех сварочных работах, где используются полуавтоматы.
Единственная альтернатива этому методу – использование самозащитной проволоки, однако газ позволяет добиться более высокого качества сварки.
Газ часто используют в автомастерских, в работе над сложными конструкциями, где необходимо соединение цветных металлов, в сварочных работах на металлургических предприятиях.
Что применяют в сварочных работах

Вот самые распространенные варианты:
- Аргон. Самый распространенный в сварке газ. Это инертное вещество, поэтому он может применяться при сваривании тугоплавких или металлов с повышенной химической активностью;
- Гелий. Очень распространенный вид. При его использовании мы получаем широкий шов хорошего качества;
- Углекислый газ. Активное вещество, основная область применения – сварка с использованием короткой дуги. Также может использоваться в смесях с инертными газами;
- Газовые смеси. Все эти варианты могут использоваться в виде смесей в любых пропорциях.
Как правильно подобрать

Выбирая компоненты для сварки необходимо учитывать их рабочие характеристики. Основная характеристика газа – это количество тепла, выделяемое при его сгорании.
От этой характеристики зависит температура в рабочей области, поэтому на это надо обратить внимание в первую очередь.
У разных газов характеристики заметно отличаются, списки этих характеристик можно найти в открытом доступе, такие таблицы достаточно распространены в интернете.
Также нужно учитывать сроки и условия хранения. Если планируется длительное хранение – забудьте о способе получения газа при помощи газогенераторов, используйте только готовые газы.
Характеристики

Предлагаем вашему вниманию таблицу для сварки. Она содержит данные для сваривания с использованием углекислого газа, однако эти данные можно использовать и для сварки с использованием смесей, существенных технологических отличий нет.
При сварочных работах необходимо неукоснительно соблюдать технику безопасности. Перед началом выполнения необходимо проверить исправность всех механизмов и устройств.
В особенно тщательной проверке нуждается подающий клапан. Сварочная ванна должна быть полностью заполнена газом, несоблюдение этого условия может негативно сказаться на результате.
Особенности сварочных процессов

Не существует универсальных методов при сварке с использованием газа, поэтому надо серьезно отнестись к выбору материалов и параметров для каждого конкретного случая. Важно правильно установить мощность аппарата.
Не надо забывать и о факторе нагрева поверхностей. Учитывая этот фактор, необходимо следить за температурой пламени. Особенно это важно, если вы свариваете детали из титана или из стали.
Температура изменяется в зависимости от угла наклона пламени и зависит от его положения.
Если в при сваре вам не надо перемещаться – вам подойдут баллоны с повышенным давлением.
Баллоны с низким давлением обычно используют в процессах, которых важна мобильность, например, при проведении кузовных работ или при сваривании трубопроводов.
Существуют строгие стандарты по использованию проволоки для полуавтоматической сварки. Для таких работ обычно используется проволока, содержащая кремний и марганец.
Надо внимательно следить за расходом проволоки, она должна подаваться одновременно с газом, чтобы снизить риск воздействия кислорода на качество сварочного шва.
Преимущества метода

Основные преимущества метода:
- Заметное улучшение качества сварки, механической надежности сварочного шва, его пластичности и плотности;
- Повышение эффективности вследствие повышения производительности труда;
- Сокращения времени плавления металла, экономия времени и ресурсов;
- Облегчение процесса сваривания, обусловленное получением стабильной дуги;
- Отсутствие задымления.
Заключение
Сварочные полуавтоматы распространены очень широко. Они используются для сварочных работ как на крупных предприятиях, так и в домашних условиях.
Газ для этого вида сваривания — незаменимый компонент, благодаря ему обеспечивается качество и надежность сварного соединения.
Для достижения хорошего результата надо серьезно отнестись к выбору компонентов для сварки в соответствии со стоящими перед вами задачами. При работе с газом и его хранении необходимо неукоснительно соблюдать правила техники безопасности.
Использование газа в сварочных работах может повысить их себестоимость, но это оправдывается хорошими результатами с практически всеми металлами.
Газ чаще всего используют опытные сварщики, однако и новички могут попробовать себя в этом деле, неуклонно следуя всем правилам. Желаем вам успехов!
Использование газа в сварочных работах - виды, характеристики, особенности применения

Начинающие сварщики, как правило, стараются использовать простые методы сваривания. Большинство пользуется ручной дуговой сваркой.
Для большинства ремонтных работ или изготовления несложных деталей этого достаточно. Однако рано или поздно вам захочется попробовать что-то новое и повысить свою квалификацию.
Следующим шагом после ручной сварки может быть сварка с использованием полуавтоматического оборудования. При таком методе для защиты свариваемых поверхностей от окисления используется защитный газ.
Ниже вы узнаете, какой именно, и как его использовать для сварочных работ.
Сварочный газ
В полуавтоматической сварке используются инертные газы, такие как аргон, гелий, углекислота. Реже используют водород, азот и кислород. Подается он в баллонах различного объема.
Чаще всего встречается объем 40 литров. Газ при сваривании образует защитную зону, которая защищает дугу от воздействия атмосферы, а свариваемые поверхности от окисления и пор. Шов при его использовании получается ровным и качественным.
Опытные сварщики знают рецепты смесей, использование которых позволяет использовать преимущества каждого из газов, составляющих данную смесь.

Остановимся подробнее на различных видах газообразных веществ, используемых для сварочных работ.
Чаще всего используется для этих целей. Есть даже отдельный метод сварки, использующий его название – аргонодуговой. Инертный, без цвета и запаха, химически не активен к металлам и другим веществам. Намного тяжелее воздуха, за счет этого создает надежно защищенную зону в области сварки.
По популярности идет вторым. Также является инертным, однако, в отличие от аргона, гелий легче воздуха. В связи с этим, расходуется его намного больше.
Учитывая, что его стоимость заметно выше, чем у аргона, это является существенным недостатком. Однако это не мешает его частому применению.
Особенно широко он применяется при работе с металлами, покрытыми окисной пленкой. Это такие металлы, как нержавейка, алюминий и т.д. Металлы при использовании гелия плавятся равномерно, что особенно важно при сваривании деталей большой толщины.
Кроме чистых гелия и аргона часто применяются смеси. Самая распространенная пропорция – 60% гелия и 40% аргона.
Смесь достаточно дорогая, однако с ее помощью можно качественно сваривать материалы с высокой теплопроводностью. Риск прожечь металл намного уменьшается.

Бесцветный, тяжелее воздуха. За счет этого надежно защищает область сварки. Бывает двух категорий. Рекомендована к применению первая категория, однако, за счет ее стоимости и дефицитности, чаще обращают внимание на вторую категорию. Большой минус углекислоты второй категории – наличие в составе водяных паров. При использовании может вызвать образование пор в металле. Проблемы можно избежать, добавив в углекислоту некоторое количество аргона.
Не применяется в чистом виде, так как вызывает окисление поверхности, что негативно влияет на качество шва. Обычно добавляется к смесям при необходимости получить широкий и неглубокий шов.
Не имеет цвета и запаха. Обычно применяется для плазменной резки нержавеющей стали, позволяя добиться очень хороших результатов. При сваривании других металлов может вызвать образование дефектов, например, трещин. Требует повышенного внимания к соблюдению правил техники безопасности за счет повышенной горючести.
Также без цвета и запаха, не горючий. Используется в жидком и газообразном виде. Область применения также узкая, используется, в основном, только при сваривании меди. При сварке других металлов может негативно влиять на прочность шва.
Выбираем газ для сварки
Чтобы вам было легче выбрать нужный газ для сварочных работ, представляем вам таблицу соответствия.


В заключение
Развивайтесь, экспериментируйте, пробуйте смеси с различными пропорциями, и вы увидите, как улучшается качество сварного шва.
Если нет желания экспериментировать – воспользуйтесь справочными материалами и подберите подходящий газ или смесь для ваших работ. Желаем вам успехов в работе!

Профессиональный сварщик 6-го разряда с 15+ летним практическим опытом работы (не считая обучения)
Регулярно проверяю опубликованные статьи и отвечаю на ваши вопросы! Спрашивайте, не стесняйтесь! =)
Суть газовой сварки, алгоритм выполнения, инструменты и материалы, преимущества и недостатки методики

Сварка – это одна из методик соединения частей металлической детали в один элемент.
Существует несколько способов обработки металла, среди которых – газовый тип сваривания металлов.
В этой статье будет детально рассмотрено применение этого типа сварки, его плюсы и минусы, а также материалы, которые понадобятся для работы.
Общая информация
При газовом способе обработки металлов для создания высоких температур применяются вещества газообразной формы. Часто сварка производится кислородом, аргоном либо ацетиленом.
Сварочная работа проводится за счет огня. Именно горение создает высокие температуры, способные плавить металл.
В газовом пламени есть три зоны:
- Ядро
- Зона восстановления
- Факел.
Само пламя классифицируется на три типа:
- Нормальный – разные составляющие смеси подаются в равном соотношении. Внешне определяется цветом в синих тонах с более ярким оттенком средней зоны.
- Науглероживающий – понижена подача кислорода. Зона факела приобретает яркий желтый цвет.
- Окислительный – понижена подача ацетилена. Насыщенность тона пламени бледнеет, длина языков укорачивается.
Регулировка соотношения подачи смеси производится по определению цвета языка. В соответствии с типом пламени изменяется показатель температуры, с которой будет происходить обработка металла.
Зачастую температурная норма превышает 3000°С. Этот показатель подходит для разных типов металлов.
Типичным режимом газового сваривания при помощи газа является работа с нормальным типом пламени при подаче кислорода и ацетилена в равных пропорциях. В случае изменения цвета и перехода на другой тип пламени проводится перенастройка подачи.
Применение
Сварка при помощи газа происходит как с применением сварочного прутка, так и без него. В первом случае шов создается соединением кромок деталей расплавленным металлом прутка, во втором – свариванием самих кромок деталей.
Однако такой тип сваривания подходит не для каждого типа металла. Использовать ее стоит для обработки жести, тонкостенных стальных деталей (до пяти миллиметров), цветных металлов, чугуна либо инструментального вида стали.
Для работы с этими типами металла характерен плавный, мягкий нагрев поверхности.
Область применения газовой обработки металла достаточно широка. Этот тип сварки можно применять как в промышленных масштабах, так и для бытовых работ.
Плавный нагрев поверхности защищает от деформации, что важно для сваривания тонкостенных деталей. Ключевым моментом является правильная настройка подачи рабочей смеси и верно подобранный тип огня.
Поджиг происходит при помощи спички либо зажигалки, при полной подаче рабочей смеси. Настройка типа пламени проводится уровнем подачи ацетилена.
Виды газов для сварки

Газовая сварка часто проводится при помощи ацетилена. Его создание происходит благодаря реакции карбида кальция и воды, химическая формула конечного результата - C2H2.
Он имеет резкий, характерный запах. Температура возгорания чистого ацетилена - 335°С, при смешении с кислородом - 227°С.
Газопрессовый тип сварки проводится смешением ацетилена с кислородом в сочетании 1:1. Цветовая маркировка баллонов для кислорода – синий. Баллон подключается к аппарату при помощи шланга.
Подача происходит на давлении не превышающем четыре атмосферы. Через второй шланг подключается подача ацетилена.
Сварочная горелка оборудована специальным механизмом, благодаря которому происходит смешение ацетилена и кислорода в рабочее вещество.
При необходимости, ацетилен можно заменить другими веществами, однако следует учитывать характеристики заменителя, их соотношение с показателями ацетилена.
Необходимое соотношение газа с кислородом для каждого типа:
- Пропан - 1:0,6.
- Метан - 1:1,6.
- Водород - 1:5,2.
- Керосиновые пары - 1:1.
Стоит помнить, что при метановой или пропановой обработке деталей из стали применяются электроды с повышенным содержанием марганца и кремния.
Температура воздействия, превышающая уровень плавления металла, повышает показатель расплавленности. Это делает шов более качественным, однако не стоит сильно завышать температурный режим. Достаточно двойной концентрации.
Плюсы и минусы

Процесс сваривания при помощи газовой сварки не сложен. Однако в применении этого метода есть свои плюсы и минусы.
Самыми подходящими металлами для такой обработки являются медь, латунь и чугун.
Высокая температура горения позволяет работать с металлами, имеющими разные показатели плавления. Этому также способствует плавный нагрев, защищающий тонкостенные элементы от деформирования и прожига.
Аппаратура для газовой сварки самодостаточна. Для ее работы достаточно наличия электросети с розеточным выходом. Поэтому проводить сварочные действия можно в неограниченном пространстве.
Правильно подобранный электрод и тип огня создает ровные, качественные соединения. Это способствует применению в обработке деталей для трубопроводов.
К минусам применения газовой сварки относят повышенную опасность работы. Рабочая смесь является легко воспламеняемым, взрывоопасным веществом, требующим осторожности в обращении.
При обработке прогревается не только зона сваривания, но и поверхность рядом с ней. Это может привести к деформации, что не позволяет работать с металлами толще пяти миллиметров. По этой же причине газовыми аппаратами не проводится соединение внахлест.
Методика и технология газового типа сварки

Технико-технологическое соблюдение работы – важная часть газовой сварки. Получение надежного, ровного шва напрямую зависит от того, как была проведена обработка металла.
Как и при других типах сварных работ, выполнение задачи начинается с подготовительного этапа. Он включает в себя очищение зоны обработки от грязи, лишних включений, неровностей.
Это проводится наждачкой, напильником, металлической щеткой либо шлифмашинкой. Далее подбирается технология обработки.
Существует две противоположных методики:
- Горелка перемещается слева направо – сначала производится воздействие пламени, потом соединение с присадочным прутком.
- Горелка перемещается справа налево – сначала применяется пруток, потом пламя, соединяющее края шва.
Второй метод применяется чаще. Он характеризуется более качественным прогревом шва. Однако при первом методе расходуется меньше рабочей смеси, а полезный коэффициент на двадцать процентов больше.
Электроды подбираются в соответствии с толщиной детали, которая будет обрабатываться. Для каждого метода газовой сварки существует своя формула вычисления диаметра прутка.
Для левого метода – d=S/2+1, для правого – d-S/2. S – это показатель толщины металла детали. Он измеряется в миллиметрах.
Способ газового сваривания зависит от толщины детали, ее положения и ширины требуемого шва. Значение также имеет применяемый тип смеси. Опытный работник может устанавливать настройки по своему усмотрению.
Советы

При изучении сути и процессов газового сваривания аппаратами для газовой сварки нужно помнить – этот тип обработки металлов производится при помощи легко воспламеняемых, взрывоопасных веществ.
Это требует от работника осторожности. Он должен быть внимателен к деталям в процессе сварных действий, до них и после. Нельзя допускать толчки, удары баллонов, оставлять включенное оборудование без присмотра.
Сварщику на начале пути изучения работы с аппаратами на газу стоит учитывать пару советов:
- Тренировочные работы проводи с кислородом и ацетиленом.
- Пропановой сварке подходит горелка ГЗУЗ-02. Присадочные прутки модели Св08г2с.
- Не игнорируй подготовительный этап.
- Газопрессовая обработка требует надежное крепление детали. Используй пресс либо другую гидравлику.
Выбор левого или правого метода газовой сварки зависит от детали и предпочтения сварщика.
Для газового типа сваривания применяются горючие газы. Чаще это ацетилен и кислород. Ацетилен имеет заменители (метан, водород и другие).
Тип пламени зависит от пропорций в рабочей смеси. С пропаном лучше работать более опытным сварщикам. Новичкам стоит использовать смесь кислорода и ацетилена.
Подготовительный этап газовой сварки может сыграть ключевую роль в качестве и надежности соединения.
Читайте также: