Какие характеристики должен иметь источник питания для ручной дуговой сварки покрытыми электродами
Обновлено: 20.09.2024
Одним из способов повышения производительности дуговой сварки является уменьшение объема наплавленного металла на единицу длины шва. Этот способ положен в основу сварки с глубоким проплавлением. Необходимая прочность соединения обеспечивается глубиной проплавления свариваемых деталей.
Объем наплавленного металла шва с глубоким проплавлением меньше, чем обычного шва. На такой шов расходуется меньше электроэнергии и электродов, так как он образуется за счет большей доли основного расплавленного металла.
Способ сварки с глубоким проплавлением разработан инженерами А. Д. Бондаренко и А. С. Чесноковым и нашел широкое применение в практике сварки, особенно при изготовлении строительных конструкций, тонкостенных резервуаров, корпусов судов и других изделий из стали толщиной 4— 12 мм.
Глубина проплавления увеличивается с увеличением тока. Повышение тока на 50 а увеличивает глубину проплавления в среднем на 1 мм.
При сварке с глубоким проплавлением электрод опирается кромкой покрытия на свариваемый металл (рис. 130, а). После возбуждения дуги на конце электрода образуется чехольчик из нерасплавившегося покрытия, внутри которого горит дуга. Чехольчик предохраняет электрод от короткого замыкания.
Сварщик нажимает электрододержателем в сторону направления сварки, и по мере расплавления свариваемого металла и покрытия электрода равномерно перемещает его без поперечных колебаний. Электрод должен быть наклонен к линии шва под углом 70—80° (рис. 130,6). Жидкий металл давлением газов вытесняется в сторону, противоположную направлению сварки, образуя валик шва. При этом обнажается основной металл, который подвергается воздействию дуги.
Сварка выполняется электродами с покрытием ОЗС-3, толщина слоя покрытия у которых больше, чем у обычных. Вес покрытия составляет 60— 80% от веса стержня, отношение диаметра электрода к диаметру стержня 1,5—1,6.
Тавровые соединения сваривают в лодочку (рис. 131), при которой обеспечивается более равномерное заполнение шва жидким металлом. Скорость сварки зависит от величины тока. Если уменьшить скорость сварки, оставив ток неизменным, то размеры сечения шва увеличатся. Для получения тех же размеров шва при пониженной скорости сварки ток необходимо уменьшать.
Приемы сварки стыковых соединений такие же, как и при сварке втавр. Для обеспечения надлежащего формирования шва применяют электроды с более толстым слоем покрытия, чем при сварке тавровых соединений. Стыковые соединения без скоса кромок сваривают на режимах, приведенных в табл.33.
Стыковые швы на толстом металле следует сваривать со скоростью не ниже 20 м/ч в несколько проходов (слоев). При повышенной скорости сварки получается шов меньшей ширины, требующий меньшего расхода электродов, электроэнергии и времени на сварку. Многослойная сварка обеспечивает получение металла шва более высокого качества вследствие отжига при наложении последующих слоев.
Домашнее задание:
Какой должна быть характеристика источников питания для ручной дуговой сварки или наплавки покрытыми электродами?
Основные требования к источникам тока для сварки
Чтобы отвечать своему предназначению, источники тока должны удовлетворять определенным требованиям, к основным из которых относятся следующие:
- напряжение холостого хода должно обеспечивать зажигание дуги, но не быть выше значений, которые являются безопасными для сварщика;
- источники питания должны иметь устройства, регулирующие сварочный ток в необходимых пределах;
- сварочные аппараты должны иметь заданную внешнюю вольт-амперную характеристику, согласующуюся со статической вольт-амперной характеристикой сварочной дуги.
Дуга может возникать либо в случае пробоя газа (воздуха), либо в результате соприкосновения электродов с последующим их отведением на расстояние нескольких миллиметров. Первый способ (пробой воздуха) возможен только при больших напряжениях, например, при напряжении 1000В и зазоре между электродами в 1 мм. Такой способ возбуждения дуги обычно не применяется из-за опасности высокого напряжения. При питании дуги током высокого напряжения (более 3000В) и высокой частоты (150-250 кГц) можно получить пробой воздуха при зазоре между электродом и деталью до 10 мм. Такой способ зажигания дуги менее опасен для сварщика и его нередко используют.
Второй способ зажигания дуги требует разности потенциалов между электродом и изделием 40-60В, поэтому применяется чаще всего. Когда электрод соприкасается с изделием, создается замкнутая сварочная цепь. В момент, когда электрод отводится от изделия, электроны, которые находятся на нагретом от короткого замыкания катодном пятне, отрываются от атомов и электростатическим притяжением двигаются к аноду, образуя электрическую дугу. Дуга быстро стабилизируется (в течение микросекунды). Электроны, которые выходят из катодного пятна, ионизируют газовый промежуток и в нем появляется ток.
Скорость зажигания дуги зависит от характеристик источника питания, от силы тока в момент соприкосновения электрода с изделием, от времени их соприкосновения, от состава газового промежутка. На скорость возбуждения дуги влияет, в первую очередь, величина сварочного тока. Чем больше величина тока (при одном и том же диаметре электрода), тем большим становится величина сечения катодного пятна и тем большим будет ток в начале зажигания дуги. Большой электронный ток вызовет быструю ионизацию и переход к устойчивому дуговому разряду.
При уменьшении диаметра электрода (т.е. при увеличении плотности тока) время перехода к устойчивому дуговому разряду еще больше сокращается.
На скорость зажигания дуги влияют также полярность и род тока. При постоянном токе и обратной полярности (т.е. плюс источника тока подключается к электроду) скорость возбуждения дуги выше, чем при переменном токе. Для переменного тока напряжение зажигания должно быть не менее 50-55В, для постоянного тока - не менее 30-35В. Для трансформаторов, которые рассчитаны на сварочный ток 2000А, напряжение холостого хода не должно превышать 80В.
Повторные зажигания сварочной дуги после ее угасания из-за коротких замыканий каплями электродного металла будут возникать самопроизвольно, если температура торца электрода будет достаточно высокой.
Внешняя вольт-амперная характеристика источника представляет собой зависимость напряжения на клеммах и тока.
Схема системы источник-дуга
На схеме источник имеет постоянную электродвижущую силу (Еи) и внутреннее сопротивление (Zи), состоящее из активной (Rи) и индуктивной (Xи) составляющих. На внешних зажимах источника имеем напряжение (Uи). В цепи "источник-дуга" идет сварочный ток (Iд), одинаковый для дуги и источника. Нагрузкой источника является дуга с активным сопротивлением (Rд), падение напряжения на ней Uд=I•Rд.
Уравнение для напряжения на внешних зажимах источника получается следующее: Uи = Eи - Iд•Zи.
Источник может работать в одном из трех режимов: холостой ход, нагрузка, короткое замыкание. При холостом ходе дуга не горит, ток отсутствует (Iд=0). В этом случае напряжение источника, называемое напряжением холостого хода, имеет максимальное значение: Uи = Eи.
При нагрузке по дуге и источнику идет ток (Iд), а напряжение (Uи) ниже, чем при холостом ходе, на величину падения напряжения внутри источника (Iд•Zи).
При коротком замыкании Uд=0, поэтому и напряжение на клеммах источника Uи=0. Ток короткого замыкания Iк=Eи/Zи.
Экспериментально внешняя характеристика источника снимается измерением напряжения (Uи) и тока (Iд) при плавном изменении сопротивления нагрузки (Rд), при этом дуга имитируется линейным активным сопротивлением - балластным реостатом.
Графическое представление полученной зависимости и есть внешняя статическая вольт-амперная характеристика источника. При уменьшении сопротивления нагрузки увеличивается ток и снижается напряжение источника. Таким образом, в общем случае внешняя статическая характеристика источника - падающая.
Внешняя вольт-амперная характеристика источника
Бывают сварочные аппараты с крутопадающими, пологопадающими, жесткими и даже возрастающими вольт-амперными характеристиками. Есть и универсальные сварочные аппараты, характеристики которых могут быть крутопадающими и жесткими.
Внешние вольт-амперные характеристики сварочных аппаратов: 1 - крутопадающая, 2 - пологопадающая, 3 - жесткая, 4 - возрастающая.
Например, обычный трансформатор (с нормальным рассеянием) имеет жесткую характеристику, а возрастающая характеристика достигается путем обратной связи, когда с ростом тока электроника увеличивает напряжение источника.
При ручной дуговой сварке применяются сварочные аппараты с крутопадающей характеристикой.
Сварочная дуга тоже имеет вольт-амперную характеристику.
Вольт-амперная характеристика дуги
Сперва с увеличением тока напряжение резко падает, так как увеличивается площадь сечения столба дуги и его электропроводность. Затем с увеличением тока напряжение почти не изменяется, так как площадь сечения столба дуги увеличивается пропорционально току. Потом с увеличением тока напряжение возрастает, так как площадь катодного пятна не увеличивается из-за ограниченного сечения электрода.
При увеличении длины дуги вольт-амперная характеристика смещается вверх. Изменение диаметра электрода отражается на положении границы между жестким и возрастающим участками характеристики. Чем больше диаметр, тем при большем токе произойдет заполнение торца электрода катодным пятном, при этом возрастающий участок сместится вправо (на рисунке ниже показано пунктирной линией).
Зависимость вольт-амперной характеристики дуги от её длины и диаметра электрода
Стабильное горение дуги возможно при условии, если напряжение дуги равно напряжению на внешних зажимах источника питания. Графически это выражается в том, что характеристика сварочной дуги пересекается с характеристикой источника питания. На рисунке ниже показаны три характеристики дуги различной длины - L1, L2, L3 (L2>L1>L3) и крутопадающая характеристика источника питания.
Пересечение вольт-амперных характеристик источника и дуги (L2>L1>L3).
Точки (A), (B), (C) выражают зоны устойчивого горения дуги при разной её длине. Видно, что чем больше будет наклон характеристики источника, тем меньше будет изменение сварочного тока при колебании длины дуги. А ведь длина дуги поддерживается в процессе горения вручную, потому не может быть стабильной. Вот почему только при крутопадающей характеристике трансформатора колебания кончика электрода в руках сварщика будут не сильно сказываться на стабильности горения дуги и качестве сварки.
Выбор источника питания для дуговой сварки определяется характером зависимости между напряжением и током дуги. Напряжение дуги, т. е. разность потенциалов между электродом и основным металлом существенно зависит от длины дуги и силы тока в ней. В сварочной дуге, горящей между плавящимися электродами, при постоянной величине тока напряжение дуги пропорционально ее длине. Для устойчивого горения сварочной дуги основные ее параметры — ток и напряжение — должны находиться в определенной зависимости между собой.
График зависимости напряжения дуги от тока в ней при установившемся режиме горения дуги (при неизменной ее длнне) называется статической вольт-амперной характеристикой дуги. Статическая характеристика дуги состоит из трех участков: участок I — с падающей зависимостью напряжения дуги от тока в ней, участок II — с жесткой зависимостью и участок III — с возрастающей зависимостью напряжения от тока. При ручной сварке покрытыми электродами статическая вольт-амперная характеристика дуги — падающая с переходом к жесткой.
Для обеспечения устойчивого горения сварочной дуги источник питания должен соответствовать следующим основным требованиям:
а) обеспечивать надежное возбуждение сварочной дуги;
б) поддерживать ее устойчивое горение;
в) способствовать благоприятному переносу электродного металла и формированию шва;
г) обеспечивать настройку требуемого режима сварки.
Внешняя характеристика источника питания. Электрические свойства источника питания в статическом режиме отражаются его внешней вольт-амперной характеристикой. Внешней характеристикой источника питания называется график зависимости напряжения на его зажимах от величины сварочного тока.
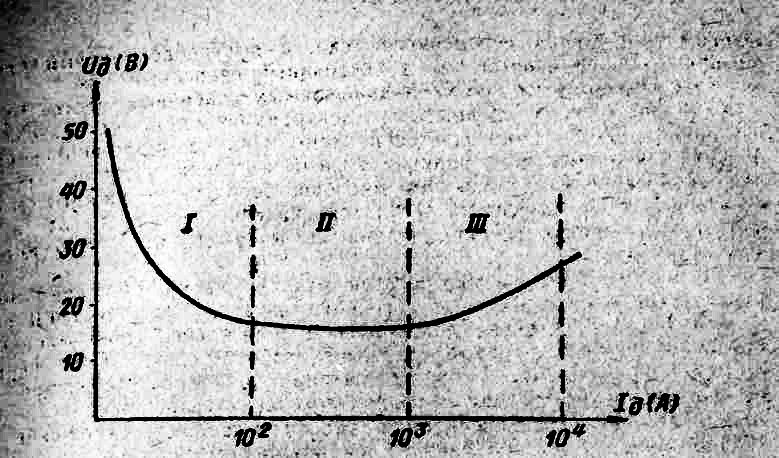
Рис. 1. Статическая вольт-амперная характеристика дуги
Источник питания для однопостовой ручной сварки покрытыми электродами должен иметь крутопадающую внешнюю характеристику. При такой внешней характеристике источника питания напряжение на его зажимах с ростом сварочного тока резко уменьшается и резко возрастает с уменьшением тока.
Устойчивость горения сварочной дуги зависит от постоянства установленного сварочного тока. Специфичным и неизбежным негативным фактором ручной сварки являются произвольные колебания длины дуги в процессе ее горения. Отклонения сварочного тока при колебаниях длины дуги должны быть минимальными. Длина дуги связана с ее напряжением: чем длиннее дуга, тем выше напряжение ее, и наоборот.
Крутопадающая внешняя характеристика источника питания обеспечивает устойчивое горение дуги при определенной величине сварочного тока. При наложении внешней характеристики источника питания на статическую вольт-амперную характеристику дуги видно, что в точках их пересечения (А, В) требование устойчивости дуги (равенство токов и напряжений дуги и источника) удовлетворяется. Но устойчиво гореть дуга будет только в точке В. Почему это происходит?
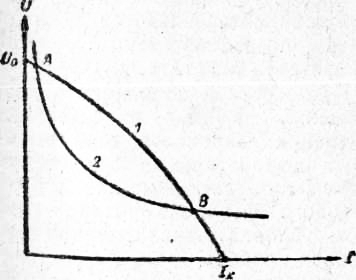
Рис. 2. 1 — внешняя вольт-амперная характеристика источника питания; 2 —статическая вольт-амперная характеристика дуги
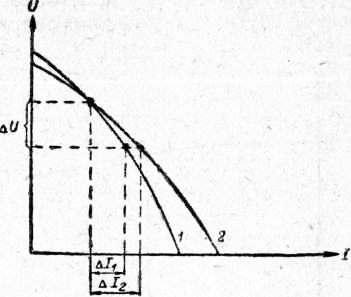
Рис. 3. 1, 2 —внешние характеристики однопостовых источников питания
Если по какой-либо причине ток уменьшится, то напряжение источника будет больше напряжения дуги и это вызовет увеличение тока, т. е. произойдет возврат в точку В. При произвела ном увеличении тока напряжение источника питания станет меньше напряжения дуги — это уменьшит ток и произойдет возврат в точку В. Таким образом, при случайных колебаниях сварочного тока режим горения дуги самопроизвольно восстанавливается, тем самым обеспечивается постоянный режим сварки и устойчивое горение дуги.
В точке А дуга не может гореть устойчиво, т. к. случайные колебания сварочного тока будут развиваться до обрыва дуги или до тех пор, пока ток не достигнет значения, соответствующего точке В устойчивого горения дуги. Следовательно, устойчивое горение дуги возможно только в точке В, где внешняя характеристика источника питания является более крутопадающей, чем статическая вольт-амперная характеристика дуги.
При сравнении двух источников питания с падающими внешними характеристиками можно сделать следующий вывод: источник с более крутопадающей внешней характеристикой (1) наилучшим образом отвечает требованиям ручной дуговой сварки покрытыми электродами. Такой источник питания обеспечивает боле? высокую устойчивость горения дуги при случайных колебаниях ее длины (эластичность дуги), т. е. при увеличении длины дуги и ее напряжения сварочный ток уменьшается незначительно, и наоборот, при уменьшении длины дуги и ее напряжения сварочный ток увеличится незначительно ( ДЛСД /г). AU — изменения напряжения дуги при изменениях ее длины, ДЛ—изменения тока первого источника, А12 — изменения тока второго источника питания. Таким образом, гарантируется стабильность режима сварки, т. е. при случайных произвольных колебаниях длины дуги в процессе – ее горения сварочный ток поддерживается примерно на одном уровне.
К многопостовому источнику питания требования в отношении внешней вольт-амперной характеристики другие. Для обеспечения нормальной одновременной работы нескольких сварщиков многопостовой источник питания должен иметь жесткую внешнюю характеристику. Крутопадаюшая зависимость напряжения на дуге от тока дуги, необходимая для устойчивого горения сварочной дуги, на каждом сварочном посту обеспечивается подключением последовательно с дугой балластного реостата.
При жесткой зависимости напряжения ог тока значительные изменения сварочного тока вызывают незначительные колебания напряжения аа зажимах много» постового иа очника питания.
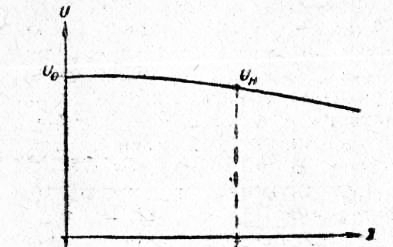
Рис. 4. Внешняя характеристика источника-питания
В процессе ручной сварки покрытыми лектродами источник питания очень часто оказывается в режиме короткого замыкания. Такое состояние возникает всегда в момент зажигания дуги (касание электродом основного металла) и может возникать в процессе горения дуги при переносе расплавленного электродного металла через дуговой промежуток в сварочную ванну. При крутопадающей внешней характеристике однолостового источника питания ток короткого замыкания не достигает больших значений. Это делает возможным нормальную работу источника питания при частых коротких замыканиях.
При проектировании однопостовых источников питания выполняется следующее условие: — ток короткого замыкания источника питания, — номинальный ток источника питания. Т. е. ток короткого замыкания источника питания не должен превышать номинальный ток его более чем в полтора раза. Номинальным током источника питания называется наибольший допустимый (по условиям нагрева) ток нагрузки. Незначительное возрастание тока короткого замыкания благоприятно сказывается на переносе расплавленного электродного металла в сварочную ванну и способствует нормальному формированию сварного шва.
Для многопостового источника питания короткое замыкание без балластного реостата недопустимо, т. к. при жесткой внешней характеристике его ток короткого замыкания увеличится многократно в сравнении с номинальным током, чго может вывести источник питания из строя. При многопостовой сварке в момент короткого замыкания на сварочном посту ток будет возрастать до тех пор, пока падение напряжения на балластном реостате не уравновесит напряжение источника питания.
Величины напряжений источника питания. Для зажигания дуги сварщик делает кратковременное короткое замыкание источника питания, касаясь электродом основного металла (изделия). При последующем отрыве электрода на короткое мгновение возникает состояние холостого хода источника питания (напряжение максимально, ток равен нулю). Вслед за этим в дуговом промежутке, заполненном ионизированными газами, парами металла и покрытия, под действием напряжения источника питания возникает сварочная дута.
Возбуждение дуги в начальный период, когда дуговой промежуток слабо ионизирован, происходит тем легче, чем выше величина напряжения холостого хода источника питания. Для обеспечения надежного возбуждения дуги при ручной сварке покрытыми электродами напряжение холостого хода источника питания t/xx должно быть не ниже 50 В. Источники питания для ручной сварки имеют номинальное напряжение холостого хода не менее 60 В, чтобы при случайном снижении напряжения в электрической сети, к которой подключается источник питания, его напряжение холостого хода было бы достаточным для надежного возбуждения дуги, верхний предел напряжения холостого хода по условиям электро-безопасности составляет: для источника питания переменного; тока— 80 В, для источников питания постоянного тока— 100 В.
В момент установившегося режима горения дуги рабочее напряжение на дуге (источника питания) составляет в среднем 18— 19 В. Этого напряжения достаточно для поддержания стабильного горения дуги, когда дуговой промежуток хорошо ионизирован. Динамическая характеристика-. В процессе сварки расплавленный электродный металл- в виде капель переносится в сварочную ванну. При малой длине дугового промежутка (короткая дуга) многочисленные капли электродного металла часто перекрывают дуговой промежуток (короткое замыкание). В результате ток и напряжение сварочной дуги беспрерывно изменяются. В момент короткого замыкания напряжение дуги падает до нуля, а ток дуги возрастает. При этом возрастает магнитный поток, сжимающий каплю расплавленного металла с образованием тонкой перемычки. Возникшая перемычка жидкого металла перегревается током короткого замыкания до очень высокой температуры и пары металла, отрывая каплю металла от электрода, направляют ее в сварочную ванну. В момент разрыва перемычки ток дуги падает до нуля, а напряжение возрастает до величины напряжения зажигания дуги. Следовательно, источник питания должен быстро изменять свое напряжение от нуля до величины напряжения зажигания дуги.
Способность источника питания быстро реагировать на изменения, происходящие в дуге, характеризует его динамические свойства. Чем быстрее восстанавливает источник питания напряжение зажигания дуги, тем лучше его динамические свойства.
Динамической характеристикой источника питания называется время, необходимое ему для восстановления напряжения от нуля в момент короткого замыкания до величины напряжения зажигания дуги. Это время не должно превышать 0,05 с. Высокие динамические свойства источника питания обеспечивают спокойный перенос электродного металла в сварочную ванну, малое разбрызгивание его, хорошее формирование сварного шва, высокое качество сварки.
Настройка режима сварки. Величину сварочного тока регулируют обычно при помощи источника питания, имеющего для этого специальные регулировочные устройства.
Регулировка сварочного тока осуществляется двумя способами: изменением величины напряжения холостого хода источника питания, изменением полного сопротивления источника питания.
Источники питания
Основная особенность источников питания при ручной сварке W-электродом в защитных газах - наличие крутопадающей внешней статической характеристики. Она обеспечивает стабильность сварочного тока при изменениях длины дуги и устойчивость процесса сварки. Используют источники питания с высоким напряжением холостого хода, в 4-6 раз превышающим напряжение на дуге.
В качестве источников переменного тока могут применяться трансформаторы для ручной дуговой сварки.

1 - Внешняя вольтамперная характеристика источника питания; 2 - Вольтамперная характеристика дуги.
Технические характеристики сварочных трансформаторов
Марка
Габариты, мм
Масса, кг
Напряжение питающей сети 220 В
Напряжение питающей сети 380 В
Глубина проплавления весьма чувствительна к колебаниям тока при изменениях напряжения питающей сети. Степень стабилизации тока должна быть не менее 5 %. Источники питания должны обладать широким диапазоном регулирования сварочного тока, так как при заварке кратера необходимо плавное снижение тока в 2,5-3 раза. Поэтому источники со ступенчатым или механическим регулированием тока малоэффективны. Все источники для этого вида сварки содержат специальное устройство для заварки кратера. В специальных установках (типа УПС), кроме того, обеспечивается плавное нарастание сварочного тока в начале сварки, что исключает разрушение и перенос в шов частиц электрода из-за бросков тока при зажигании дуги касанием об изделие.
В качестве источников постоянного тока можно использовать универсальные сварочные выпрямители ВДУ. Они работают с принудительным воздушным охлаждением, имеют крутопадающие внешние статистические характеристики, обеспечивают плавное дистанционное регулирование режима сварки, стабилизацию сварочного тока при колебаниях напряжения в питающей сети. Источники сварочного тока современных установок поддерживают режимы сварки импульсной дугой. Время импульса и паузы изменяется от 0,01 до 1-3 с, а глубина модуля - в 10-12 раз
Технические характеристики сварочных выпрямителей
Сварочный ток, А
Напряжение, В
КПД
Габариты,
мм
Масса,
кг
номинальный ПН=60%
пределы регулирования
номинальное
холостого хода
Источники серии ВСВУ служат для ручной и автоматической сварки. Они обеспечивают работу в непрерывном и импульсном режимах; автоматическое, плавное и регулируемое нарастание тока в начале процесса сварки - от минимального значения до заданного; плавное регулирование тока дежурной дуги в импульсном режиме от 2 до 3% номинального сварочного тока; модулирование формы импульса от прямоугольной до треугольной; плавное снижение тока при заварке кратера; стабилизацию режима сварки в пределах 2,5% при изменениях напряжения сети до 10%. Напряжение холостого хода имеет два значения: 100 В для сварки в аргоне и 200 В в гелии. Для бесконтактного возбуждения дуги в приборах ВСВУ установлен осциллятор последовательного включения.
Специализированный источник ТИР-300Д предназначен для сварки в среде аргона постоянным или переменным током прямоугольной формы. Аппарат пригоден для сварки любых металлов. Регулирование сварочного тока - ступенчато-плавное. Сварочная дуга обладает высокой стабильностью горения как в установившемся, так и в переходных режимах. При возбуждении дуги касанием об изделие или при помощи осциллятора ток дуги плавно увеличивается с 5 А до указанной величины за 0,4 с. При гашении дуги ток снижается по линейному закону, обеспечивая заварку кратера
Эффективны ИНВЕРТОРНЫН ИСТОЧНИКИ ПИТАНИЯ ДУГИ отечественного производства.
Источник ДС 200 А.3 предназначен для сварки в непрерывном и импульсном режимах сталей, цветных металлов и их сплавов. Он обеспечивает режим контактного и бесконтактною зажигания дуги на малом токе; регулируемое время нарастания и спада тока после окончания сварки, а также регулировку тока зажигания. Предусмотрен продув газа перед началом сварки и обдув сварочной ванны после окончания. Плавные нарастания и спад сварочного тока позволяют получить качественный шов. Пульсирующий режим предназначен для управления процессами тепловложения и кристаллизации сварочной ванны.
ЦИКЛОГРАММА ПРОЦЕССА ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ

Источник ДС 200 АУ.3 служит для сварки не только сталей и цветных металлов, но и алюминия и его сплавов. Для этого предусмотрен режим работы на переменном токе с регулировкой амплитуды, частоты и доли сварочного тока положительного и отрицательного импульсов. Это позволяет повысить очищающую способность сварочной дуги, необходимую для разрушения о киской пленки. Источник также обеспечивает режим контактного и бесконтактного зажигания дуги, плавное нарастание и уменьшение тока в начале и при окончании сварки, продувку газом перед началом сварки и обдув сварочной ванны после сварки.

Влияние соотношений длительности импульсов тока на качество шва
При преобладании положительного импульса достигается лучшая очистка алюминиевых деталей от окисной пленки

При преобладании отрицательного импульса достигается максимальная глубина проплавления
Читайте также: