Как необходимо обработать участки корневого шва после снятия центратора перед продолжением сварки
Обновлено: 11.05.2024
Тема/шкала: 4.01.2.01.НГДО-II,4.02.2.01.НГДО-II,4.04.2.01.НГДО-II,4.05.2.01.НГДО-II,4.06.2.01.НГДО-II,4.08.2.01.НГДО-II,4.09.2.01.НГДО-II,4.10.2.01.НГДО-II,4.11.2.01.НГДО-II,4.12.2.01.НГДО-II,4.13.2.01.НГДО-II
?) Когда в применяемую и ранее аттестованную технологию внесены изменения, выходящие за пределы области распространения, указанной в Свидетельстве о готовности организации-заявителя к использованию аттестованной технологии или в нормативных документах.
Какого уровня специалисты сварочного производства могут быть допущены для участия в комиссиях по аттестации сварочных технологий7
В каком объеме подлежат радиографическому методу контроля сварные стыки участков трубопроводов диаметром 1020-1420 мм в районах Западной Сибири и Крайнего Севера?
В случае если проектом предусмотрена приварка элементов к телу трубы, то расстояние между швами трубопровода и швом привариваемого элемента должно быть не менее:
Какими электродами выполняется подварка стыков трубопроводов диаметром 1020 мм и более из металла с нормативным временным сопротивлением разрыву 539 МПа и выше?
Какие требования предъявляются к источникам тока при автоматической сварке неповоротных стыков магистральных и промысловых трубопроводов порошковой проволокой с принудительным формированием?
Какую величину должно составлять перекрытие участков внутреннего корневого шва при автоматической электродуговой сварке в среде защитных газов, сваренных внутренними сварочными головками?
Какие требования предъявляются к выполнению работ по ликвидации технологических разрывов на магистральных и промысловых трубопроводах?
?) Работы следует выполнять, как правило, в дневное время при температуре окружающего воздуха не ниже -20°С
?) Работы следует выполнять, как правило, в дневное время при температуре окружающего воздуха не ниже -40°С
Какую величину должно составлять усиление шва, выполненного стыковой контактной сваркой оплавлением, после снятия внутреннего
Тема/шкала: 4.01.1.01.НГДО-I-РД ,4.01.2.01.НГДО-II,4.02.1.01.НГДО-I-РД,4.02.2.01.НГДО-II,4.03.1.01.НГДО-I-РД,4.04.2.01.НГДО-II,4.05.1.01.НГДО-I-РД,4.05.2.01.НГДО-II,4.06.1.01.НГДО-I-РД,4.06.2.01.НГДО-II,4.08.1.01.НГДО-I-РД,4.08.2.01.НГДО-II,4.09.1.01.НГДО-I-РД, 4.10.1.01.НГДО-I-РД, 4.11.1.01.НГДО-I-РД,4.09.2.01.НГДО-II,4.10.2.01.НГДО-II,4.11.1.01.НГДО-I-РД,4.11.2.01.НГДО-II,4.12.1.01.НГДО-I-РД,4.12.2.01.НГДО-II,4.13.2.01.НГДО-II
Тема/шкала: 4.01.2.01.НГДО-II,4.02.2.01.НГДО-II,4.04.2.01.НГДО-II,4.05.2.01.НГДО-II,4.06.2.01.НГДО-II,4.08.2.01.НГДО-II,4.09.2.01.НГДО-II,4.10.2.01.НГДО-II,4.11.2.01.НГДО-II,4.12.2.01.НГДО-II,4.13.1.01.НГДО-I-РД,4.13.2.01.НГДО-II
На каком расстоянии от радиаторов отопления и других отопительных приборов и печей должны находиться баллоны с газом, устанавливаемые в помещениях?
Назовите количество и размеры прихваток при сборке стыков на наружных центраторах при диаметре стыка свыше 1000мм.
Укажите минимальное количество специалистов-работников аттестационного центра, которые должны быть включены в состав аттестационной комиссии по аттестации сварочных технологий.
В каком объеме подлежат радиографическому контролю сварные стыки участков трубопроводов на переходах через железнодорожные и автомобильные дороги I, II и III категорий?
?) Все сваренные участки шва необходимо укрыть теплоизоляционным материалом и обеспечить плавное охлаждение.
По какому признаку и на какое число классов подразделяются трубопроводы для транспорта газа и газового конденсата?
?) На 5 классов по диаметру трубопровода транспортирующего продукт и давлению транспортируемого продукта..
?) Для труб из сталей с нормативным пределом прочности 539 МПа и выше, диаметром 1020 мм и выше, подварке по всему периметру подлежат все поворотные стыки, а также стыки разностенных труб и деталей трубопроводов, запорной и распределительной арматуры.
?) При сварке труб диаметром 1020 мм и выше из сталей с нормативным пределом прочности 539 МПа и выше.
На какую величину должны быть смещены замки на наружных слоев при автоматической электродуговой сварке в среде защитных газов трубопроводов?
Что указывается в акте, составленном после монтажа захлестов и катушек при строительстве магистральных и промысловых трубопроводов?
?) Фамилии электросварщиков и схему их расстановки, сварочные материалы и результаты визуального и радиографического контроля стыка.
Какие требования предъявляются к сборке под автоматическую сварку под флюсом труб с продольным швом трубопроводов для транспортировки сероводородосодержащих продуктов?
?) Продольные швы каждой трубы должны быть смещены по отношению к швам смежных труб не менее чем на 50 мм.
?) Продольные швы каждой трубы должны быть смещены по отношению к швам смежных труб не менее чем на 100 мм.
?) Продольные швы каждой трубы должны быть смещены по отношению к швам смежных труб не менее чем на половину диаметра стыка.
Тема/шкала: 4.01.1.01.НГДО-I-РД ,4.01.2.01.НГДО-II,4.02.1.01.НГДО-I-РД,4.02.2.01.НГДО-II,4.03.1.01.НГДО-I-РД,4.04.2.01.НГДО-II,4.05.1.01.НГДО-I-РД,4.05.2.01.НГДО-II,4.06.1.01.НГДО-I-РД,4.06.2.01.НГДО-II,4.08.1.01.НГДО-I-РД,4.08.2.01.НГДО-II,4.09.1.01.НГДО-I-РД, 4.10.1.01.НГДО-I-РД, 4.11.1.01.НГДО-I-РД,4.09.2.01.НГДО-II,4.10.2.01.НГДО-II,4.11.1.01.НГДО-I-РД,4.11.2.01.НГДО-II,4.12.1.01.НГДО-I-РД,4.12.2.01.НГДО-II,4.13.1.01.НГДО-I-РД,4.13.2.01.НГДО-II
Как подразделяются и обозначаются покрытые металлические электроды для ручной дуговой сварки сталей по допустимым пространственным положениям сварки?
?) Для всех положений - А;для вертикального сверху вниз - В;для нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх - Н.
?) Для всех положений - 1;для всех положений, кроме вертикального сверху вниз - 2;для нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх - 3;для нижнего и нижнего в лодочку - 4.
?) Для всех положений - 0;для потолочного и вертикального сверху вниз - 1;для нижнего, горизонтального на вертикальной плоскости - 2;для нижнего и нижнего в лодочку - 3.
На каком расстоянии от источников тепла с открытом огнём должны находиться баллоны с газом, устанавливаемые в помещениях?
Укажите, как часто проводится периодическая аттестация технологии сварки (наплавки), если организация-заявитель постоянно применяет технологию, прошедшую первичную производственную аттестацию в своей организации.
Какая организация может выполнять испытания контрольных сварных соединений, выполняемых при исследовательской аттестации сварочных технологий.
?) Организация, обладающая необходимым оборудованием и средствами испытаний сварных соединений, имеющая разрешение органов надзора на проведение работ по контролю качества сварных соединений.
При каком условии разрешается непосредственное соединение труб с арматурой с подготовленной в заводских условиях кромкой патрубка?
?) Толщина свариваемой кромки патрубка арматуры не превышает 2,5 толщин стенки стыкуемой с ней трубы.
?) Толщина свариваемой кромки патрубка арматуры не превышает 2,0 толщин стенки стыкуемой с ней трубы.
?) Толщина свариваемой кромки патрубка арматуры не превышает 1,5 толщин стенки стыкуемой с ней трубы.
Какой должна быть величина зазора в стыках при сборке под двухстороннюю автоматическую сварку под флюсом?
Подготовка труб и деталей к сборке и сварке стыков
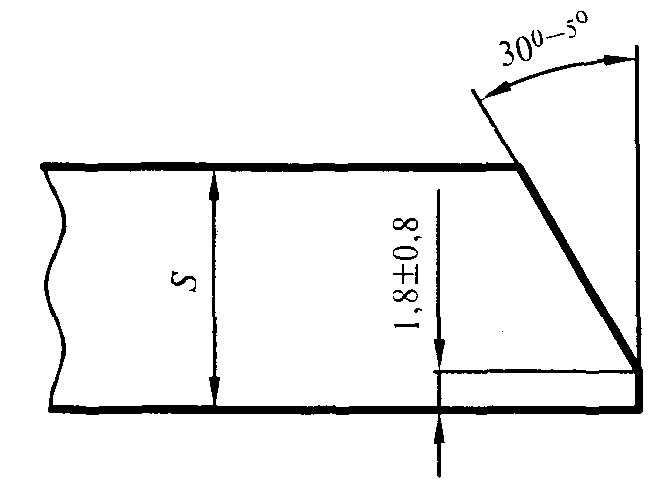
Подготовка кромок под стандартную разделку выполняется механической обработкой или газовой резкой с последующей зачисткой шлифмашинкой.
Схема обработки кромки
Перед сборкой труб необходимо:
Концы труб, имеющие трещины, надрывы, забоины, задиры фасок глубиной более 5 мм, обрезают.
При температуре воздуха ниже минус 5 °С правка концов фуб без их подогрева не рекомендуется.
Сборку стыков труб производят на инвентарных лежнях с использованием наружных или внутренних центраторов.
Допускаемое смещение кромок свариваемых фуб не должно превышать величины 0,155 + 0,5 мм, где 5 — наименьшая из толщин стенок свариваемых труб.
Сварка стыков разнотолщинных фуб или труб с соединительными деталями допускается без специальной обработки кромок при толщине стенок менее 12,5 мм (если разность толщин не превышает
2,0 мм). Сварка фуб или труб с соединительными деталями и патрубками арматуры с большей разнотолщинностью осуществляется стандартным переходом длиной не менее 250 мм.
При отсутствии стандартных переходов допускается производить на надземных и внутренних газопроводах низкого давления нахлес- точные соединения «фуба в трубе» размером */50х40, 40x32, 32x25, 25x20 мм.
Сварка нахлесточных соединений производится в соответствии с ГОСТ 16037 с выполнением следующих требований:
- просвет между трубами, соединяемыми внахлест, не более 1—2 мм и равновелик по периметру;
- величина нахлеста по длине соединяемых труб не менее 3 см;
- на конце трубы меньшего диаметра выполняется фаска вовнутрь под углом не менее 45° на всю толщину стенки трубы;
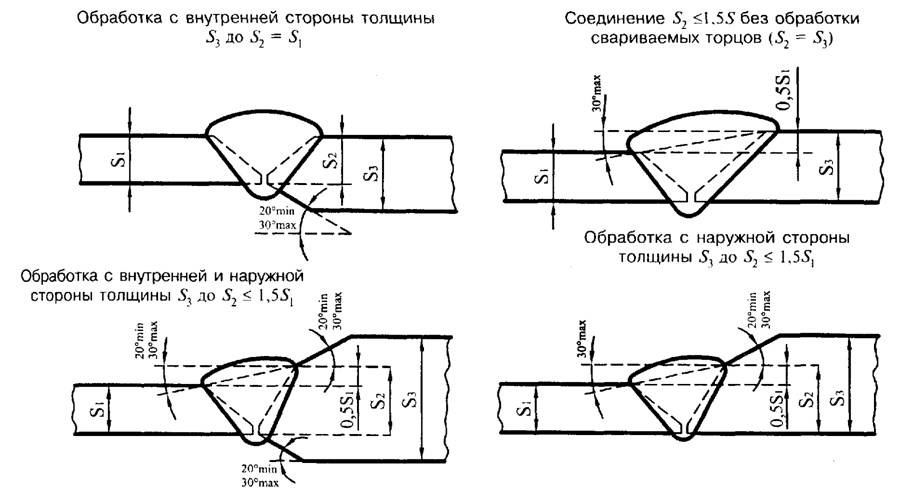
- соединение свариваемых торцов после специальной подготовки (утонения) кромок изнутри или снаружи более толстостенного элемента с толщиной стенки S3 до толщины S2 свариваемого торца, которая не превышает 1,5 толщины менее толстостенного элемента S1.
Обработка свариваемых торцов труб
Сборку под сварку труб с односторонним продольным или спиральным швом производят со смещением швов в местах стыковки труб не менее чем:
- на 15 мм — для труб диаметром до 50 мм;
- 50 мм — для труб диаметром от 50 до 100 мм;
- 100 мм — для труб диаметром свыше 100 мм.
При сборке под сварку труб, у которых швы сварены с двух сторон, допускается не производить смещение швов при условии проверки места пересечения швов физическими методами.
При закреплении труб в зафиксированном под сварку положении электродами, применяемыми для сварки корневого шва, следует выполнять равномерно расположенные по периметру стыка прихватки в количестве:
- для труб диаметром до 80 мм — 2 шт.;
- для труб диаметром свыше 80 мм до 150 мм — 3 шт.;
- для труб диаметром свыше 150 мм до 300 мм — 4 шт.;
- для труб диаметром свыше 300 мм — через каждые 250 мм.
Высота прихватки должна составлять */3 толщины стенки трубы,
но не менее 2 мм; длина прихватки 20-30 мм при диаметре стыкуемых труб более 50 мм.
При сварке на внутреннем центраторе и последующей сварке целлюлозными электродами сварщикам следует приступать непосредственно к выполнению корневого шва без прихваток. Если в процессе сборки и установки технологического зазора прихватка была произведена, она должна быть полностью вышлифована и заварена вновь при сварке корневого шва.
Перед началом выполнения сварочных работ поворотных и неповоротных стыков труб производится просушка или подогрев торцов труб и прилегающих к ним участков путем нагрева до 50 °С:
- при наличии влаги на трубах — независимо от температуры окружающего воздуха;
- при температуре окружающего воздуха ниже плюс 5 °С.
Сварочные работы на открытом воздухе во время дождя, снегопада, тумана и при ветре свыше 10 м/с можно выполнять при условии обеспечения зашиты места сварки от влаги и ветра.
Необходимость предварительного подогрева стыков определяют в зависимости от марок стали свариваемых труб, подразделяющихся на следующие группы:
- I — из спокойной (сп) и полуспокойной (пс) стали марок: Ст1, Ст2, СтЗ, Ст4 по ГОСТ 380; 08, 10, 15 и 20 по ГОСТ 1050;
- II — из кипящих (кп) сталей марок: Ст1, Ст2, СтЗ, Ст4 по ГОСТ 380;
- III — из низколегированных сталей марок: 09Г2С, 16ГС, 17ГС, 17Г1С и др. по ГОСТ 19281; марки 10Г2 по ГОСТ 4543.
Предварительный подогрев стыков производят при сварке труб с толщиной стенки от 5 до 10 мм электродами с рутиловым или целлюлозным покрытием при температуре наружного воздуха: ниже минус 20 °С — для труб I и II групп; ниже минус 10 °С — для труб III группы.
При сварке при температуре минус 10 °С подогрев труб с толщиной стенки более 10 мм обязателен. Минимальная температура подогрева должна составлять 10 °С и измеряться на расстоянии 5-10 мм от кромки трубы. Температуру предварительного подогрева контролируют контактными термометрами или термокарандашами (ТУ 6-10-1110). Место замера температуры контактными термометрами нужно предварительно зачистить металлической щеткой.
Если необходимы и просушка, и подогрев стыка, то производится только подогрев стыка. Не рекомендуется зажигать дугу с поверхности трубы. Дуга зажигается с поверхности разделки кромок или же с поверхности металла уже выполненного шва. При применении для сборки стыка наружных центраторов снимать их допускается после сварки не менее 50% стыка. При этом отдельные участки шва равномерно располагают по периметру стыка. Перед продолжением сварки корневого шва после снятия центратора все сваренные участки защищают, а концы швов прорезают шлифмашинкой. До полного завершения корневого слоя шва не рекомендуется перемещать свариваемый стык.
Для предупреждения образования дефектов между слоями сварного шва перед выполнением каждого последующего слоя поверхность предыдущего слоя очищают от шлака и брызг. Для облегчения удаления шлака рекомендуется подбирать режимы сварки, обеспечивающие вогнутую (менискообразную) форму поверхности корневого и заполняющих слоев.
Начало и конец кольцевого сварного шва отстоят от заводского шва трубы (детали, арматуры) не ближе:
- 50 мм— для диаметров менее 400 мм;
- 75 мм — для диаметров 1000 мм;
- 100 мм — для диаметров более 1000 мм.
Места начала и окончания сварки каждого слоя («замки» шва) располагают для труб диаметром 400 мм и более не ближе 100 мм от «замков» предыдущего слоя шва; для труб диаметром менее 400 мм — не ближе 50 мм.
Сварка захлестов
15.59. Сварка захлесточных стыков при ликвидации технологических разрывов может производиться в следующих условиях:
оба конца стыкуемых участков трубопровода свободны (не засыпаны землей) и имеют свободное перемещение в вертикальной и горизонтальных плоскостях;
конец одного из стыкуемых участков трубопровода имеет свободное перемещение в вертикальной и горизонтальных плоскостях, а конец 2-го защемлен (подходит к крановому узлу, соединен с патрубком запорной арматуры, засыпан землей и др.);
оба концевых участка соединяемых участков трубопровода защемлены (соединены с патрубками запорной арматуры и пр.).
В первых двух случаях замыкание трубопровода может осуществляться сваркой одного кольцевого захлесточного стыка или вваркой катушки с выполнением двух кольцевых стыков.
В третьем случае ликвидацию технологического разрыва производят путем вварки катушки с выполнением двух кольцевых стыков.
Для удобного монтажа захлеста следует оставлять незасыпанными концы стыкуемых участков трубопровода на расстоянии 20-60 м в обе стороны от места сварки захлесточного стыка (в зависимости от диаметра).
15.60. Подготовку труб к сборке захлесточного стыка рекомендуется выполнять в следующей последовательности:
торец одного из стыкуемых участков трубопровода подготавливают под сварку и укладывают на опоры высотой 50-60 см по оси трубопровода. На торце без закрепления устанавливают наружный центратор;
конец второго стыкуемого трубопровода вывешивают рядом с первой и производят разметку места реза с помощью шаблона для обеспечения перпендикулярности плоскости реза оси трубопровода;
производят механизированную газовую резку размеченного участка и последующую обработку торца механизированным абразивным инструментом;
производят сборку стыка с помощью наружного центратора. В процессе сборки совмещение осей стыкуемых участков трубопровода производят краном-трубоукладчиком; при этом высота подъема обрезанного участка не должна превышать 1,5 м на расстоянии 50-60 м от торца;
в процессе сборки устанавливают зазор в стыке, регламентированный технологической картой. Для фиксации сборочного зазора допускается установка прихваток;
для повышения качества сборки рекомендуется собирать стык с зазором, на 0,5-1 мм меньшим рекомендуемого технологической картой, с последующим сквозным калиброванным пропилом зазора абразивным кругом толщиной 2,5-3,0 мм;
в случае необходимости в процессе сборки допускаются перемещения в горизонтальной и вертикальной плоскостях торцами обоих стыкуемых трубопроводов.
15.61. Подготовку труб к сборке при вварке катушки рекомендуется выполнять в следующей последовательности:
соединяемые концы труб обрезают и подготавливают под сварку в соответствии с требованиями, изложенными в настоящем разделе;
изготавливают катушку требуемой длины из трубы такой же толщины, диаметра и марки стали, что и соединяемые трубы;
Как необходимо обработать участки корневого шва после снятия центратора перед продолжением сварки
Для удобного монтажа захлеста следует оставлять незасыпанными концы стыкуемых участков трубопровода на расстоянии 20 - 60 м в обе стороны от места сварки захлесточного стыка (в зависимости от диаметра).
торец одного из стыкуемых участков трубопровода подготавливают под сварку и укладывают на опоры высотой 50 - 60 см по оси трубопровода. На торце без закрепления устанавливают наружный центратор;
производят сборку стыка с помощью наружного центратора. В процессе сборки совмещение осей стыкуемых участков трубопровода производят краном-трубоукладчиком; при этом высота подъема обрезанного участка не должна превышать 1,5 м на расстоянии 50 - 60 м от торца;
для повышения качества сборки рекомендуется собирать стык с зазором, на 0,5 - 1 мм меньшим рекомендуемого технологической картой, с последующим сквозным калиброванным пропилом зазора абразивным кругом толщиной 2,5 - 3,0 мм;
Список вопросов базы знаний
4.03.1.01.НГДО-I-РД Нефтегазодобывающее оборудование 3.Промысловые и магистральные газопроводы и конденсатопроводы; трубопроводы для транспортировки товарной продукции, импульсного, топливного и пускового газа
?) Имеется непровар в корне шва стыка труб диаметром свыше 1000 мм выполненного с внутренней подваркой.
На какую величину допускается наружное смещение кромок при сборке труб с одинаковой нормативной толщиной стенки, при дуговых методах сварки?
При какой максимальной разностенности допускается выполнять непосредственную сборку и сварку труб или труб с деталями магистральных трубопроводов, при условии специальной подготовки более толстостенной детали?
При каком условии допускается непосредственное соединение разнотолщинных труб или труб с деталями, если толщина более толстостенной трубы (детали) 12 мм и менее?
При каком условии допускается непосредственное соединение разнотолщинных труб или труб с деталями, если толщина более толстостенной трубы (детали) более 12 мм?
Какой должна быть минимальная длина переходников или вставок промежуточной толщины, ввариваемых между разнотолщинными элементами независимо от диаметра?
Какой угол скоса на более толстостенном элементе делается при сборке под сварку разнотолщинных элементов магистрального трубопровода путем утонения свариваемой кромки?
Каким способом может наноситься клеймо сварщика или бригады сварщиковпри сварке труб с нормативным временным сопротивлением разрыву до 539 МПа?
Каким способом может наноситься клеймо сварщика или бригады сварщиков при сварке труб с нормативным временным сопротивлением разрыву 539 МПа и более?
При какой скорости ветра запрещается производить сварочные работы на монтаже магистральных трубопроводах без инвентарных укрытий?
Укажите требования к хранению сварочных электродов с покрытием основного вида в течение рабочей смены после прокалки, если их предполагают использовать для сварки газопроводов.
Можно ли смешивать газы в баллонах и емкостях, в которых они поставляются, если затем эта смесь газов используется для сварки газопроводов?
?) По результатам дополнительного ультразвукового контроля концы труб с расслоением подлежат зачистке механическим способом до устранения расслоений.
?) По результатам дополнительного ультразвукового контроля концы труб с расслоением подлежат вырезке.
?) В местах, пораженных коррозией, толщина стенки труб не должна выходить за пределы минусовых допусков, установленных ТУ на поставку.
?) В местах, пораженных коррозией, толщина стенки труб не должна уменьшаться на величину более 0,5% толщины.
Каким образом проводится контроль толщины стенок труб после проведения зачисток на их поверхности царапин, рисок, задиров?
Каким образом исправляются вмятины, имеющие рванины, на поверхности труб, используемых для изготовления газопроводов?
?) Сначала рванины выбираются механическим способом и после контроля полноты выборки завариваются ручной дуговой сваркой, а затем проводится исправление вмятин.
Какие дефекты кромок труб, используемых для изготовления газопроводов, допускается ремонтировать сваркой?
Каким образом следует проводить контроль температуры предварительного и/или сопутствующего подогрева при сварке газопроводов?
?) Контроль следует выполнять перед началом сварки на расстоянии 15мм от торца трубы и в пределах 15-25 мм не менее, чем в четырех точках по периметру трубы контактными термопарами.
?) Контроль следует выполнять перед началом сварки на расстоянии 15мм от торца трубы и в пределах 60-75 мм не менее, чем в трех точках по периметру трубы контактными термопарами или термокарандашами.
?) Контроль следует выполнять перед началом сварки на расстоянии 50мм от торца трубы и в пределах 100-175 мм не менее, чем в двух точках по периметру трубы контактными термопарами или термокарандашами.
Можно ли выполнять приварку временных технологических креплений (планок, скоб) к телу трубы при изготовлении газопроводов?
Читайте также: