Как рассчитать сварочный трансформатор
Обновлено: 02.07.2024
Соединение металлических деталей электрической дугой известно уже более 120 лет, но немногие знают все тонкости этого процесса, что очень важно для того, чтобы сделать расчет сварочного трансформатора для простейшего аппарата и полуавтомата.
1 На чем базируется расчет сварочного трансформатора?
Прежде, чем разбираться в формулах, давайте рассмотрим принцип действия простейшего аппарата для дуговой сварки. Основой такого агрегата является понижающий трансформатор, позволяющий изменить входящее напряжение, соответствующее в быту 220 В, на более низкое, до 60 В для так называемого холостого хода или, иначе, состояния покоя. То, какие виды электродов можно будет использовать с устройством, зависит от силы тока, которая должна быть в пределах 120-130 А для наиболее популярного трехмиллиметрового диаметра расходного материала.
И вот здесь как раз требуются расчеты, поскольку, если стержень электрода плавится при определенной силе тока, значит, она будет в той же степени нагревать и сердечник трансформатора, а также проволоку обмотки. Следовательно, для того, чтобы узнать оптимальную мощность трансформатора, нам нужно сначала вычислить рабочее напряжение, ориентируясь на рабочую силу тока. Для этого существует формула U2 = 20 + 0,04I2, где U2 – напряжение на вторичной обмотке, а I2 – выдаваемый аппаратом максимальный сварочный ток.

Теперь вернемся к сердечнику, который не зря так называется, поскольку является сердцем трансформатора, как самого простого, так и полуавтомата. Он составляется из металлических пластин, которые способны выдержать определенную нагрузку по мощности тока. Это допустимое значение зависит от размеров сердечника и называется габаритной мощностью, которую можно найти, зная значение напряжения холостого хода. Последнее высчитывается по формуле Uхх = U2S, где S – площадь сечения провода вторичной обмотки. Зависимость этой площади от диаметра проводника определяем по формуле S = πd 2 /4, или по следующим таблицам:
Допустимые токовые нагрузки на провода с медными жилами
Допустимые токовые нагрузки на провода с алюминиевыми жилами
2 Расчет для сварочного трансформатора по формулам и онлайн
Итак, у нас есть все необходимые параметры для того, чтобы вычислить габаритную мощность сердечника. Далее работаем по формуле Pгаб = UххI2cos(φ)/η, где φ – угол смещения фаз между напряжением и током (можно принять величину 0.8), а η – КПД (принимаем 0.7). Остается найти допустимую мощность, которую выдержит аппарат при длительной работе. При этом учитываем, что коэффициент продолжительности работы (обозначим его ПР) составляет около 20 % от времени подключения трансформатора к сети.
Поэтому считаем следующим образом: Pдл = U2I2(ПР/100) 0.5 0.001, или, иначе Pдл = U2I2(20/100) 0.5 0.001, что соответствует Pдл = U2I20.00045. В целом продолжительность работы и сила сварочного тока практически не связаны. В большей степени на время дугового режима влияет сечение проволоки обмотки и качество изоляции, а также то, насколько плотно и, главное, ровно, уложены витки. Следовательно, теперь мы можем узнать электродвижущую силу одного витка в вольтах, используя формулу E = Pдл0.095 + 0.55.
Далее, получив результат эмпирической зависимости по последней формуле, высчитываем оптимальное количество витков для обмотки, как первичной, так и вторичной. Для той и другой используем две формулы, соответственно N1 = U1/E, где U1 – входящее напряжение сети, а N2 = U2/E. Сила сварочного тока регулируется увеличением или уменьшением расстояния между первичной и вторичной обмотками: чем оно больше, тем ниже мощность на выходе. Тем, кто делает приведенный расчет с целью самостоятельной сборки трансформатора, а не для приобретения готового сварочного полуавтомата, понадобится еще и вычисление габаритов сердечника.

Исходя из значения ширины пластины, выясняем толщину пакета пластин плеча, для чего используем формулу b = ap1, а затем и ширину окна магнитопровода c = b/p2, где p2 имеет диапазон значений 1–1.2 (рекомендуется максимальное). К слову, если уж мы взялись измерять габариты, вспомним про коэффициент заполнения стали, который обозначает промежутки между пластинами. С учетом этого показателя площадь сечения сердечника будет несколько иной, поэтому назовем ее измеряемой величиной и определим заново. Формула для этого потребуется следующая: Sиз = S/kc. В большинстве случаев эти расчеты не нужны при наличии онлайн-калькулятора.
3 Как сделать расчет самодельного тороидального сварочного трансформатора?
По сути, тор – это объемное геометрическое тело, хотя в математике бытует понятие "поверхность". То есть это даже не фигура, а замкнутая поверхность, имеющая одну общую для любой размещенной на ней точки сторону. Но, если не вдаваться в дебри терминологии, тор – это бублик, или окружность, вращающаяся вокруг некой не пересекающей ее оси, с которой располагается в одной плоскости. Именно в форме такого бублика может быть выполнен трансформатор-тороид.
Основная его характеристика – высокий КПД при небольших, в сравнении с другими типами сердечников, размерах. Что и является основополагающим критерием для предпочтения данной формы самодельных трансформаторов. Основное отличие тороидального трансформатора от прочих – прокладка только межобмоточной изоляции наряду с внешней. Межслоевая не делается по той простой причине, что витки провода, проходя сквозь отверстие тора, создают дополнительную толщину внутреннего диаметра, что исключает использование лишних слоев изоляции.

Именно это значительно усложняет сборку тороида, и потому он редко устанавливается в корпусе полуавтомата, где чаще можно увидеть стержневые сердечники. Чтобы не возникали пробивания, применяются провода с повышенной прочностью изоляционного покрова. В качестве прокладки можно взять лавсан или ленту ФУМ (фторопластовую).
Для определения габаритной мощности сердечника, выполненного в виде тора, нам достаточно узнать две площади: окна и сечения.
Первую вычисляем по формуле Sокна = 3.14(d 2 /4), где d – внутренний диаметр тора. Вторая формула выглядит следующим образом: Sсеч = h((D-d)/2), здесь D – внешний диаметр "бублика". Далее остается только рассчитать габаритную мощность трансформатора, для чего используем простейший способ умножения двух получившихся ранее результатов. Иными словами, Pгаб[Вт] = Sокна[кв.см] * Sсеч[кв.см]. Дальнейшие вычисления ориентируем согласно таблице:
| Pгаб | ω1 | ω2 | ∆ (А/мм 2 ) | η |
| До 10 | 41/S | 38/S | 4.5 | 0.8 |
| 10-30 | 36/S | 32/S | 4 | 0.9 |
| 30-50 | 33.3/S | 29/S | 3.5 | 0.92 |
| 50-120 | 32/S | 28/S | 3 | 0.95 |
Здесь Pгаб – габаритная мощность трансформатора, ω1 – число витков на вольт (для стали Э310, Э320, Э330), ω2 – число витков на вольт (для стали Э340, Э350, Э360), ∆–допустимая плотность тока в обмотках, ŋ – КПД трансформатора.
Определив количество витков на каждый вольт для сердечника из той или иной стали, можем узнать, сколько витков всего нужно будет выполнить при изготовлении трансформатора. Для этого используются две формулы, для первичной и вторичной обмотки соответственно: N1 = ω1U1 и N2 = ω2U2. Далее следует учесть некоторое падение напряжения, возникающее из-за небольшого сопротивления в обмотках, которое, впрочем, в тороиде довольно незначительное.
Для этого увеличиваем количество витков вторичной обмотки на 3 % (в других типах сердечников понадобилось бы больше): N2_компенс = 1.03N2. Для того чтобы узнать диаметр проволоки, используем формулу для первой обмотки d1 = 1.13(I1/∆) 0.5 и для второй: d2 = 1.13(I2/∆) 0.5 . При этом результаты округляем в большую сторону и выбираем ближайшие доступные провода.
Расчет сварочного трансформатора для самостоятельной сборки
Как сделать сварочный трансформатор своими руками. Как рассчитать, намотка. Самодельный аппарат дуговой или контактной сварки
Если у вас есть необходимый слесарный и электромонтажный инструмент (ниже мы о нём подробно расскажем), и вы имеете соответствующие профессиональные навыки, то вполне сможете изготовить сварочный трансформатор своими руками.
Расходы у вас, конечно, будут, но несравненно меньшие по сравнению с затратами на приобретение гаджета заводского изготовления. Зато, сколько вы получите удовольствия в процессе любимой работы по созданию самоделки. А восторг, в момент успешного начала электросварки, вообще, ни с чем ни сравним!
Мы в статье дадим вам массу полезных советов по выбору, расчёту и изготовлению сварочного трансформатора (далее – СТ), чем поможем оптимизировать расходы и сберечь бюджет.
[note]Правильно изготовленный своими руками аппарат — ни чем не хуже заводского.[/note]

В статье будет рассказано про два типа сварочных трансформаторов. Для сварок:
Сварочный трансформатор своими руками: что нам понадобится
Ассортимент инструмента и оборудования для изготовления и сборки обоих типов СТ идентичен. Нам потребуется следующее:
- индикатор электрического напряжения. Для контроля отсутствия последнего на электрических контактах, и обеспечения, тем самым, безопасности при выполнении электромонтажных работ;
- УШМ (она же «болгарка», «вжик-машинка» и т. п.) с набором дисков (отрезных, шлифовальных и т. п.);
- электродрель с набором свёрл по металлу и керном;
- тестер или вольтметр переменного тока с пределом измерений 400 В;
- любая «чертилка». Применяется при разметке по металлу;
- слесарные струбцины. Для фиксации деталей при разметке «по месту»;
- набор электрослесарного инструмента. Конкретный состав набора зависит от материалов, которые будут применяться при изготовлении СТ. В общем случае он таков:
- укомплектованный электропаяльник. Пайку будем выполнять припоем ПОС-40;
- отвёртки (разного размера с прямым и крестообразным шлицом);
- ключи:
- гаечные;
- накидные;
- торцевые;
[tip]Все работы удобнее выполнять на слесарном верстаке с электроизоляционным покрытием, оборудованном слесарными тисками.[/tip]
Для изготовления СТ необходимы комплектующие и материалы, отличающиеся между собой в зависимости от типа трансформатора. В общем случае необходимо следующее:
- защитный кожух. Должен обеспечивать:
- защиту от поражения электрическим током;
- исключать возможность попадания каких-либо предметов во внутрь гаджета;
[important]Важно: изоляционную ленту «ПХВ» применять нельзя, т. к. при нагревании она разрушается.[/important]
Самодельный сварочный трансформатор для дуговой сварки
[tip]Рекомендация: ознакомьтесь с материалом «Сварочный трансформатор: устройство и принцип действия«[/tip]
Прежде чем приступать к дальнейшей работе по изготовлению СТ, следует решить: что именно вы будете создавать. Вам необходимо:
- выбрать конструкцию и электрическую принципиальную схему будущего устройства;
- произвести электрический и, при необходимости, конструктивный расчёт его параметров.
Только после этого следует подбирать необходимую комплектацию, материалы и готовить, при необходимости,специальный инструмент.
Как рассчитать сварочный трансформатор. Схема
Вопрос, как рассчитать сварочный трансформатор самодельный, очень специфичен, так как он не соответствуют типовым схемам и общепринятым правилам. Дело в том, что при изготовлении самоделок параметры их компонентов «подгоняются» под уже имеющиеся в наличии комплектующие (в основном — под магнитопровод). Более того, часто случается, что:
- трансформаторы собираются не из самого лучшего трансформаторного железа;
- обмотки наматываются не самым подходящим проводом и много других отрицательных факторов.
В результате, самоделки греются и «гудят» (пластины сердечника вибрируют с частотой электросети: 50 Гц), но, при этом, «делают своё дело» — сваривают металл.
По форме сердечников различают трансформаторы следующих основных типов:
![Виды сердечника. Ист. http://v277.ru/svarka/65-svarochnyj-transformator.]()
Пояснения к рисунку:
[note]Трансформаторы стержневого типа, по сравнению с трансформаторами броневого типа, допускают большие плотности токов в обмотках. Благодаря этому они имеют более высокий КПД, но и трудоёмкость их изготовления значительно выше. Тем не менее, их используют чаще.[/note]
На стержневом сердечнике применяют схемы обмоток, приведённые на рисунке.
![Варианты конструкций обмоток на сердечнике стержневого типа. Ист. http://strgid.ru/mozhno-li-sdelat-svarochnyi-apparat-svoimi-rukami-chto-nuzhno-dlya-togo-chtoby-pravilno-sobrat-svaro.]()
- а – сетевая обмотка на двух сторонах сердечника;
- б – соответствующая ей вторичная (сварочная) обмотка, включённая встречно-параллельно;
- в – сетевая обмотка на одной стороне сердечника;
- г – соответствующая ей вторичная обмотка, включенная последовательно.
Для примера выполним расчёт СТ собранного по схеме «в» — «г». Его вторичная обмотка состоит из двух равных частей (половинок). Они расположены на противоположных плечах магнитопровода, а между собой соединены последовательно. Расчёты заключаются в определении теоретических и выборе действительных размеров магнитопровода.
Определяемся с мощностью СТ (по величине тока во вторичной обмотке) из следующих соображений. Для электросварки в быту чаще всего используются покрытые электроды Ø, мм: 2, 3, 4. Выбираем «золотую середину» для самых ходовых — 120…130 А. Мощность СТ определяется по формуле:
P = Uх.х. × Iсв. × cos(φ) / η, где:
- Uх.х. — напряжение холостого хода;
- Iсв. — ток сварки;
- φ — угол сдвига фаз между напряжением и током. Принимаем: cos(φ) = 0,8;
- η — КПД. Для самодельных СТ: КПД = 0,7.
[tip]Если произвести расчет магнитопровода по справочнику, то его сечение для выбранного тока равно 28 кв.см. На практике, сечение магнитопровода для той же мощности может варьироваться в пределах: 25…60 кв.см.[/tip]
Для каждого сечения необходимо определить (по справочнику) количество витков первичной обмотки для обеспечения на выходе заданной мощности. Мы лишь заметим, что чем больше площадь сечения магнитопровода (S), тем меньше понадобится витков обеих катушек. Это существенный момент, т. к. большое количество витков может не поместиться в «окно» магнитопровода.
Возможно использование магнитопровода старого трансформатора (например, от микроволновой печки, конечно, после некоторой его реконструкции – замены вторичной обмотки).
![Старый трансформатор. Ист. http://strgid.ru/mozhno-li-sdelat-svarochnyi-apparat-svoimi-rukami-chto-nuzhno-dlya-togo-chtoby-pravilno-sobrat-svaro.]()
Если у вас нет старого трансформатора, то следует прибрести трансформаторное железо, из которого вы иизготовите сердечник СТ.
![Железо для магнитопровода. Ист. http://strgid.ru/mozhno-li-sdelat-svarochnyi-apparat-svoimi-rukami-chto-nuzhno-dlya-togo-chtoby-pravilno-sobrat-svaro.]()
- а – пластины Г-образной формы;
- б – пластины П-образной формы;
- в – пластины из полос трансформаторной стали;
- c и d – размеры «окна», см;
- S = a х b – площадь поперечного сечения сердечника (ярма), кв.см.
[help]Если правильно рассчитать магнитопровод, то обмотки СТ не будут греться, а сам сварочник будет надежно работать.[/help]
Расчёт количества витков первичных обмоток при напряжении питания сети 220…240 В, выбранных нами токах сварки и параметрах магнитопровода можно произвести по следующим формулам:
N1 = 7440 × U1/(Sиз × I2). Для обмоток на одном плече (по половине обмотки друг на друге, соединённые последовательно);
N1 = 4960 × U1/(Sиз × I2). Обмотки разнесены на разные плечи.Условные обозначения в обеих формулах:
- U1 – напряжение источника питания;
- N1 — количество витков первичной обмотки;
- Sиз — сечение магнитопровода (кв.см);
- I2 — заданный сварочный ток вторичной обмотки (А).
Выходное напряжение вторичной обмотки СТ в режиме холостого хода у самодельных сварочных трансформаторов находится, как правило, в пределах 45…50В. По следующей формуле можно определить её количество витков:
U1/U2 = N1/N2.Для удобства подбора силы сварочного тока, на обмотках делают отводы.
Намотка сварочного трансформатора и монтаж
Для первичной обмотки трансформатора применяется специальный термостойкий медный провод, имеющий хлопчатобумажную или стеклотканевую изоляцию.
[warning]Внимание: категорически не рекомендуем для намотки сварочного трансформатора использовать провода с резиновой изоляцией.[/warning]
С учётом выбранной выше мощности, электрический ток в первичной обмотке может достигать 25 А. Исходя из этих соображений, первичную обмотку СТ следует наматывать проводом, имеющим сечение ≥ 5…6 кв.мм. Это, кроме всего прочего, существенно увеличит надежность СТ.
Вторичная обмотка выполняется медной проволокой, сечение которой: 30…35 кв.мм. Особое внимание следует уделить выбору изоляции провода вторичной обмотки, так как по ней протекает большой сварочный ток. Она должна быть очень надёжной — особое внимание следует уделить теплостойкости.
При монтаже обмоток обратите внимание на следующее:
- намотка производится в одном направлении;
- между рядами обмоток прокладывается изолирующий слой дополнительной изоляции (рекомендуем – хлопчатобумажной).
Собранный СТ следует поместить в защитный кожух с отверстиями для вентиляции.
Видео
Посмотрите, как была реализована задача сборки аппарата:
Контактная сварка своими руками из сварочного трансформатора
Контактная сварка создаёт сварное соединение деталей за счет следующих одновременных воздействий на них:
- нагрев области их соприкосновения проходящим через него электрическим током;
- к зоне соединения прикладывается сжимающее усилие.
Существует три вида контактной сварки:
Мы расскажем про самодельный СТ для наиболее популярной: точечной контактной сварки (для двух других требуется очень сложное оборудование).
![Точечная контактная сварка. Ист. http://moyasvarka.ru/process/kak-sdelat-kontaktnuyu-svarku-svoimi-rukami.html.]()
Пояснения к рисунку:
1 – электроды, подводящие сварочный ток с свариваемым изделиям;
2 – свариваемые изделия с нахлёсточным соединением;
3 – сварочный трансформатор.Для осуществления контактной сварки, в зависимости от толщины и теплопроводности материалов свариваемых деталей, выбираются следующие значения её основных параметров:
- электрическое напряжение в силовой (сварочной цепи), В: 1…10;
- величина сварочного тока (амплитуда сварочного импульса), А: ≥ 1000;
- время нагрева (прохождения импульса сварочного тока), сек: 0,01…3,0;
Кроме того, должны быть обеспечены:
- незначительная зона расплавления;
- значительное сжимающее усилие, прилагаемое к месту сварки.
Схема и расчёт
Расчет СТ контактной сварки выполняется по тому же алгоритму, что и для дуговой (смотри выше). При выборе данных из справочника (сила тока и напряжение вторичной обмотки для точечной сварки выбранной марки металла заданной толщины), следует учитывать, что сила тока вторичной обмотки для таких трансформаторов порядка 1000…5000 А. Вторичная обмотка рассчитана, как правило, на единицы вольт и представляет собой всего несколько витков (бывает, что, один) толстого провода. Поэтому, для регулировки сварочного тока рекомендуется следующая схема первичной обмотки трансформатора.
![Схема обмоток трансформатора для контактной сварки. Ист. http://tutmet.ru/kontaktnaja-svarka-svoimi-rukami-shema-video.html.]()
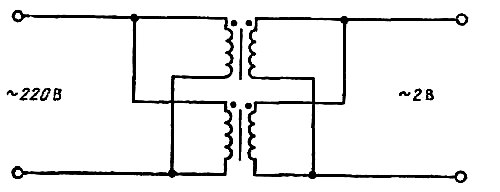
Очень часто, в процессе эксплуатации самоделок, выясняется, что не хватает мощности СТ. В этом случае возможно подключение второго трансформатора в соответствии с предлагаемой схемой.
![Схема соединения двух трансформаторов точечной сварки. Ист. http://tool-land.rusamodelnaya-tochechnaya-svarka.php.]()
Намотка и монтаж
Эти операции выполняются по тем же основным правилам и с соблюдением требований, что и для СТ дуговой сварки. С особой тщательность следует закрепить витки вторичной обмотки. Для этого можно использовать её выводы, пропустив их в термостойком изоляторе.
В качестве электродов применяются медные стержни.
![Электрод для точечной сварки в зажиме. Ист. http://tool-land.rusamodelnaya-tochechnaya-svarka.php.]()
[help]Следует учитывать, что чем больше будет диаметр электрода, тем лучше. Ни в коем случае не допустимо, чтобы диаметр электрода был меньше диаметра провода. Для маломощных СТ возможно использовать жала от мощных паяльников.
В процессе эксплуатации следите за состоянием расходных материалов: электроды необходимо периодически подтачивать — иначе они теряют форму. Со временем они стачиваются полностью и требуют замены.[/help]
Вот вариант точечного сварочника из микроволновки:
Рекомендации по эксплуатации
При выполнении сварочных работ необходимо выполнять требования по обеспечению безопасности труда:
- ;
- на сварщике должна быть специальная одежда;
- голова должна быть защищена маской сварщика (очень популярны маски «Хамелеон», оснащённые самозатемняющимся светофильтром) и т. п.
[important]При эксплуатации сварочного аппарата контактной сварки следует выполнять следующие дополнительные требования:
- сварщику необходимо стоять на резиновом коврике;
- на руках рабочего должны быть резиновые перчатки;
- сварочная маска не обязательна, но на лице должны быть защитные очки.[/important]
Выводы
Мы дали вам достаточно информации для того, чтобы сделать самодельный сварочный трансформатор:
Но, не смотря на это, рекомендуем «взвесить свои силы» и «крепко» подумать: а не лучше ли приобрести сварочник заводского изготовления? А может быть даже и более современный и удобный инвертор (смотрите плюсы и минусы, что лучше транформаторный или инверторный сварочник).
Другие материалы по трансформаторным сварочным аппаратам смотрите в соответствующем разделе.[/help]
Расчет трансформатора для сварочного полуавтомата, сварочного аппарата.
На самом деле ни чего сложного здесь нет. Этот расчет относится как к простым (П и Ш образным) так и к тороидальным трансформаторам.
Для начала определим габаритную мощность будущего сварочного трансформатора:
![Габаритная мощность трансформатора]()
Подставляя нужные значения упрощаем формулу, она будет иметь вид:
P габаритн = 1.9*Sc*So для торов (ОЛ).
P габаритн = 1.7*Sc*So для ПЛ,ШЛ.
P габаритн = 1.5*Sc*So для П,Ш.
Например у нас ОЛ сердечник (тор).
Площадь сердечника Sс = 45 см.кв.
Площадь окна сердечника So = 80 см.кв.
Формула для тора (ОЛ):
P габаритн = 1.9*Sc*So
P = 1.9*45*80 = 6840 ватт.
Далее нужно рассчитать количество витков для первичной и вторичной обмотки. Для этого сначала рассчитаем необходимое количество витков на 1 вольт.
Для этого используем формулу:
K = 50/S
Так как у нас ОЛ сердечник (тор), примем коэффициент равный 35.
К = 35/45 = 0.77 витка на 1 вольт.
Далее рассчитываем сколько нужно витков для первичной и вторичной обмоток.
Здесь у нас два пути расчета:
- если нам нужен трансформатор с единой первичной обмоткой, то есть мы не собираемся регулировать ток по первичной обмотке ступенями.
- если мы собираемся регулировать ток по первичной обмотке и нам нужно рассчитать ступени регулирования.
Регулировка ступенями по вторичной обмотке трансформатора экономически не выгодна, требует дорогостоящих коммутирующих элементов, также требует увеличение длины провода вторичной обмотки, тем самым утяжеляя конструкцию и поэтому здесь не рассматривается.
1. Рассчитаем количество витков для первичной и вторичной обмотки в варианте без регулирования по первичной обмотке ступенями.
Рассчитаем количество витков первичной обмотки по формуле:
W1 = U1*K
W1 = 220*0.77 = 170 витков.
Примем максимальное напряжение вторичной обмотки равным U2 = 35 вольт
Рассчитаем количество витков вторичной обмотки по формуле:
W2 = U2*K
W2=35*0.77=27 витков
Далее рассчитываем площадь сечения провода первичной и вторичной обмоток. Для этого нам нужно знать, какой максимальный ток течет в данной обмотке.
Для этого мы воспользуемся формулой:
Для первичной обмотки.
I первич_max = P габаритн/U первич
I первич_max = 6840/220 = 31 А
Для вторичной обмотки:
Сразу хочу сказать, что я не теоретик, но попытаюсь объяснить формирование величины сварочного тока в трансформаторе, как понимаю это я.
Напряжение дуги для сварки проволокой в среде углекислого газа равно:
Uд = 14+0.05*Iсв
Выводим формулу тока вторички при конкретном напряжении дуги:
Iсв = (Uд - 14)/0.05
Далее рассчитаем для полуавтомата.
1. Принимаем напряжение дуги 25 вольт, получаем требуемую мощность трансформатора:
Iвторич = (25-14)/0.05 = 220 ампер
220*25 = 5500 вт.. Но у нас габаритная мощность трансформатора больше.
2. Принимаем напряжение дуги равным 26 вольт, получаем требуемую мощность трансформатора:
Iвторич = (26-14)/0.05 = 240 ампер
240*26 = 6240 вт. Почти рядом.
3. Принимаем напряжение дуги равным 27 вольт, получаем требуемую мощность трансформатора:
Iвторич = (27-14)/0.05 = 260 ампер.
260*27 = 7020вт. Требуемая габаритная мощность выше чем имеющаяся, это говорит о том, что при данном напряжении дуги не будет тока 260 ампер, так как не хватает габаритной мощности трансформатора.
Из выше перечислительных расчетов, можно сделать вывод, что при напряжении дуги в 26 вольт обеспечивается максимальный ток в 240 ампер при данной габаритной мощности трансформатора и именно этот ток вторички мы примем за максимальный:
Iвторич max = 240 ампер.
Для расчета максимального сварочного тока для сварки электродом, рассчитываем так же, только по другой формуле..
Uд = 20+0.04*Iсв
Iсв = (Uд - 20)/0.04 (считать не будем, я думаю понятно).
Из справочных материалов нам известно, что плотность тока в меди равна 5 ампер на мм.кв, в алюминии 2 ампера на мм.кв.
Исходя из этих данных можно рассчитать площадь сечения обмоток трансформатора.
Сечения проводов для продолжительной работы трансформатора ПН = 80% и выше:
Для меди:
S первич медь = 31/5 = 6.2 мм.кв
S вторичн медь = 250/5 = 50 мм.кв.
Для алюминия:
S первич алюмин = 31/2 = 16 мм.кв.
S вторичн алюмин = 250/2 = 125 мм.кв.
Итак мы имеем трансформатор с габаритной мощностью 6840 ватт. Сетевое напряжение 220 вольт. Напряжение вторичной обмотки 35 вольт.
Первичная обмотка содержит 170 витков провода площадью 6.2 мм.кв из меди или 16 мм.кв. из алюминия.
Вторичная обмотка содержит 27 витков провода площадью 50 мм.кв. из меди или 125 мм.кв. из алюминия.
Для ПН = 40% сечения первички и вторички можно уменьшить в 2 раза.
Для ПН = 20% сечения первички и вторички можно уменьшить в 3 раза.
Например ПН = 20% - это значит, что если взять за 100% 1 час работы трансформатора под нагрузкой, то 12 минут варим 48 минут отдыхаем, иначе трансформатор перегреется и перегорит (этот режим больше всего годится для не больших домашних дел). Я думаю тут понятно.
ПН - продолжительность нагрузки.
ПВ - продолжительность включения.
ПР - продолжительность работы.
Все эти термины одно и тоже, измеряются в процентах.
2. Рассчитаем количество витков для первичной и вторичной обмотки в варианте с регулированием ступенями по первичной обмотке.
Например, нам нужен трансформатор с регулированием сварочного тока 16 ступенями например используемого в этой схеме сварочного полуавтомата.
Выбираем номинальное напряжение вторичной обмотки.
Uномин = Uмакс - Uмакс*10/100
Рассчитываем, Uмакс = 35 вольт
Uномин = 35 - 35*10/100 = 32 вольт.
Рассчитаем количество витков для вторичной обмотки номинальным напряжением 32 вольт, тип сердечника ОЛ (тор).
K = 35/S
W2 =U2*K = 32*0.77 = 25 витков
Теперь рассчитаем ступени первичной обмотки.
W1_ст = (220*W2)/Uст2
Как мы рассчитали ранее количество витков обмотки W2 = 25 витков.
Мотаем первичную обмотку трансформатора до 157 витка, делаем отвод, он будет соответствовать 35 вольтам на вторичке.
Далее мотаем 4 витка до 161 витка и делаем отвод, он будет соответствовать напряжению на вторичке 34 вольт.
Далее мотаем 5 витков и делаем отвод на 166 витке, он будет соответствовать напряжению на вторичке 33 вольт и т.д. согласно выше приведенному расчету.
Заканчиваем намотку первичной обмотки на 275 витке, он будет соответствовать напряжению на вторичке 20 вольт.
В итоге у нас получился трансформатор габаритной мощностью в 6840 ватт, первичной обмоткой с 16 ступенями регулирования.
Сечение обмоток такие же, как в первом варианте расчета.
На данном этапе мы заканчиваем расчет трансформатора.
Таким образом было рассчитано много трансформаторов и они прекрасно работают в сварочных полуавтоматах и сварочных аппаратах.
Не нужно бояться форсированного режима работы трансформатора (это такой режим, когда к обмотке трансформатора рассчитанного например на 190 вольт приложено напряжение 220 вольт), трансформатор прекрасно работает в таком режиме. Имея маломощный трансформатор, можно вытянуть из него все возможности используя форсированный режим для комфортного процесса сварки с помощью сварочного полуавтомата.
Ответ на комментарий.
Как наматывать на П-образный сердечник:
Первичная обмотка.
Вариант 1. Мотаем две одинаковые обмотки (клоны) в одну сторону и соединяем их начала. Концы этих обмоток используем для подключения к сети 220 вольт.
Вариант 2. Мотаем две одинаковые обмотки (клоны) в одну сторону, делаем отводы. Замыкая эти отводы, регулируем сварочный ток. Начало этих обмоток используем для подключения к сети 220 вольт.
Вторичная обмотка.
Мотаем две одинаковые обмотки в одну сторону и соединяем их концы. Начала этих обмоток используем для сварки.
Расчет площади сердечника и площади окна сердечника Sc и So.
По этим формулам, можно рассчитать требуемые величины.
Если возникнут вопросы, задавайте их в комментариях.
Спасибо Вам большое за такое подробное описание.Все очень понятно и что немаловажно, все видно как это на практике происходит.Спасибо.
Добрый вечер, скажите как повлияет увеличение сечения провода обмоток, имеется алюминиевая шинка 8.13мм2 и 50мм2. нужно ли производить перерасчет или же увеличение сечения даст запас прочности?
Владимир
В вашем случае шинка 8.13 мм.кв будет выдерживать ток 8.13*2=16.26 ампер.
Шинка 50 мм.кв будет выдерживать ток 50*2=100 ампер.
Хотя на практике эти значения гораздо больше, то есть выдержат и токи 20 и 130 ампер соответственно. Сила тока, выдаваемая трансформатором, зависит от напряжения вторичной обмотки. Если вы будете использовать трансформатор для сварочного полуавтомата, то мощность трансформатора будет:
Р тр = 130*30 = 4000 вт. 30 - максимальное напряжение для вторичной обмотки сварочного полуавтомата и соответственно для этого нужно будет использовать сердечник площадью:
Если используется сердечник меньшего сечения, сварочный ток будет меньше , придется рассчитать по новой количество витков обоих обмоток. Увеличенные сечения проводов повлияют только на увеличение размера самих обмоток, и на массу трансформатора. Увеличенное сечение обмоток даст только запас по прочности.
Олег
Спасибо за комментарий. Мы рады, что статья является полезной.
Спасибо большое за ответ, хочу сделать полуавтомат, нашол Ваш сайт- очень всё грамотно и доходчиво написано, 5+ правда розмеры тора у меня у меня другие, но по расщетам получается все ок, были неясности с сечением, теперь всё понятно, спасибо!
что такое трансформатор сварочный
kak zdelono sto v mekrovolnofki 1.2kw a secenije sterznia transformatora tolko 21 kvadratnyj cm a okno dlia obmotok 9.6 kvadratnyj cm. chotelosby etu technologiju ispolzavat v drugich transformatorach dlia kontaknoi svarki
Здравствуйте
как сделано что в микроволновке 1.2 кВ а сечение стержня трансформатора только 21 квадратный см, а окно для обмоток 9.6 квадратный см. хотелось бы эту технологию использовать в других трансформаторах для контактной сварки.Трансформаторы в микроволновке работают в режиме полного насыщения, это означает, что ток холостого тока трансформатора будет от 4 ампер и выше. Трансформатор в таком режиме будет очень сильно греется даже на холостом ходу, не говоря уже про режим сварки. Если попытаться сделать такой трансформатор для сварки, то скорей всего он у вас быстро перегорит.
P.S. Пишите пожалуйста кириллицей.
Спасибо! Очень полезная информация.
Здравствуйте, всегда с удовольствием читаю Ваши статьи. Спасибо Вам большое за все объяснения. Хочу спросить у Вас совет. Имею возможность собрать сварочный аппарат, из трансформаторной стали набрал уже сердечник, получилось 35 кв. см. железа. Хотелось бы ,чтоб ,,тянула ,,тройку,и четверку (по необходимости) Подскажите,какое напряжение лучше рассчитать для вторичной обмотки в моем случае (50,или 40 вольт) или может какая-то другая цифра. И еще такой вопрос,как рассчитать правильно кол-во витков, чтобы знать на каком этапе сделать отводы для работы с (тройкой, и четверкой) Хочется сделать один раз, и чтоб наверняка. очень не хочется доделывать и тем более разбирать потом. Буду очень признателен за Вашу помощь. Заранее Спасибо.
Возник еще один вопрос,подскажите в моем случае коэффициент К,как правильно рассчитать,чему должен равняться коэффициент для трансформаторов 50,или 40,ведь у меня мощность получается менее 1.5 Вт.Еще раз спасибо.
Олег
Возник еще один вопрос,подскажите в моем случае коэффициент К,как правильно рассчитать,чему должен равняться коэффициент для трансформаторов 50,или 40,ведь у меня мощность получается менее 1.5 Вт.Еще раз спасибо.Олег
Здравствуйте, всегда с удовольствием читаю Ваши статьи. Спасибо Вам большое за все объяснения. Хочу спросить у Вас совет. Имею возможность собрать сварочный аппарат, из трансформаторной стали набрал уже сердечник, получилось 35 кв. см. железа. Хотелось бы ,чтоб ,,тянула ,,тройку,и четверку (по необходимости) Подскажите,какое напряжение лучше рассчитать для вторичной обмотки в моем случае (50,или 40 вольт) или может какая-то другая цифра……. И еще такой вопрос,как рассчитать правильно кол-во витков, чтобы знать на каком этапе сделать отводы для работы с (тройкой, и четверкой) Хочется сделать один раз, и чтоб наверняка…… очень не хочется доделывать и тем более разбирать потом….. Буду очень признателен за Вашу помощь. Заранее Спасибо.При площади 35 см.кв. номинальное количество витков (220 вольт) равно 282 витка.
Вторичную обмотку рассчитывайте на 50 вольт (номинальная) равна 64 витка.
Сделайте 5 ступеней регулирования. две форсированных , одна номинальная и две пассивного режима.
Первый отвод делайте от 225 витка. напряжение на вторичной будет 60 вольт.
Второй от 253 витка. напряжение на вторичной будет 55 вольт.
Третий от 282 витка напряжение 50 вольт.
Четвертый от 310 витка, напряжение 45 вольт.
Пятый (последний, дальше не мотаем) 338 виток. напряжение на вторичке 40 вольт.
Хочу заметить, что нормальная работа трансформатора будет зависеть от многих факторов, например от напряжения сети.. если будет 220 вольт, то нормально. а вот если пониженное.. например 190-200 вольт или еще меньше (такое напряжение обычно бывает в гаражных массивах или в часы повышенной нагрузки на сеть.. вечером и т.д.), то ни о какой сварке на повышенных токах не может идти речи.
P.S. При намотке трансформатора придерживайтесь правила.. ток холостого хода трансформатора должен быть в пределах от 0.2 ампер (пассивный режим) до 1.5 ампер максимум (форсированный режим).
Проверяйте ток холостого хода при намотке трансформатора, если вы попадете в эти значения тока, то считайте, что намотали правильно. Всё остальное - ток сварки, качество шва и т.п. будет зависеть только от вашего сердечника.
И еще.. варить четверкой при данной площади трансформатора, занятие сомнительное.. Варить будет (плохо), и трансформатор будет греться и греться очень сильно.. так что учтите этот момент.
Устройство и расчет сварочного трансформатора для дома и хозяйства
Расчет сварочного трансформатора выполняется по специфическим формулам. Это происходит вследствие того, что типовые схемы трансформаторов, равно как и методы расчета, нельзя использовать для сварочного инструмента. При изготовлении сварки необходимо отталкиваться от того, что имеется в наличии. Самое главное – это железо. Какое есть, такое и ставят обычно, весь расчет идет именно для конкретного магнитопровода. Конечно же, не всегда он хороший, поэтому возникают нагрев и вибрации. Хорошо, если у вас в наличии имеется железо, параметры которого очень близки к промышленному. Тогда можно смело использовать методики для расчета типовых устройств. Чтобы изготовить сварочный аппарат, потребуется знать его основные параметры и устройство.
![Схема устройства сварочного трансформатора]()
Схема устройства сварочного трансформатора.
Мощность трансформатора для сварочного аппарата
Перед тем как начинать расчет, тем более изготовление, нужно выяснить для себя то, каким должен быть сварочный ток. Так как в быту чаще всего применяют электроды, диаметр которых 3-4 мм, стоит опираться в расчетах на них. Трехмиллиметровых вполне достаточно для работы по дому и хозяйству. Даже кузовные работы в автомобиле можно проводить, не опасаясь за некачественные швы, которые может сделать сварка. Значит, если пал выбор на тройку, нужно выбирать ток около 115 А. Именно при таком токе идеально работают эти электроды. Если же вы решили использовать двойку, ток на выходе аппарата должен быть около 70 А, а для четверки – вдвое больше.
![Схема трансформатора с первичной и вторичной обмоткой]()
Схема трансформатора с первичной и вторичной обмоткой.
Учтите, что у сварочного трансформатора мощность не должна быть очень большой. Ток потребления – максимум 200 А. Да и то в таком случае будет чрезмерный нагрев не только проводов обмотки, но и кабелей питания. Следовательно, нагрузка на сеть возрастает, и электрические предохранители могут не выдерживать. Так что, если решили использовать электроды толщиной в 3 мм, отталкивайтесь от тока не более 130 А. Для того чтобы вычислить у сварочного трансформатора мощность, вам потребуется произведение тока во вторичной обмотке при воспламенении дуги, угла сдвига фаз, напряжения в режиме покоя разделить на коэффициент полезного действия. В данном случае его можно считать величиной постоянной, она равна 0,7.
Устройство трансформатора для сварки
Самое главное в сердечниках – это форма. Она может быть стержневого (П-образный) или броневого типа (Ш-образный). Если сравнивать их, то окажется, что КПД выше у первого типа устройств для сварки. Плотность намотки тоже может быть достаточно высокой. Конечно же, они чаще всего применяются для изготовления электрической сварки. У самодельного аппарата для сварки металла могут быть обмотки следующих типов:
- цилиндрические (вторичная обмотка наматывается поверх сетевой);
- дисковые (обе обмотки располагаются на некотором расстоянии друг от друга).
![Цилиндрические обмотки]()
Цилиндрические обмотки: а – однослойная, б – двухслойная, в – многослойная из круглого провода, 1 – витки из прямоугольного провода, 2 – разрезные выравнивающие кольца, 3 – бумажно-бакелитовый цилиндр, 4 – конец первого слоя обмотки, 5 – вертикальные рейки, 6 – внутренние ответвления обмотки.
Стоит подробнее рассмотреть каждый тип обмоток. Что касается цилиндрической намотки, то она имеет очень жесткие вольт-амперные характеристики. Но он не будет пригоден для применения в ручных сварочных аппаратах. Можно выйти из положения, применив в конструкции аппарата дроссели и реостаты. Но они только усложняют всю схему, что нецелесообразно в большей части случаев.
При использовании дискового типа намотки сетевая отдалена на некоторое расстояние от вторичной. Большая часть возникающего в устройстве магнитного потока (а если точнее, то он возникает в сетевой обмотке) никак не может быть связана (даже индуктивно) с вторичной обмоткой. Такой тип намотки лучше всего использовать в тех случаях, когда имеется необходимость в частой регулировке тока сварки. Внешняя характеристика у таких устройств имеется в необходимом количестве. А от расположения сетевой обмотки относительно вторичной напрямую зависит индуктивность рассеяния сварочного трансформатора. Но она еще зависит и от типа магнитопровода, даже от того, есть ли рядом со сварочным аппаратом металлические предметы. Вычислить точное значение индуктивности не представляется возможным. При расчете применяются приблизительные вычисления.
Ток, необходимый для работы сварки, регулируется путем изменения зазора между первичной и вторичной обмотками. Их, конечно же, следует делать так, чтобы можно было без труда перемещать по магнитопроводу. Вот только в условиях домашнего изготовления такое сделать довольно сложно, но можно сделать определенное число фиксированных значений тока сварки. При использовании сварки в дальнейшем, если потребуется немного уменьшить ток, нужно укладывать кольцами кабель. Учтите только, что он от этого будет греться.
![Обмотки трансформатора разнесенные на разные плечи]()
Обмотки трансформатора разнесенные на разные плечи: 1 – первичная, 2 – вторичная.
Очень сильное рассеивание будет у сварочных аппаратов, которые оборудованы сердечниками П-образной формы. Причем у них сетевая обмотка обязательно должна располагаться на одном плече, а вторичная – на втором. Это вследствие того, что расстояние от одной обмотки до другой достаточно большое. Основной показатель сварочного трансформатора – это коэффициент трансформации. Он может быть вычислен путем деления числа витков вторичной обмотки на число витков первичной. Такое же значение вы получите, разделив выходной ток или напряжение на соответствующую входную характеристику (ток или напряжение).
Стандартный расчет сварочного трансформатора
Следующая методика применяется исключительно при проведении расчетов преобразующих устройств с использованием магнитопроводов только лишь П-образной формы. Обе обмотки намотаны на одинаковых каркасах, располагаются на разных плечах. Следует учитывать, что необходимо половины обеих обмоток соединять последовательно между собой. Например, производится расчет преобразователя для работы с электродами 4 мм. Для этого необходим ток во вторичной обмотке примерно 160 А. Напряжение на выходе должно составить 50 В. В это же время сетевое (питающее) напряжение принимать следует 220 или 240 В. Пусть продолжительность работы будет 20%.
Для расчета необходимо вводить параметр мощности, учитывающий продолжительность работы. Эта мощность будет равна: Рдл = I2 x U2 x (ПР/100)1/2 х 0,001.
Для параметров сварочного аппарата, которые были взяты за отправную точку, значение мощности равно 3,58 кВт. Теперь необходимо вычислить число витков обмоток. Для этого: E = 0,55 + 0,095 × Pдл.
![Расположение обмоток на стержнях в трансформаторах]()
Расположение обмоток на стержнях в трансформаторах: 1 — стержень, 2 — обмотка ВН, 3 – обмотка НН, 4,5- группы катушек.
В этой формуле Е – это электродвижущая сила одного витка. Для рассчитываемого устройства это значение будет равно 0,89 Вольт/виток. То есть с каждого витка преобразователя можно снять 0,89 В. Следовательно, отношение 220/0,89 – это число витков первичной обмотки. А отношение 50/0,89 – это число витков вторичной обмотки сварочного трансформатора.
В первичной обмотке будет ток, равный отношению произведения тока вторичной обмотки и коэффициента k=1,1 к коэффициенту трансформации. В примере получится ток, равный 40 А. Для определения сечения сердечника сварочного трансформатора нужно использовать формулу: S = U2 × 10000/(4.44×f×N2×Bm).
Для расчета в примере площадь будет равна 27 см². При этом f принимается равным 50 Герц, а Bm – это индукция поля (магнитного) в сердечнике устройства. Ее значение принимается равным 1,5 Тесла.
Для сварочного трансформатора, который будет работать с электродами толщиной в 4 мм, получены такие характеристики, как:
![Типы магнитных сердечников]()
Типы магнитных сердечников: а – броневой, б – стержневой.
- ток сварки – 160 А;
- площадь сечения сердечника – 28,5 см²;
- первичная обмотка содержит 250 витков.
Но данные характеристики справедливы для сварочного трансформатора. Только при изготовлении его использовалась схема, в которой применено увеличенное значение магнитного рассеивания. Воспроизвести в домашних условиях такое устройство вряд ли получится, поэтому окажется проще изготовить трансформатор с намоткой вторичной обмотки непосредственно поверх сетевой. Даже если принять во внимание условие того, что неизбежны применение дросселей, ухудшение характеристик, то магнитный поток такого нехитрого устройства будет сконцентрирован в определенной точке и вокруг нее. А вся энергия в ней способна передаваться рационально.
Простой расчет трансформатора для сварки
Стандартные методы расчета трансформаторов неприемлемы в большинстве случаев, так как применяется и железо нестандартных форм, и провод с неизвестным сечением, вычисленным приблизительно. При расчете были получены такие характеристики сварочного трансформатора, как площадь сечения магнитопровода и количество витков. Стоит заметить, что при увеличении площади сечения вдвое характеристики самого трансформатора не ухудшатся. Придется только изменить число витков первичной обмотки, чтобы добиться требуемой мощности.
Чем больше у магнитопровода сечение, тем меньше витков придется наматывать. Используйте такое качество, если испытываете затруднения с обмоточным проводом. Для расчета числа витков первичной обмотки можно воспользоваться простыми формулами:
![Зависимости тока в первичной обмотке трансформатора от питающего напряжения]()
Зависимости тока в первичной обмотке трансформатора от питающего напряжения, в режиме холостого хода.
Первая применяется при расчете сварочных аппаратов, у которых обе обмотки располагаются на одном и том же плече. Для разнесенных обмоток применяться должна вторая формула. В этих формулах Sиз – это сечение магнитопровода, измеренное перед проведением расчетов. Учтите, что при разнесении обмоток на разные плечи вы не получите на выходе сварочного аппарата ток свыше 140 А. А для любого типа устройств принимать в расчет значение тока, которое больше 200 А, тоже нельзя. И не забывайте о том, что у вас есть множество неизвестных:
- сорт трансформаторного железа;
- напряжение в сети и его изменение;
- сопротивление в линии электропередач.
Чтобы исключить возможность влияния таких второстепенных факторов на работу сварочного трансформатора, необходимо через каждые 40 витков делать отвод. Вы сможете в любой момент изменить режим работы трансформатора, подав напряжение питания на меньшее или большее число витков.
Сечение магнитопровода и подбор витков трансформатора
![Пакет трансформаторного железа (магнитопровод)]()
Пакет трансформаторного железа (магнитопровод).
Зная сечение магнитопровода, можно найти количество витков обмоток сварочного трансформатора. Главное, что вам придется решить, это то, каким конкретно должно быть сечение. В идеале было получено значение, равное 28 см². Но оно не всегда может быть применено в сварочном трансформаторе, если посмотреть на конструктивные и экономические составляющие. Необходимо тщательнейшим образом обдумать, как вы будете мотать провод. Для одной мощности можно выбрать две схемы:
- 30 см² и 250 витков;
- 60 см² и 125 витков.
Возможно также использование промежуточного варианта. Если окно маленькое, лучше просто увеличить площадь сечения. Но тогда увеличится и масса сварочного трансформатора. Поэтому свободно передвигать его можно только на специальной тележке.
Бывают случаи, когда приходится судить о полезной мощности трансформатора для сварочного аппарата лучше всего по току, который замеряется в первичной обмотке устройства в режиме холостого хода. А если быть точнее, то приходится вести разговор скорее не о значении мощности во время образования дуги, а только лишь о регулировке сварочного трансформатора на самую большую мощность. Выжимаете из вашей конструкции максимум. И главное в процессе расчета трансформатора – это не допустить недостаточного числа витков первичной обмотки. Необходимо наличие следующих приборов:
- ЛАТР (линейный автотрансформатор);
- амперметр;
- вольтметр.
Даже у однотипных трансформаторов различным может оказаться ток. Поэтому по нему судить о мощности электросварки нельзя. Но зависимость в первичной обмотке тока способна рассказать о многом. Можно выявить некоторые особенные свойства сварочного трансформатора. Чтобы сделать это, необходимо с выхода ЛАТРа подавать напряжение на первичную обмотку сварки. Благодаря линейному автотрансформатору вы сможете изменять значение напряжения от 0 до 240 В. Параллельно обмотке включается вольтметр, а в разрыв одного провода – амперметр.
Сперва происходит линейное увеличение тока, которое принимает небольшое значение.
После скорость увеличения становится больше, ток возрастает быстро и стремительно. При недостаточном числе витков в первичной кривая тока будет стремиться к бесконечному значению до достижения порога в 240 В. Поэтому нужно добавить некоторое количество витков к обмотке сварочного аппарата. Причем не забудьте учесть тот факт, что при включении в сеть без ЛАТРа ваше устройство начнет потреблять из нее как минимум на треть большее количество тока. Вот так не просто теоретически рассчитать сварочный трансформатор, на практике же все обстоит намного проще.
Читайте также: