Какие факторы учитывают при выборе сварочной проволоки сплошного сечения для аргонодуговой сварки
Обновлено: 04.10.2024
1. Металл, полученный при плавлении присадочных материалов в процессе сварки (наплавки) в слоях, неразбавленных основным металлом.
2. Переплавленный присадочный металл, нанесенный в два слоя на поверхность основного металла.
3. Металл, подвергшийся в процессе сварки перемешиванию с основным металлом.
ВОПРОС 2
Что обозначают буквы и цифры в маркировке сталей и сплавов?
1. Клейма завода-изготовителя.
2. Обозначения номера плавки и партии металла.
3. Буквы обозначают химические элементы, а цифры их процентное содержание.
ВОПРОС 3
С какой целью проводят стилоскопирование металла шва?
1. С целью установления соответствия марки использованных для сварки присадочных материалов требованиям чертежей и документов
2. Для оценки химического состава металла шва.
3. Для оценки свойств металла шва.
ВОПРОС 4
До какой температуры должна быть нагрета сталь при отжиге?
1. Выше температуры аустенитного превращения.
ВОПРОС 5
К каким изменениям свойств стали приводит отжиг?
1. Увеличиваются внутренние напряжения.
2. Повышается твердость.
3. Увеличивается пластичность.
ВОПРОС 6
Содержание какого газа в металле шва малоуглеродистых, легированных и теплоустойчивых сталей оп-ределяет его склонность к пористости?
3. Углекислый газ.
ВОПРОС 7
Какими электроизмерительными приборами должно быть оснащено сварочное оборудование для авто-матической дуговой сварки(наплавки)?
1. Амперметром и устройством, обеспечивающим контроль заданной скорости сварки.
2. Амперметром, вольтметром и прибором, обеспечивающим контроль скорости сварки.
ВОПРОС 8
Параметры режима автоматической сварки под флюсом могут быть заданы в следующих пределах?
2. Сила тока 100-200 А, напряжение на дуге 60-80 В, скорость сварки — 5-80 мм/сек.
ВОПРОС 9
Чем руководствуются при выборе сечения провода для электрических цепей?
1. Допустимой плотностью тока.
2. Исходя из удельного сопротивления проводника.
3. Длиной проводника.
ВОПРОС 10
Какие должны быть род и полярность тока при сварке соединений из углеродистых сталей электродами с целлюлозным покрытием?
1. Переменный ток.
2. Постоянный ток обратной полярности.
3. Переменный ток или постоянный ток прямой полярности.
ВОПРОС 11
Укажите правильное деление электродов по типу покрытия по ГОСТ 9466?
1. Кремнесодержащие, марганцесодержащие и нейтральные покрытия.
2. Окислительные, восстановительные и пассивирующие покрытия.
3. Кислые, основные, целлюлозные и рутиловые покрытия
ВОПРОС 12
Какова роль связующих компонентов в электродном покрытии?
1. Легируют металла шва.
2. Повышают механические свойства металла шва.
3. Обеспечивают прочность и пластичность обмазочной массы на стержне электрода.
ВОПРОС 13
Какое назначение имеет дежурная дуга при импульсно-дуговой сварке вольфрамовым электродом?
1. Поддерживает дуговой промежуток в ионизируемом состоянии.
2. Исключает образование дефектов в кратере.
3. Увеличивает глубину проплавления основного металла.
ВОПРОС 14
Какие зоны различают при горении дуги?
1. Катодную, анодную, центральную области дуги.
2. Зоны эмиссии, ионизации и поглощения.
3. Столб дуги, анодную и катодные области дуги.
ВОПРОС 15
Указать какие факторы учитывают при выборе сварочной проволоки сплошного сечения для аргонодуговой сварки?
1. Тип соединения (зазор, притупление, угол скоса кромок).
2. Положение сварки.
3. Марку свариваемой стали, разделку кромок (зазор, притупление, угол скоса), толщину металла.
ВОПРОС 16
Каким дополнительным оборудованием комплектуется сварочный пост для механизированной сварке в в углекислом газе по сравнению с другими способами сварки в защитных газах?
1. Редукционным вентилем и смесителем.
2. Подогревателем газа и осушителем газа.
3. Электромагнитным клапаном для включения и выключения газа.
ВОПРОС 17
Укажите, как влияет увеличение диаметра сварочной проволоки (при неизменном токе) при дуговой сварке под флюсом на размеры шва?
1. Уменьшается глубина проплавления и увеличивается ширина шва.
2. Увеличивается глубина проплавления и уменьшается ширина шва
3. Никакого влияния не оказывает.
ВОПРОС 18
Что происходит с металлом, подвергаемым кислородной резке?
1. Металл окисляется с поглощением теплоты.
2. Металл окисляется без выделения и поглощения теплоты.
3. Металл окисляется с выделением теплоты.
ВОПРОС 19
Почему нельзя сварить заготовки из меди контактной электрической сваркой?
1. Из-за большой теплопроводности.
2. Из-за большой теплопроводности и малого контактного сопротивления.
3. Из-за малого контактного сопротивления между сварочными электродами и заготовками.
ВОПРОС 20
Где выделяется максимальное количество теплоты при контактной электрической сварке?
1. В контактах между изделием и зажимными губками.
2. В изделиях при прохождении тока.
3. В контакте между свариваемыми деталями (изделиями).
ВОПРОС 21
Какие структурные составляющие вызывают охрупчивание сварных соединений теплоустойчивых сталей?
1. Мартенсит, тростит.
2. Сорбит, бейнит.
3. Низкоуглеродистый феррит.
ВОПРОС 22
Как влияет увеличение скорости деформации на свойства металла сварных соединений при испытании на статическое растяжение?
1. Уменьшает прочность и увеличивает пластичность.
2. Увеличивает предел текучести и уменьшает прочность.
3. Увеличивает прочность и уменьшает пластичность.
ВОПРОС 23
Что называют процессом ползучести материала?
1.Способность материала непрерывно деформироваться под действием переменной нагрузки.
2.Способность материала сопротивляться нагружению в упругой области без видимых
следов пластического деформирования.
3. Способность материала непрерывно деформироваться (ползти) под действием постоянной нагрузки.
ВОПРОС 24
Как влияет высокое содержание серы и фосфора на свариваемость стали?
2. Повышает свариваемость при условии предварительного подогрева стали.
3. Способствует появлению трещин и ухудшает свариваемость стали.
ВОПРОС 25
Когда должен быть проведен визуальный контроль, если основной материал или сварное соединение (на-плавка) подлежит механической обработке или деформированию?
1. До выполнения указанных операций.
2. После выполнения указанных операций.
3. До и после выполнения указанных операций.
ВОПРОС 26
В какой цвет рекомендуется окрашивать стены и оборудование цехов сварки?
1. Красный, оранжевый.
3. Серый ( стальной ), желтый, голубой.
ВОПРОС 27
Какие меры безопасности предусматриваются при подсоединении сварочного поста к многопостовому агрегату?
1. Работу выполняют в диэлектрических перчатках.
2. Агрегат выключают.
3. Производят заземление сварочного поста.
ВОПРОС 28
Как обозначается сварное соединение на чертеже?
1. Обозначается тип соединения, метод и способ сварки, методы контроля.
2. Указывается ГОСТ, тип соединения, метод и способ сварки, катет шва, длина или шаг, особые обо-значения.
3. Указывается метод и способ сварки, длина или шаг, сварочный материал, методы и объем контроля.
ВОПРОС 29
Какие существуют основные способы электрошлаковой сварки и наплавки?
1. Сварка с применением проволочных электродов, плавящихся мундштуков, электродов большого се-чения и ленточных электродов.
2. Сварка с применением одного электрода и многоэлектродная.
3. Сварка с применением кристаллизаторов и водяного душа.
ВОПРОС 30
К какому классу сталей относятся сварочные проволоки Св-12Х11НМФ, Св-10Х17Т, Св-06Х19Н9Т?
Все о проволоке для сварки аргоном
Знать все о проволоке для сварки аргоном — такой же обязательный момент для любого сварщика, как и умение подбирать электроды, виды и характеристики тока. Выбор этой проволоки тоже не так прост, как кажется. Да и ее применение может грозить целым рядом подводных камней, если работать неправильно.

Особенности
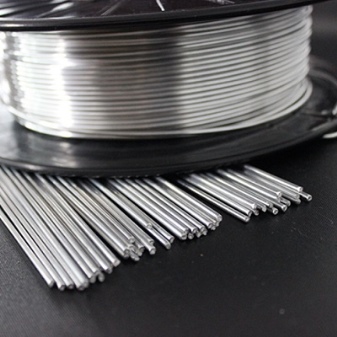
Главная черта проволоки для аргоновой сварки — это ее внешний вид. В большинстве случаев подобные компоненты представляют собой скрученные в бобины металлические прутки. Вставлять подобные бобины нужно в механизм подачи. Сама поступающая проволока может иметь цельную либо полую структуру. Также встречаются изделия с вкраплениями. Материал присадки должен быть строго тот же, что и материал обрабатываемого изделия.
Все попытки нарушать это правило ни к чему хорошему не приводят. Отгрузка в бобинах удобна для индустриального использования. В ручном режиме подают проволоку в рабочую зону преимущественно при кустарных работах. Каких-то других особых требований в общем случае технология не предъявляет.


Сплошной тип проволоки получают из чистого металла. В составе таких приспособлений не может быть каких-либо примесей, присадки также использоваться не должны. Несмотря на простоту, такие типы проволоки применяются сварщиками наиболее широко. Именно их в основном и берут для сварки в газовой среде. Порошковая проволока для аргонной сварки практически не подходит, потому что она предназначается именно для замены внешней газовой защиты выделяющимися при плавлении порошка веществами.
Наиболее интересно активированное изделие. Оно сочетает достоинства сплошного и порошкового решений без их недостатков. Различия касаются и типа свариваемых материалов. Присадочная проволока для аргонодуговой обработки черного металла — один из самых частых вариантов. Основное распределение таково:
- порошковая проволока вынужденно применяется для манипуляций с углеродистыми сталями, позднее подвергаемыми термообработке (хотя обычно это и не самый хороший выбор);
- алюминиевая нужна для работы с алюминием (в ее составе могут быть марганцевые, кремниевые, магниевые и иные включения);
- нержавеющая сварочная проволока — применяемая в работе со сталью, легированной хромом либо никелем;
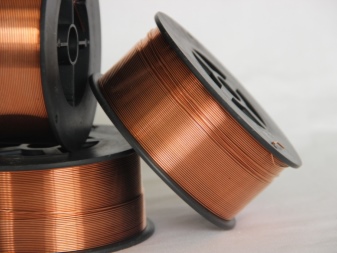
- омедненная (в основном применяется при сварке интенсивно легированной или умеренно-легированной заготовки);
- простая стальная (предпочтительна для работ со слабо легированным металлом).



Нержавеющей проволокой активно пользуются, чтобы варить сталь, содержащую хром либо никель. На выходе должен получаться очень качественный шов.
Появление трещин почти исключено, как и возникновение коррозионных процессов. При использовании нержавеющей проволоки количество брызг сводится к минимуму. Дуга будет работать очень активно и стабильно, а срок службы шва заметно вырастает.
Омедненная проволока имеет те же положительные свойства, что и ее нержавеющая разновидность. К тому же она еще и помогает экономить наконечники вне зависимости от используемого сварочного аппарата. Поставки омедненной проволоки подразумевают обычно ее наматывание на пластмассовую кассету. Типовая толщина варьируется от 0,6 до 1 мм. Омедненная проволока (к примеру, СВ-08Г2С) облегчает повторный запуск сварочной дуги и помогает стабилизировать ее горение в любом режиме. Альтернативный продукт ESAB предназначен для работы с:
- инструментальной сталью;
- стальными сплавами, используемыми в судостроении;
- штампованным металлом;
- алюминием;
- чугуном.

Простая стальная проволока для аргонной сварки применима практически в любой сфере индустриального производства. Классифицируют этот расходный материал по большому количеству показателей. Очень важную роль, наряду с сечением, имеет механическая прочность материала. Также важен его точный химический состав — как всегда, чем ближе к обрабатываемому изделию, тем лучше и эффективнее работа. Может применяться только проволока, маркированная сокращением «Св», ее сечения колеблются от 0,03 до 1,2 см.
Алюминиевый материал востребован при манипуляциях со сплавами алюминия, где доля кремния ограничена 3%. Предельное содержание меди при этом колеблется от 3 до 5%. Подобный присадочный материал:
- гарантирует повышенную прочность;
- дает тот же окрас, что и сами заготовки;
- не уступает в коррозионной устойчивости алюминиевым конструкциям.
Алюминиевые присадки востребованы в производстве автомобилей, речных и морских судов. Достаточно массово применяют такую проволоку при сварке контактирующих с водой конструкций. Но важно понимать, что чистый алюминий на практике не используется, он всегда смешан с другими веществами — иначе достаточной прочности не обеспечить.
Этот момент характерен и для сварочных присадок. Однако там доля добавок не превосходит 1%.
Присадочная проволока для сварки аргоном
При сварке с помощью аргона сварщик одной рукой держит горелку, двигаясь вдоль линии соединения изделий, а во второй руке находится материал, который необходимо добавлять в сварочную ванну по мере того, как происходит ее расплавление.
Этот материал носит название присадочная проволока для сварки аргоном, и от правильного ее выбора будет зависеть качество сварки. Для того, чтобы механические свойства образуемого шва были высокими, необходимо, чтобы проволока для аргонной сварки имела такой же химический состав, как и основной материал соединяемых изделий.

Что такое присадочная проволока
Присадочная проволока - это пруток из специального материала, имеющий сечение небольшого диаметра. Материалом для ее изготовления могут служить различные металлы. Отдельный вид - это присадочная проволока для аргонодуговой сварки. Она может применяться при использовании автоматических и полуавтоматических аппаратов. Прутки для аргонодуговой сварки играют роль проводников между током и дугой. Они обеспечивают легкое зажигание дуги и стабильность ее горения.

Во время сварки происходит постепенное расплавление материала проволоки и смешивание ее с основным изделием. При смешивании характеристики шва улучшаются. Поскольку присадка для аргонной сварки должна иметь тот же состав, что и основной материал, то проволока может выполняться из различных видов металла. Присадочный материал для аргонодуговой сварки не имеет дополнительного покрытия или обмазки, поскольку их функции выполняет аргон.
Выбор проволоки
Прежде, чем приступить к аргоновой сварке, необходимо точно выяснить состав материала, из которого изготовлены свариваемые детали. Узнать желательно не только тип металла, но и его конкретную марку. Так, например, сталь может иметь много разновидностей. При правильном выборе будет достигнута однородность шва соединения, что при больших различиях между составами основного материала и проволоки является труднодостижимым.
Средний уровень легирования материала проволоки является самым распространенным, поскольку многие используемые металлы обладают именно таким уровнем. Это позволяет получить удовлетворительное соединение. Если же основной металл обладает плохими качествами для сварочного процесса, то необходимо использовать высоколегированную проволоку. Это позволит компенсировать утрату части элементов. Низколегированная проволока лучше подойдет чистых металлов, а не их сплавов.
Затем встает вопрос о диаметре проволоки. Он находится в прямой зависимости от толщины заготовок. Чем больше толщина свариваемых изделий, тем большее значение должно быть у диаметра проволоки. В специализированных магазинах имеется большой выбор этих расходных материалов, поэтому выбрать подходящий вариант не составит труда.
Проволока может быть цельной, полой внутри и с вкраплениями. Порошковая проволока для этого вида сварки является неподходящей. Наиболее часто проволока продается в виде накрученных на бобины металлических прутков. Такие бобины при сварке вставляют в механизм подачи. Если сварка производится в домашних условиях, то ее подают в рабочую зону в ручном режиме, и удобно приобретать ее уже нарезанную на прутки.
При возможности следует узнать, соблюдались ли правила хранения проволоки, иначе ее качество может быть ухудшено по сравнению с заявленным. Рекомендуется приобретать этот расходной элемент у производителей, которые уже хорошо себя зарекомендовали. У них имеется широкий выбор, и будет нетрудно подобрать проволоку необходимого химического состава, что обеспечит эффективность работы.
Следует учитывать, что проволока, предназначенная для аргоновой сварки, не подойдет для резки этим же методом. В присадочных проволоках допустимы небольшие добавки, улучшающие работу с ними. Особое внимание следует уделить маркировке этого расходного материала. В ней должны присутствовать цифры, указывающая на количество содержания различных элементов, если оно является значительным, например, хрома и никеля. Небольшое содержание углерода снизит риск межкристаллической коррозии.
Для нержавеющей стали
Если предстоит сварка деталей из нержавеющих материалов, то и проволока должна быть выполнена из антикоррозийной стали. Присадочная проволока для сварки аргоном нержавейки должна в обязательном порядке содержать хром.

Помимо хрома, в состав материала проволоки должны входить такие металлы, как никель, титан и молибден. Сохранение антикоррозийной стойкости обеспечивает аргон. Он является отличной защитой, позволяющей не растрачивать во время сварки необходимое количество легирующих элементов.
Для алюминия
Присадочные прутки для аргонодуговой сварки алюминия и его сплавов востребованы при сварке соответствующих изделий подобным методом. Это актуально при производстве автомобилей, морских и речных судов, строительстве, а также при различных других вариантах, поскольку трудно переоценить широту применения этого легкого металла.

Присадка для сварки алюминия аргоном часто используется при соединении конструкций, которые при эксплуатации будут контактировать с водой. Однако алюминий в чистом виде используется не часто, поэтому при выборе присадочной проволоки, следует учитывать имеющиеся примеси. Это обеспечит дополнительную прочность. Однако доля добавок должна быть ограничена.
При сварке алюминиевых деталей рекомендуется выбирать проволоку с дополнительным легированием, поскольку этот металл обладает недостаточно хорошими свойствами для соединения.
Применение
Правильно выбрав присадочный материал, необходимо соблюдать технологию сварки в аргоновой среде. Могут быть использованы автоматический и полуавтоматический режимы. Подача присадочной проволоки должна быть синхронной с поступлением аргона. Как правило, используется постоянное напряжение, что предполагает использование выпрямителя.

Интересное видео
Читайте также: