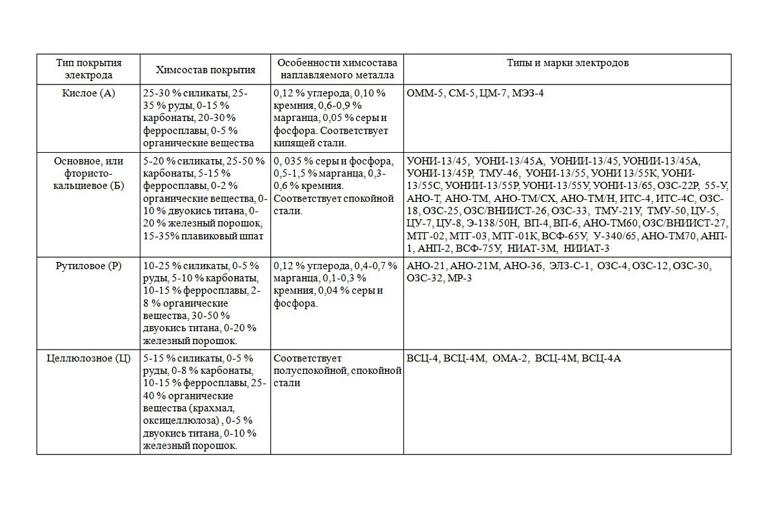
Какой род тока допускается при сварке электродами мр 3
Обновлено: 18.05.2024
Рутиловые электроды МР-3 — одна из самых популярных и востребованных марок на рынке сварочных электродов. Эта марка электрода используется при сварке углеродистых низколегированных сталей общего назначения.
Электроды с рутиловым покрытием содержат 95% рутила (природный минерал, состоящий в основном из титаната закиси железа FeO -TiO2), некоторое количество карбонатов и немного целлюлозы, а в качестве раскислителя - ферромарганец. Взаимодействие всех этих веществ в процессе сварки обеспечивает умеренные характеристики сварного шва несколько ниже, чем с основными покрытиями. Они очень подходят для сварки ответственных конструкций из углеродистых и низколегированных сталей.
Стабильность дуги - это свойство, позволяющее использовать электрод как для сварки постоянным, так и переменным током с прямой полярностью. Чаще всего они используются для сварки тонких изделий.
Производство электродов МР-3

Производство электродов марки МР-3 регламентируется требованиями и положениями ГОСТ 9466 и 9467. В соответствии с ними, данный присадочный материал относится к типу Э46 электроды такого типа применяются в сварке конструкционных низколегированных углеродистых сталей с содержанием углерода не менее 0,25%.
Покрытие электрода МР-3 — рутиловое. На металлический сердечник в порошкообразном виде нанесен концентрат из рутила — минерала, который состоит в основном из диоксида титана (TiO2). В состав обмазки могут входить карбонат или алюмосиликат — они повышают вязкость наплавляемого металла, снижая риски появления пор и трещин в получаемом сварном шве.
Материал, из которого изготавливается сердечник электрода МР-3 — холоднокатаная проволока Св08 из низкоуглеродистой стали диаметром от 2 до 6 мм. Такими электродами можно сваривать детали толщиной от 3 до 20 мм. Показатель свариваемых сталей по временному механическом сопротивлению разрыву — до 490 МПа.
Условное обозначение электродов МР 3 — пример полной расшифровк

- Э — электроды для ручной дуговой сварки;
- 46 — временное сопротивление разрыву - не более 46 кгс/мм2;
- МР-3 — марка;
- ЛЮКС — коммерческое название, под которым электрод выпускается определенным производителем;
- Ø — диаметр;
- У — для сварки углеродистых и низколегированных сталей;
- Д — с толстым покрытием;
- 43 — временное сопротивление разрыву в состоянии после сварки при нормальной температуре;
- 0 — относительное удлинение менее 18%;
- ->(3) — ударная вязкость наплавленного металла αн45 (при температуре - 20°C), не менее 3,5 кгс•м/см2;
- РЦ — рутилово-целлюлозное покрытие;
- 11 — сварка во всех пространственных положениях кроме вертикального сверху вниз при переменном и постоянном токе.
Диаметр и вес
В зависимости от диаметра и длины (от 300 до 450 мм), вес одного стержня составляет
- d 3 мм — 30 г;
- d 4 мм — 60 г;
- d 5 мм — 92 г.
Массовая доля элементов, %
Электроды МР - 3 технические характеристики
- Показатель механического сопротивления разрыву — не более 46 кгс/мм2;
- Относительное удлинение — 18%;
- Ударная вязкость — 8 кгс∙м/см2.
- Расход электродов МР-3 на 1 кг металла - около 1,7 кг МР-3.
- Предел коэффициента наплавки шва - 8,5 г/А*ч.
- Коэффициент разбрызгивания металла при сварке — 9-13%;
- Напряжение холостого хода — 60-80 В.
- Сварка во всех пространственных положениях, кроме вертикального сверху вниз.

Чтобы рассчитать правильную величину рабочего тока для сварки, необходимо учитывать диаметр электрода и пространственное положение, в котором выполняется сварка. В таблице представлены рекомендуемые параметры.
| Диаметр | Положение | Сила тока |
| 3 мм | вертикальное | 90−110 А |
| нижнее | 100−140 А | |
| потолочное | 100−120 А | |
| 4 мм | вертикальное | 140−180 А |
| нижнее | 160−220 А | |
| потолочное | 140−180 А | |
| 5 мм | вертикальное | 160−200 А |
| нижнее | 180−260 А | |
| 6 мм | только нижнее | 300−360 А |
Какой полярностью варить электродами МР 3
Если от источника питания подается постоянный ток, он должен быть обратной полярности. Выполнение сварки возможно не только на короткой и средней, но и длинной дуге, а также «с отрывом» — короткими прихватками.
Как и любые электроды, МР-3 должны храниться в сухом отапливаемом помещении при температуре не ниже +15 °C. При отсыревании их необходимо прокалить не менее часа при t 180 °C.
Преимущества
Недостатки
- Получаемое сваркой соединение характеризуется высокой прочностью.
- Дуга отличается легких поджигом и стабильностью горения, особенно — при низкой силе тока.
- Без труда достигается повторное зажигание.
- В получаемом шве отсутствуют стыки, он отличается ровностью, хорошим товарным видом.
- Между металлом шва и детали отсутствуют выраженные переходные зоны.
- Благодаря рутиловому типу покрытия шов надежно защищен от попадания в него шлака и окисления.
- Для электрода характерно очень малое разбрызгивание металла.
- Работы характеризуются высокой производительностью.
- МР-3 в равной степени подходит как для сварки, так и для прихваток.
Минусов у электродов этой марки сравнительно немного, и некоторые из них достаточно условны.
- Относительно высокая цена — стоимость этого расходного материала несколько выше, чем многих других электродов.
- Невозможность производства сварки вертикально сверху вниз — однако этим не могут «похвастаться» и многие другие марки.
- Не самый низкий расход материала - 1,7 кг на 1 кг шва (у МР-3Р несколько меньше — 1,62 кг).
- В процессе сварки электрод необходимо удерживать под острым углом относительно поверхности делали. Если варить под прямым углом, неизбежно выделение большого количество шлака, который будет проникать в шов.
- Крайне важно установить нужную силу тока — в противном случае есть риски образования пор в металле шва.
И еще одна особенность — прерывистые швы необходимо накладывать достаточно быстро, что требует определенных навыков. Однако даже новички могут в короткие сроки освоить эту технику, не имея большого опыта и специального образования.
Применение электродов МР 3
Электроды повсеместно применяются при монтаже ответственных конструкций из низколегированных сталей, когда необходима повышенная прочность соединений. Области использования:

- сварка труб при монтаже трубопроводов, создание неповоротных стыков труб;

- сварка, ремонт резервуаров, эксплуатируемых в условиях высокого давления;


Аналоги
На современном рынке аналогами электродов МР-3 являются ОК.46 и ОЗС-12. Они также имеют рутиловое покрытие.
Где купить оптом и в розницу
Один из ведущих и старейших российских производителей электродов этой и других марок — Магнитогорский электродный завод. Продукция предприятия традиционно отличается образцовым качеством. Приобрести электрод сварочный МР 3 ГОСТ производства МЭЗ сегодня можно по всей России (см. адреса представительств по городам), при этом — по весьма доступной цене.
Технические характеристики МР3 электродов

У сварщиков со стажем обычно не возникает трудностей, когда им приходится выбирать наиболее подходящие электроды для монтажа низколегированных сталей. Чаще всего специалисты отдают предпочтение сварочным электродам МР-3, и неслучайно. Этот расходный материал отличается высокой эффективностью в работе и качеством исполнения, которое обусловлено требованиями действующих ГОСТов и спецификой использования свариваемых изделий в разных отраслях промышленности.
Общая информация
Сварочные элементы марки МР-3 подходят для соединения заготовок из углеродистых и низкоуглеродистых сталей. Их можно сваривать при плотном контакте либо оставлять небольшой зазор. В последнем случае специалисты рекомендуют очень внимательно подойти к выбору режима сварки и использовать ток меньше номинального во избежание образования дефектов или трещин на металле.
Присадочные материалы, выпускаемые под этой маркой, выгодны тем, что в процессе их использования выделяется минимальное количество веществ, поэтому можно не сомневаться в их безопасности. Они незаменимы при сварке, проводимой в особо сложных условиях, поскольку наименее требовательны к чистоте поверхности, на которой могут присутствовать ржавые пятна или влага, но на качество сварки это сильно не влияет.
Сварочные работы проводятся с применением обычных трансформаторов, которые поддерживают минимальное напряжение на уровне 50 В. Сварочный материал МР-3 также можно использовать для монтажа деталей средней или большой толщины. Металл можно с легкостью проварить по всему углублению, гарантируя высокую прочность создаваемого соединения. Если исходить из технологических условий сварочных работ, при работе с этими электродами создавать большую дугу для получения температуры, достаточной для схватывания металла с электродом, не требуется.

В рамках подготовительного этапа электроды необходимо просушить и прокалить, что только положительно сказывается на их рабочих свойствах. Электроды этой марки можно использовать в сочетании с трансформаторами, поддерживающими работу при постоянном и переменном токе. Присадочным материалом можно работать в любых положениях из-за того, что они вне зависимости от рабочих условий могут обеспечить соединение высокого качества.
По окончании сварки необходимо выполнить завершающую операцию — удалить с металла шлак. Это делается очень легко, поэтому качество соединения остается стабильно высоким. Покрытие электрода напрямую влияет на присущие для него достоинства. Материал для сварки отличается особым химическим составом, благодаря которому можно поддерживать стабильное горение дуги при работе в любой плоскости. За счет стабильности дуги качество сварки получается неизменно высоким, вне зависимости от воздействия посторонних факторов.
Электроды с рутиловым покрытием

Рутиловое покрытие представляет собой диоксид титана в порошкообразной форме, используемый для повышения прочностных характеристик шва и стабилизации процесса горения. Хотя электроды, имеющие рутиловое покрытие, стоят заметно дороже, они обладают рядом достоинств, которые обеспечивают им неоспоримые преимущества на фоне прочих видов электродов. Рутиловые наиболее эффективны при соединении элементов, содержащих влагу и ржавчину, способствуют уменьшению брызг металла, сокращая тем самым его расход. Отличительной особенностью электродов является простота отделения шлака.
Достаточно известной и востребованной разновидностью рутиловых электродов являются элементы МР-3. Их используют преимущественно для соединения ответственных конструкций, выполненных из углеродистых сталей с содержанием углерода не менее 0,25% и низколегированных сталей. Во время работы электродами МР-3 образуется непрерывная дуга, что гарантирует аккуратный, прочный и ровный шов. Эти электроды могут работать при любом токе.
Во время сварки электроды МР-3 можно держать в любом положении, кроме вертикального. Это обусловлено тем, что качественное соединение можно создать только при неправильной полярности. МР-3 позволяют выполнять сварочные работы даже по окислительной поверхности и с использованием удлиненной дуги.
Высокая востребованность сварочного материала этой марки обусловлена наличием у них массы положительных свойств, среди которых следует выделить способность обеспечить качественное соединение даже при наличии на поверхности следов ржавчины, влаги и загрязнений, а также высокую производительность сварочных работ.
Электроды МР-3: технические характеристики

Сварочные элементы МР-3 изготавливаются с учетом требований, определённых ГОСТами 9466 и 9467. В последнем сказано, что они относятся к типу E46 и используются преимущественно для соединения низколегированных с механическим сопротивлением разрыву до 50 кгс∙м/см 2 и углеродистых сталей. Свариваемый металл должен иметь толщину не менее 3 мм и не более 20 мм.
Для производства присадочного материала используется специальная проволока типа СВ-08 сечением от 3 до 6 мм. По толщине основания электроды можно разделить на несколько групп в зависимости от их диаметра. Электроды марки МР-3 отличаются от других видов элементов наличием рутилового покрытия, с химическим составом которого связаны рабочие характеристики сварочного материала.
Длина элементов может колебаться в диапазоне от 300 до 450 мм. Дополнительно они могут различаться по весу:
- 3 мм — 32 г;
- 4 мм — 62 г;
- 5 мм — 93 г.
В одной упаковке может содержаться разное количество сварочного материала в зависимости от их диаметра:
Производители сварочных элементов МР-3 указывают на важность соблюдения условий их хранения. Выбранное место должно быть отапливаемым и сухим, температура воздуха не должна опускаться ниже отметки + 15 градусов. Электроды должны быть защищены от чрезмерного увлажнения, загрязнения и механических воздействий. При признаках увлажнения сварочные элементы необходимо перед использованием прокалить в течение 1 часа при температуре + 180 градусов Цельсия.
Применение
Сварочные элементы марки МР-3 предназначены для проведения сварочных работ при токе постоянной или переменной величины, гарантирующим напряжение в режиме холостого хода не менее 50 В. В случае подачи от источника питания постоянного тока полярность должна быть обратной. В процессе сварки присадочный материал допускается держать в любой плоскости.
Технологические особенности
- Высокое качество соединения и производительность;
- Беспроблемное повторное зажигание;
- Легко отделить от сварочного шва шлаковую корку;
- Незначительное количество брызг металла;
- Простота процесса создания сварочного шва;
- Не возникает трудностей с зажиганием электрической дуги и поддержанием ее стабильного горения.
В условиях нормальной температуры металл сварочного шва, а также наплавленный металл приобретают следующие прочностные характеристики:
- Показатель механического сопротивления разрыву — не более 46 кгс/мм 2 ;
- Относительное удлинение — 18%;
- Ударная вязкость — 8 кгс∙м/см 2 .
Для правильного расчета величины рабочего тока необходимо учитывать особенности использования электродов и их диаметр:
- при диаметре 6 мм только в нижнем расположении — 300−360 А;
- 5 мм для вертикального 160−200 А, для нижнего -180−260 А;
- 4 мм для вертикального 140−180 А, для нижнего 160−220 А, для потолочного 140−180 А;
- 3 мм для вертикального 90−110 А, для нижнего 100−140 А, для потолочного 100−120 А.
В зависимости от веса для наплавления на 1 кг металла расходуется порядка 1,7 кг МР-3.
Особенности
Присадочный материал этой марки можно использовать для соединения конструкций как длинной другой, так и при помощи коротких прихваток. С их помощью можно может выполняться без предварительной подготовки соединение металла, который может иметь:
- влажную поверхность;
- следы окислов и загрязнений;
- признаки ржавчины.

Сварочные элементы МР-3 подходят и для соединения элементов по зазорам, но при использовании тока минимальной величины. В противном случае в шве могут появиться поры. Присутствие в маркировке сварочных элементов буквы «м» (МР-3м) указывает на наличие рутилово-ильменитового покрытия, а буква «с» (МР-3с) говорит об использовании производителем рутилового покрытия с содержанием особых ионизирующих добавок.
Если сравнивать эти два вида электродов по характеристикам, то это те же самые электроды МР-3.
Сварной материал МР-3 упрощает процесс зажигания дуги благодаря наличию в покрытии специальных добавок при использовании сварочных аппаратов малой мощности с напряжением порядка 50 В. К тому же они более предпочтительны, нежели обычные электроды МР-3 из-за более высоких санитарно-гигиенических показателей. Сварка, проводимая с использованием таких элементов, сопровождается выделением не более 0,6 г марганца. При применении обычных электродов МР-3 выделяется 1,25 г вещества.
Дополнительно к этому элементы МР-3 позволяют выполнять более однородные швы, что положительно сказывается на механических характеристиках соединения.
Конструкция и материал изготовления

Для производства МР-3 электродов может применяться проволока разного сечения. Технология изготовления требует нанесения на каждое изделие специального рутилового покрытия. Присадочный материал может отличаться между собой по длине, которая может составлять 300−450 мм, и наружному диаметру, его значение варьируется в диапазоне 2−6 мм.
Подобная конструкция позволяет использовать сварочный материал МР-3 для проведения сварочных работ по неподготовленным поверхностям, имеющим загрязнения и следы ржавчины. Во время хранения необходимо поддерживать оптимальный показатель влажности в помещении. Для рутилового покрытия он не должен превышать 1,5%, в противном случае перед использованием электроды необходимо прокалить не менее 60 минут при температуре +180 градусов.
Во время сварки необходимо ориентироваться на номинальные характеристики, которые должен иметь качественно выполненный сварочный шов. При соблюдении требований технологии рабочего процесса соединение должно иметь сопротивление разрыву 46 кгс/мм². Пределом коэффициента наплавки шва является значение 8,5 г/А*ч. Для определения необходимого количества электродов должна браться в расчет масса наплавки во время сварки. У электродов МР-3 этот параметр составляет 1,7 кг/час.
Для получения надежных сварных соединений необходимо не только обладать навыками в проведении сварочных работ, но и использовать подходящий расходный материал. Среди электродов, которые хорошо себя зарекомендовали, особо стоит выделить электроды марки МР-3. Они обладают массой полезных свойств, среди которых особо стоит отметить нетребовательность к качеству поверхностей свариваемых металлов.

Этот присадочный материал можно использовать для соединения методом сварки деталей, содержащих на поверхности влагу, загрязнения и окислы. Причём конечный результат от этого никак не страдает.
Имеются у этих электродов и другие положительные свойства, о которых хорошо известно опытным сварщикам. Однако необходимо учитывать, что электроды марки МР-3 являются узкоспециализированным присадочным материалом, который подходит для сваривания только низколегированных и углеродистых сталей с содержанием углерода на уровне 0,25%. Поэтому необходимо знать особенности применения этих сварочных элементов для того, чтобы соблюсти все требования сварочного процесса. Особенно это касается величины рабочего тока, от которой в немалой степени зависит качество сварного шва.
Расчет силы тока при сварке
Качественная сварка невозможна без точного и правильного расчета силы тока – важнейшего параметра в технологии сварочных работ. Если этот показатель слишком низкий, стержень будет залипать, и поджига дуги не произойдет. Напротив, если выбраны слишком высокие токи, электродуга зажжется хорошо, но возможно прожигание металла детали. Кроме того, и сам стержень сгорит быстрее, чем положено, особенно, если он небольшого диаметра.
Как же рассчитать необходимую мощность? Каким током варить электродом того или иного диаметра? Давайте посмотрим деально.
Ключевые параметры расчета режима сварки

Правильно выбранный режим работы сварочного оборудования обеспечивает хороший и быстрый поджиг и стабильную электродугу. Помимо силы тока параметрами, которые влияют на настройку режима, являются:
- род тока (постоянный, переменный) и полярность постоянного;
- диаметр электродного стержня;
- марка электродного проводника;
- пространственное положение шва при выполнении работ.
Чем больше перечисленных показателей учитывается в расчетах, тем качественнее будет результат. Рассмотрим, какой ток на какой электрод подается в зависимости от толщины последнего.
Диаметр электрода и сила тока
Толщина электрода напрямую зависит от толщины свариваемых деталей и размера сварного шва. Если ширина последнего не превышает 3–5 мм, то опытный сварщик, как правило, выберет расходник диаметром от 3 до 4 мм. При больших размерах сварочной ванны (5–8 мм) толщина стержня обычно составляет не более 5 мм.

Что же касается величины тока, то работают такие показатели.
- При d 3 мм – от 65 до 100 Ампер. Диапазон значений широк, они зависят от пространственного положения шва и химического состава свариваемого металла (соответственно и металла сердечника). Сварщики-новички и любители не ошибутся, если выберут усредненное значение – 80–85 Ампер.
- При d 4 мм – от 120 до 200 А. Зависимость та же – состав металла, расположение шва в пространстве. Это самый распространенный диаметр стержня, характерный для промышленных работ. Позволяет варить и тонкие, и широкие швы.
- При d 5 мм значение варьируется в диапазоне 169–250 А. Это уже достаточно большой диаметр. Роль играют не только состав сплава и положение шва, но и глубина проварки: чем она больше, тем больше должна быть и сила тока. Если глубина сварочной ванны не менее 5 мм, в режиме должен быть выставлен максимальный показатель – 250 А.
- При d 6–8 мм минимальный показатель мощности те же 250 Ампер. В условиях тяжелых работ с использованием трансформаторов он увеличивается до 300–350 А.
Ниже в таблице приведены рекомендуемые значения, которые известны любому профессиональному сварщику, но которые могут быть полезны для любителей и новичков.
Диаметр электрода, мм
Толщина металла, мм
Сила тока, А
Положение шва
Пространственное положение шва также играет большую роль при расчете мощности. Какой ток для сварки электродом выбрать с учетом этого критерия? Здесь важно знать, что наибольшие значения выбираются при заваривании швов в горизонтальном (нижнем) положении. Если шов накладывается вертикально, то сила тока в среднем будет на 10–15% меньше.
Самый низкий показатель – при наложении потолочных швов: ток должен быть ниже в среднем на 20%, чем при работе на горизонтальных поверхностях. Для наглядности укажем значения в таблице (на примере электродов с обмазкой основного типа).
d электрода, мм
Пространственное положение
Нижнее
Вертикальное
Потолочное и полупотолочное
Сварка не выполняется
Полярность
Сварка современными аппаратами производится только постоянным током прямой или обратной полярности. Электроды постоянного тока обеспечивают гораздо большую (на 15-20%) глубину провара, чем при использовании переменного тока от трансформатора.
- На прямой полярности варят чугун, низколегированные, низко- и среднеуглеродистые стали и добиваются глубокого проплавления металла деталей.
- На обратной варят более широкий спектр сталей (низколегированные, низкоуглеродистые, средне- и высоколегированные), сваривают тонкостенные конструкции, также ее используют при высокой скорости плавления электродов.
И глубокий провар, и высокая скорость сварки требуют больших величин тока. Таким образом, и при обратной, и при прямой полярности сила тока может быть увеличена в обоих указанных случаях.
Напряжение

Отдельно следует сказать о напряжении. На современных инверторных устройствах этот показатель выставляется автоматически, поэтому в расчетах он не играет существенной роли. Для РДС этот диапазон составляет 16–30 Вольт.
Не влияет данный параметр и на глубину провара. Здесь важен фактор безопасности: в момент замены электрода напряжение дуги резко повышается до 70 В, поэтому сварщик должен быть крайне осторожен.
Формула расчета
Опытные сварщики обычно настраивают электродугу экспериментальным путем, не делая сложных предварительных расчетов. А новичкам пригодятся не только размещенные в статье таблицы, но и формула, по которой рассчитывается, каким электродам какой нужен ток. Она действует в отношении электродов самых востребованных диаметров (3–6 мм).
- I = (20+6d)d, где
- I – сила тока, d – диаметр электрода.
Если толщина стержня менее 3 мм, расчет осуществляется по формуле: I = 30d.
Однако и этими формулами следует пользоваться с учетом пространственного положения сварки: при потолочной варке отнимаем 10–15% от результата, который получаем по формуле.
Все важнейшие параметры режима сварки производитель, как правило, дает на упаковке. Не исключение – продукция Магнитогорского электродного завода. При корректной настройке необходимых показателей режима сварочных работ электроды МЭЗ обеспечат отличный поджиг электродуги, ее устойчивое горение и образцовый результат – ровный сварной шов с необходимыми характеристиками.
Особенности подбора электродов по диаметру
Важный параметр, который учитывается при ручной дуговой сварке, – диаметр электрода. Эта номинальная толщина самого стержня (без обмазки) указывается на упаковках производителей. Расскажем о том, как выбрать электроды по диаметру и что влияет на этот выбор.
Ключевые критерии

Основной параметр, по которому выбирают стержень того или иного диаметра, – толщина стенок свариваемых деталей. Учитываются также:
- пространственное положение сварного шва;
- тип соединения (встык, внахлест, тавровое и т. д.);
Выбирая электрод нужного диаметра, опытный сварщик также берет в расчет форму разделанных под сварку кромок.
Толщина деталей
Существуют основные рекомендации по выбору электрода нужного диаметра в зависимости от толщины стенок соединяемых элементов.
- Если изделия тонкостенные (от 1,5 до 2 мм), обычно используются электроды d 2мм.
- При толщине заготовок 2,5–3 мм для ММА сварки можно использовать электроды диаметром 3 мм.
- При работе с более толстыми заготовками (4–5 мм) сварщики, как правило, применяют стержни толщиной 3 или 4 мм.
- Если нужно сварить детали толщиной от 6 до 12 мм, предпочтение отдают электродам от 6 до 12 мм.
- Толстостенные заготовки для рядовых и ответственных конструкций (13 мм и более) варят электродами с диаметром 5–6 мм.
Во избежание прожога металла ручная сварка тонколистовых изделий (менее 1,5 мм) не осуществляется. Такие детали варят в аргоновой защитной среде или полуавтоматом. Также следует сказать, что использование электродов d 6 мм и более – достаточно ограниченно: во-первых, из-за большой массы, во-вторых, из-за невозможности качественно проварить такими толстыми электродами корневой шов.


Выбор режима сварки
Диаметр электродного стержня напрямую влияет на то, какая сила тока оптимально подойдет для сварочных работ. Диапазон рекомендуемых значений указывается производителем на упаковке. Учитывается и негласное правило, которым руководствуются многие сварщики с опытом и достаточными навыками: при увеличении диаметра стержня на 1 мм сила тока в среднем возрастает на 20–30 Ампер. Таблица рекомендуемых значений представлена ниже.
Диаметр
d 2 мм
d 2,5 мм
d 3 мм
d 4 мм
d 5 мм
d 6 мм
Сила тока
Это средние рекомендуемые значения. Силовые параметры могут разниться. Так, например, при равном диаметре 3 мм для сварки электродами УОНИ-13/55 понадобится сила тока в диапазоне 80–140 А, а для марки МР-3 будет достаточно от 70 до 100 А.
Тип сварного соединения
Выбор диаметра электрода также зависит от того, каким должно быть сварное соединение – нахлесточным, стыковым, угловым, тавровым. При стыковой сварке деталей толщиной до 4 мм, как правило, достаточно одного слоя наплавляемого металла, d стержня составляет 3–4 мм.
Если толщина заготовок превышает 4 мм, кромки обязательно разделываются, шов варится в несколько проходов. Для выполнения первого слоя применяются электроды d 2–3 мм, следующие слои наносятся стержнями большего диаметра. В отношении угловых, тавровых и нахлесточных соединений учитываются следующие рекомендации.
- Однослойные швы выполняются электродами d от 2 до 6 мм – в зависимости от толщины заготовок (см. таблицу выше).
- Если изделие варят в несколько проходов, первый слой наносится электродом d 2–3 мм. Благодаря малому диаметру обеспечивается хороший провар корневого шва при невысоком нагреве зоны соединения.
Это позволяет снизить внутренние напряжения в структуре шовного металла, что особенно важно при производстве ответственных конструкций.
При выполнении сварки прямоугольных соединений (угловых и тавровых) сварщики учитывают и такую величину, как катет шва – расстояние от кромки шва до поверхности другой детали. Если длина катета составляет 3–4 мм, можно выбрать стержень диаметром 4–5 мм. Если катет равен 6–8 мм, используются электроды d 4–5 мм.
Пространственное положение
На выбор диаметра электрода влияет и положение шва в процессе сварки. Так, если детали варят в потолочном положении, рекомендуется использовать материал толщиной не более 4 мм. Если сварочная ванна располагается вертикально, этот показатель, как правило, не превышает 5 мм.
Выбор полярности постоянного тока также взаимосвязан с диаметров электродов.
Технические характеристики электродов МР-3

Электроды для сварки
Электроды МР-3, технические характеристики которых позволяют использовать их при монтаже трубопроводов и прочих инженерных конструкций, независимо от климатических условий, составляют прямую конкуренцию УОНИ. Указанные элементы имеют рутиловое покрытие, ориентированы на обработку изделий из среднеуглеродистой стали. Рабочий процесс протекает легче, чем с другими марками сварочных расходников.
.jpg)
Область применения
Разновидности электродов МР предназначены для сварки ответственных объектов из сталей с низким и средним показателями легированности. При этом обеспечивается усиленное соединение деталей.
- формирование неповоротных стыков и монтаж трубопроводов;
- починка, обслуживание резервуаров, работающих под высоким давлением;
- судовая и машиностроительная промышленность;
- нефтегазовая отрасль.
ГОСТ и другие требования
Электроды марки МР-3 выпускаются в соответствии с требованиями государственных стандартов (ГОСТ 9467/9466). Согласно нормам, присадочный материал расходного сварочного элемента причисляется к типу Э46. Аналогичные стержни используются при сварке малолегированных низкоуглеродистых сталей с вмещением углерода от 0,25%.
Порошкообразный рутиловый концентрат нанесен на металлический сердечник. В качестве активного вещества выступает диоксид титана. Обмазка состоит из карбонатной или алюмосиликатной смеси, повышающей вязкость обрабатываемой детали. Это уменьшает возникновение трещин и деформаций на получаемом шве.
Материал электродного сердечника – низкоуглеродистая проволока конфигурации Св-08, изготовленная методом холодного катания. Диаметр изделия – от 2 до 6 мм. Толщина свариваемых заготовок составляет 3-20 мм. Временное механическое сопротивление на разрыв достигает 500 МПа.

Расшифровка цвета и маркировки
На оттенок электродов влияет разновидность обмазки. Часто сварочные стержни с рутиловым покрытием имеют красный цвет. Также на колер влияют особенности изготовления, применяемые на том или ином заводе. В ассортименте попадаются элементы серого, синего, зеленого цветов.
Расшифровку маркировки лучше рассмотреть на примере. В наименовании электрода МР3-Э46-МР-3-Ø-УД-Е 43-0 (3)-Р26 представлены следующие обозначения:
- модель для сварки низколегированных сталей с усилием разрыва до 46 кгс/кв.мм – Э46;
- марка стержня – МР3;
- диаметр (2/3/4/5 мм) – Ø;
- углеродистый стержень (У) с утолщенным покрытием (Д);
- международная классификация плавящихся электродов с напылением – Е;
- задел прочности на растяжение (кгс/кв.мм) – 43;
- примерное удлинение (не более 20%) – О;
- температурный режим вязкости, при котором ударное усилие на шов составляет 34 Дж/кв.см – (3);
- рутиловое покрытие – Р;
- рабочие положения при сварочных работах (все, кроме вертикальной позиции сверху вниз) – 2;
- допустимое сварочное напряжение (не менее 50 В) – 6.
Виды электродов МР-3 и отличия друг от друга
Электроды марки МР-3С, как и аналоги МР-3, служат для сварочных работ с созданием длинной дуги, возможностью осуществления коротких прихватов. Технический потенциал стержней обеспечивает оперативность работ, без затрат времени на предварительную подготовку обрабатываемых деталей. Заготовка может быть влажной, окисленной, грязной, с коррозийными проявлениями.
Все электроды марки МР-3мм подходят для сварки по зазорам. При этом сила рабочего тока должна быть минимальной, во избежание появления пористых участков поверхности. Кроме указанных разновидностей используется вариант МР-3М, отличительной особенностью которого является рутильно-ильменитовое напыление. Марка 3С имеет синий цвет, обработана ионизирующим составом.
Особенности конструкции стержней ориентированы на ускоренное образование сварочной дуги, возможность эксплуатации с источниками, выдающими минимальный ток.
.jpg)
Такие изделия чище в экологическом плане, выделяют меньше вредных веществ, обеспечивают лучшее качество шва и соединительной прочности.
Характеристики и свойства
К техническим параметрам электродов относят расход на наплавку заданного количества металла (сварного шва). Чтобы обработать 1 кг материала, потребуется 1,7 кг стержней типа МР-3. В результате обеспечивается производительность на уровне 1,7 кг/ч, рабочий коэффициент – 8,5 г/Ач.
Указанные электроды отличаются высокой рабочей скоростью, позволяют варить с полным касанием поверхности либо короткой дугой на дистанции. Изделия типа ЛЭЗ МР выпускаются на Лосином Острове, в Подмосковье, Костромской области, Сызрани. Ближайшие аналоги зарубежного производства изготавливаются в Кливленде (США).
Вес и диаметр
От размера электрода зависят настройка сварочного тока и пространственная позиция формируемого шва. Показатели следующие:
| Диаметр, мм | Шов вертикальный, А | Шов нижний, А | Потолочный шов, А |
| 3,0 | До 110 | 100-140 | До 120 |
| 4,0 | 150-180 | До 220 | 140-180 |
| 5,0 | До 200 | До 260 | |
| 6,0 | 300-360 |
От диаметра также зависит вес электрода МР-3 и его длина. Параметры варьируются от 30 до 92 г и от 350 до 450 мм соответственно.

Состав наплавки
Сварку осуществляют методом отрывного шва, зажигая дугу у левого края, осуществляя проводку слева направо, затем в обратном направлении. Операцию нужно выполнять быстро, чтобы шов не успел остыть. В процессе образуется много шлака, который полностью заполняет ванну и зазор по всей ширине. Температура обмазки существенно выше, чем у обрабатываемой стали.
Материал легко отделяется после остывания при многопроходной проводке.
Разбрызгивание металла – слабое, шлак ложится аккуратно равномерным слоем, легко отслаивается. При работе диоксидом титана остатки попадают в ванну плавления, образуя специфические раковины. Наплавка в массовых долях состоит из:
Механические свойства шва
Отличие применения электродов МР-3 от аналогов заключается в возможности сваривания неочищенных кромок заготовок. Окислы, окалины, пыль, влага не ухудшают качество шва. Загрязнения в процессе работы испаряются и смешиваются со шлаком. При этом получается шов с хорошими технологическими параметрами:
- вязкость на удар – до 8 кгс/кв.см;
- разрывное сопротивление – около 46 кгс/кв.мм;
- показатель удлинения – до 20%.

Количество в пачке
Изготовители фасуют рассматриваемые электроды в пачки весом 1,0/2,5/5,0 кг. Длина и вес стержня зависят от диаметра элементов, как и их количество в упаковке. В таблице приведена информация по вместимости электродов в 1-килограммовой пачке с учетом указанных параметров.
| Диаметр, мм | Масса, г | Длина стержня, мм | Количество в упаковке, 1,0 кг (шт.) |
| 3,0 | 32,0 | 350 | 39,0 |
| 4,0 | 62,0 | 450 | 16,0 |
| 5,0 | 92,0 | 450 | 11,0 |
Напряжение и настройка аппарата
Характеристика электродов МР-3 предполагает подключение обратной полярности, если работы ведутся на постоянном токе. При переменном напряжении полюсность подсоединения роли не играет. Варить можно на короткой, длинной и прерывистой дуге. Отсыревшие стержни подвергают прокаливанию 45-60 минут при температуре 180 °C. Ток выбирают с учетом диаметра элемента. Для изделий сечением 3 мм хватит 140 А, модификации толщиной 5-6 мм используются при токовой силе 300 А. Работы выполняют, удерживая стержень под углом 45°.

Производители и марки электродов
Проверенные изготовители, специализирующиеся на изготовлении электродов марок МР (3С, 3М, 3Р, 3Т, 3У):
- ЛЭЗ;
- «Ресанта»;
- «Тантал»;
- СЗСМ;
- «Премиум»;
- «Линкольн Электрик»;
- ХОБЭКС.
Аналоги, имеющие рутиловое покрытие, – ОЗС-12, ОК-46.
Особенности и инструкция по эксплуатации МР-3
Варить указанными электродами можно на постоянном и переменном токе. Генераторы или инверторы должны выдавать на холостом ходу напряжение не менее 50 В. На постоянном токе работы проводят на обратной полярности (плюс на держатель). Элементами конфигурации МР-3 можно работать в любой пространственной позиции.

Изготовители в инструкции указывают на соблюдение правил хранения электродов.
Продукцию помещают в сухое отапливаемое помещение с температурой воздуха не ниже +15.
Изделие необходимо защищать от прямого попадания влаги и механического воздействия.
Плюсы и минусы
К преимуществам электродов МР-3 причисляют:
- быстрое формирование стабильной дуги;
- ровный, надежный шов;
- высокую прочность соединения;
- безопасность, отсутствие выделения вредных веществ;
- легкое удаление шлака;
- небольшой диапазон разбрызгивания металла;
- высокую производительность;
- простоту работы.
.jpg)
Среди недостатков – высокая цена, интенсивный расход сварочного материала.
Достойные аналоги по сравнению
Кроме электродов МР-3 у сварщиков популярны модификации типа АНО и УОНИ. Их часто сравнивают между собой, чтобы выбрать лучший вариант, однако это не совсем корректно. Указанные стержни отличаются не только напылением, но и структурой. Основная разница заключается в составе и способе обмазки.
Электроды УОНИ
В отличие от марки МР-3, стержни УОНИ имеют не рутиловое, а основное покрытие. Они рассчитаны на работу от аппаратов постоянного тока с обратной полярностью. Перед сваркой УОНИ необходимо тщательно очистить поверхность. Также напыление чувствительно к влаге.
Краткие характеристики указанной марки:
- наплавочный коэффициент – 9,5 г/Ач;
- расход на 1 кг металла – 1,7 кг;
- производительность – 1,4 кг/ч;
- запас прочности – 540 МПа;
- текучесть – до 420 МПа;
- относительное удлинение – до 22%.

Электроды АНО
Стержни АНО отличаются многообразием прутков и специфическими параметрами. Сравнивать напрямую их с маркой МР-3 неуместно. Это связано с тем, что указанные элементы рассчитаны на сварку металла до 4 мм и не подходят там, где нужны модификации МР.

| Диаметр, мм | Длина, мм | Вместимость в упаковке 1 кг (шт.) | Предельный рабочий ток, А |
| 2,0 | 300 | 95 | 100 |
| 3,0 | 350 | 40 | 140 |
| 4,0 | 350 | 40 | 180 |
О приобретении и цене
Купить электроды марки МР-3 не составит особых проблем. Оптом стержни можно приобрести на строительных базах или напрямую у производителя. В розницу продукция представлена в небольших магазинах. На торговых онлайн-площадках дилеры отпускают большие и средние партии, часто с бесплатной доставкой. Цена колеблется от 80 до 150 руб. за килограммовую пачку, в зависимости от производителя и региона.
Отзывы сварщиков
Илья, 37 лет, Нижний Новгород
Самые неприхотливые электроды – это МР-3, варить можно даже по «мусору». Пользуюсь стержнями от «Тантала», особых нареканий не вызывают.
Сергей, 40 лет, Санкт-Петербург
Для сварки инженерных изделий предпочитаю АНО или УОНИ. Хотя для быта и строек подходят МР-3, да и варить ими сможет любой новичок.
Владимир, 33 года, Екатеринбург
В работе эти электроды ни разу не подводили. Главное, приловчится к ним, с учетом особенностей производителя, а так, все нормально.
Максим, 35 лет, Псков
Считаю, что МР-3 – самые удачные электроды. Они быстро поджигаются, не разбрызгивают металл, дают аккуратный, четкий шов, шлак убирается без проблем.
Читайте также: