Какую холодную сварку выбрать для алюминия
Обновлено: 04.05.2024
Алюминий – широко распространенный металл, он используется в большинстве отраслей промышленности в чистом виде и в сплавах. Несмотря на массу достоинств, есть у материала и недостатки, в частности, существует проблема соединения деталей. Из-за мягкости способ болтового скрепления изделий не подходит, а аргоновая сварка трудоемка и дорога. На помощь мастерам приходит холодная сварка — для алюминия этот метод будет идеален, особенно, если к стыку не предъявляется высоких требований на разрыв и удары.
Виды холодной сварки алюминия
Для алюминиевых деталей подходят три способа стыкования, все они могут именоваться «холодной сваркой». Первый используется на заводах, иных крупных производствах и основывается на механизме диффузии. Взаимное проникновение частиц металлов друг в друга присуще не только алюминию, но именно у этого материала процесс происходит быстрее. Диффузия металлов достигается путем оказания давления особыми стержнями (пуансонами), в результате формируются новые молекулярные связи, появляется крепкий шов.

Еще один метод соединения компонентов – сварка сдвигом. Здесь давление на заготовки будет не точечным, а сплошным со смещением в горизонтальной плоскости. В данном случае создается соединение на большой поверхности. Для работы используются станки, обладающие высокой силой и прижимной способностью.
В домашних условиях сваривать изделия перечисленными способами можно, но есть технология проще. Это холодная сварка или склеивание алюминия специальными химическими составами. В их основе – эпоксидная смола. Также средства содержат металлический порошок, серу, иные минеральные компоненты и присадки. По внешнему виду они напоминают мастику, пластилин или являются жидкими. Смола способна как бы расплавлять поверхность деталей, обеспечивая молекулам взаимное проникновение. В результате получается надежный, крепкий шов.
Применение холодной сварки
Ремонт и склейка деталей холодным свариванием применяется в промышленности, быту. Метод незаменим в аварийной ситуации, когда нужно срочно починить разрыв трубы, поломку крепления. Чаще всего такая мера будет временной, по мере возможности заплатку снимают и заваривают дефект аргоном либо меняют деталь. Для ремонта автомобилей клеи на основе эпоксидной смолы тоже подходят: ими заделывают бамперы, элементы салона, реконструируют иные детали. Сварка хорошо крепится к корпусу авто, после чего его шлифуют, красят.
В продаже есть высокотемпературные средства, они наносятся аналогичным образом, при эксплуатации могут выдерживать температуры до +1000 градусов. Такие материалы после контакта с огнем становятся еще более прочными.

Методы сварки деформацией
Можно ли заварить детали из алюминия своими руками? Для создания неразъемного соединения нужно разрушить оксидную пленку, которая присутствует на поверхности металла, а также плотно прижать изделия друг к другу. Это поможет создать новые кристаллические решетки между молекулами в соединениях. Стоит подробнее рассмотреть три возможных метода сварки деформацией, чтобы выбрать лучший.
Точечная сварка
Точечная холодная сварка является самой популярной, для ее проведения не нужны зажимы. Качество готового стыка будет зависеть от выраженности деформации металла в сварной точке. Нормы по соотношению глубины вдавливания к толщине изделия таковы:
- чистый алюминий – 60-70%;
- сплавы алюминия – 75-90%.
Данная методика подходит лишь для деталей не более 1,5 см толщиной, зато они могут быть достаточно габаритными. Листы укладываются внахлест, сдавливаются пуансонами точечно, с определенным интервалом. Недостатком методики является негерметичность стыка.

Шовная сварка
Для выполнения такого способа стыкования деталей нужно особое оборудование – кольцевой пуансон или вращающийся ролик. Путем оказания переменного давления стык становится сплошным. Если требуется односторонняя сварка, ролик может быть неподвижным. Для двухсторонней сварки применяются два подвижных устройства. Механизм помогает сдавить детали на нужную глубину и получить качественный шов.
Недостаток технологии серьезен. Из-за сильного сплошного сдавливания крепость самой конструкции уменьшается. Поэтому методика была усовершенствована и соединила в себе элементы шовной и точечной техник. Стык создается в ходе вращения ролика с выступами, который оказывает давление на детали точечно. Готовый стык является прерывистой цепью сваренных участков, потому конструкция остается прочной.
Стыковая сварка
Метод подразумевает использование зажимных устройств (губок), причем их размеры определяют максимальную длину деталей, чем накладывают на процесс определенные ограничения. Изделия сжимаются своими торцевыми частями и зоной, соприкасающейся с губкой. Далее на опору направляется осевое давление, способствующее формированию прочного шва. Минусом методики можно назвать сложность извлечения устройства из губок.

Холодная сварка клеем
Для мастера использование клеевых составов является самым доступным методом сваривания алюминия. Такие составы реализуются в любых строительных, хозяйственных магазинах. Лучше сразу покупать средство проверенного производителя, не самое дешевое, иначе сварной шов прослужит недолго.
Выбор клея для сварки
При покупке следует внимательно изучить инструкцию, рассмотрев такие параметры:
- диапазон рабочих температур;
- степень адгезии;
- стойкость к агрессивным условиям.
В отношении алюминия удобнее пользоваться пластилинообразными средствами, особенно, если ремонт производится в экстренном режиме. Все составы являются двухкомпонентными, потому перед применением требуют смешивания составляющих со строгим соблюдением пропорций. Большинство сварок работают при температурах до +130 градусов, некоторые – до +260 градусов. При необходимости можно купить высокотемпературной средство, которое стоит намного дороже.

Пошаговый процесс холодной сварки
Для замешивания массы нельзя применять металлические инструменты, иначе она вступит в реакцию с ними раньше положенного времени. Перед работой нужно надеть средства индивидуальной защиты: перчатки, респиратор, поскольку до застывания испарения эпоксидной смолы вредны для здоровья.
Порядок работы с клеем для сварки таков:
- Обезжирить поверхность. В противном случае качество сцепления сильно пострадает. Для этого этапа лучше применять спирт, ацетон. Полностью высушить поверхность непосредственно перед склейкой.
- Подготовить материал. Из упаковки достать двухслойный брусочек, строго перпендикулярно отрезать кусок необходимого размера. Размять массу пальцами, предварительно смочив перчатки холодной водой. Использовать средство нужно в течение 15-20 минут в зависимости от марки.
- Приложить клей на место будущего стыка. После аккуратного накладывания деталей их надежно фиксируют на 40-50 минут, пока сварка не затвердеет. Лучше не трогать изделия 2-3 часа, а пользоваться ими только спустя сутки, хотя многие производители указывают меньший срок.
- Удалить лишнюю клеевую массу. Пока материал окончательно не застыл, с боков надо убрать вылезший клей при помощи наждачки, острого ножа.
Если необходимо заполнить глубокий дефект, на него последовательно наносят слои толщиной до 0,5 см, дожидаются полного высыхания. Затем повторяют процесс нужное количество раз.
Меры предосторожности
При работе с холодной сваркой обязательным является применение спецодежды, особенно, когда работа ведется в таких условиях:
- в агрессивной среде, местах с повышенной температурой или экологически опасных зонах;
- при регулярной смене условий;
- с сосудами, находящимися под давлением.
Перчатки применяются даже при работе с небольшими кусочками клея для сварки. Он сильно раздражает кожу, потому при случайном попадании ее нужно хорошо промыть с мылом. При проникновении средства в глаза, несмотря на использование защитных очков, их промывают, после обращаются к врачу. В помещении нужно оборудовать вытяжку или обеспечить приток свежего воздуха иным способом, иначе можно получить отравление парами эпоксидной смолы и растворителей.
Преимущества и недостатки клеевой методики
Клей для холодной сварки – удобное приспособление, с ним можно быстро провести ремонт алюминиевых и иных изделий в быту. Если создать сплошной шов, он будет герметичным, влагостойким, практически не подверженным разрушению даже при вибрации (благодаря эластичности). Высокотемпературные составы позволяют склеенным деталям работать в самых тяжелых условиях.
Прочие достоинства метода клеевой сварки:
- простота, отсутствие необходимости опыта работы;
- дешевизна ремонта;
- малое время до начала эксплуатации изделий;
- отсутствие отходов и затрат на электроэнергию;
- возможность создавать швы, заделывать ямки, сколы, царапины;
- возможность сварить алюминий с любыми иными материалами.

Минусом можно назвать то, что сварку нельзя использовать на посуде и иных принадлежностях, контактирующих с пищей. Также детали, которые ежедневно подвергаются ударным нагрузкам, лучше сразу сварить аргоном – прочность клеевого шва быстро снизится. Дешевые составы обычно плохо переносят сильное давление, хотя есть средства, препятствующие даже усилию на разрыв.
Производители и популярные марки
Не стоит покупать составы для сварки неизвестных производителей, лучше клеить детали из алюминия надежными материалами. Выбор марок велик, хорошо себя зарекомендовали следующие:
- Алмаз;
- Mastix;
- Zollex;
- Abro; ;
- Loctite;
- Weicon.

Для деталей авто из алюминия, дюралюминия можно воспользоваться сваркой Полирем-Алюминий (она подойдет и для бытовых нужд). Средство предназначено специально для алюминия и его сплавов, позволяет провести качественный ремонт без сварочного аппарата. Холодная сварка годится для радиаторов авто, кузова, панелей, головок цилиндров, трубопровода. В любом случае, качество шва будет зависеть от предварительной подготовки, соблюдения инструкции и надежности фиксации, чему следует уделить пристальное внимание.
Холодная сварка для алюминия: какая лучше, выбор высокотемпературного состава Холодная сварка для алюминия: какая лучше, выбор высокотемпературного состава
Холодная сварка для алюминия – разновидности, советы по применению
Холодная сварка для алюминия может быть применена в тех ситуациях, когда нет возможности использовать электродуговую сварку в среде защитного газа. Данная методика актуальна применительно к алюминию еще и по той причине, что заготовки из данного металла очень плохо соединяются при помощи болтов и гаек. Под понятием «холодная сварка алюминия» может подразумеваться и способ соединения деталей из данного металла при помощи деформации, и технология, предполагающая использование специального клея.

Под «холодной сваркой» чаще всего подразумевают специальный клей, но существуют еще и механические методы холодной сварки — сварка деформацией
Холодная сварка деталей из алюминия при помощи специального клея
Холодная сварка деталей из алюминия, выполняемая при помощи специального клеевого состава, – это технология, позволяющая очень быстро и без особой подготовки поверхностей получить неразъемное соединение. Очень часто данную методику используют в тех случаях, когда необходимо устранить аварийную ситуацию и оперативно соединить алюминиевые детали. Естественно, простота данной технологии позволяет использовать ее чаще всего в домашних условиях.

Клей для скрепления алюминиевых деталей методом холодной сварки
Специальный состав, который применяется для выполнения такой сварки, – это двухкомпонентный клей, выпускаемый в виде мастики или густой жидкости. Состоит такой клей (его можно приобрести практически в любом хозяйственном магазине) из эпоксидной смолы и стального порошка, который служит для упрочнения формируемого соединения.
Чтобы улучшить характеристики клеевого состава для холодной сварки (адгезия с соединяемыми поверхностями, устойчивость к высоким температурам и к воздействию агрессивных сред), в его состав добавляют специальные присадки. Благодаря их использованию свойства застывшего клеевого состава часто превосходят характеристики соединяемых деталей по своей прочности и надежности.

Использование двухкомпонентного клея для фиксации штуцера в трубе из алюминиевого сплава
Любой клей для выполнения холодной сварки – как жидкий, так и в виде мастики – состоит из двух компонентов, которые необходимо смешать непосредственно перед использованием. Следует иметь в виду, что применить смешанный состав необходимо в течение 20–30 минут (спустя полчаса он начинает активно затвердевать). После нанесения на поверхности деталей из алюминия клеевого состава их необходимо прижать друг к другу и выдержать в таком состоянии 40–45 минут. Полное застывание состава происходит в течение 2–2,5 часов.
Чтобы в производственных или домашних условиях получить надежное соединение при использовании клея для холодной сварки, необходимо предварительно очистить и обезжирить соединяемые поверхности. При помощи данного метода можно не только соединить плоские заготовки из алюминия, но и заварить небольшие отверстия и трещины, потратив на это минимум времени и усилий. Соединенные при помощи клея для холодной сварки детали хорошо переносят любые механические воздействия, кроме нагрузок на разрыв.

Ремонт холодной сваркой пробитого поддона картера автомобиля
Применение данного метода холодной сварки алюминия позволяет получить прочные и надежные соединения, но имеет ряд ограничений, о которых необходимо знать.
Так, клей не рекомендуется использовать:
- в местах, характеризующихся высокими температурами;
- в тех местах, к которым предъявляются повышенные требования по экологической безопасности;
- для соединения деталей, условия эксплуатации которых часто изменяются;
- для герметизации сосудов и емкостей, находящихся под высоким давлением;
- для соединения деталей, эксплуатируемых в условиях агрессивной окружающей среды;
- для герметизации труб и сосудов, контактирующих с жидкими пищевыми средами и продуктами питания.
Следует также отметить и преимущества применения клея для холодной сварки, которые делают его очень популярным средством соединения деталей из алюминия:
- исключение окислительных процессов в месте стыка заготовок, что придает долговечности такому соединению;
- простота использования;
- минимум времени, необходимого для формирования неразъемного соединения;
- невысокая цена состава и отсутствие необходимости в использовании специального оборудования и энергоносителей.
Небольшой обзор распространенных на отечественном рынке составов для холодной сварки, основанный на отзывах людей, применявших их на практике.
- «PERMATEX Cold Weld»
Эффективный и весьма универсальный клей, допускающий применение с различными материалами. Отлично выдержал нагрузки на отрыв и на сдвиг в ходе испытаний. - «WURTH Liquid»
Великолепно подходит для работы с металлическими деталями. - «Abro Steel»
Хорошо подойдет для ремонта емкостей для хранения жидкостей благодаря высокой способности обеспечивать герметичность. - «Титан»
Доступная цена, отменное противодействие механическим нагрузкам. - «Cold Weld PERMATEX»
Довольно популярный состав, заслуживший немало положительных отзывов.
Сварка деформацией – особенности технологии
Детали из алюминия по данной технологии соединяют при комнатной температуре, отсюда и название – «холодная сварка». Для того чтобы получить неразъемное соединение, заготовки подвергают значительной пластической деформации, в результате которой происходит разрушение оксидной пленки на поверхности алюминия. Кроме того, сильное сдавливание деталей из алюминия друг с другом в процессе холодной сварки способствует тому, что между их кристаллическими решетками создаются межмолекулярные связи.
Важным условием формированием надежного соединения, получаемого по технологии холодной сварки, является тщательная очистка поверхностей заготовок и их обезжиривание. Давление, которое воздействует на соединяемые детали из алюминия, может быть статичным или с переменной вибрацией.
В зависимости от типа формируемого соединения различают холодную сварку следующих видов:
Стыковой метод
Детали из алюминия при использовании данного метода холодной сварки соединяются своими торцевыми частями, которые предварительно тщательно очищают и обезжиривают. Для того чтобы выполнить соединение по этой методике, заготовки фиксируют в специальных губках с небольшим выпуском торцевых частей, которые и будут подвергаться сдавливанию. После того как детали надежно зафиксированы, на зажимные губки подается осевое давление, которое и сжимает торцевые части соединяемых заготовок, что сопровождается формированием надежного неразъемного соединения.

Схема стыковой холодной сварки деформацией
Данный способ холодной сварки, несмотря на свою простоту, имеет ряд существенных недостатков и ограничений в применении.
- Габариты зажимных устройств, используемых для выполнения такой сварки, ограничивают длину формируемого соединения.
- При сжатии деталей из алюминия пластической деформации подвергаются не только соединяемые торцы, но и та часть, которая зажата в губках.
- После получения неразъемного соединения заготовки достаточно трудно извлекаются из зажимных губок.
Точечная технология
Данная технология, предполагающая соединение деталей из алюминия внахлест, является наиболее распространенным методом холодной сварки этого металла. Соединяемые заготовки сдавливаются в отдельных сварных точках, для чего используется специальный пуансон. По данной технологии детали преимущественно соединяют несколькими сварными точками, расположенными с некоторым интервалом друг относительно друга.

Схема холодной точечной сварки
Качество холодной сварки, выполняемой по точечной технологии, напрямую зависит от степени деформации алюминия в области сварной точки. В числовом выражении данный параметр характеризует соотношение между толщиной соединяемых деталей и глубиной, на которую в металл вдавливается пуансон. Существуют нормативы, согласно которым данный параметр для алюминия должен составлять 60–70%, а для сплавов на основе данного металла – 75–90%.
Точечная холодная сварка, с помощью которой можно соединять достаточно габаритные листы из алюминия и сплавов на основе данного металла, обладает рядом преимуществ.
- Соединяемые детали не нуждаются в предварительной фиксации в специальных зажимных устройствах.
- Алюминий деформируется на очень небольших локальных участках – сварных точках.
При наличии механического устройства, способного создавать значительное давление, холодную сварку по данной технологии можно выполнять и в домашних условиях.
Шовный способ
При использовании данного способа холодной сварки место соединения заготовок из алюминия приобретает форму сплошного шва, который формируется при помощи вращающихся роликов или пуансона с рабочей частью в форме кольца.

Схема шовного метода холодной сварки
Предварительно очищенные и обезжиренные детали из алюминия, которые необходимо соединить при помощи холодной шовной сварки, помещают между одним подвижным и одним неподвижным роликами (односторонняя сварка), либо между двумя подвижными роликами (двухсторонняя сварка). После сдавливания роликов и металла под ними на требуемую глубину подвижные ролики начинают вращаться, что приводит к перемещению соединяемых заготовок и формированию сплошного шва.

Процесс контактной шовной сварки на промышленном аппарате
Использование данной технологии позволяет заварить даже очень габаритные листы из алюминия, но наличие сплошного вдавленного в металл шва серьезно ослабляет конструкцию. Именно по этой причине, когда необходимо соединить холодной сваркой плоские листовые конструкции из алюминия, используют шовно-точечную технологию.
Она подразумевает получение соединения при помощи вращающегося ролика, на котором расположены рабочие выступы, оказывающие давление на свариваемый металл. Шов в таком случае выглядит не как сплошная линия, а как прерывистая цепочка сварных точек, которые очень незначительно ослабляют конструкцию.
Сварка алюминия – как правильно варить алюминий в домашних условиях
Сварка алюминия затруднена многими факторами (в первую очередь его характеристиками), но специалисты постоянно работают над совершенствованием технологий, позволяющих надежно соединять детали, выполненные из данного металла и его сплавов. Сам алюминий и его сплавы отличаются поистине уникальными свойствами: небольшим удельным весом, высокой электро-, а также теплопроводностью, устойчивостью к механическим нагрузкам.

Процесс сварки алюминия
Чем объясняется плохая свариваемость алюминия
Сложности и особенности сварки алюминия и его сплавов объясняются целым рядом уникальных свойств этого металла.
- Основная трудность тепловой обработки алюминия состоит в том, что поверхность данного металла всегда покрыта окисной пленкой, которая отличается очень высокой температурой плавления – 20440 (сам металл плавится при значительно более низкой температуре – 660 градусов).
- Капли расплавленного алюминия, которые образуются в сварной зоне, моментально покрываются тугоплавкой окисной пленкой, которая препятствует формированию сплошного шва. Это определяет некоторые особенности сварки алюминия: сварную зону надежно защищают от взаимодействия с окружающим воздухом, для чего используется газ аргон.
- В расплавленном состоянии алюминий обладает высокой текучестью, что серьезно затрудняет процесс формирования сварочной ванны. Именно поэтому технология сварки алюминия предполагает использование специальных теплоотводящих подкладок.
- В составе алюминия содержится растворенный водород, который при застывании расплавленного металла стремится выйти наружу. Это способствует образованию в шве пор, а также кристаллизационных трещин. Кроме того, сплавы данного металла характеризуются повышенным содержанием в них кремния, что также способствует образованию трещин, возникающих при охлаждении деталей.

Трещина в сварном шве, возникшая в результате нарушения технологии работ
- Алюминий обладает приличным коэффициентом линейного расширения. По этой причине происходит значительная усадка металла при его застывании, что ведет к серьезным деформациям соединяемых деталей.
- Сварка алюминия и его сплавов осуществляется на высоких значениях сварочного тока. Это объясняется тем, что данный металл отличается высокой теплопроводностью. Примечательно, что при сварке стали (а у нее температура плавления выше, чем у алюминия) используются токи меньшей силы (в 1,2–1,5 раза).
- Сварка деталей из данного металла (особенно сварка алюминия в домашних условиях) часто затруднена и тем, что точную марку сплава, из которого изготовлены соединяемые детали, определить очень сложно. Это серьезно осложняет выбор режимов сварки и используемых для ее выполнения методов.
Какие методы применяют для сварки алюминия
Для сварки алюминия могут использоваться разные методы, предполагающие применение различных материалов и оборудования, специальных средств для защиты сварочной зоны (инертные газы и флюсы).
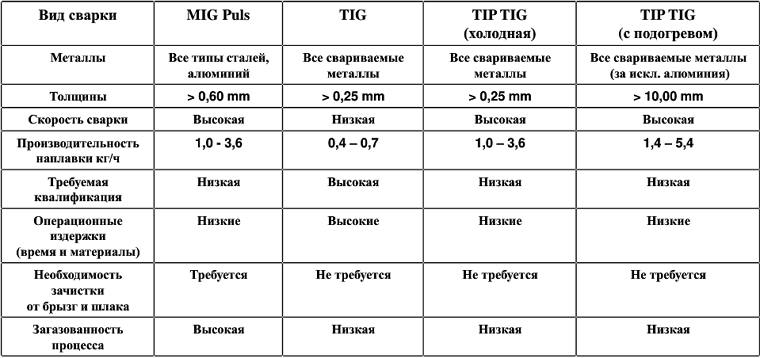
Сравнительная оценка типов сварки (нажмите, чтобы увеличить)
Среди методов выполнения сварки алюминия и в домашних, и в производственных условиях наибольшее распространение получили следующие:
- сварка, осуществляемая в среде инертных газов, для выполнения которой используется вольфрамовый электрод (AC TIG);
- полуавтоматическая сварка, также проходящая в среде защитных газов, для выполнения которой используется специальная проволока, подаваемая в автоматизированном режиме (DC MIG);
- сварка, при которой применяются электроды, покрытые специальным составом (MMA).
Задавая себе вопрос о том, как варить алюминий, чтобы получить надежное соединение, важно понимать, что для этого необходимо разрушить оксидную пленку, формирующуюся на поверхности металла. Чтобы решить эту задачу, для сварки применяют постоянный ток, а полярность устанавливают обратную. В данном случае добиваются эффекта катодного распыления, с помощью которого и удается разрушить такую тугоплавкую пленку.
Сваривать алюминий постоянным током, используя прямую полярность, не получается: в таких условиях не создается эффекта катодного распыления.
Как осуществляется подготовка металла к сварке
Вне зависимости от того, в каких условиях свариваются детали из алюминия – производственных или домашних, необходимо тщательно подготовить кромки этих деталей. Такая подготовка заключается в следующем.
- Поверхности деталей, которые предстоит сваривать (а также присадочный материал) очищаются от грязи, масла и жира. Чтобы обезжирить поверхности, их обрабатывают уайт-спиритом, ацетоном, авиационным бензином и любым другим растворителем.
- К подготовке относится и разделка кромок свариваемых деталей, которую выполняют, если в этом есть необходимость. Если сварку деталей из данного металла проводят не с помощью покрытых электродов, то разделку кромок следует производить при толщине соединяемых деталей, превышающей 4 мм. Если же для сварки применяются электроды, то разделку кромок выполняют, когда толщина деталей превышает 20 мм. Если сваривать предстоит алюминиевые листы толщиной, не превышающей 1,5 мм, то их торцы отбортовывают перед выполнением соединения.
- С поверхности деталей из данного металла перед выполнением их сварки необходимо удалить оксидную пленку. Для такой процедуры используется напильник или щетка с ворсинками из нержавеющей стали, с помощью которых с кромок соединяемых заготовок (на ширине 25–30 мм) удаляется оксидная пленка.

Обработка места сварки проникающим составом с целью выявления дефектов и определения места наложения шва
Нередко, когда выполняется сварка алюминия в домашних условиях, для удаления окисной пленки используют химические средства: каустическую соду, бензин. Если кромки соединяемых деталей обрабатываются каустической содой, после такой обработки необходимо промыть их проточной водой.
Сварка при помощи электродов со специальным покрытием
Посредством электродов со специальным покрытием выполняют сварку конструкций из алюминия, к которым не предъявляются повышенные требования по надежности и прочности соединения. Чаще всего именно таким способом выполняют сварку алюминия своими руками в домашних мастерских. К основным недостаткам данного способа сварки (с его помощью соединяют детали, толщина которых превышает 4 мм) следует отнести:
- низкую прочность сварного шва, а также его высокую пористость;
- интенсивное разбрызгивание расплавленного металла;
- достаточно сложную отделяемость шлака от поверхности шва, что может вызвать коррозию последнего.
Используя покрытые электроды и соответствующее оборудование, можно сваривать детали как из технически чистого алюминия, так и из сплавов данного металла. Наиболее популярными марками электродов, с помощью которых можно сваривать практически все виды алюминиевых сплавов, являются УАНА и ОЗАНА, пришедшие на смену устаревшим ОЗА-1 и ОЗА-2.
Электроды марки ОЗАНА-1 оптимально подходят для сварки чистого алюминия, а ОЗАНА-2 – для соединения заготовок из сплавов данного металла с кремнием (АЛ-4, АЛ-9, АЛ-11).

Электроды Kobatek для сварки алюминиевых сплавов
С использованием таких электродов сварочные работы выполняют на постоянном токе, подключаемом в обратной полярности, что следует учитывать, выбирая оборудование для выполнения работ в производственных и домашних условиях. Для выбора величины сварочного тока можно пользоваться несложным правилом: на 1 мм диаметра электрода необходимо 25–30 А постоянного тока.
При сварке деталей, характеризующихся средней, а также большой толщиной, необходим предварительный прогрев соединяемых деталей, для чего можно использовать газовую горелку. Когда требуется заварить детали значительной толщины, выполняется локальный прогрев места будущего соединения. Использование предварительного прогрева деталей (от 250 до 4000 – зависит от толщины металла), а также медленного охлаждения позволяет эффективно проплавить металл даже при сварке на небольших токах, минимизировать риск появления кристаллизационных трещин и деформации готовой конструкции.
Поскольку алюминиевые электроды плавятся достаточно быстро, следует выполнять сварочные работы с высокой скоростью. Очень важно обеспечить непрерывность сварки, осуществляемой посредством одного электрода. Обрыв дуги в таком случае приведет к тому, что конец электрода и кратер шва покроются шлаковой коркой, препятствующей повторному разжиганию.
Удалять шлак следует, как только закончилась сварка. Затем необходимо промыть очищенный шов горячей водой, а после обработать металлической щеткой. Это делается для того, чтобы удалить остатки шлака со всех уголков шва (в противном случае он может стать источником развития коррозионных процессов).
Сварка по данной технологии используется преимущественно для выполнения работ в домашних мастерских и на небольших ремонтных предприятиях. Для такой сварки не придется приобретать дорогостоящее оборудование, а также расходные материалы, но выполнять с ее помощью ответственные работы не рекомендуется. Что удобно, при этом можно использовать даже то оборудование, которое изготовлено своими руками.
Сварка с применением защитного газа
Сварка алюминия, которая предполагает применение защитного газа, может считаться наиболее распространенной технологией. Она позволяет получать соединения, отличающиеся высокой надежностью, прочностью и эстетичностью.

Прутки алюминиевые (присадочные) для сварки
Основными расходными материалами сварки по данной технологии являются вольфрамовые электроды (Ø 1,6–5 мм) и прутки (Ø 1,6–4 мм), используемые в качестве присадки. Защитными газами могут быть гелий или аргон, отличающиеся высокой чистотой.
Эффективное разрушение оксидной пленки, обязательно присутствующей на поверхности соединяемых заготовок, обеспечивается посредством запитывания сварочной дуги от источника, выдающего переменный ток. Все режимы сварочного процесса, которые зависят от типа выполняемого соединения и толщины соединяемых деталей, подбираются по специальным таблицам. К таким режимам, в частности, относятся диаметр вольфрамового электрода, а также присадочного прутка, величина силы сварочного тока, значение скорости, с которой подается защитный газ.

Ориентировочные параметры сварки при работе с аргоном
Имея соответствующее оборудование и расходные материалы, сварку по данной технологии можно с успехом выполнять и в домашних условиях, получая с ее помощью качественные, красивые и надежные соединения. Чтобы научиться выполнять сварку в среде защитных газов своими руками, можно посмотреть обучающее видео и запомнить нескольких несложных правил ее выполнения.
- Между вольфрамовым электродом и горизонтальной поверхностью соединяемых деталей следует выдерживать угол, равный 70–80 градусов.
- Угол между вольфрамовым электродом и присадочным прутком должен составлять порядка 90 градусов.
- Длина дуги должна находиться в интервале 1,5–2,5 мм.
- При формировании шва первым двигается присадочный пруток и только за ним горелка (так обеспечивается эффективная защита сварного шва).
- Подача присадочного прутка в зону сварки осуществляется так, как будто вы держите в руках кисть, которой рисуете картину. Кончик присадочного прутка подводят к краю сварочной ванны, касаясь ее, а затем отводят назад и вверх. Поперечные движения электродом и присадочным прутком, что важно, совершать не рекомендуется. Очень хорошо можно изучить данный процесс, используя соответствующее видео.
- Чтобы исключить перегрев соединяемых деталей и прожог тонких листов, а также обеспечить быстрый отвод тепла из зоны сварки, под них помещают стальную или медную подкладку, выполняющую роль радиатора.
- Подача защитного газа в зону сварки включается за несколько секунд до начала ее выполнения (3–5), а выключают подачу спустя некоторое время (5–7 секунд) после обрыва дуги.
Выполняя сварку деталей из алюминия в среде защитных газов, необходимо очень тщательно следить за такими параметрами процесса, как скорость сварки и расход газа, так как они оказывают серьезное влияние на качество формируемого шва. При слишком большом расходе газа, например, в зону сварки будет засасываться воздух, что ухудшит ее защиту. Эффективная защита зоны сварки также не будет обеспечена в том случае, если расход газа слишком маленький, а скорость выполнения соединения слишком высока.
Очевидно, что при наличии соответствующего оборудования и навыков выполнения подобных работ вполне можно выполнять сварку деталей из алюминия своими руками по данной технологии в условиях домашней мастерской или гаража.
Использование полуавтоматического оборудования
Высокую эффективность при сварке деталей, выполненных из алюминия и его сплавов, демонстрируют импульсные полуавтоматы. Оксидная пленка на поверхности металла при использовании такого оборудования разбивается за счет импульса высокого напряжения, который, кроме того, «вбивает» в сварочную ванну капли расплавленного электродного материала. Такая технология позволяет получать плотные, качественные, красивые и надежные сварные соединения.
Для сварки в домашних условиях такое оборудование практически не используется, так как стоимость его достаточно высока. Домашние мастера, желающие выполнять соединение деталей из алюминия с использованием полуавтоматического оборудования, используют обычные аппараты, подвергая их незначительной переделке.
Отметим при этом следующий факт. Хотя сварка алюминия с использованием вольфрамового электрода и присадочного прутка и отличается меньшей скоростью, чем полуавтоматическая (в три раза), с ее помощью швы получаются более качественными.
Применение как импульсного, так и обычного полуавтоматического оборудования для сварки деталей из алюминия имеет ряд важных особенностей, которые обязательно необходимо учитывать.
- Сварка выполняется только на постоянном токе обратной полярности.
- Мягкая алюминиевая проволока при подаче в зону сварки по специальному рукаву может образовывать петли. Чтобы предотвратить образование таких петель, необходимо применять 4-роликовый подающий механизм, использовать более короткий подающий рукав, во внутреннюю часть которого вставляется тефлоновый вкладыш, значительно снижающий силу трения.
- Алюминиевая проволока, которая имеет значительный коэффициент расширения, может при нагреве застревать в наконечнике подающего устройства. Чтобы этого не происходило, необходимо использовать специальные наконечники для алюминия, которые маркируются буквами «AL», либо обычные наконечники, диаметр которых несколько больше, чем диаметр используемой проволоки.
- Подача алюминиевой проволоки, которая плавится значительно быстрее, чем стальная, должна быть выше. В противном случае расплавленная проволока, не успевающая попасть в зону сварного шва, будет постоянно выводить из строя наконечник.
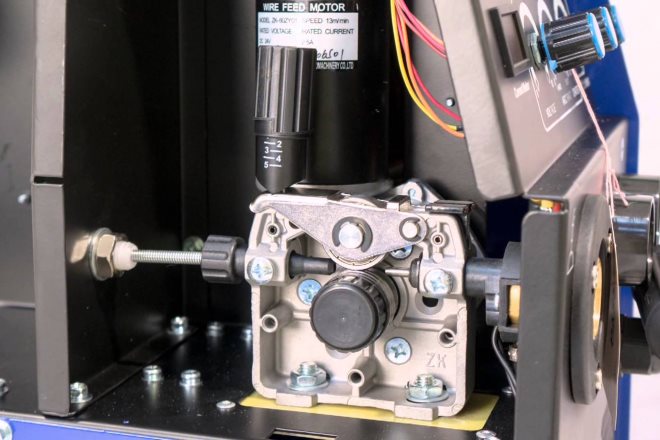
Регулятор силы подачи проволоки
Естественно, выбирая марку алюминиевой проволоки для сварочных работ, необходимо учитывать состав материала, детали из которого будут соединяться с ее помощью. Если же информацией о составе свариваемого материала вы не обладаете, то подбирать проволоку придется экспериментальным путем.
Кроме вышеперечисленных методов, также используется контактная сварка алюминия, реализовать которую в домашних условиях достаточно сложно. Объясняется это тем, что для выполнения такой сварки необходимы специальное оборудование, соответствующие знания и опыт выполнения таких работ. Редко используется в домашних условиях и холодная сварка деталей из алюминия, предполагающая их сжатие под огромным давлением, под действием которого разрушается оксидная пленка на их поверхности.
Холодная сварка для алюминия
Холодная сварка представляет собой технологический процесс скрепления элементов с помощью давления с пластической деформацией плоскостей заготовок.
Ее главный плюс в том, что не требуется никакого специализированного оборудования, за исключением инструмента для сдавливания (который тоже может не понадобиться при использовании специального клея).
Можно ли холодной сваркой заварить алюминий? Разумеется, да. Она позволяет надежно соединять детали. При этом, получается избежать нарушения структуры металла ввиду отсутствия нагрева.

Также соединяемые детали не деформируются. При соблюдении правил получится аккуратный, ровный и прочный шов.
Виды холодной сварки
Холодная сварка алюминия производится для восстановления корпусов приборов, ремонта бытовых изделий и рабочих инструментов.
Производится она несколькими способами:
- Сварка давления производится посредством прижатия соединяемых участков друг к другу при помощи стержней (пуасонов). Высокое давление влечет разрушение в алюминии оксидного слоя, что помогает созданию высокопрочного монолитного соединения на молекулярном уровне.
- Второй метод аналогичен предыдущему. Разница заключается в наличии сдвига при давлении. Направленное горизонтальное смещение производится по всей длине стыкуемых областей.
- Заключительный способ наиболее прост в применении — используется клей, основу которого составляют эпоксидные смолы. После нанесения он способен проникать в кристаллическую решетку алюминия, образуя прочное и долговечное соединение.

Применение
Холодная сварка для алюминия применяется не только при промышленном производстве каких-либо деталей, но и в домашних условиях. Этот метод соединения поверхностей незаменим, когда требуется срочно заделать трещину в трубе или устранить поломку крепления.
Такой ремонт, зачастую, временная мера. После него заплатку удаляют и заваривают дефект аргоном, либо меняют вышедшую из строя деталь на новую. Холодная сварка по алюминию применяется в ситуациях, когда по нормам пожарной безопасности пользоваться обычной высокотемпературной сваркой нельзя.
Есть три основных метода сварки деформацией. Ниже подробно рассмотрен каждый из них.

Точечный
Методика соединения алюминиевых пластин внахлест. Качество получившегося стыка будет напрямую зависеть от выраженности деформации пластины в точке, в которой производилась сварка.
Процесс скрепления детали выглядит так:
- Одна алюминиевая деталь размещается на другой. С двух сторон они обе плотно фиксируются зажимами.
- Далее с соблюдением определенных интервалов располагают пуансоны. Именно на них впоследствии будет подаваться точечная нагрузка.
- Заключительный шаг — один металл фрагментно вдавливается в другой.
Самое очевидное преимущество точечной холодной сварки — незначительная деформация деталей, которая не будет оказывать существенного влияния на общую прочность конструкции, поскольку та происходит только в местах соприкосновения элементов, а не по всех площади поверхности.
Шовный
Эффективная методика образования сплошного шва при помощи специализированного оборудования. Оно состоит из двух роликов, расположенных параллельно друг к другу.
Между ними мастер закрепляет деталь. На рабочей части закрепляется кольца (пуансоны). Данные элементы в дальнейшем будут участвовать в формировании стыкового шовного соединения. Шовная сварка бывает 2-х разновидностей: односторонняя и двухсторонняя.

Процесс крепления листов такой:
- С рабочей зоны удаляются загрязнения, поверхность обезжиривается.
- Детали сильно прижимаются друг к другу роликами.
- Запущенный двигатель заставляет ролики вращаться, поверхность на стыках сужается и становится монолитной.
Шовный метод сварки часто применяется металлургами при работе с алюминием и другими цветными металлами. Минус метода — сплошные швы снижают общую прочность детали. Плюс, методика совершенно не применима в домашних условиях.
Стыковой
Эта методика сварки является одной из самых надежных. Пригодна для стыкования деталей через их торцы. Это позволяет объединить все пластины в цельный щит.
Последовательность скрепления алюминия при выборе стыкового метода такова:
- Первый шаг — зачистка торцов деталей. Удаляются ржавчина, краска и прочая грязь. После, поверхность тщательно обезжиривается.
- Далее детали устанавливаются в специальные тиски. Снаружи оставляются только торцы, приблизительно по 1 см. металлы с каждой стороны.
- Производится торцевое давление, обеспечивающее надежное соединение.
Как видно, в техническом плане метод супер простой и малозатратный. Но и у него имеются недостатки:
- невозможность удерживать в тисках объемные и тяжеловесные детали;
- некоторая часть зажатого металла подвергается деформации;
- после оказанного давления периодически могут возникать сложности с извлечением готовой детали.

Холодная сварка по алюминию при помощи клеевых составов доступна всем. Широкий ассортимент подобных составов представлен во всех крупных строительных магазинах (а иногда и в простых хозяйственных).
Мастера рекомендуют отдавать предпочтение водостойким и маслостойким клеям известных производителей, уже длительное время присутствующих на рынке. Также не стоит покупать изделия из низшей ценовой категории. Те редко отличаются качеством и не сумеют обеспечить должного результата.
Как выбрать клей?
Ввиду многообразия продуктов отечественного и зарубежного производства сложно определиться с выбором.
Чтобы результат не разочаровывал, необходимо:
- производить сравнение характеристик различных марок;
- внимательно ознакомиться с инструкцией по применению, размещенной производителем на упаковке;
- заблаговременно ознакомиться с отзывами на продукцию;
- обращать внимание на универсальные клеи, которые предназначены для склеивания алюминия с иными материалами.
Также надо в обязательном порядке учитывать диапазон рабочих температур, стойкость к агрессивным условиям внешней среды, степень адгезии.
Безусловно, список того, чему надо уделять внимание, внушителен. Чтобы облегчить жизнь читателя, далее в статье будут указаны самые надежные и доступные клеевые составы.
В том, что касается алюминия, разумно использовать пластилинообразные средства. Это актуально, когда ремонтные работы производятся, что называется, в срочном порядке.
Клеевые составы для холодной сварки двухкомпонентные. Это значит, что перед применением необходимо смешать части в строгом соответствии с установленными производителем пропорциями.
Большинство составов являются высокотемпературными и способными сохранять свои свойства до +140 градусов Цельсия, а отдельные модели и до плюс 250 градусов. Такие экземпляры имеют большую стоимость.
Сам процесс незамысловатый. Для начала требуется подготовить клеевый состав. Для замешивания массы категорически запрещено применять инструменты из металла, поскольку он вступит с ней в реакцию.

Также перед работой следует надеть на себя средства индивидуальной защиты: перчатки и респиратор (обычная марлевая или тканевая маска не подходит).

Дальнейший порядок действий выглядит следующим образом:
Обязательные меры предосторожности
Холодная сварка по алюминию предполагает соблюдение определенных мер предосторожности. Игнорирование их вполне способно привести к нанесению вреда здоровью работника. Потому, всегда необходимо производить все манипуляции в специальной одежде и защитных очках.
Не стоит забывать и про перчатки, голыми руками работать категорически запрещается. Даже совсем небольшие кусочки клея при попадании на открытые участки кожи способны вызвать раздражение. Если все же это произошло, то руки следует немедленно промыть горячей водой.
Рабочее помещение должно быть оборудовано вытяжкой. Также на протяжении всего рабочего процесса должен быть обеспечен приток свежего воздуха. В противном случае присутствует риск получить отравление вследствие вдыхания паров эпоксидной смолы и растворителей.
Плюсы и минусы клеевой методики
Холодная сварка по алюминию, если она выполнена в соответствии со всеми правилами и нормам, дает герметичный шов, устойчивый к разрушению даже при воздействии сильных вибраций. Достигается этот эффект за счет достаточной эластичности соединения.
Теперь, непосредственно к достоинствам клеевой сварки:
- дешевизна работы;
- малое количество времени, которые требуется ожидать между окончанием ремонта и началом эксплуатации предмета;
- никаких отходов и затрат электроэнергии;
- необязательность наличия опыта;
- помогает сварить алюминий с материалами, имеющими другой молекулярный состав.
Однако, вместе с этим, специфика метода сварки накладывает ряд ограничений на ее применение.

Использовать метод не рекомендуется:
- в местах, где постоянно поддерживается высокая температура;
- в случае, если изделие должно быть экологически чистым;
- когда ремонтируются трубы, эксплуатируемые при повышенном давлении;
- когда ремонтируется изделие, эксплуатируемое в агрессивных средах;
- если заделывается емкость, из которой впоследствии будет приниматься пища;
- при ремонте предмета, подвергающегося регулярным ударным нагрузкам (в этом случае рекомендуется сварить шов аргоном).
Обзор популярных средств, применяемых для алюминиевой сварки
Клеевых составов много. У неопытных ремонтников может возникнуть резонный вопрос: “А какой лучше выбрать, чтобы не ошибиться?”. Стоит в этом разобраться! Ниже представлены наиболее распространенные и надежные марки, заслуживающие доверия.
Permatex
Многоцелевой компаунд, выполненный на основе эпоксидной смолы. Устойчив к вибрациям и внешним физическим воздействиям. Применим для соединения пластика, дерева, резины, стекла и металлов (в том числе алюминия). Обладает жидким составом, наносится путем выдавливания из тюбика.
- не подвержен коррозийным процессам;
- первичное застывание происходит за 4 минуты;
- способен сохранять свои свойства до +170 градусов Цельсия;
- не подвержен воздействию кислот и щелочей.
ASTROhim
Помогает без труда произвести сварку алюминия в домашних условиях. Также применим для деревянных и керамических изделий. Часто применяется для восстановления резьбы.
С этой целью готовая смесь намазывается на старую часть резьбы, после чего вкручивается болт. После этого спустя 20 минут болт необходимо выкрутить, новая резьба будет готова всего спустя 90 минут.
Основные характеристики клея:
- время схватывания составляет 20-25 минут;
- производить с ремонтируемым изделием иные работы допустимо спустя полтора часа;
- состав сохраняет свойства в температурном диапазоне от -60 до +140 градусов Цельсия;
- срок нанесения смеси после смешивания компонентов составляет 7 минут (желательно, чтобы при этом температура окружающей среды находилась на уровне +20 градусов Цельсия).

Анлес Унипласт-универсал
Двухкомпонентный состав (эпоксидная смола и отвердитель). Достойный вариант, позволяющий за считанные минуты выполнить холодную сварку алюминия. Продолжать работу с изделием можно спустя сутки после нанесения состава.
Основные характеристики Анлес Унипласт-универсал:
- широкий диапазон рабочих температур (от -45 до +120 градусов Цельсия);
- сварка демонстрирует устойчивость к воздействию масел, бензина и воды;
- применять и корректировать положение состава на рабочей поверхности допустимо в течении 25 минут после смешивания компонентов.
Меtaflex
Холодная сварка по алюминию с этим клеем будет сделана в течение нескольких минут. Двухкомпонентная смесь полностью застынет через 20 после нанесения. Корректировать ее положение на деталях можно первые 15 минут.
Состав славится своей устойчивостью к воздействию масел и влаги. Способен выдерживать температуры от -60 до +150 градусов Цельсия. Стоимость изделия вполне демократична, за 60 грамм в строительных магазинах просят от 250 до 320 рублей.
Подводя итог
Итак, холодная сварка позволяет соединять алюминий с другими материалами без применения дополнительного оборудования и обладания специальными навыками.
Главное преимущество эпоксидной смолы — возможность производить работу в домашних условиях. Главное правило — четко следовать инструкции и рекомендациям, размещенным в данной статье.
Читайте также: